焊接接头的强度计算
焊接强度计算
受扭矩的接头强度计算
① 矩形截面构件的接头 若开坡口四周全焊,接头的 最大切应力按下式计算:
τ max
Mn = 2 ⋅ Z ⋅ (h − Z )( B − Z )
若不开坡口四周全部角焊, 接头的最大切应力为:
τ max
Mn = 2 × 0.7 ⋅ K (h + 0.7 K )( B + 0.7 K )
受弯矩联接接头的强度计算
① 若构件同时承受弯矩M和轴向力N时,焊缝中应 力分别求出和,由于两者方向相同,所以合成应 力: τ 合 = τ N + τ M ② 若构件同时承受横向力P和轴力N时,则要同时 考虑弯矩M=P·L和轴向力N及剪切力Q=P的作用。 由于构件承受切力Q时,只是腹板承受的,故切 力只由联接腹板的焊缝承受,并设切应力沿焊缝 均匀分布。计算联接的焊缝强度时,应验算两个 位置的合应力: 一个是盖板外侧受拉 M N y max + ≤ [τ ' ] 的焊缝的合成应力: τ 合 = Ix 0 .7 K ⋅ L 另一个是腹板立焊缝 M h N τ合 = ( ⋅ + ) 2 + τ θ2 ≤ [τ ' ] 端点的合成应力: I x 2 0.7 K ⋅ l
② 单面焊的正面、侧面联合 塔接焊缝的强度公式:
P τ= = ≤ [τ ' ] α ⋅ ∑ l 0.7 K ⋅ ∑ l
P
受弯矩的搭接接头计算
2.受弯矩的搭接接头计算 方法有三种: ① 分段计算法:
τ=
M h2 0.7 K [l (h + K ) + ] 6
② 轴惯性矩计算法 最大切应力: M τ max = ⋅ y max ≤ [τ ' ] IX
载荷平行于焊缝丁字接头强度计算
焊接强度计算知识
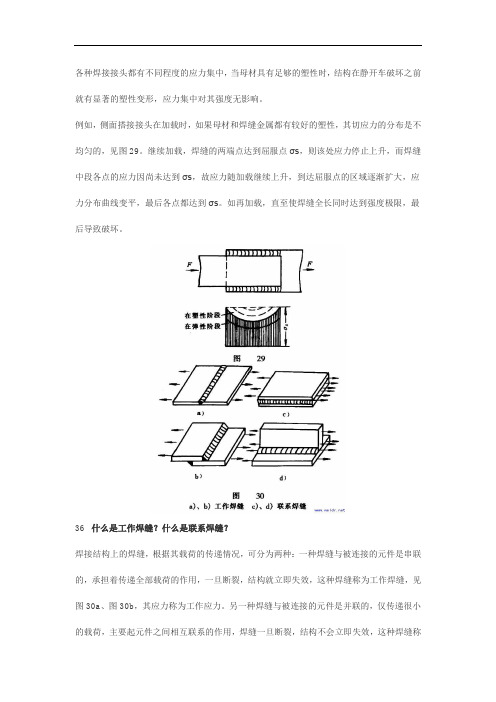
各种焊接接头都有不同程度的应力集中,当母材具有足够的塑性时,结构在静开车破坏之前就有显著的塑性变形,应力集中对其强度无影响。
例如,侧面搭接接头在加载时,如果母材和焊缝金属都有较好的塑性,其切应力的分布是不均匀的,见图29。
继续加载,焊缝的两端点达到屈服点σs,则该处应力停止上升,而焊缝中段各点的应力因尚未达到σs,故应力随加载继续上升,到达屈服点的区域逐渐扩大,应力分布曲线变平,最后各点都达到σs。
如再加载,直至使焊缝全长同时达到强度极限,最后导致破坏。
36 什么是工作焊缝?什么是联系焊缝?焊接结构上的焊缝,根据其载荷的传递情况,可分为两种:一种焊缝与被连接的元件是串联的,承担着传递全部载荷的作用,一旦断裂,结构就立即失效,这种焊缝称为工作焊缝,见图30a、图30b,其应力称为工作应力。
另一种焊缝与被连接的元件是并联的,仅传递很小的载荷,主要起元件之间相互联系的作用,焊缝一旦断裂,结构不会立即失效,这种焊缝称为联系焊缝,见图30c、图30d,其应力称为联系应力。
设计时,不需计算联系焊缝的强度,只计算工作焊缝的强度。
37 举例说明对接接头爱拉(压)时的静载强度计算。
全焊透对接接头的各种受力情况见图31。
图中F为接头所受的拉(压)力,Q为切力,M1为平面内弯矩,M2为垂平面弯矩。
受拉时的强度计算公式为Fσt=───≤〔σ′t 〕Lδ1F受压时的强度计算公式为σα=───≤〔σ′α 〕Lδ1式中F——接头所受的拉力或压力(N);L——焊缝长度(cm);δ1——接头中较薄板的厚度(cm);σ——接头受拉(σt)或受压(σα)时焊缝中所承受的应力(N/cm2)㈠〔σ′t 〕——焊缝受拉时的许用应力(N/cm2)〔σ′α〕——焊缝受压时的许用应力(N/cm2)计算例题两块板厚为5mm、宽为500mm的钢板对接焊在一起,两端受28400N的拉力,材料为Q235-A钢,试校核其焊缝强度。
解:查表得〔σ′t 〕=14200 N/cm2。
焊缝强度计算例题

焊缝强度计算例题焊缝强度计算是确定焊接接头的机械性能的重要手段之一,它可以帮助工程师评估焊接接头的耐久性和可靠性。
下面将给出一些与焊缝强度计算相关的参考内容。
1. 焊接接头的分类:焊接接头一般可分为角焊缝、对接焊缝、搭接焊缝、搭接对接复合焊缝等。
不同类型的焊缝在强度计算时需要采用不同的方法。
2. 焊缝的强度评估标准:针对不同类型的焊缝,有不同的强度评估标准。
例如,对于角焊缝,可以采用焊缝拉伸强度来评估其强度;对于对接焊缝,可以通过计算焊脚强度来评估其强度。
3. 强度计算公式:焊缝强度计算通常采用经验公式或者规范提供的计算方法。
例如,对于角焊缝的强度计算,可以使用以下公式:强度= A × σ式中,A为焊缝的截面面积,σ为焊缝材料的抗拉强度。
4. 材料力学性能参数的确定:焊缝强度计算中需要用到材料的力学性能参数,如抗拉强度、屈服强度等。
这些参数可以通过材料试验或者参考相关材料标准来获得。
5. 影响焊缝强度的因素:焊缝强度不仅与焊接材料的性能有关,还受到焊接工艺和焊接质量的影响。
因此,在焊缝强度计算时,还需要考虑焊接质量、焊缝形状和尺寸等因素。
6. 焊缝强度的安全系数:在焊缝强度计算中,一般会引入安全系数来考虑计算误差和不确定性因素。
不同的应用场景和材料要求可能有不同的安全系数。
7. 相关焊缝标准和规范:在焊缝强度计算过程中,参考相关的焊缝标准和规范是非常重要的。
例如,美国焊接学会(American Welding Society,AWS)和国际焊接工程师协会(International Institute of Welding,IIW)等都提供了相关的标准和规范。
总之,焊缝强度计算是保证焊接接头质量和可靠性的重要环节。
通过参考适当的标准和规范,结合实际工程要求和材料性能,合理计算焊缝强度,可以确保焊接接头的安全性和稳定性。
各类焊缝连接的强度计算

各类焊缝连接的强度计算焊缝是一种将金属材料通过熔化和凝固来连接的工艺。
焊接连接的强度是判断焊缝质量的重要指标之一,也是确保焊接结构安全可靠的关键因素之一、下面将介绍不同类型焊缝连接的强度计算方法。
1.纵向接头焊缝强度计算方法纵向接头焊缝是指在连接件的纵向方向上进行焊接。
若焊缝的宽度为b,其强度计算方法如下所示:强度=焊缝截面积×焊缝的强度焊缝截面积=焊缝宽度×连接件的长度焊缝的强度可以通过实验得出,一般根据焊缝的类型和焊接材料的强度来确定。
2.横向接头焊缝强度计算方法横向接头焊缝是指在连接件的横向方向上进行焊接。
横向接头焊缝的强度计算方法与纵向接头焊缝类似,只是焊缝的宽度和连接件的长度需要根据具体情况来确定。
3.对接焊缝强度计算方法对接焊缝是将两个平行连接件通过焊接进行连接。
对接焊缝的强度计算方法一般采用连接件的孔边有效长度来进行计算。
孔边有效长度是指连接件孔边与焊缝的距离。
对于不同类型的对接焊缝,可以根据实验得到的结果或者理论计算的方法来确定焊缝的强度。
4.角接焊缝强度计算方法角接焊缝是将两个连接件按照一定的角度进行焊接。
角接焊缝的强度计算方法与对接焊缝类似,也是采用连接件的孔边有效长度来进行计算。
需要注意的是,上述计算方法是根据焊缝的形状和连接件的尺寸来确定的,对于具体的焊缝强度计算,还需要考虑材料的物理性质、焊接工艺参数等因素。
此外,还可以通过有限元分析等数值模拟方法来计算焊缝连接的强度。
这种方法可以更真实地模拟焊接过程和焊缝的行为,得到更准确的强度预测结果。
综上所述,焊缝连接的强度计算需要考虑多个因素,包括焊缝形状、连接件尺寸、焊接材料的强度、物理性质和焊接工艺参数等。
正确的强度计算方法可以确保焊接结构的安全性和可靠性。
焊接接头的强度计算

2.电弧焊焊接接头的应力分布
1 对接接头的应力分布 ① 对接接头的焊缝形状 产生了结构不连续性, 因而引起不同的应力 分布,在焊缝与母材 的过渡处引起应力集 中,最大应力集中部 位在焊趾。 ② 应力集中系数:
h Κ T = 1 + k sin θ r
对接接头的应力分布2
① 对接接头的焊缝形状 产生了结构不连续性, 产生了结构不连续性, 因而引起不同的应力 分布, 分布,在焊缝与母材 的过渡处引起应力集 中,最大应力集中部 位在焊趾。 位在焊趾。 应力集中系数: ② 应力集中系数:
h Κ T = 1 + k sin θ r
丁字接头(十字接头)的应力分布
十字接头有熔透和未熔 透两种 ① 未熔透的十字接头, 在焊趾和焊根处有较 大的应力集中系数, 其中以焊根处为最大。 ② 熔透的十字接头有较 小的应力集中系数。
搭接接头的应力分布
正面角焊缝:把与力作用 正面角焊缝 方向垂直的焊缝 ① 焊缝根部A点、焊趾 B点应力集中严重 ② 焊趾B点的应力集中 系数随角焊缝的斜边 的夹角θ 而变 ③ 减小 θ、增大熔深焊 透根部和增大底边焊 脚长度,可使Κ T 减小
焊缝接头强度计算的假设
⑤ 角焊缝都是在切应力作用下破坏的。角焊缝的计算断面 在角焊缝截面的最小高度上,取内接三角形高度α 为计算 高度,(如图)。 K 直角等要角焊缝的计算高度: = α = 0.7 K
2
⑥ 尽管加强和小量的熔深对于接头强度没有影响,但埋弧 自动焊和 co2保护焊的熔深较大应予以考虑,其角焊缝计 算断面厚度 α(如图)
② 单面焊的正面、侧面联合 塔接焊缝的强度公式:
P τ= = ≤ [τ ' ] α ∑ l 0.7 K ∑ l
P
第十四章 _焊接接头强度及计算
2
440mm
角钢一段的正面角焊缝的长度l3=100mm,则两侧面角焊缝的总长为 440-100=340mm。根据材料手册查得角钢的轴线位置e1=28.4mm, e2=71.6mm。两侧面角焊缝受力应满足以下关系: 0.7Kl1[]e1=0.7Kl2[]e2 因此,l2的长度应为: l2=340×28.4%=97mm,l1=340-97=243mm 取整后得,l1=250 mm,l2=100 mm。 说明:必须合理布置焊缝,才能达到受力均衡,保证接头的强度。
1.工作焊缝
2.联系焊缝
材料学院连接与电子封装中心
第三节 焊接接头强度计算基础 一、焊接接头的组配 1 1. 高组配 焊缝金属的强度高于母材金属时称为高 组配。高组配的焊接接头中,断裂多发生在母材 金属上。 2. 低组配 焊缝金属的强度低于母材金属时称为低 组配。低组配的焊接接头中,断裂多发生在焊缝 金属上。
1.对接接头
开坡口的目的:焊透金属、 确保质量及经济性 坡口形式选择:板材厚度、 焊接方法和工艺过程 考虑一下几方面:
可焊到性或便于施焊 降低焊接材料的消耗量 坡口易加工 减小或控制变形
材料学院连接与电子封装中心
2.搭接接头
材料学院连接与电子封装中心
3.T形接头(十字接头)
材料学院连接与电子封装中心
• 其他因素:焊后热处理、矫正变形等
材料学院连接与电子封装中心
二、焊缝的基本形式
1.对接焊缝 2.角焊缝
材料学院连接与电子封装中心
焊角尺寸:K 计算断面:a所在的截面
材料学院连接与电子封装中心
三、焊接接头的基本形式
1.对接接头 2.搭接接头
焊缝强度、定额计算.
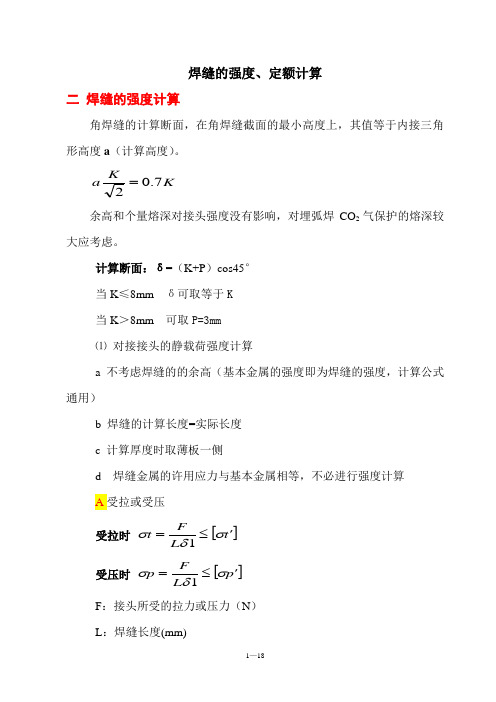
焊缝的强度、定额计算二 焊缝的强度计算角焊缝的计算断面,在角焊缝截面的最小高度上,其值等于内接三角形高度a (计算高度)。
K Ka7.02= 余高和个量熔深对接头强度没有影响,对埋弧焊CO 2气保护的熔深较大应考虑。
计算断面:δ=(K+P )cos45° 当K ≤8mm δ可取等于K 当K >8mm 可取P=3mm ⑴ 对接接头的静载荷强度计算a 不考虑焊缝的的余高(基本金属的强度即为焊缝的强度,计算公式通用)b 焊缝的计算长度=实际长度c 计算厚度时取薄板一侧d 焊缝金属的许用应力与基本金属相等,不必进行强度计算 A 受拉或受压受拉时 []'≤=t L Ft σδσ1 受压时 []'≤=p L Fp σδσ1F :接头所受的拉力或压力(N ) L :焊缝长度(mm)δ1 接头中较薄板的厚度σt 、σp 接头受拉或受压焊缝中所承受的应力(Mpa ) [σt ′]焊缝受拉或弯曲时的许用应力(Mpa ) [σp ′]焊缝受压时的许用应力(Mpa ) 例1:两块板厚5mm ,宽为500mm 的钢板,对接在一起,两端受到284000N 拉力,材料为Q235-A ,[σt ′]=142MPa ,试校核其焊缝强度?已知:δ=5mm ,焊缝长度L=500mm ,F=28400N ,[σt ′]=142MPa ,求σt <[σt ′] 解:[]Mpa t Mpa <L F t 1426.11355002840001='=⨯==σδσ∴该对接接头焊缝强度满足要求,结构工作是安全的注:1)单位化为mm ;2)应有校核的结论Bτ:接头焊缝中所承受的切应力(Mpa ) Q : 接头所受的剪切力[τ′]:焊缝许用的剪切应力(Mpa ) 例2两块板厚为10mm 的钢板对接,焊缝受到29300N 的切力,材料为Q235,试设计焊缝的长度?已知:δ1=10mm ,Q=29300N ,[τ′]=98 Mpa 。
焊接接头静载强度计算中求焊缝厚度的计算步骤_刘现存
除上述四大厂商外,国内具有较大生产能力的厂家有北京安泰科技股份有限公司、武汉铁锚集团公司、淄博飞乐焊业公司,具有一定生产能力的还有登峰集团潍坊电焊条厂、上海司太立焊业有限公司、漯河京漯焊业有限公司、北京宝钢焊业公司、天津大桥集团公司、北京潮远焊业公司、北京英世恒瑞焊业公司等。
上海司太立焊业有限公司和漯河京漯焊业有限公司专业生产耐磨堆焊药芯焊丝。
这些厂家的产品价格除耐磨堆焊药芯焊丝外,基本上随着上述四大厂商的价格而定。
4 结束语中国药芯焊丝行业历经多年的磨砺正逐渐形成规模,生产设备和产品的制造能力和质量不断提高,产品的应用领域也在不断扩大,随着各行业对高效率、高质量和低成本焊接材料需求的持续增长,中国药芯焊丝行业也将进入快速增长阶段。
(收稿日期 2002 09 20)作者简介: 马凤辉,1966年生,高级工程师,工学学士,多年从事焊接材料产品检验、开发研制和国家标准的制修订及行业工作。
读者信箱焊接接头静载强度计算中求焊缝厚度的计算步骤 《高级电焊工工艺学》(机械工人技术理论培训教材,机械工业出版社)一书中,有关于求焊缝厚度的计算例题,其计算步骤存在一定问题,影响了其计算结果的准确性。
例题如下:两块厚度相同钢板的对接接头,材料为Q345(16Mn)钢,钢板宽度为300mm,受垂直板面弯矩300000N·cm,试计算焊缝所需厚度(板厚)。
解:由公式σ=6M2δ21L≤[σ′t],δ≥6M2L[σ′t]由已知条件M2=300000N·cmL=300mm=30cm由表1中查得[σ′t]=20100N/cm2代入上式δ1≥6×3000030×20100=1.72cm=17.2mm取δ1=18mm,则该对接接头焊缝强度能满足要求。
表1 Q345(16Mn)对接焊缝金属的许用应力 [σ′t]/(N·cm-2)第一组第二组第三组201001910018100以上为书中例题的计算步骤,其计算步骤中存在不妥之处。
直角角焊缝的强度计算公式, 式中符号表示
直角角焊缝是一种常见的焊接连接方式,其强度计算公式主要涉及到焊缝的几何形状、焊缝的尺寸以及材料的力学性能等因素。
下面将介绍直角角焊缝的强度计算公式,并逐一解释相关参考内容。
1.直角角焊缝的截面面积计算公式:直角角焊缝的截面为三块板材的交叉部分,其截面面积可以通过几何计算得到,即焊缝有效截面积的总和。
可以使用焊缝尺寸的定义来计算,例如焊缝的高度、宽度等。
2.直角角焊缝的拉伸强度计算公式:直角角焊缝在拉伸过程中主要受到截面的剪切和拉伸力。
剪切力与截面面积的乘积成正比,拉伸力与焊缝的拉伸强度成正比。
因此,直角角焊缝的拉伸强度可以使用下列公式计算:F = τ × As其中,F表示拉伸力,τ表示焊缝的拉伸强度,As表示焊缝的有效截面积。
这一公式的参考内容可以来自焊接技术标准或手册,其中规定了不同材料和连接方式的焊缝拉伸强度的数值范围。
3.直角角焊缝的剪切强度计算公式:直角角焊缝在剪切过程中主要受到截面的剪切力。
剪切力与截面面积的乘积成正比,因此直角角焊缝的剪切强度可以使用下列公式计算: F = τ × As其中,F表示剪切力,τ表示焊缝的剪切强度,As表示焊缝的有效截面积。
这一公式的参考内容同样可以来自焊接技术标准或手册。
4.直角角焊缝的疲劳强度计算公式:直角角焊缝在疲劳加载下会发生疲劳破坏,因此需要考虑疲劳强度。
直角角焊缝的疲劳强度可以使用以下公式计算: S = k × Sf × Se × Sp × Sc × Sh其中,S表示焊缝的疲劳强度,k表示安全系数,Sf表示基本疲劳强度,Se表示环境系数,Sp表示加载方式系数,Sc表示焊缝形状系数,Sh表示应力集中系数。
这些系数的数值可以参考焊接技术标准或手册的相关表格。
总结:直角角焊缝的强度计算公式主要包括截面面积、拉伸强度、剪切强度和疲劳强度等方面。
这些公式需要考虑焊缝尺寸、焊缝形状以及材料的机械性能等因素。
焊接接头的应力强度因子计算与预测
焊接接头的应力强度因子计算与预测焊接接头是工程中常见的连接方式之一,它能够将两个或多个金属材料牢固地连接在一起。
然而,焊接接头在使用过程中会受到各种力的作用,导致应力集中和应力集中因子的产生。
因此,计算和预测焊接接头的应力强度因子是非常重要的。
焊接接头的应力强度因子是评估焊接接头强度的关键参数之一。
它描述了焊接接头中应力的分布情况,可以帮助工程师判断焊接接头是否能够承受外部力的作用。
应力强度因子的计算和预测需要考虑多种因素,如焊接接头的几何形状、应力分布和材料的力学性能等。
在计算焊接接头的应力强度因子时,通常会采用有限元分析方法。
有限元分析是一种数值计算方法,通过将复杂的结构分割成许多小的有限元素,然后根据力学原理和边界条件来计算每个元素的应力和变形。
通过对整个结构的所有元素进行求和,可以得到焊接接头的应力强度因子。
在进行有限元分析之前,需要先确定焊接接头的几何形状和边界条件。
几何形状包括焊缝的长度、宽度和高度等参数,边界条件包括外部力的大小和方向等。
这些参数的选择需要根据具体的工程要求和实际情况来确定。
在进行有限元分析时,还需要考虑材料的力学性能。
焊接接头通常由不同种类的金属材料组成,其力学性能也会有所差异。
因此,在计算应力强度因子时,需要考虑材料的弹性模量、屈服强度和断裂韧性等参数。
通过有限元分析计算得到的应力强度因子可以用于预测焊接接头的强度。
如果应力强度因子超过了材料的断裂韧性,就意味着焊接接头可能会发生裂纹或破裂。
因此,在设计焊接接头时,需要根据实际情况来选择合适的焊接参数和材料,以确保接头的强度满足工程要求。
除了有限元分析,还有其他方法可以用于计算和预测焊接接头的应力强度因子。
例如,可以使用解析方法来推导出焊接接头的应力分布和应力强度因子的解析表达式。
这种方法通常适用于简单几何形状和边界条件的焊接接头。
总之,焊接接头的应力强度因子计算和预测是工程设计中重要的一部分。
通过合理选择焊接参数、材料和几何形状,以及采用适当的计算方法,可以有效地评估焊接接头的强度,并确保其在使用过程中不会发生破裂或失效。
焊缝强度(计算介绍模板)
完全焊透的对接焊缝和T形连接焊缝设计计算书Ⅰ.设计依据:《钢结构设计手册上册》(第三版)《钢结构设计规范》 GB 50017-2003Ⅱ.计算公式和相关参数的选取方法一、焊缝质量等级的确定方法:焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质星等级:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝.其质量等级不应低于二级。
4不要求焊透的T 形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50 t 的中级工作制吊一车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
——(GB50017—2003 7.1.1) 二、焊缝连接计算公式1、完全焊透的对接接头和T 形接头焊缝计算公式 1)在对接接头和T 形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:w c w t wf f tl N或≤=σ ( GB 50017-2003 7.1.2 -1)参数:N ——轴心拉力和轴心压力(N );w l ——焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm );t ——对接接头中连接件的较小厚度;T 形接头中为腹板的厚度(mm );w c w t f f 、——对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算。
焊接接头强度与韧性的计算
焊接接头强度匹配和焊缝韧性指标综述1 焊接接头的强度匹配长期以来,焊接结构的传统设计原则基本上是强度设计。
在实际的焊接结构中,焊缝与母材在强度上的配合关系有三种:焊缝强度等于母材(等强匹配),焊缝强度超出母材(超强匹配,也叫高强匹配)及焊缝强度低于母材(低强匹配).从结构的安全可靠性考虑,一般都要求焊缝强度至少与母材强度相等,即所谓“等强”设计原则。
但实际生产中,多数是按照熔敷金属强度来选择焊接材料,而熔敷金属强度并非是实际的焊缝强度。
熔敷金属不等同于焊缝金属,特别是低合金高强度钢用焊接材料,其焊缝金属的强度往往比熔敷金属的强度高出许多.所以,就会出现名义“等强”而实际“超强”的结果。
超强匹配是否一定安全可靠,认识上并不一致,并且有所质疑。
九江长江大桥设计中就限制焊缝的“超强值"不大于98MPa;美国的学者Pellini则提出〔1〕,为了达到保守的结构完整性目标,可采用在强度方面与母材相当的焊缝或比母材低137MPa的焊缝(即低强匹配);根据日本学者佑藤邦彦等的研究结果〔2〕,低强匹配也是可行的,并已在工程上得到应用.但张玉凤等人的研究指出〔3〕,超强匹配应该是有利的。
显然,涉及焊接结构安全可靠的有关焊缝强度匹配的设计原则,还缺乏充分的理论和实践的依据,未有统一的认识。
为了确定焊接接头更合理的设计原则和为正确选用焊接材料提供依据,清华大学陈伯蠡教授等人承接了国家自然科学基金研究项目“高强钢焊缝强韧性匹配理论研究”.课题的研究内容有:490MPa级低屈强比高强钢接头的断裂强度,690~780MPa级高屈强比高强钢接头的断裂强度,无缺口焊接接头的抗拉强度,深缺口试样缺口顶端的变形行为,焊接接头的NDT试验等。
大量试验结果表明:(1)对于抗拉强度490MPa级的低屈强比高强钢,选用具备一定韧性而适当超强的焊接材料是有利的。
如果综合焊接工艺性和使用适应性等因素,选用具备一定韧性而实际“等强”的焊接材料应更为合理.该类钢焊接接头的断裂强度和断裂行为取决于焊接材料的强度和韧塑性的综合作用。
焊缝强度(计算书)

完整焊透的对接焊缝和T形连接焊缝设计计算书之杨若古兰创作Ⅰ.设计根据:《钢结构设计手册上册》(第三版)《钢结构设计规范》 GB 50017-2003Ⅱ.计算公式和相干参数的拔取方法一、焊缝质量等级的确定方法:焊缝应根据结构的主要性、荷载特性、焊缝方式、工作环境和应力形态等情况,按下述准绳分别选用分歧的质星等级:1在须要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)感化力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)感化力平行于焊缝长度方向的纵向对接焊缝应为二级.2不须要计算疲劳的构件中,凡请求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级.3重级工作制和起分量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间和吊车衔架上弦杆与节点板之间的T形接头焊缝均请求焊透,焊缝方式普通为对接与角接的组合焊缝.其质量等级不该低于二级.4不请求焊透的T形接头采取的角焊缝或部分焊透的对接与角接组合焊缝,和搭接连接采取的角焊缝,其质量等级为:1)对直接承受动力荷载且须要验算疲劳的结构和吊车起分量等于或大于50 t的中级工作制吊一车梁,焊缝的外观质量尺度应符合二级;2)对其他结构,焊缝的外观质量尺度可为三级. ——(GB50017—2003 )二、焊缝连接计算公式1、完整焊透的对接接头和T 形接头焊缝计算公式1)在对接接头和T 形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:w c w t wf f tl N或≤=σ ( GB 50017-2003 -1)参数:N ——轴心拉力和轴心压力(N );w l ——焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm );t ——对接接头中连接件的较小厚度;T 形接头中为腹板的厚度(mm );w c w t f f 、——对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同感化的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算.但在同时受有较大正应力和剪应力处(例如梁腹板横向对接焊缝的端部),应按下式计算折算应力:w t f 1.13221≤+τσ (GB55017—2003 .2-2)注:1当承受轴心力的板件用斜焊缝对接,焊缝与感化力间的夹角θ符合,当tg θ≤1.5时焊缝的强度可不计算.2 当对接焊缝和T 形对接焊缝与角接组合焊缝没法采取引弧板和引出板施焊时每条焊缝的长度计算时应减去2t附表1-1 焊缝的强度设计值敷金属的力学功能不低于《埋弧焊用碳钢焊丝和焊剂》GB/T 5293—1999和《低合金钢埋弧焊用焊剂》GB/T 12470—2003中相干规定.2. 焊缝质量等级符合《钢结构工程施工质量验收规范》GB 50205—2001的规定.其中厚度小于8mm钢材的对接焊缝,不该采取超声波探伤确定焊缝质量等级.3. 对接焊缝在受压区的抗弯强度设计值取w c f ,在受拉区的抗弯设计值取w t f .4. 表中厚度系指计算点的钢材厚度,对轴心受拉和轴心受压构件系指截面中较厚板件的厚度. Ⅲ. 完整焊透的对接焊缝和T 形接头焊缝计算: 一、计算参数:N---轴心拉力: 3.000 KNθ---焊缝与轴线的夹角(0°< θ≤90°°l w---焊缝计算长度,为设计长度减2t(有引弧板时可不减):3000.000 mmt---在对接接头中连接件的较小厚度;T形接头中为腹板的厚度:30.000 mm完整焊透的焊逢及其受力示意图二、焊缝强度校核钢材牌号:Q235钢焊缝质量等级:一级f W t---焊缝抗拉强度设计值: 205.000 N/mm2f W c---焊缝抗压强度设计值: 205.000 N/mm2f W v---焊缝抗剪强度设计值: 120.000 N/mm2焊接方法和焊条型号:主动焊、半主动焊和E43型焊条手工焊受力方式:轴向拉力正应力:σ=N*sinθ/t/l w=0.029 N/mm2σ≤f W t=205.000 N/mm2剪应力:τ=N*cosθ/t/l w=0.017 N/mm2τ≤f W v=120.000 N/mm2【焊缝强度设计值满足请求】。
超声焊焊接计算公式
超声焊焊接计算公式超声焊接是一种利用超声波能量进行金属材料连接的技术。
在超声焊接过程中,超声波振动能够产生高频的机械振动,使得材料表面产生摩擦热,从而实现材料的瞬时熔化和连接。
超声焊接技术具有焊接速度快、热影响区小、焊接接头强度高等优点,因此在汽车制造、电子设备制造、航空航天等领域得到广泛应用。
超声焊接的焊接质量受到多种因素的影响,其中包括超声焊接参数的选择。
超声焊接参数主要包括振幅、焊接时间、焊接压力等。
为了实现高质量的焊接,需要对超声焊接参数进行合理的选择和控制。
而超声焊接参数的选择又需要依靠相应的计算公式进行计算和分析。
超声焊接计算公式主要包括焊接能量计算公式、焊接接头尺寸计算公式、焊接接头强度计算公式等。
下面将分别介绍这些计算公式的应用。
1. 焊接能量计算公式。
焊接能量是超声焊接过程中的一个重要参数,它是指单位时间内对焊接接头施加的能量。
焊接能量的大小直接影响着焊接接头的熔化和连接质量。
焊接能量的计算公式如下:E = P × t。
其中,E为焊接能量,单位为焦耳(J);P为焊接功率,单位为瓦特(W);t 为焊接时间,单位为秒(s)。
根据焊接接头的材料和厚度,可以通过该计算公式来确定合适的焊接能量。
2. 焊接接头尺寸计算公式。
焊接接头的尺寸是指焊接接头的宽度和厚度。
焊接接头尺寸的大小直接影响着焊接接头的强度和连接质量。
焊接接头尺寸的计算公式如下:W = V × t。
其中,W为焊接接头的宽度,单位为毫米(mm);V为超声振动速度,单位为毫米/秒(mm/s);t为焊接时间,单位为秒(s)。
通过该计算公式可以确定焊接接头的宽度。
3. 焊接接头强度计算公式。
焊接接头的强度是指焊接接头在受力作用下的抗拉强度。
焊接接头强度的大小直接影响着焊接接头的使用性能和安全性能。
焊接接头强度的计算公式如下:σ = F / A。
其中,σ为焊接接头的强度,单位为帕斯卡(Pa);F为焊接接头受力,单位为牛顿(N);A为焊接接头的横截面积,单位为平方米(m²)。
焊缝强度(计算书)
完全焊透的对接焊缝和T形毗连焊缝设计计算书之青柳念文创作Ⅰ.设计依据:《钢布局设计手册上册》(第三版)《钢布局设计规范》 GB 50017-2003Ⅱ.计算公式和相关参数的选取方法一、焊缝质量等级的确定方法:焊缝应根据布局的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用分歧的质星等级:1在需要停止疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级.2不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级.3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝.其质量等级不该低于二级.4不要求焊透的T形接头采取的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接毗连采取的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的布局和吊车起重量等于或大于50 t的中级工作制吊一车梁,焊缝的外观质量尺度应符合二级;2)对其他布局,焊缝的外观质量尺度可为三级. ——(GB50017—2003 )二、焊缝毗连计算公式1、完全焊透的对接接头和T 形接头焊缝计算公式1)在对接接头和T 形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:w c w t wf f tl N或≤=σ ( GB 50017-2003 -1)参数:N ——轴心拉力和轴心压力(N );w l ——焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm );t ——对接接头中毗连件的较小厚度;T 形接头中为腹板的厚度(mm );w c w t f f 、——对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别停止计算.但在同时受有较大正应力和剪应力处(例如梁腹板横向对接焊缝的端部),应按下式计算折算应力:w t f 1.13221≤+τσ (GB55017—2003 .2-2)注:1当承受轴心力的板件用斜焊缝对接,焊缝与作用力间的夹角θ符合,当tgθ≤1.5时焊缝的强度可不计算.2 当对接焊缝和T形对接焊缝与角接组合焊缝无法采取引弧板和引出板施焊时每条焊缝的长度计算时应减去2t附表1-1 焊缝的强度设计值注:1. 自动焊和半自动焊所采取的焊丝和焊剂,应包管其熔敷金属的力学性能不低于《埋弧焊用碳钢焊丝和焊剂》GB/T 5293—1999和《低合金钢埋弧焊用焊剂》GB/T 12470—2003中相关规定.2. 焊缝质量等级符合《钢布局工程施工质量验收规范》GB 50205—2001的规定.其中厚度小于8mm钢材的对接焊缝,不该采取超声波探伤确定焊缝质量等级.3. 对接焊缝在受压区的抗弯强度设计值取wf,在受拉区c的抗弯设计值取wf.t4. 表中厚度系指计算点的钢材厚度,对轴心受拉和轴心受压构件系指截面中较厚板件的厚度.Ⅲ. 完全焊透的对接焊缝和T形接头焊缝计算:一、计算参数:N---轴心拉力: 3.000 KNθ---焊缝与轴线的夹角(0°< θ≤90°°l w---焊缝计算长度,为设计长度减2t(有引弧板时可不减):3000.000 mmt---在对接接头中毗连件的较小厚度;T形接头中为腹板的厚度:30.000 mm完全焊透的焊逢及其受力示意图二、焊缝强度校核钢材商标:Q235钢焊缝质量等级:一级f W t---焊缝抗拉强度设计值: 205.000 N/mm2f W c---焊缝抗压强度设计值: 205.000 N/mm2f W v---焊缝抗剪强度设计值: 120.000 N/mm2焊接方法和焊条型号:自动焊、半自动焊和E43型焊条手工焊受力方式:轴向拉力正应力:σ=N*sinθ/t/l w=0.029 N/mm2σ≤f W t=205.000 N/mm2剪应力:τ=N*cosθ/t/l w=0.017 N/mm2τ≤f W v=120.000 N/mm2【焊缝强度设计值知足要求】。