机电一体化设备组装与调试试题库
机电一体化组装与调试技能竞赛题目一套

一套技能大赛题目机电一体化设备组装与调试工作任务书请你按要求在4h内完成下列工作任务一、请按图1及其要求完成工件分拣设备的组装电感式接近开关、光纤传感器,气缸等应根据控制要求选择安装位置,并调试至满足工件的分拣要求。
二、根据工作要求画出电气原理图,并完成电路、气路的连接。
(1)电气原理图应画在《工件分拣设备电气原理图》的图纸上(表004);电气原理图的绘制,图形符号的使用应符合中华人民共和国国家标准,使用非中华人民共和国国家标准的图形符号时,应说明参照的标准名称。
(2)气动原理图应画在《工件分拣设备气动原理图》的图纸上(表005);气动原理图的绘制,图形符号的使用应符合中华人民共和国国家标准,使用非中华人民共和国国家标准的图形符号时,应说明参照的标准名称。
(3)电、气路连接应符合工艺要求和安全要求,所有导线应放入线槽,凡是选手接的导线和气管应走向合理,并绑扎。
(4)元件、器件的金属外壳,应可靠接地。
(5)按照给定的I/O分配编程(表006)三、按图1的要求以及附图2所给的尺寸及其完成设备的组装,并且按照选手画的气动原理图进行气路连接。
四、根据工件分拣设备的工作要求编写PLC控制程序和设置变频器参数。
(1)编写程序可用基本指令,也可以使用步进指令或功能指令;(2)可用GX软件编程,也可用FX软件编程。
(3)变频器正转频率为25HZ,反转频率为30HZ,加减速时间小于1S。
五、设备调试。
(1)机械部件、传感器等元件的安装位置及其PLC的控制程序应相互配合,协调动作,保证分拣的准确。
(2)机械部件、传感器等元件的安装位置及其PLC的控制程序应保证皮带输送机启动和停止的位置和时间的准确。
(3)调节气路中的流量调节阀,使气缸活塞杆伸出和缩回的速度适中。
(4)机械手运行协调,夹持传送工件可靠(请将机械手的工件传送速度调试到满足设备控制要求)。
请你仔细阅读工件分拣设备的相关说明,避免完成工作任务时出错一、工件分拣设备的部件与器件工件分拣设备主要部件、器件和元件的名称和安装位置如图1所示:1.供料部件由供料盘和供料架组成。
机电一体化设备组装与调试理论题

七、安装与调试记录1.变频器的使用(1)在本次安装与调试的机电一体化设备上,变频器型号是____。
(2)本次安装与调试的机电一体化设备,使用的变频器的额定输出功率为____,额定输出电流为____A,输出的频率范围为____Hz~____Hz。
(3)本次安装调试时,三相交流电源接在变频器的____、____、____端子上,三相交流异步电动机则连接在在变频器的____、____、____端子上。
(4)本次使用的变频器,控制电动机正转启动的输入信号应接在变频器的____端子上,控制电动机反转启动的输入信号应接在变频器的____端子上。
(5)本次使用的变频器,控制电动机高速运行的信号应接在变频器的____端子上,控制电动机中速运行的信号应接在变频器的____端子上,控制电动机低速运行的信号应接在变频器的____端子上。
(6)变频器控制回路的端子中,公共输入端子是标记为____的端子,接地端子是标记为____的端子。
(7)本次使用的变频器操作面板的盖板上,控制电动机启动的操作键是____键。
停止及复位操作键是____键。
(8)打开本次使用的变频器操作面板的盖板后见到的操作键中,选择操作模式或设定模式的操作键是____键,控制电动机启动的操作键是____键,设定频率和参数的操作键是____键,控制电动机正转的操作键是____键,控制电动机反转的操作键是____键,电动机停止运行或变频器复位的操作键是____键。
(9)当变频器的参数Pr79设定值为____(外部操作模式)时,就可以用PLC的输出信号去控制变频器的启动/停止、正反转和改变运行频率等。
(10)按MODE键,它可以改变显示模式或状态,每按一次MODE 键,可顺序显示监视、________、________、________以及帮助等五种模式。
(11)变频器在“监视”模式下,单位显示的“A”灯亮。
若需要显示变频器输出频率,则操作面板上的________键,到显示变频器输出频率的指示灯________亮。
21 机电一体化设备组装与调试
[0001-03272203-196ce082][单项选择题][中][基础知识]1.()的作用是使压缩空气干燥,过滤,使气体含有的杂质不会经过气体进入制动系统,从而保持制动系统的灵敏和有效。
A.干燥器B.压力表C.空气过滤器D.油雾器[0002-03272203-723a12af][单项选择题][中][基础知识]2.()是一种特殊的注油装置。
它以压缩空气为动力,将润滑油喷射成雾状并混合于压缩空气中,随压缩空气进入需要润滑的部位,达到润滑气动元件的目的。
A.干燥器B.压力表C.空气过滤器D.油雾器[0003-03272203-9576b98e][单项选择题][中][基础知识]3.压力表按其指示压力的基准不同,分为一般压力表、绝对压力表、差压表。
一般压力表以()为基准。
A.大气压力B.绝对压力零位C.两个被测压力之差D.水压[0004-03272203-286c70e1][单项选择题][中][基础知识]4.节流阀的主要作用是()。
A.控制液体流量B.控制电流C.两个被测压力之差D.水压[0005-03272103-45a97544][单项选择题][易][基础知识]5.机电一体化技术是以()技术为核心,强调各种技术的协同和集成的综合性技术。
A.自动化B.电子C.机械D.软件[0006-03272103-40cd1153][单项选择题][易][基础知识]6.机电一体化技术是以()部分为主体,强调各种技术的协同和集成的综合性技术。
A.自动化B.微电子C.机械D.软件[0007-03272303-a8991450][单项选择题][难][基础知识]7.在机电一体化产品的开发过程中,总体方案设计完成后应立即进行()。
A.样机设计(详细设计)B.此方案的评审、评价C.理论分析(数学模2)D.可行性与技术经济分析[0008-03272303-602d2841][单项选择题][难][基础知识]8.在机电一体化系统中,机械传动要满足伺服控制的基本要求足()。
机电一体化安装与调试项目理论试题【一】北京铁路电气化学校

机电一体化组装与调试 项目理论试卷[一]时间(90分钟)题号 一二三四五总分得分一、选择题(共40题,每题1分)1.[电机与电气控制技术]我国规定的常用安全电压是( )V 。
(A.42B. 36C.24D. 62.[电机与电气控制技术]万用表的转换开关是实现( )。
( C )A.只能测量电阻接通的开关B. 只能测量电流接通的开关C.不同测量种类与量程的切换开关D.接通被测器件的测量开关3.[电机与电气控制技术]单相三孔插座接线时,中间孔接( )。
( C ) A.相线 B. 零线C. 保护线4.[电机与电气控制技术]测量电压时,电压表应与被测电路( )。
( D )A.正接B. 反接C.串联D. 并联评卷人得分学校 姓名 工位号 .密 封 线 内 不 准 答 题5.[电机与电气控制技术]三相笼型异步电动机采用-∆减压启动时,将定子绕组先连接为联结,绕组启动电流为全压启动时电流的()。
( B)A.3倍B. 1/3倍C.1倍D. 1/根号36.[电机与电气控制技术]配电箱上的母线其相线应涂颜色标识,其中中性线(N)应涂()色。
( D)A.黄B. 绿C.红D. 淡蓝7.[电机与电气控制技术]根据生产机械运动部件的行程或位置,利用()来控制电动机的工作状况称为行程控制原则。
( C)A.电流继电器B. 时间继电器C.位置开关8.[电机与电气控制技术]具有过载保护的接触器自锁控制电路中,实现欠电压和失电压保护的电器是()。
( C)A.熔断器B. 热继电器C.接触器9.[传感器检测技术]若接近开关有棕、黑、蓝、白四根接线,以下哪个叙述不准确( C)A. 黑色接信号常开触点B. 棕色接电源正极C. 白色是接地线D. 蓝色接电源负极10.[传感器检测技术]三线制传感器有棕、黑、蓝三根接线,以下哪个叙述不准确?( C)A.棕色接电源正极B. 蓝色接电源负极C.黑色接电源负极11.[传感器检测技术]传感器能感知的输入变化量越小,表示传感器的()。
机电一体化设备组装与调试训练题33(08).
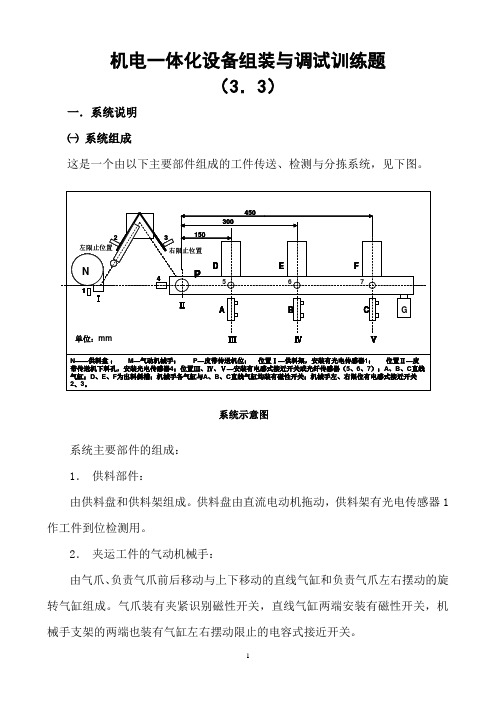
机电一体化设备组装与调试训练题(3.3)一.系统说明㈠系统组成这是一个由以下主要部件组成的工件传送、检测与分拣系统,见下图。
系统主要部件的组成:1.供料部件:由供料盘和供料架组成。
供料盘由直流电动机拖动,供料架有光电传感器1作工件到位检测用。
2.夹运工件的气动机械手:由气爪、负责气爪前后移动与上下移动的直线气缸和负责气爪左右摆动的旋转气缸组成。
气爪装有夹紧识别磁性开关,直线气缸两端安装有磁性开关,机械手支架的两端也装有气缸左右摆动限止的电容式接近开关。
3.进行工件传送分拣的皮带传送机在皮带传送机安装有1个光电传感器(漫反射式)、1个电感式接近开关和2个光纤传感器(可作色差判别);分别安装在位置Ⅱ、位置Ⅲ、位置Ⅳ和位置Ⅴ作检测工件用。
直线气缸A、B、C都装有磁性开关,对应位置装有出料斜槽D、E、F。
工件可在皮带传送机上接受检测、加工和分拣。
皮带传送机由三相交流电动机(带减速箱)拖动,交流电动机转速由变频器(三菱E500)控制。
要求传送带加、减速时间少于1s。
4.其它器件控制气缸的电磁阀共7个(单线圈电磁阀3个,双线圈电磁阀4个);气动二联件1个;指示灯1组[HL1(黄)、HL2(绿)、HL3(红)、HL4(黄)、HL5(绿)、HL6(红)];按钮1组[SB1~SB3(带自锁);SB4~SB6(点动式)];开关1组(SA1~SA2);蜂鸣器1个;三相交流电源控制板1块;接线排1组。
PLC(FX2N——48MR)1个;变频器(E—500)1个。
5.器件工作电压:PLC(FX2N——48MR)工作电压:AC 220V;变频器输入电压:三相、AC 380V三相交流电动机电源电压:AC 380V;光电传感器、接近开关、光纤传感器工作电压:DC 24V。
指示灯、蜂鸣器工作电压:24V6.传送带带速度为中速变频器输出频率:35Hz。
㈡系统工作目标:系统能自动完成金属工件的传送与分拣与包装任务。
任务要求是:供料盘送出金属工件,并推出至位置Ⅰ的供料架,由机械手气爪夹持送至皮带传送机位置Ⅱ的下料孔。
2012机电一体化设备组装与调试-训练题

工位号:2012年XXX省职业院校技能大赛中职组电工电子技术技能比赛《机电一体化设备组装与调试》项目任务书2012年3月一、比赛时间为270分钟,连续进行,竞赛过程中,选手休息、饮食或如厕时间均计算在竞赛时间内。
二.参赛选手必须持本人身份证并携带选手参赛证参加竞赛。
三.因设备自身故障导致选手中断比赛,由大赛裁判长视具体情况做出裁决。
四.若参赛队欲提前结束竞赛,应举手向裁判员示意,比赛结束时间由裁判员记录,选手提前结束比赛后不得再进行任何操作。
五.在比赛期间,请将所做的程序存放在电脑桌面的文件夹内,文件夹的名称以2012加自己的工位号命名,如工位号为03的选手,文件夹为“201203”。
编程时注意及时保存自己的文件。
六.比赛结束,经裁判同意后方可离开。
七.在完成工作任务的全过程中,严格遵守机电设备安装与调试的安全操作规程。
本次组装与调试的机电一体化设备为分拣搬运设备。
其工作任务如下:一、按照《分拣搬运设备组装图》组装分拣搬运设备,并满足图纸提出的技术要求。
二、按照《分拣搬运设备气动系统图》连接分拣搬运设备的气路,并满足图纸提出的技术要求。
三、请你仔细阅读分拣搬运设备的有关说明,然后根据你对设备及其工作过程的理解,在赛场提供的图纸上绘制该设备的电气控制原理图,并在标题栏的“设计”和“制图”行填写自己的工位号。
四、根据你画出的电气控制原理图,连接分拣搬运设备的控制电路。
要求:1. 凡是你连接的导线,必须套上写有编号的编号管。
2. 工作台上各传感器、电磁阀控制线圈、直流电动机、警示灯的连接线,必须放入线槽内;为减小对控制信号的干扰,工作台上交流电动机的连接线不能放入线槽。
五、请你正确理解设备的正常工作过程,编写分拣搬运设备的PLC控制程序、设置变频器的参数。
六、请你调整传感器的位置和灵敏度,调整机械零件的位置,完成分拣搬运设备的整体调试,使该设备能按要求完成各规定任务。
图1 分拣搬运设备示意图A BCD进料口三相交流异步电动机出料斜槽处理盘警示灯拨杆接料口 电磁阀组线槽线槽线槽接线端子排一、分拣搬运设备情况简介分拣搬运设备(以下简称该设备)由皮带输送分拣机构、气动机械手、处理盘机构等部件组成。
机电一体化设备组装与调试练习题3
《机电一体化设备组装与调试》练习题3班级姓名得分一、填空题(第1-20题。
请将正确答案填入题内空白处。
每题1分,共20分。
)1.传感器一般由弹性元件、及—电路等组成。
2.示波器的扫描电路的主要作用是产生电压。
3.在控制装置的接口位置,注有“input、output”字样的,指的是________ 二部分。
4.龙门刨床V5系统故障,工作台速度升不高或升高时间太长,首先应该检查电动机是否否。
5.龙门刨床V5系统,当电流限幅值调得过低,或加速度调节器和励磁控制部分没有调整好时,也会出现工作台速度升不高,或虽能升高但升得太慢的现象,同时可能出现吃刀时工作台的现象。
6.伺服系统振动故障如果与速度有关,则是过高或速度反馈有故障。
7.光栅尺的安装应严格按照说明书的要求进行,否则可能无法正常地检测,甚至可能传会把。
8.当指令值为零时,伺服电动机仍转动,从而造成位置误差。
可通过位移补偿和驱动单元上的来消除。
9.数控系统三环结构中,位置环的比较、调节控制一般在内。
10.液压系统修理时,应本着“、先调后拆、先洗后修”的原则。
11.对变频器进行功能预置时,必须在下进行。
12.传感器由敏感元件和元件组成。
13.肖特基二极管正向压降小,开启电压,正向导通损耗小。
14.按照工艺要求,进行电气大修首先要切断总电源,做好性安全措施。
15.在制订检修工艺时,应注意技术上的先进性、工艺上的可行性,的合理性以及良好的劳动条件等问题。
16.超声波在液体、固体中,穿透能力强,尤其是对光不透明的固体中,超声波能穿透几十米的长度。
17.在电力电子器件中,缓冲电路是为了避免和在器件上产生过高电压、以及为了避免电压、电流的峰值区同时出现而设置的电路。
18.用快速热电偶测温属于。
19.生产工人在生产班内完成生产任务所需的直接和间接的全部工时,为工时定额中的。
20. A.主生产计划MPS对MRP (物料需求计划)起。
二、选择题(第21〜30题。
请选择一个正确答案,将相应字母填入题中括号内。
机电一体化设备组装与调试试卷
机电一体化设备组装与调试试卷机电一体化设备组装与调试试卷一、选择题1. 机电一体化设备是指集成了_________技术和_________技术的设备。
A. 机械,电气B. 电气,电子C. 机械,电子D. 化学,生物2. 在机电一体化设备中,_________扮演着重要角色,可以将电能转化为机械能。
A. 电机B. 泵C. 阀门D. 电缆3. 在机电一体化设备的设计中,应该考虑的因素不包括_________。
A. 功能性B. 可靠性C. 价格D. 安全性4. 下列哪项活动不属于机电一体化设备的调试过程中?A. 功能测试B. 安全测试C. 电缆布线D. 故障排除5. 机电一体化设备使用中最容易损坏的零部件是_________。
A. 电缆B. 电机C. 弹簧D. 阀门二、判断题1. 机电一体化设备的优势之一是可以提高维护成本,减少设备故障率。
( )2. 机电一体化设备的零部件的选材过程很简单,只需要考虑使用寿命长的材料即可。
( )3. 机电一体化设备的组装和调试通过后,就可以直接投入使用。
( )4. 机电一体化设备的设计不需要考虑工艺流程和生产条件。
( )5. 机电一体化设备的常见故障原因包括电源故障、传动部件磨损、控制系统故障等。
( )三、问答题1. 机电一体化设备的特点是什么?为什么这种设备在工业领域中得到了广泛使用?机电一体化设备即将机械和电气技术集成在一起的设备,其特点包括结构简单、操作方便、易于维护和保养、可靠性高等特点。
这种设备深受工业领域的欢迎,因为它不仅提高了生产效率,降低了成本,而且还能提高产品的质量和安全性。
2. 组装机电一体化设备时需要注意哪些事项?在组装机电一体化设备时,需要注意以下几个方面:(1)按照图纸、标准要求进行组装。
(2)严格按照操作顺序进行组装,保证每个零部件都安装到位。
(3)压紧螺栓时,应在对角线上依次拧紧。
(4)在调整各个零部件之间的间隙时,应按照设计的要求进行。
机电一体化设备组装与调试 理论试题
电工电子类机电一体化设备组装与调试项目一、判断题1. ( ) PLC可编程序控制器输入部分是收集被控制设备的信息或操作指令。
(正确)2. () PLC机中的用户程序执行的结果能直接驱动输出设备。
(错误)3. () PLC的输入输出端口采用光电隔离。
(正确)4. ()可编程控制器的输入端可与机械系统上的触电开关、接近开关、传感器等直接连接。
(正确)5. ()可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计,它采用可编程序的存储器。
(正确)6. () PLC采用了典型的计算机结构,主要是由CPU、RAM、ROM和专门设计的输入输出接口电路等组成。
(正确)7. () PLC的指令语句表达式是由操作码、表示符和参数组成。
(正确)8. ()可编程控制器同计算机一样,只要顺序地执行程序就可以达到要求。
(正确)9. () PLC产品技术指标中的存储容量是指其内部用户存储器的存储容量。
(正确)10. () FX2N-48MR型PLC的输出形式是继电器触电输出。
(正确)11. ()能直接编程的梯形图必须符合顺序执行,即从上到下。
从左到右地执行。
(正确)12. ()在PLC梯形图中如单个接点与一个串联支路并联,应将串联支路排列在图形的上面,而把单个接点并联在其下面。
(正确)13. ()在PLC梯形图中如单个接点与一个并联支路串联,应将并联支路紧靠右侧母线排列,而把单个接点串联在其左边。
(错误)14. () PLC梯形图中,串联块的并联连接指的是梯形图中由若干接点并联所构成的电路。
(错误)15. ()串联一个常开触点时采用AND指令;串联一个常闭触点时采用LD指令。
(错误)16. ()步进指令中的每个状态器需具备三个在梯形图中,输入触点和输出线圈为现场的开关状态,可直接驱动现场的执行元件。
(错误)17. () PLC步进指令中的每个状态器需具备三个功能:驱动有关负载、指定转移目标、指定转移条件。
中职技能大赛机电一体化设备组装调试试题

加工设备的组装与调试一、加工设备情况简介加工设备(以下简称加工设备)是将毛坯(试件为金属件)用机械手搬运到加工传送带上,再由传送到各加工位置进行加工的设备。
该加工设备由毛坯放置台,气动机械手,皮带输送机等部件组成,各部件和一些主要元件的名称。
将需要加工的毛坯放在毛坯放置台上,由机械手搬运,通过皮带输送机的进料孔放上传送带,由皮带输送机将毛坯传送到工作位置1时停止,进行第一道工序的加工。
再由皮带输送机将工件(毛坯经加工但还没有完成加工的物件,称作工件)传送到工作位置2,进行第二道工序的加工。
然后皮带输送机反向运转,将工件送回位置1,进行第三道工序的加工。
毛坯经三道工序加工,成为产品,由皮带输送机将其传送到位置2,由气缸B 活塞杆伸出,将产品推入出料斜槽2.加工设备完成一个产品的加工后,紧接着完成下一个产品的加工。
二、加工设备的动作和控制要求接通加工设备的电源前,应将动作过的保护元件的触点复位,并使机械手处于左极限位置和各气缸活塞杆处于缩回的位置。
1、毛坯完好(试件为金属件)时,加工设备的动作。
接通电源后,若保护元件触点的状态、机械手和各气缸活塞杆的位置正确,按下启动按钮,指示灯亮,设备开始工作。
在毛坯放置台的光电传感器检测到有毛坯时,气动机械手悬臂伸出—手臂下降---气爪将工件加紧。
夹紧1秒后,手臂上升---悬臂缩回---转动至右侧极限位置---然后悬臂伸出---手臂下降---气爪放松,通过进料孔将工件放到皮带输送机的传送带上。
机械手放下夹持的工件1秒后,手臂上升—悬臂缩回---转动至左侧极限位置停止。
当皮带输送机进料孔位置的漫射型光电传感器检测到工件后,指示灯熄灭,拖动皮带输送机的交流电动机以25HZ的频率启动,皮带输送机中速运转传送毛坯。
当毛坯运行到工作位置1时,皮带输送机停止3秒,进行第一道工序的加工。
完成毛坯加工,拖动皮带输送机的交流电动机以15HZ的频率启动,皮带输送机低速运转传送被加工过的工件到工作位置2时,停止3秒,进行第二道工序的加工。
中职《机电一体化设备的组装与调试》试卷-

《机电一体化设备组装与调试》学科试题班级:_____________姓名:_____________成绩:_____________一、判断题(对的打“√”错的打“×”,每题2分,共24分)1、皮带输送机主体高度不能调节。
()2、三相交流异步电动机可用变频器作调速控制。
()3、在设备安装过程中,不得用工具敲击安装器件,以防造成器件与工具的损害。
()4、检查三相交流异步电动机是否有断线现象时,可用万用表低阻挡测量电动机绕组的接线端,排除断线故障。
()5、用直角尺检测输送皮带安装的水平度,若未达到水平状态,可松开调节螺栓进行调整。
()6、YL—235A型光机电一体化实训装置中的负载除变频器是380V外,都是使用DC24V。
()7、安装24V直流电动机前应先进行检查,先用手旋动减速器输出轴,检查有无卡阻或噪声现象,然后可用万用表地阻挡测量电动机的两条引线,排除断线故障。
( )8、辅助继电器的助记符为T。
()9、状态继电器的助记符为X。
()10、在梯形图编程中,两个线圈可串联输出,但不可并联输出。
()11三菱FR-E700变频器中三段速设定中的中速,其参数号为P6。
()12、在YL-235A型光机电一体化实训装置中,三个推料气缸采用的都是双作用单出双杆气缸。
()二、单项选择题(每小题3分,共48分)1、在安装输送皮带时要求呈水平状态,要求用()确认。
A、水平尺B、钢直尺C、直角尺D、塞尺2、在工作平台上安装的LTA—205型红绿双色闪亮警示灯共有5条引出线,公共线是()线A、棕色B、黑色C、蓝色D、黄绿3、在工作平台上安装的LTA—205型红绿双色闪亮警示灯共有5条引出线,其中红色警示灯控制线是()线A、棕色B、黑色C、较细的红色线D、较粗的红色线4、在机电一体化设备的组装中用于检测间隙的测量工具是()A、水平尺B、钢直尺C、塞尺D、内六角扳手5、安装在皮带输送机主辊筒上的联轴器与机架间隙为()。
机电一体化设备组装与调试样题

机电一体化设备组装与调试样题2016年全国职业院校技能大赛选拔赛(中职组)机电一体化设备组装与调试赛项样题请你仔细阅读配料装置的工作说明,在240min内,按要求完成下面的工作任务。
在完成工作任务的过程中,请你遵守安全操作规程。
工作任务与要求一、按《警示灯与接料平台组装图》组装警示灯和接料平台。
二、按《配料装置组装图》组装配料装置,并满足图纸提出的技术要求,其中触摸屏的安装位置自定,要求安装合理方便操作。
三、请你按《配料装置气动系统图》连接连接配料装置的气路。
气管与接头的连接必须可靠,不漏气;气路的走向合理,符合安全要求;气管与信号线、导线等不能绑扎在一起。
四、根据PLC输入输出端子(I/O)分配表,如表1所示,在赛场提供的图纸上画出配料装置电气控制原理图并连接电路。
你连接的电路应符合下列要求:1. 凡是你连接的导线,必须套上写有编号的编号管。
交流电机金属外壳与变频器的接地极必须可靠接地。
2. 工作台上各传感器、电磁阀控制线圈、送料直流电机、警示灯、触摸屏的连接线,必须放入线槽内;为减小对控制信号的干扰,工作台上交流电机的连接线不能放入线槽。
表1 PLC输入输出端子(I/O)分配表图1 配料装置部件示意图料仓光电传感电感式传感器 光纤传感机械位置A警示气缸气缸气缸进料接料平台 出料槽Ⅲ 出料槽Ⅱ 出料槽Ⅰ程和故障状态的处理等,编写配料装置的PLC 控制程序、制作触摸屏画面和设置通讯参数、设置变频器的参数,其中电子过流保护电流为0.3A ,点动工作频率为15 Hz 。
注意:在使用计算机编写程序时,请你随时保存已编好的程序,保存的文件名为工位号+A (如3号工位文件名为“3A”)。
六、请你调整传感器的位置和灵敏度,调整机械部件的位置,完成配料装置的整体调试,使配料装置能按照要求完成调试与配料。
配料装置说明配料装置各部件和器件名称及位置如图1所示:接通配料装置电源后,若装置在原点则绿色警示灯闪烁,若不在原点则红色警示灯闪烁。
辽宁机电一体化设备组装与调试技能比赛模拟试题
辽宁机电一体化设备组装与调试技能比赛模拟试题题目一:机电一体化设备组装与调试技能基础知识题目描述请简要回答以下问题:1.什么是机电一体化设备?2.机电一体化设备的特点是什么?3.机电一体化设备组装的步骤有哪些?4.机电一体化设备调试的主要内容包括哪些方面?5.您认为机电一体化设备组装和调试中最容易出现的问题是什么?解答1.机电一体化设备是将机械、电气、电子、液压、气动、传感器等元器件集成在一起的综合设备。
它可以通过电子控制系统来实现自动控制,实现生产过程的集成化和自动化。
2.机电一体化设备的特点主要有以下几点:–功能复杂:机电一体化设备的功能非常复杂,通常包括多个工艺流程和大量的操作步骤。
–综合性强:机电一体化设备需要集成多个领域的知识和技术,包括机械、电气、电子、液压、气动等方面。
–自动化程度高:通过电子控制系统,机电一体化设备可以实现自动化控制,减少人工操作,提高生产效率。
3.机电一体化设备组装的步骤一般包括以下几个环节:–设计和准备:根据设备的功能需求和工艺要求进行设计,并准备好所需的材料和元器件。
–总体组装:按照设备的总体结构进行组装,包括机械部分、电气部分、液压部分等的组装。
–管道安装:安装各类液压、气动和气体管路,并进行连接和密封。
–电气连线:将各类传感器、执行器、控制器等电气元件进行连接,并进行线路的调试和测试。
–调试与测试:对整个设备进行功能调试和性能测试,确保设备能够正常工作。
4.机电一体化设备调试的主要内容包括以下几个方面:–电气调试:对设备的电气部分进行调试,包括电气连线的正确性、电源电压的稳定性等。
–机械调试:对设备的机械部分进行调试,包括各个部件的安装是否正确、运动是否灵活等。
–控制系统调试:对设备的控制系统进行调试,包括控制程序的正确性、传感器数据的准确性等。
–整体性能测试:对整个设备进行综合性能测试,包括设备的工作效率、稳定性和可靠性等。
5.机电一体化设备组装和调试中最容易出现的问题包括以下几个方面:–配件不匹配:当所使用的配件不匹配时,可能会导致组装困难或无法正常工作。
机电一体化设备组装与调试技能比赛全国赛试题
请你在4h内,按要求完成下列工作任务一. 按分拣设备郭件组装币(见附页■眉号为001)及其鉴我和说昭. 隹命合金工作台上组装攵X生产烦分據没@ •二. 按分拣设备%动采统所(见附页,陌号为08)及其姿求和说钢. 连接和生产线分據i殳备的气路.三•请你仔细闽读炒生产线分拣设备的有羌说盼,然后根书你看设各尺扶工作过程的理解,在•竇场提供的图抚(见附页,国号为0Q3)上、冏出X*生产践分拣设齐的电气原理图,并在嫌題栏的•役计刀和“制图"行填写自己的工住号.四、根蛰你童J出的电气原理图,连接^生产线分渤殳备的电路•电路的导维必须触入线槽”凡是你连接的导聂,必须粪上写有絹号的翁号笔.丘•诫你正确理舞设备的正常工作过程和故障状态的处理方式,编写" 生产纯分拣设备的卩LC益制程序那设置变频器的歩欽.六•请你调整传骸盔和位置戍灵敏厦,调垫机核零件的位暨、完成XX 生产线分掠i殳备的整体過此使该设奋能正幣工作、完成物件的加工.分拣和组合.“生产箜分拣设心各部分的名称如岳I所和气动机犠手各部分的名称如图2所污.I生产幾生产金星®i桂彫和埜冥匾柱形阿种元件.汝生产銭的分拣设备的任务是邸金势元件.白色塑料元件和黑色塑舛元件进行加工和分拣.一. 部件的初始位買启动前,殳恋的运动部件必须住规定附位置,这些位置称作初始位確.有关部件的初始位豎是:机掖手討悬骨朱任右限止位雹A・B. C的气缸丢基杆缩回.处理盘:■皮劳轮送枫的拖动电动机不转动•位SL手臂气缸的沿塞杆编回.手給松开.上述部件在剧始位fiaf.特示灯HL1以亮Is灭2s方式闪亮.只有上述部件柱初始住直时.没备才能启动°若上述部件不柱初妁位匡・箱示灯HL1不亮.请自行世择-种复铉方丸进行复位&二. 设备的正常工作接通设备的工隹电殊。
工作台上的红色賢示灯闪売・指示电録正常.1.启动按下启动按钮SB5,设备启动厶皮帝檢送机按由垃宽A向俊置D的方向髙速运行,拖动皮亲坯送机的三相交滦电动机的运行频率为35 H農指示#THL1由闪强友为长亀2.工作按下启动援钮后.雪元件从进料口啟上皮帶输送机时,皮带笹送机由髙谨运行变为中速运行,比时拖动皮带输送机的三祁交渡直动机的运行频率为25 Hz.皮帶辙送机上的元件到达位覽C晦停止?s迸行加工.元件在位置C完尿加工時,有两种工作方式.两种工作方式只能住设备停止状恋谜行转换.工作方式一;转按开关SAI转换旋锂在左位或按工作方式一逬行•完成加工后.皮帶输送机以中速鸭元件敏逸列规定位豐.若完成加工的是金就元件,刘送达位直八・皮寿输送机停止,由住置人的气杠活塞杆伸出袋金星元件推进出料対檜I.然后气缸活塞籽自动镰回若克戍加工的是白色塑料元件。
机电一体化设备组装调试练习
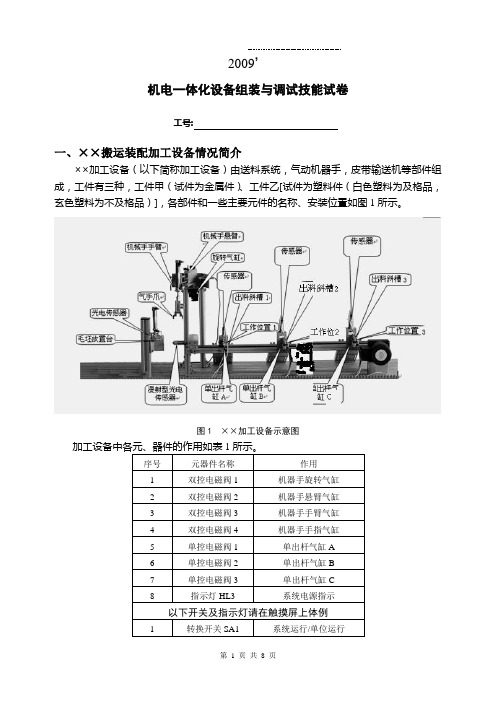
2009’机电一体化设备组装与调试技能试卷工号:一、××搬运装配加工设备情况简介××加工设备(以下简称加工设备)由送料系统,气动机器手,皮带输送机等部件组成,工件有三种,工件甲(试件为金属件)、工件乙[试件为塑料件(白色塑料为及格品,玄色塑料为不及格品)],各部件和一些主要元件的名称、安装位置如图1所示。
图1 ××加工设备示意图加工设备中各元、器件的作用如表1所示。
序号元器件名称作用1 双控电磁阀1 机器手旋转气缸2 双控电磁阀2 机器手悬臂气缸3 双控电磁阀3 机器手手臂气缸4 双控电磁阀4 机器手手指气缸5 单控电磁阀1 单出杆气缸A6 单控电磁阀2 单出杆气缸B7 单控电磁阀3 单出杆气缸C8 指示灯HL3 系统电源指示以下开关及指示灯请在触摸屏上体例1 转换开关SA1 系统运行/单位运行说明:1、开关指示灯在触摸屏第一页显示,并在此页面上方显示“2009’苏州市中等职业学校电工电子技能技能大赛”日期时间;2、第一页的右下角设置页面转换键“数据统计”,进入第二页;3、在第二页显示系统运行状态时每10个工件,玄色工件的百分比。
二、加工设备的行动和控制要求1. 系统的自检第一次上电,将SA1“系统运行/单位运行”转换开关置于“系统运行”位,设备处于“系统运行”事情状态,系统事情前,必须确保各器件在原点位置,当不切合原点位置要求时,按下SB4“复位、自检”按钮,HL1、HL2、HL4先长亮4S后转为以2Hz频率闪烁,再按下SB4按钮,起动相应电磁阀使不在原点的气缸复位;如果系统都在原点,按下SB4“复位、自检”按钮,HL1、HL2、HL4先长亮4S后转为以1Hz频率闪烁3S后,系统处于开始等候。
2. 分拣部件单独运行系统自检完成后,将SA1“系统运行/单位运行”转换开关置于“单位运行”位,设备处于“单位运行”事情状态;将SA2“功效1/功效2”转换开关置于“功效1”位,设备处于“功效1”分拣部件单独事情状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2014秋学期《机电一体化设备组装与调试》期考试题2014年秋学期期考试卷科目:《机电一体化设备组装与调试》出题教师:使用班级:一、单项选择题(每题2分,共1分)1.滚珠丝杠副的传动效率高达以上,为滑动丝杠副的()A.6倍B.倍C.3~4倍D.10~20倍2.滚动直线导轨副的承载能力是平面滚道形式的()A.23倍B.13倍C.4倍D.33倍3.常将多轴驱动系统的惯性载荷折算成等效的单轴系统,并使折算后的单轴系统与折算前的多轴系统保持()A.动力性能不变B.运动性能不变C.静力性能不变D.稳态性能不变4.启动或反向时,系统的输入运动与输出运动之间的差值就是系统的()A.负载动量B.机械能量C.失动能D.失动量5.齿轮传动的总等效惯量随传动级数( )A.增加而减小B.增加而增加C.减小而减小D.变化而不变6.在设计滚珠丝杠副时所要求的硬度HRC()A.越小其硬度系数就越小B.越大其硬度系数就越小C.越大其硬度系数就越大D.大小与其硬度系数无关7.滚珠丝杆螺母副结构有两类:内循环反向器式和()A.外循环插管式B.外循环反向器式C.内、外双循环D.内循环插管式8就滚珠丝杠副压杆稳定性和临界转速比较,一端固定一端自由的结构形式()A.比一端固定一端游动的低B.比一端固定一端游动的高C.与一端固定一端游动相等D.为最高9.对步进电动机进给系统中齿轮传动装置进行传动比分配的原则是()A.最大负载惯量原则B.最小负载惯量原则C.最大负载转矩原则D.最小负载转矩原则10.据齿轮系传动比最佳分配条件,简化的最佳速比分配关系为( )A.2212i i =B. 2212i i =C. 212i i =D. 212i i =11.偏心轴套调整法是采用偏心轴套的旋转来改变( )A.两齿轮轴向位移量以消除齿侧间隙B.齿轮之间的中心距以消除齿侧间隙C.两齿轮相对旋转的角位移消除间隙D.两薄片齿轮之间垫片厚度以消除间隙12.滚动摩擦系数几乎与运动速度无关,其动摩擦力与静摩擦力之差( ) A.极大 B.极小 C.为零 D.为无穷大 13.在开环步进电机-丝杠系统中,传动比大小与系统步进电机的( ) A.转动角有关 B.步距角有关 C.失调角有关 D.控制角有关 14.滚珠丝杠螺母副结构类型有两类:外循环插管式和( )A.内循环插管式B.外循环反向器式C.内、外双循环D.内循环反向器式15.齿轮传动机构采取消隙措施,可以消除齿侧间隙及其造成的( ) A.换向误差 B.换向死区 C.换向冲击 D.换向阻力16.滚珠丝杠副可以将直线运动变为( )A.旋转运动B.直线运动C.螺旋运动D.正弦运动 17.工作机械的负载特性是工作机械在运行过程中( )A.运行阻力与转速的关系B.运动质量与转速的关系C.功率与转速的关系D.运动惯性与转速的关系18.负载转动惯量由执行部件以及上面装的夹具、工件或刀具、滚珠丝杠、联轴器等直线和旋转运动部件的质量或惯量折合到( )A.齿轮轴上的惯量组成B.输出轴上的惯量组成C.电动机轴上的惯量组成D.丝杠轴上的惯量组成19.齿轮传动的总等效惯量随传动级数( )A.增加而减小B.增加而增加C.减小而减小D.变化而不变20.滚珠丝杠副螺纹滚道型面的截面形状有()A.单圆弧型面和抛物线型面B.双圆弧型面和椭圆弧型面C.抛物线型面和椭圆弧型面D.单圆弧型面和双圆弧型面21.导轨截面为矩形截面的滚动导轨承载时其受力()A.上下方向相等但左右不等B.上下左右各方向大小相等C.上下方向不相等但左右相等D.上下左右各方向大小均不相等22.启动或反向时,系统的输入运动与输出运动之间的差值就是系统的()A.定位误差B.系统误差C.静态误差D.死区误差23.在设计滚珠丝杠副时工作()A.越平稳所选载荷系数越大B.条件越恶劣所选载荷系数越小C.条件越恶劣所选载荷系数越大D.条件情况与载荷系数的选取无关24.滚珠丝杠副为单圆弧型面螺纹滚道时,其接触角随轴向负荷()A.增大而减小B.增大而增大C.减小而增大D.减小而减小25.在开环步进电机-丝杠系统中,齿轮副传动装置的传动比大小与系统()A.丝杠长度有关B.导轨长度有关C.丝杠导程有关D.导轨刚度有关26.在设计滚动导轨副时滑座的()A.运动速度越小所选载荷系数越大B.运动速度越大所选载荷系数越大C.运动无冲击时所选载荷系数越大D.运动情况与载荷系数的选取无关27.滚珠丝杠副为双圆弧型面螺纹滚道时,其接触角()A.随轴向负荷变化而变化B.随径向负荷变化而变化C.不随轴向负荷而变化D.不随径向负荷变化而变化28.摩擦力引起的死区误差实质上是在驱动力的作用下,传动机构为克服静摩擦力而产生的()A.弹性变形B.局部变形C.屈服变形D.塑性变形29.在开环步进电机-丝杠系统中,齿轮副传动装置的传动比大小与系统( )A.丝杠长度有关B.导轨长度有关C.丝杠导程有关D.导轨刚度有关 30.摩擦力引起的死区误差实质上是在驱动力的作用下,传动机构为克服( )A.动摩擦力而产生的弹性变形B.静摩擦力而产生的弹性变形C.惯性力而产生的弹性变形D.负载力而产生的弹性变形 31.在设计滚动导轨副时其滑座的( )A.运动速度越小所选载荷系数越大B.运动速度越大所选载荷系数越小C.运动情况与载荷系数的选取无关D.运动速度越大所选载荷系数越大 32.计算齿轮传动系统时非随机载荷的采用( )A.方和根综合法B.回归分析综合法C.峰值综合法D.正交实验法33.数字式传感器检测系统的传感器输出信号为( ) A.模拟信号 B.电流信号 C.电压信号 D.增量码信号 34.频率调制是让一个高频载波信号的频率随( ) A.调制信号而变化的过程 B.调幅信号而变化的过程 C.载波信号而变化的过程 D.调频信号而变化的过程 35.滤波器的截止频率是指滤波器的幅频特性值等于( ) A. K 2所对应的频率 B. 2K所对应的频率C. 2K 所对应的频率 D. K 2所对应的频率36.光栅栅距为0.02mm ,则经过四细分后,每个计数脉冲代表的位移量为( )A.0.05mm B.0.005mm C.0.5mm D.5mm 37.当传感器的输出信号是电参量形式时,需要采用基本转换电路将其转换成( )A.电压量后再送入后续检测电路B.电容量后再送入后续检测电路C.电感量后再送入后续检测电路D.电阻量后再送入后续检测电路 38.小信号双线变送器是将现场微弱信号转化为4~20mA 的标准电流输出,然后通过一对双绞线传送信号以()A.实现强电信号与弱电信号的隔离B.实现信号和电源的一起传送C.实现信号的幅度线性调制与解调D.实现信号的脉宽调制与解调39.调频波的解调可以先将调频波变换成()A.调幅波后进行幅值检波B.调频波后进行幅值检波C.调频调幅波后进行幅值检波D.调相调幅波后进行幅值检波40.旋转变压器转子相对定子的位置通过测量出转子绕组中的感应电动势()A.相位来确定B.频率来确定C.幅值来确定D.脉宽来确定41.当传感器的输出信号是电参数形式时,需要采用基本转换电路将其转换成()A.电阻形式 B. 电容形式 C.脉冲形式 D.电量形式42.线性调幅就是让载波的()A.幅值随调制信号按线性规律变化B.频率随调制信号按线性规律变化C.相位随调制信号按线性规律变化D.阻尼比随调制信号按线性规律变化43.绝对值检测电路的特点是将交变的()A.连续信号变换为离散信号B.直流信号变换为交流信号C.双极性信号变换为单极性信号D.模拟信号变换为数字信号44.旋转变压器的鉴相工作方式是根据旋转变压器转子绕组中感应电动势()A.频率来确定被测位移大小的方式B.相位来确定被测位移大小的方式C.幅值来确定被测位移大小的方式D.脉宽来确定被测位移大小的方式45.将传感器输出信号的电参数形式的信号转换成电量形式信号需要采用()A.闭环控制电路B.反馈控制电路C.基本转换电路D.功率放大电路46.隔离放大器的信息传递可以通过()A.电阻直通实现B.电桥整流实现C.放大电路实现D.磁路实现47.滤波器的截止频率是指滤波器的幅频特性值等于()A.K 2所对应的频率B.2K所对应的频率C.2K 所对应的频率 D.K 2所对应的频率48.旋转变压器的鉴幅式工作方式是通过检测转子绕组中感应电动势的( )A.相位来确定被测位移大小的方式B.频率来确定被测位移大小的方式C.幅值来确定被测位移大小的方式D.脉宽来确定被测位移大小的方式 49. n 细分是指使传感器的输出变化( ) (n+1) 周期时计一个数 n 周期时计一个数 周期时计一个数 +1周期时计一个数 50.共模抑制比就是( )A.共模增益与差模增益之比B.闭环增益与开环增益之比C.开环增益与闭环增益之比D.差模增益与共模增益之比2014秋学期《机电一体化设备组装与调试》期考试题答题卡年级:出题教师:班别_______________ 姓名_______________分数_____________2014秋学期《机电一体化设备组装与调试》期考技能试题2014年秋学期技能期考任务书科目:《机电一体化设备组装与调试》出题教师:班级:姓名:总分:目及配分任务任务要求评分标准任务3:变频器的设置(15)(1)按要求连接变频器的控制电路;(2)设置变频器相应的参数。
1、控制电路每错一处扣5分2、参数设置每错一个扣5分二、可编程序控制软件的使用(以项目一中的任务二的程序为例)(30)任务1:创建新任务(15)1、任务的新建;2、PLC类型的选择;3、PLC系列的选择;每错一处扣5分任务2:程序的调试(15)1、使用编程软件将程序变换;2、使用编程软件将程序写入至PLC中;3、使用编程软件将程序保存;4、使用编程软件将程序进行监控;5、使用编程软件将程序读出。
每错一处扣3分三、职业素养与安全(10)职业素养与安全意识(1)所有操作均应符合安全操作规范。
(2)操作台、工作台表面整洁,工具摆放、导线线头等处理符合职业岗位要求。
(3)遵守赛场纪律,尊重赛场工作人员。
(4)爱惜赛场设备、器材,不允许随手扔工具,在操作中不得发出异常噪声,以免影响其他选手操作。
在操作过程中,将材料、工具等放到他人场地,扣2分在操作过程中,将工具、材2013春学期《电动机原理与维修》期考试题2013春学期《电动机原理与维修》期考试题答题卡2013春学期《电动机原理与维修》期考技能试题2013秋学期《电动机原理与维修》期考试题2013秋学期《电动机原理与维修》期考试题答题卡2013秋学期《电动机原理与维修》期考技能试题2014春学期《电动机原理与维修》期考试题2014春学期《电动机原理与维修》期考试题答题卡2014春学期《电动机原理与维修》期考技能试题2014秋学期《电动机原理与维修》期考试题2014秋学期《电动机原理与维修》期考试题答题卡2014秋学期《电动机原理与维修》期考技能试题2015春学期《电动机原理与维修》期考试题2015春学期《电动机原理与维修》期考试题答题卡2015春学期《电动机原理与维修》期考技能试题2015秋学期《电动机原理与维修》期考试题2015秋学期《电动机原理与维修》期考试题答题卡2015秋学期《电动机原理与维修》期考技能试题。