IAI电缸机械平台设计方案
IAI样机操作手册

IAI 样 机 操 作 手 册南京三迪自动化设备有限公司 2013年11月25日1、样机准备:电缸、电缆、控制器、电源、通信线、装软件的电脑或者手编器,I/O电缆看情况而定2、演示前接线联机电源和控制器端子的连接马达电缆连接到控制器通信线缆连接到控制器和电脑控制器开关拨到MANU(带刹车的注意刹车的解除)3、确认接线正常后,开启电源首次使用的电缸,首先要找到端口,选择正确的端口才能连接(端口号在 计算机‐属性‐设备管理器里面)如果在客户电脑上用,第一次安装软件的时候,可能找不到端口,要注意安装驱动确认好端口号,按确定键后就可以进行连接:这样就显示连接上,然后会跳出以下页面示教模式1的最高速度是100mm/s, 示教模式2可以按照电缸参数标定的速度动作如果是脉冲型控制器,第一次用时会显示如下功能表:在这个页面下,先按伺服键,再按原点键,电缸的初始动作完成;可以按前进和后退键来进行电缸的动作。
JOG时候的速度可以进行调整。
当前位置是表示电缸的滑块所处的位置,在前进和后退的时候数值是实时变化的! (下表是操作后的页面情况)因为脉冲型控制器还有点位型的功能,可以通过25号参数来设置,数值从0‐5的定义如下表:打开参数‐编辑25号参数的初始值是6,可以改成0‐5(PIO模式见前表)每个脉冲值的设定:25号参数初值是6的时候是脉冲模式,可以根据你自己的需要来设定每个脉冲的距离(单位移动量):电子齿轮分子、分母分别是65、66号参数,编码器脉冲数是800,滚珠丝杠的导程根据电缸而定。
这一步在电脑里无法演示,客户用PLC来控制做的时候要能给客户介绍设定方法!25号参数设置成0(保存参数、重启控制器后),显示页面如下:伺服和原点按键确认后电缸完成原点动作,根据需要的数值输入到位置表格:保存数据后,按连续移动键,电缸就可以循环动作。
左边的键是单步动作键,右边是暂停键。
该位置数据表里的速度、加减速度是可以设定的,区域位置也可以设定,还有调压模式和增量模式等功能(参看控制器的操作手册) 点位型控制器有三种位置输入法:1、直接把位置数值写入位置数据表2、用JOG功能把滑块动作到相应的位置,然后按下位置写入键3、把伺服键OFF,拨动滑块,可以把当前位置写入位置数据表里的数值对应的是I/O线上的一个个端口,I/O线的端口功能如下:(详细功能需要参看PCON说明书)。
电缸设计标准

电缸设计标准全文共四篇示例,供读者参考第一篇示例:电缸设计标准是指在电缸的设计和制造过程中需要遵循的一系列标准和规范。
电缸是一种将电能转换为机械运动的装置,通常用于控制机械臂、移动设备和自动化系统等领域。
在设计电缸时,必须考虑到其工作环境、负载要求、运动速度以及安全性等方面,以确保其性能稳定、安全可靠。
本文将介绍电缸设计中的一些主要标准和要求。
电缸设计需要符合国家和行业相关标准。
国家标准GB/T14711-1993《液压气动线性执行器》和GB/T22628-2008《液压缸和气动缸销孔尺寸》等标准规定了电缸的基本结构、尺寸和性能要求。
遵循这些标准可以确保电缸的设计符合国家标准,同时也保证了电缸的质量和可靠性。
电缸设计需要考虑到其工作环境和应用要求。
不同的工作环境和应用要求会对电缸的设计产生影响。
在高湿度环境下工作的电缸需要具有防水防尘的设计,而在高温环境下工作的电缸需要具有耐高温的材料和结构。
根据负载要求和运动速度的不同,电缸的结构和材料也需要做出相应的调整。
电缸设计还需要考虑到安全性和可靠性。
在设计电缸时,需要考虑到其安全保护装置,比如过载保护、过速保护和断电保护等。
还需要进行严格的性能测试和质量控制,以确保电缸的性能稳定、安全可靠。
除了以上提到的标准和要求外,电缸设计还需要考虑到其结构和功能的创新。
随着科技的不断发展,电缸的设计也在不断创新,比如采用新材料、新技术和新工艺等。
通过不断创新,可以提高电缸的性能、效率和可靠性,满足更多不同应用领域的需求。
电缸设计标准是设计和制造电缸时需要遵循的一系列标准和规范,旨在确保电缸的性能稳定、安全可靠。
通过遵循相关标准和不断创新,可以提高电缸的品质和竞争力,满足市场和用户的不同需求。
希望本文能帮助读者更加了解电缸设计标准,为电缸的设计和制造提供参考。
第二篇示例:一、材料选用:在制造电缸时应选用优质的材料,如高强度的钢材或铝合金,以保证电缸的结构强度和耐磨性。
电动缸方案报告

电动缸方案报告1. 引言电动缸是一种常见的机电一体化设备,广泛应用于工业自动化控制领域。
本报告将介绍一种电动缸方案,以满足特定应用需求。
2. 应用需求分析在开始设计电动缸方案之前,我们首先需要明确特定应用的需求。
例如,需求可以包括以下几个方面: - 承载能力:电动缸需要能够承受特定负载。
- 行程要求:电动缸需要满足特定的行程范围。
- 控制方式:电动缸的控制可以采用手动操作、远程控制或自动化控制等方式。
3. 选型根据应用需求分析,我们可以开始选择适合的电动缸。
在选型过程中,需要考虑以下几个因素: - 承载能力:根据需求确定电动缸的额定承载能力。
如果负载超过额定能力,可能会导致电动缸损坏或运行不稳定。
- 行程要求:根据需求确定电动缸的行程范围。
行程过小或过大都会影响应用的正常运行。
- 控制方式:根据需求确定电动缸的控制方式,例如手动、远程或自动化控制。
不同的控制方式需要不同的电动缸类型和配套设备。
4. 设计方案根据选型结果,我们可以开始设计电动缸的具体方案。
设计方案应包括以下几个方面: - 结构设计:确定电动缸的整体结构,包括外形尺寸、连接方式、传动机构等。
- 电动机选择:选择适合的电动机作为动力源,根据负载和行程要求确定电动机的功率和转速。
- 传动机构设计:根据选型结果选择适当的传动机构,例如蜗杆传动、齿轮传动或皮带传动等。
- 控制系统设计:设计电动缸的控制系统,包括传感器、控制器和执行机构等。
5. 制造和测试在完成设计方案后,我们将开始制造电动缸。
制造过程中需要注意以下几个关键步骤: - 零部件加工:根据设计方案进行零部件的加工和制造。
- 装配和调试:将各个零部件进行装配,并进行系统的调试和测试。
- 性能测试:对电动缸进行负载测试、行程范围测试和控制性能测试等。
6. 应用案例在完成电动缸的制造和测试后,我们可以将其应用于特定场景。
以下是一个电动缸应用案例: - 场景描述:某工业生产线上需要将物料从一个位置移动到另一个位置。
IAI-RCP5_拉杆型

ᵡㄥ䍕㦭ʢ /ʣ
右侧 (型号:$+3ʣ
˙行程—尺寸·质量
行程
无刹车
̡
带刹车
̖
̗
̘
̙
&
'
(
̝
+
,
.
拉杆末端静态允许负荷ʢ/ʣ 拉杆末端动态 负荷偏心NN 允许负荷ʢ/ʣ 负荷偏心NN
拉杆末端静态允许扭矩ʢ/ɾNʣ 拉杆末端动态允许扭矩ʢ/ɾNʣ
质量 ʢ LHʣ
适用控制器
3$1 系列驱动轴可以连接下述控制器动作ɻ请根据用途选择合适的型号ɻ
˞ 维护保养用电缆请参考 1ɻ
驱动轴规格
项目
驱动方式 重复定位精度 空转 拉杆 拉杆不旋转精度ʢ˞ʣ 拉杆末端允许负荷ʗ允许扭矩 拉杆末端伸出长 适用环境温度ɾ湿度
内容
滚珠丝杆 ПNN 滚轧$ ʶNN
NN以下 ПNN 铝 度 参考右页图表ɺ参考1 NN以下 ʙˆɺˋ3)以下ʢ 无结露ʣ
输入电源
%$7
单相 "$ 7 ʙ
7
标准价格
参考页 ˠ 1 ˠ 1
ˠ 1
28 3$13"$
RCP5 电缸
R C P 5 - R A 6 C 电缸 拉杆型 马达单元型联轴器型 本体宽 NN 7 伺服脉冲马达
˙型号项目 RCP5 RA6C WA
标准价格
参照页 ˠ 1 ˠ 1 ˠ 1 ˠ 1 ˠ 1 ˠ 1 ˠ 1 ˠ 1 ˠ 1 ˠ 1
标准价格
s_iai_robo_vga_cn_guide
IAI ROBO 电缸(PCON, ACON, SCON)VGA版本示例程序文件说明书机型:AGP-3500T普洛菲斯国际贸易(上海)有限公司技术热线:021-6361-50081.0 版目录内容页码1. 设备组态 (3)1.1 设备连接 (3)1.2 ROBO电缸:连接单台设备(RS-232C) (4)1.3 ROBO电缸:连接多台设备 (RS-422/485) (5)2. 通讯设置 (10)2.1 从[系统设置]窗口中点击[控制器/PLC],显示设置画面 (10)2.2 ROBO 电缸 (13)3. 画面 (16)3.1 菜单画面 (16)3.2 历史报警代码/描述画面 (17)3.3 监控器/操作画面 (18)3.4 坐标表画面 (20)3.5 输入/输出端监控画面 (22)3.6 参数设置画面 (23)4. 地址 (24)* IAI ROBO 电缸设置更详细描述,请参照IAI公司操作手册;* 以上文件可以直接从IAI公司主页下载;注意:在您的系统中使用本例时,请在操作前检查。
1. 设备组态1.1 设备连接Pro-face 人机界面IAI ROBO 电缸(*1)本案例参考1:1连接(RS-232C)的系统组态;人机界面RS-232C/485放大器ROBO 电缸1.2 ROBO电缸:连接单台设备(RS-232C)注意:RS-232转换模块(RCB-CV-MW)和通讯电缆(CB-RCA-SIO050)都是由IAI制造的PC人机软件(RCM-101-MW)的附件;1.除AGP-3302B以外的所有GP机型。
2.当使用多于一套AMP接头,需要自制电缆2。
3.除GP3200系列和AGP-3302B以外的所有GP机型。
A) 当使用由Pro-face制造的串口转换适配器(CA3-ADPCOM-01)和RS-422转换适配器(CA3-ADPTRM-01)和自制电缆1,以及IAI制造的AMP接头和放大器连接电缆(CB-RCB-CTL002);B) 当使用自备电缆1,IAI制造的AMP接头(5-1473574-4)和放大器连接电缆(CB-RCB-CTL002);C) 当使用Pro-face制造的串口通讯终端适配器(CA4-ADPONL-01)和RS-422转换适配器 (CA3-ADPTRM-01),自制电缆1,IAI制造的AMP接头(5-1473574-4)和放大器连接电缆(CB-RCB-CTL002);D) 当使用Pro-face制造的串口通讯终端适配器(CA4-ADPONL-01),自制电缆1,IAI制造的AMP接头(5-1473574-4)和放大器连接电缆(CB-RCB-CTL002);2. 通讯设置2.1 从[系统设置]窗口中点击[控制器/PLC],显示设置画面<RS-232C>GP 设置SIO Type RS232C Speed 38400 Data Length 8 Parity NONE Stop Bit 1Flow Control NONE个别控制器设置Axis No. 0<RS-422/485>►重点通讯设置的信息和电缆制作图,请参照GP-Pro EX 中自带的控制器/PLC连接手册“IAI公司ROBO CYLINDER MODBUS SIO驱动”;安装GP-Pro EX软件时,控制器/PLC连接手册也一同安装;*1您可以通过以下方式查看手册。
IAI电缸产品阵容

P: Precision CR:Clean Room W: Waterproof D: Dustproof
(高精度=定位精度±0.01mm) (无尘标准Class10支持) (防尘防滴规格:IP65) (简易防尘:防尘钢片规格型)
防尘钢片
─5─
Copyright IAI CO.,LTD.2010.All rights reserved.
■FS:Flexible System(皮带传动) 机身细长、 即使是长行程也无速降 最大3000st、2000mm/sec、定位精度±0.08mm
■RS:Rotary System 旋转型 360°分度型
■LSA:Linear Servo Advance (线性伺服马达驱动+LS系列改良型) 最大加速度3G、最大速度2400mm/sec
─6─
⑫ 铝合金高刚度基件 ⑬ 线性伺服马达驱动 ⑭ 最大加速度3G
Copyright IAI CO.,LTD.2010.All rights reserved.
● 关于其他的如单轴机械手系列型式,如下所示。
■IF:Integrated Flexible(铝合金高刚度基件+皮带传动) 铝合金高刚度机身 长行程上无速降 最大2500st、1750mm/sec、定位精度±0.08mm
【中间支持结构的视频】
中间支持 无 无记号
─ 11 ─
Copyright IAI CO.,LTD.2010.All rights reserved.
(5)滑块 仅适用于NS系列的情况。
■单滑块 记号『S』
(1) 驱动轴 尺寸 (宽度)
(2) 设置方法
(3) 滑块型式
(4) (5) 有无中间 滑块 支持结构 单个/多个
机械设计方案
机械设计方案目录一、内容综述 (3)1.1 设计背景与意义 (4)1.2 设计目标与要求 (5)1.3 设计范围与内容 (6)二、需求分析 (7)2.1 用户需求调研 (9)2.2 功能需求分析 (10)2.3 性能需求分析 (11)2.4 安全与可靠性需求分析 (12)三、方案设计 (13)3.1 总体方案设计 (14)3.1.1 结构方案设计 (15)3.1.2 传动方案设计 (16)3.1.3 控制方案设计 (17)3.2 详细设计方案 (19)3.2.1 结构详细设计 (20)3.2.2 传动详细设计 (21)3.2.3 控制详细设计 (22)四、方案评价与优化 (23)4.1 方案评价指标体系 (24)4.1.1 功能性评价指标 (26)4.1.2 性能性评价指标 (26)4.1.3 可靠性与安全性评价指标 (27)4.2 方案优化建议 (28)4.2.1 结构优化建议 (29)4.2.2 传动优化建议 (31)4.2.3 控制优化建议 (32)五、实施计划与风险管理 (33)5.1 实施计划 (35)5.1.1 设计阶段计划 (36)5.1.2 制造阶段计划 (38)5.1.3 安装与调试阶段计划 (38)5.2 风险管理 (39)5.2.1 风险识别与评估 (40)5.2.2 风险防范与控制 (41)5.2.3 风险应对措施 (42)六、总结与展望 (43)6.1 设计成果总结 (45)6.2 存在问题与不足 (45)6.3 未来发展趋势与展望 (46)一、内容综述本机械设计方案旨在为用户提供一种高效、稳定、安全的机械设备解决方案,以满足其生产、加工和运输等方面的需求。
本方案涵盖了从设计原理、结构布局、功能模块到系统集成等各个方面,力求在保证性能优越的同时,降低成本并提高可靠性。
本设计方案首先对用户的需求进行了详细的调研和分析,充分了解了用户的生产工艺、操作要求和设备使用环境等因素,以便为其提供最合适的解决方案。
iai电缸全系列及用途

V I S U A L I N D E X V I S U A L I N D E Xh t t p ://w w w .i a i -r o b o t .c o .j p /h t t p ://w w w.i a i -r o b o t.c o.j p/003p 021p 029p 041p 053p 057p 071p 121p 129p 131p 135p 141p 145p149p 153p 161p 173p 177p 183p 187p 189p 199p083p 089p 101p 107p065p007p 011p 015p215p 269p 343p 355p 365p375p 415p 425p317p 321p279p 281p 287p 291p 303p255p 261p221p 227p 233p 239pERC2RCP3RCP2RCP2RCS2RCS2RCA2RCP2CR RCP2CR RCACR RCACR RCS2CR RCS2CRERC2RCP2RCA RCS2RCS2RCS2按应用领域区分机种说明按应用领域区分机种说明按应用领域区分机种说明控制器内置型是将控制器设于驱动轴本体内的价格优廉的驱动轴。
由于无需设置控制器的空间,所以能够实现电气控制柜的小型化。
凭借接近于气缸的低廉价格,能够用于替换气缸。
控制器内置型(滑块/拉杆型)当在1台装置上使用多个驱动轴时搬送、升降、推出、推压特点用途让本体上的滑块前后移动,进行定位。
由于内置直线导轨,所以直进性优异,也能够对应偏负载。
马达安装方法可在联轴器、直接、折返3种类型中选择。
滑块型直线上的搬送、定位将轴组合使用,进行产品的拾取&放置特点用途拉杆从本体伸缩,进行定位及推压。
导杆方面,可从无导杆/单导杆/双导杆3种类型中进行选择。
马达安装方法可在联轴器、直接、折返3种类型中选择。
拉杆型工件及堆料机的升降产品推出(推进)工件的压入、嵌合特点用途本体上的平台及臂杆滑动,进行定位及推压。
IAI 电缸资料2

500
600
700
型号
导程
(mm)
最大可搬重量(注 1) 水平(kg) 垂直(kg)
行程
(mm)
行程 速度 (mm/s5)0 ~ 500
导程
(每 50mm)
RCP2-SA5C-I-42P-12- ① -P1- ② - ③
12
4
1
12
600
RCP2-SA5C-I-42P-6- ① -P1- ② - ③
请注意不要与周围物体发生干扰。
ME :机械终端
SE :行程终端 带( )的尺寸是参考尺寸。
D-M4 深 7 5 H-长孔 距基座底面深 5.5
26
N×100P
50
P(φ4 孔与长孔间距)
A
距 2-φ4H7 基座底面深 5.5
24
20
56
33
81
50
确保
52
100 以上
+0.012 0
4
刹车部位尺寸
长孔部位详情
0
0
0
1
1
2
2
3
3
4
0
0
1
1
2
2
3
3
4
4
4
4
4
6
6
8
8
10
10
12
4
4
6
6
8
8
10
10
12
12
0
1
1
1
1
1
1
1
1
1
0
85
85 185 185 285 285 385 385 485
1.5 1.6 1.7 1.8 1.9 2.1 2.2 2.3 2.4 2.5
IAI电缸
0.5 400 500
37.4
ə3 ི Ma உડ ܿনᎳၤȃ!
Ma உડ! ؚ٤নᎳၤə3
49.1 2.3
M.E.
ᄵ!ڋ S.E.
2-φ5H7 ਭ૾ແ 10
60
ኊ!ݞ
50.9 13.5
2.5 M.E.ə2
118.5
80.6 59 50 48.5 32 36
A ؠၤ!
55
58
φ8
4.5
4.5
9
宽 58mm ERC2-RGS6C
11
臂平 杆台
宽 68mm ERC2-RGS7C
13
扁 平
宽 58mm ERC2-RGD6C
15
旋夹
转爪
宽 68mm ERC2-RGD7C
17
型
专无 用尘 型室
防 滴 型
控 制 器
联
C轴 器
直
D接
折
R返
2 控制器内置型
脉冲马达
20P
脉冲马达
28P
脉冲马达
35P
负载伸出长度
3 ERC2-SA6C
Ma
Mb
L
Mc
Ma
Mc
L
尺寸图 CAD 图纸可从主页下载。 www.iai-robot.co.jp
2维 CAD
※ 对于反原点规格,马达侧的尺寸(从 ME 到原点的距离) 与反马达侧的尺寸相反。
60
5
50
5
9 32±0.02 9 4-M5 ແ 10
22 ˄ਭ૾ৱُ࢞_0.02˅! 31
600
(mm)
水平(kg) 垂直(kg)
(mm)
IAI电缸选型

本产品的标准配置由以下零件构成。
若发现型号错误或缺件,烦请与经销商或本公司联系。
1. 构成品(选项除外)编号品 名型号1 控制器本体[请参照4.型号铭牌说明、5.型号说明]附件PIO 型用电源I/O 电缆CB-ERC-PWBIO***CB-ERC-PWBIO***-RB(*** 为电缆长度,RB 为机械电缆)2连接电缆SIO 型用电源I/O 电缆CB-ERC2-PWBIO***CB-ERC2-PWBIO***-RB CB-ERC2-CTL001(*** 为电缆长度,RB 为机械电缆)3 原点标记贴纸滑块型附带4 使用说明书(CD)5 初次操作指南6 安全指南2. 控制器与示教工具通过示教等方式进行的位置设定、参数设定等设定操作中,均必须有联机软件或示教器。
请选用任意一个联机软件或示教器。
SIO (SE) 型需要用于连接示教工具的SIO 转换器(选项)编号 品 名型号1 联机软件※1(带RS232转换器+外部机器通信电缆)RCM-101-MW2 联机软件※1(带USB 转换器+USB 电缆+外部机器通信电缆)RCM-101-USB 3 示教器※2CON-PT 4 示教器(带安全开关)※2CON-PD 5 示教器(带安全开关+TP 转换器 (RCB-LB-TG)※2CON-PG 6 示教器※2CON-T 7 示教器(带安全开关+TP 转换器(RCB-LB-TG)※2CON-TG 8 简易示教器※2RCM-E 9 数据设定器※2※3RCM-P10触摸屏显示器※2※4RCM-PM-01※1 SIO (SE) 型另需中继电缆 (CB-ERC2-SIO020) 或SIO 转换器 (RCB-TU-SIO)。
※2 SIO (SE) 型另需SIO 转换器 (RCB-TU-SIO)。
※3 数据设定器无法进行驱动轴的移动。
※4 触摸屏显示器存在部分无法设定的参数。
3. CD 中收录的本产品相关使用说明书编号 名 称管理番号 1ERC2控制器<PIO 专用>一体型驱动轴使用说明书MC01582ERC2控制器<SIO 专用>一体型驱动轴使用说明书MC0159MC01553 联机软件 RCM-101-MW/RCM-101-USB 使用说明书4 示教器 CON-T/TGMC01785 示教器 CON-PT/PD/PGMC02276 简易示教器 RCM-E 使用说明书MC01747 数据设定器 RCM-P 使用说明书MC01758 触摸屏显示器 RCM-PM-01使用说明书MC01829SIO 隔离器(选项)使用说明书MC020710串行通信【Modbus 版】使用说明书MC01624. 型号铭牌说明5. 型号说明为避免产品破损,操作处理时请充分注意以下内容。
IAI机械手产品阵容(中文版)

使用刀具沿 XY 方向对玻璃等进行切割。
同步轴动作 系统配置
• X 轴 2 轴 +Y 轴组合 • 控制器
X-SEL
优点 ● 通过 X-SEL 控制器的同步动作,可在较大范围内进行移动。
密封剂涂抹机
在工件的涂抹面上涂抹密封剂。
路径动作
系统配置
• ICSA 3 轴组合 • 控制器
X-SEL
优点 ● 利用与高次元轨迹精度的等速性,可进行迅速准确的涂抹。
新型水平多关节机械手,实现了顶级性能和更高性价比
水平多关节机械手 臂长 250 / 350 / 500 / 600 / 700 / 800 mm
标准小型
标准中型
标准大型
高速型
壁挂型
吊顶型
超小型水平多关节机械手 臂长 120 / 150 / 180 mm
■ 实现了顶级的高速、高可搬能力以及高 精度
■ 编程简单,使用简易性大幅提高 ■ 臂长 250mm ~ 800mm,产品类型丰富
线性伺服驱动轴 LSA Series
从小型到最大可搬 120kg、最大行程 4m,产品阵容齐全
轴型 LSA-S
小型 LSA-H
扁平型 LSA-L
中型 LSA-M
大型 LSA-W
■ 长行程中速度不减,高速、高精度的 驱动轴
■ 加速度最高 3G,最高速度 2.5m/s ■ 支持自主滑块型和同步动作
水平多关节机械手 IX Series
ICSA3 / ICSP3
Y 轴滑块固定型 XYS
3 轴组合
Z 轴底座固定型 XZ
Y 轴滑块固定型 YZ
ICSPA6 6 轴组合
龙门型 XYG
XYB+Z 轴型 B□□□□□□
论文基于plc控制的自动焊接机设计大学论文

基于PLC控制的自动焊接机设计系部:学生姓名:专业班级:学号:指导教师:年月日声明此论文所呈交的,是我在指导教师的指导和查阅相关著作下独立进行分析研究所取得的成果。
除文中已经注明引用的内容外,此论文不包含其他个人已经发表或撰写过的研究成果。
对此文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:【摘要】随着现代科技的高速发展,手机的更新换代周期加快,同时手机的附属且是不可缺少的硬件--电池的需求量不断增加。
而电池在生产过程中正负极片的焊接是至关重要的一个环节,所以很有必要设计电池正负极片的自动焊接机。
本文基于此设计开发了基于PLC控制的自动焊接机设计,适用于企业的自动化设备,主要是对电池正负极片进行焊接。
在设计过程中采用欧姆龙PLC作为主控制器,加入CCD元素在激光焊接机对电池的正负极片焊接完成后,通过PLC的控制自动将电池送到下一个工位,从而CCD对其进行拍照检测焊接的结果是否合格。
在本设计中充分考虑到企业利益最大化的因素,此毕业设计产品不仅为其节约了人力成本,而且大大的提高了生产效益,保障品质的稳定,提升企业绩效,提高企业的竞争优势。
【关键词】:自动焊接机;电池正负极片;欧姆龙PLC【abstract 】With the rapid development of modern science and technology, mobile phone upgrade cycle is accelerated, at the same time is indispensable in the mobile phone accessory and hardware - battery demand is increasing. And the battery is the cathode piece of welding in the production process is one of the most important step, so it is necessary to design a battery is the cathode of the automatic welding machine. In this paper, based on the design and development the design of automatic welding machine based on PLC control, is suitable for the automation equipment of the enterprise, mainly on the battery is negative for welding. In the design process adopts omron PLC as the main controller, CCD elements in laser welding machine across the electrodes of the battery, after the completion of welding by PLC control of automatic to send the battery to the next station, thus the CCD photograph the check whether the results of the welding qualified. In this design, fully consider the factors of enterprise benefit maximization, this graduation design products not only save themanpower cost, and greatly improves the production efficiency, guarantee the stability of quality, improve enterprise performance, improve the competitive advantage of enterprises.【key words 】: automatic welding machine; The battery is negative; Omron PLC目录引言 (1)一、自动焊接机的动作流程 (2)(一)自动焊接机主要工位 (2)(二)自动焊接机动作的流程 (2)二、自动焊接机的机械设计简述 (5)(一)自动焊接机中气缸的选用 (5)(二)电磁阀 (6)(三)真空发生器 (7)(四)电机 (7)三、自动焊接机的电气元器件介绍分析 (7)(一)控制柜介绍 (7)(二)重要控制元器件介绍 (9)总结 (14)参考文献 (15)致谢 (16)附录PLC梯形图 (17)引言工业的自动化一直以来都是我国的发展的方向和目标。
IAI电缸产品阵容I

电缸用驱动电机的特征
步进电机的优势
●电机构造
转子 (永磁铁)
半闭环反馈控制
即伺服控制
共同点
交流电机的优势
●电机构造
转子 (永磁铁)
定子 (线圈绕组)
■完全停止
■推压・夹持・ 压入等动作有优势
■控制器小型化,价格更低
定子 (线圈绕组)
■ 高速旋转
■ 恒定输出扭力
■ 低噪音
RCS2 RCS3 RCA RCA2 RCL系列
1 产品概要以及型号
─2─
Copyright IAI CO.,LTD.2010.All rights reserved.
产品阵容及产品目录
电缸
■ 电缸综合产品目录
机械手
● 单轴机械手
● 直角坐标系 机械手
● 复合型产品 (本次省略)
─3─
■ 工业用机械手 综合产品目录
Copyright IAI CO.,LTD.2010.All rights reserved.
控制器
全闭环控制
马达电缆
控制器
直线尺
编码器电缆
(反馈马达的速度)
─ 23 ─
反馈信号电线 (反馈滑块的绝对位置)
Copyright IAI CO.,LTD.2010.All rights reserved.
─ 10 ─
Copyright IAI CO.,LTD.2010.All rights reserved.
适用于特殊环境电缸『系列』的介绍
●特殊环境用电缸系列介绍
标准环境
简易防尘
1
无尘室(净室)
防水防尘
无记号
无记号
CR
W
标准环境下适用 (温度0℃~40℃ 湿度85%以下)
电动缸方案设计

电动缸设计方案引言:电动缸是将电机的旋转运动转换成直线运动的一种装置,实现高精度直线运动系列的全新革命性产品。
作为一种由转动变成直线运动的装置,要实现这样的功能,可以有很多的设计方案,比较简单的齿轮齿条结构和液压、气压系统都能到达设计的目的,方案是多种多样的,最重要的是设计一个满足功能要求、结构简单、成本低、环保并且管理维护方便的机器。
采用不同的结构有不同的优缺点。
随着工厂自动化的要求越来越高,电动缸应用越来越广。
电动缸能够把电机的转到转化为直线运动,是一种高响应、长寿命的执行机构,目前在钢铁企业中已广泛用于原料码头、原料场、烧结厂、焦化厂、炼铁厂、炼钢厂等工作场所的卸料、卸煤、卸矿、卸灰、皮带运输机、除尘器种种设备上。
和其他采用液压或气压作为驱动源的系统相比,电动缸直接由电机控制,不再需要油、气等中间媒介传递动力,可以避免因为漏油、漏气产生系统的误差,导致不准确、使用不方便,所以电动控制系统比液压系统具有更优越的控制性能,速度更快、承载能力更高、寿命更长。
系统的控制性能不会受环境温度、易污染的液压阀和流体介质等因素影响。
电机和伺服驱动器之间的连线也非常简单,不再需要液压系统中复杂的油泵、管路、冷却系统以及其他附属设施。
与气缸相比,电动缸可以应用在那些不太适合使用高压空气的场合。
与气缸所产生的轴向运动相比,螺纹的使用使运动有了更高的速度和力矩。
在最新的电动伺服系统中,在控制速度、位置和扭矩时,可以对每个动作进行设定。
这个特点使一个简单的“圆柱体”成为一个真正的自动化系统,具有体积小、性能优、便于维护等优点。
电动缸也可以采用滚珠丝杠技术使系统具有更高的机械刚性、更长的使用寿命、更高的抗冲击能力。
高效坚硬的滚珠丝杆适合做精确定位和长距离往复运动,适合大轴向载荷的往复运动,并能够获得更高的可靠性和更长的使用寿命。
电动缸有着独特的性能特点,相比于液压和气压系统有着明显的优越性。
其优点主要体现在以下几个方面:1.定位精确。
电动缸方案设计
电动缸设计方案引言:电动缸是将电机的旋转运动转换成直线运动的一种装置,实现高精度直线运动系列的全新革命性产品。
作为一种由转动变成直线运动的装置,要实现这样的功能,可以有很多的设计方案,比较简单的齿轮齿条结构和液压、气压系统都能到达设计的目的,方案是多种多样的,最重要的是设计一个满足功能要求、结构简单、成本低、环保并且管理维护方便的机器。
采用不同的结构有不同的优缺点。
随着工厂自动化的要求越来越高,电动缸应用越来越广。
电动缸能够把电机的转到转化为直线运动,是一种高响应、长寿命的执行机构,目前在钢铁企业中已广泛用于原料码头、原料场、烧结厂、焦化厂、炼铁厂、炼钢厂等工作场所的卸料、卸煤、卸矿、卸灰、皮带运输机、除尘器种种设备上。
和其他采用液压或气压作为驱动源的系统相比,电动缸直接由电机控制,不再需要油、气等中间媒介传递动力,可以避免因为漏油、漏气产生系统的误差,导致不准确、使用不方便,所以电动控制系统比液压系统具有更优越的控制性能,速度更快、承载能力更高、寿命更长。
系统的控制性能不会受环境温度、易污染的液压阀和流体介质等因素影响。
电机和伺服驱动器之间的连线也非常简单,不再需要液压系统中复杂的油泵、管路、冷却系统以及其他附属设施。
与气缸相比,电动缸可以应用在那些不太适合使用高压空气的场合。
与气缸所产生的轴向运动相比,螺纹的使用使运动有了更高的速度和力矩。
在最新的电动伺服系统中,在控制速度、位置和扭矩时,可以对每个动作进行设定。
这个特点使一个简单的“圆柱体”成为一个真正的自动化系统,具有体积小、性能优、便于维护等优点。
电动缸也可以采用滚珠丝杠技术使系统具有更高的机械刚性、更长的使用寿命、更高的抗冲击能力。
高效坚硬的滚珠丝杆适合做精确定位和长距离往复运动,适合大轴向载荷的往复运动,并能够获得更高的可靠性和更长的使用寿命。
电动缸有着独特的性能特点,相比于液压和气压系统有着明显的优越性。
其优点主要体现在以下几个方面:1.定位精确。
IAI电缸&机械手Catalogue
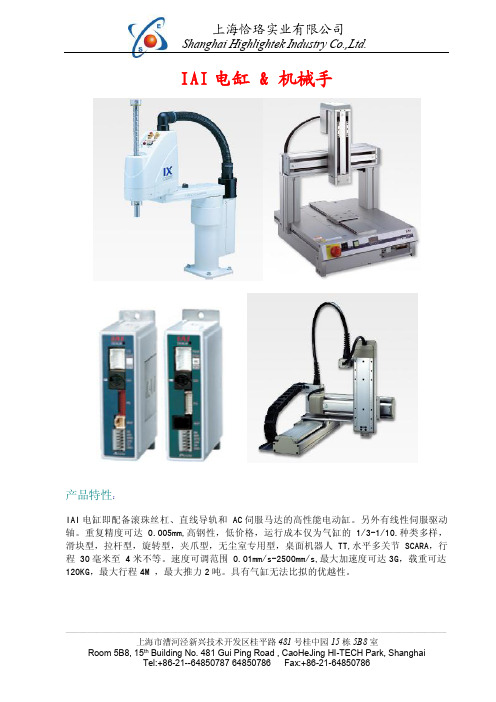
———————————————————————————————————————————————————————————————————————————————————————IAI 电缸&机械手产品特性:IAI 电缸即配备滚珠丝杠、直线导轨和AC 伺服马达的高性能电动缸。
另外有线性伺服驱动轴。
重复精度可达0.005mm,高钢性,低价格,运行成本仅为气缸的1/3-1/10.种类多样,滑块型,拉杆型,旋转型,夹爪型,无尘室专用型,桌面机器人TT,水平多关节SCARA ,行程30毫米至4米不等。
速度可调范围0.01mm/s-2500mm/s,最大加速度可达3G ,载重可达120KG ,最大行程4M ,最大推力2吨。
具有气缸无法比拟的优越性。
产品优势:1.可进行多点定位,配备位置型控制器可进行512点的定位,可编程控制器可进行20000点的定位。
2.速度及加减速可调,可移动中变速,运行平稳3.具有推压功能,输出力度可控,可以避免冲击4.区域输出,在设定区域范围内输出信号,无需外置SENSOR.5.具有暂停功能6.节能环保,和气缸相比将节约80%的用电量。
7.操作简单,配有位置型控制器和可编程控制器8.使用寿命长,行程可达5000公里至10000公里9.DeviceNet,CC-link,Profibus,Enthenet位置型控制器:PCON/A CON设有定位型,电磁阀型,脉冲串输入型,串行通信型SCON为支持所有控制方式的全方位型可进行最多512点的定位可支持DeviceNet、CC-link等现场网络ROBO NET网络用控制器,最多可连接16轴运行程序控制器:使用SEL语言编程,编程简单,方便PSEL/ASEL/SSEL设定可进行插补动作的1轴用和2轴用XSEL最多可驱动6轴,可进行20000点的定位;利用网关功能可操作16轴,支持多种现场网络———————————————————————————————————————————————————————————————————————————————————————上海恰珞实业有限公司Shanghai Highlightek Industry Co.,Ltd.IAI电缸&机械手广泛应用于电子、食品、机械、光伏、机器人、汽车等自动化行业恰珞实业给您提供优良的自动化系统解决方案产品技术咨询&商务联系:上海恰珞实业有限公司Shanghai Highlightek Industry Co.,Ltd.上海市漕河泾新兴技术开发区桂平路481号桂中园15栋5B8联系人:陈凌翊Hunter ChenM/P:0086-189********MSN:quicklylin@QQ:274607586Skype:forwardlinE-mail:hunter@Tel:0086-21-6485078764850786 ———————————————————————————————————————————————————————————————————————————————————————。
IAI电缸机械平台设计方案

IAI电缸机械平台设计方案撰写人:司冰坤、李勇超时间:审批人:陈健1.总体目标口腔颌面锥形束计算机体层摄影设备(Dental Cone-beam ComputedTomography,简称“CBCT”)是一种通过X射线锥形束计算机体层摄影的扫描方式,以重建的三维影像的轴位、冠状位、矢状位以及三维立体影像的方式显示口腔颌面部乃至整个头颅的正常组织和病变组织结构的X射线影像设备。
CBCT是由操作软件,外部硬件,机械平台构成。
搭建机械平台是为了完成拍摄过程中的必要的机械运动及位置调整。
包括单轴的直线定位运动,双轴的差补定位运动,多轴的差补定位运动,转台的弧形运动。
搭建机械运动平台不仅是为了实现CBCT的机械运动,还积累了电缸机械运动的经验,有了搭建平台的技术储备,以后还可以应用在工业CT上。
2.需求分析2.1功能需求连接PLC,断开PLC,机械平台自身状态检测,开机初始化,单轴定位运动,多轴差补运动,各轴的速度、位置设置,故障急停,实现实时反馈,信号的同步触发,实现一组定位点的设置,转台连续弧形运动。
2.2技术指标机械平台X、Y、Z有效行程为:300mm,200mm,200mm负载最大为:20kg最快速度为:100mm/s精度:±0.02mm2.3硬件需求X、Y、Z三轴IAI电缸,IAI转台电缸,控制器,连接线,光学平台,24w电源,三菱q 系列PLC2.4软件需求3.1分类IAI电缸的型号:ICSPA3-B1N1MS3M-I-500AQRT-200AQ-200AQBNM-T2-3L-CT-CT3.2控制器XSEL-P-4-400IL-200I-200IB--E-2-23.3软件1.设计方案4.1硬件4.2软件4.3连接方式5采购清单5.1物品清单模组的型号:ICSPA3-B1N1MS3M-I-500AQRT-200AQ-200AQBNM-T2-3L-CT-CT 驱动器的型号:XSEL-P-4-400IL-200I-200IB--E-2-25.2供货商IAI艾卫艾商贸(上海)有限公司5.3采购方式申购。
PLC控制电缸“万能模板”-建议收藏

PLC控制电缸“万能模板”-建议收藏
电缸的控制方法不胜枚举,本文介绍一下如何用三菱PLC,通过CCLINK方式控制IAI电缸。
电缸控制系统构成图
1.设置参数
参数设置包含:PLC侧和电缸控制器侧。
①.PLC侧参数设置
设置好CCLINK站号,站类型“远程设备站”、占用站数根据实际情况选择,一般是4站。
CCLINK参数设置
②.电缸控制器参数设置
No.84现场网络动作模式:3
No.85现场网络节点(站号)地址: CC-Link站号分配
No.86现场网络通信速度:和CC-Link IO模块波特率一致
No.87网络类型:1
必须先设电缸的站号,不然默认为第1站,CCLINK的IO模块连接不上。
参数设置好后就可以通讯测试了。
2.信号分配
①地址分配
地址分配表
②.控制信号分配
控制信号分配③.状态信号分配
状态信号分配3.PLC程序编写
控制参数程序
控制信号程序
自动定位启动程序
4.人机界面程序编写
人机界面程序包含:
①.操作区:伺服上电、JOG、停止、报警复位等。
②.参数设定区:定位位置参数、误差范围、定位速度等。
③.参数反馈区:当前位置、目标位置、当前速度、报警代码等。
人机界面画面
5.试运行
以上步骤全部完成后,就可以开始试运行程序了。
AIM电缸系统技术交流

问题点: 一、重复精度、绝对精度(导程误差)
二、加销钉(互换性)
谢谢!
使用 较简 单、 成本 层次 不齐、 柔性 化 (功 能) 一般 使用 简单、 柔性 化较 差、 系统 较封 闭精 度较 差
电缸
3、一体式系统(I/O控制) 集成控制 系统的电 (步进、 DC伺服) 机 传感器(间接式、机械接触式) 电缸 IAI(控制器、电机 分离)、SMC(控制 器、电机分离)、 AIM(一体/分离)
特点:1)任意组合成各种样式,形成两轴到多轴的不同结构形式。
4) 超大行程:单根最多长度是7米,但特殊行业可以多根方便地级连成超大行程。如码垛 机
5) 应用范围广:可以方便地装配多种形式和尺寸的手爪,可以胜任许多常见的工作,如焊 接、切割,搬运、上下料、包装、码垛、检测、探伤、分类、装配、贴标、喷码、打码和喷 涂等任务。
根据国内外的应用案例,对不同行业的应用情况对比
电缸的控制系统
柔性 化最 强、 成本 适中, 使用 较复 杂
1、开放式系统(脉冲控制) PLC
伺服控制器、步进控制器
伺服电机、步进电机
电缸
传感器、电阻尺、光栅尺 2、高柔性、高效式系统 运动控制卡 运动控制器 伺服控制器、 伺服电机 步进控制器 ?反馈系统
传动方式: 1、同步带、同步轮
2、谐波减速机: 谐波齿轮减速器是利用行星齿轮传动 原理发展起来的一种新型减速器。谐波 齿轮传动(简称谐波传动),它是依靠 柔性零件产生弹性机械波来传递动力和运 动的一种行星齿轮传动。
三、特点及应用分析对比 1、工作空间与承载能力 2、工作精度 3、组合方式 4、机械安装及维护 5、软件编程操控和维护
王庆翱
QQ:435799672
AIM电缸系统技术交流
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
撰写人:司冰坤、李勇超
时间:
审批人:陈健
1.总体目标
口腔颌面锥形束计算机体层摄影设备(Dental Cone-beam ComputedTomography,简称“CBCT”)是一种通过X射线锥形束计算机体层摄影的扫描方式,以重建的三维影像的轴位、冠状位、矢状位以及三维立体影像的方式显示口腔颌面部乃至整个头颅的正常组织和病变组织结构的X射线影像设备。
CBCT是由操作软件,外部硬件,机械平台构成。
搭建机械平台是为了完成拍摄过程中的必要的机械运动及位置调整。
包括单轴的直线定位运动,双轴的差补定位运动,多轴的差补定位运动,转台的弧形运动。
搭建机械运动平台不仅是为了实现CBCT的机械运动,还积累了电缸机械运动的经验,有了搭建平台的技术储备,以后还可以应用在工业CT上。
2.需求分析
2.1功能需求
连接PLC,断开PLC,机械平台自身状态检测,开机初始化,单轴定位运动,多轴差补运动,各轴的速度、位置设置,故障急停,实现实时反馈,信号的同步触发,实现一组定位点的设置,转台连续弧形运动。
2.2技术指标
机械平台X、Y、Z有效行程为:300mm,200mm,200mm
负载最大为:20kg
最快速度为:100mm/s
精度:±0.02mm
2.3硬件需求
X、Y、Z三轴IAI电缸,IAI转台电缸,控制器,连接线,光学平台,24w电源,三菱q 系列PLC
2.4软件需求
3.1分类
IAI电缸的型号:
ICSPA3-B1N1MS3M-I-500AQRT-200AQ-200AQBNM-T2-3L-CT-CT
3.2控制器
XSEL-P-4-400IL-200I-200IB--E-2-2
3.3软件
1.设计方案
4.1硬件
4.2软件
4.3连接方式
5采购清单
5.1物品清单
模组的型号:
ICSPA3-B1N1MS3M-I-500AQRT-200AQ-200AQBNM-T2-3L-CT-CT 驱动器的型号:
XSEL-P-4-400IL-200I-200IB--E-2-2
5.2供货商
IAI艾卫艾商贸(上海)有限公司
5.3采购方式
申购。