冷库压力管道焊接工作记录表
管道焊接工作记录表模板
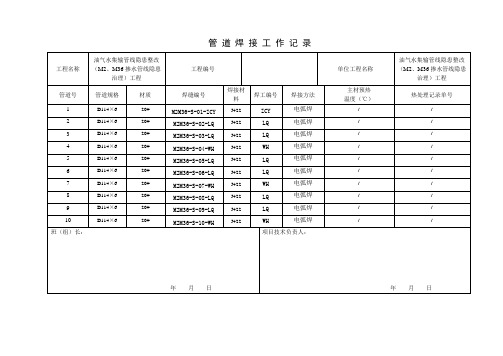
焊工编号
焊接方法
主材预热
温度(℃)
热处理记录单号
1
D114×6
20#
M2M36-S-52-WH
J422
WH
电弧焊
/
/
2
D114×6
20#
M2M36-S-53-WH
J422
WH
电弧焊
/
/
3
D114×6
20#
M2M36-S-54-WH
J422
WH
电弧焊
/
/
4
D114×6
20#
M2M36-S-55-WH
热处理记录单号
1
D114×6
20#
M2M36-S-83-ZCY
J422
WH
电弧焊
/
/
2
D114×6
20#
M2M36-S-84-LQ
J422
WH
电弧焊
/
/
3
D114×6
20#
M2M36-S-85-WH
J422
WH
电弧焊
/
/
4
D114×6
20#
M2M36-S-86-WH
J422
WH
电弧焊
/
/
5
D114×6
J422
LQ
电弧焊
/
/
9
D114×6
20#
M2M36-S-65-LQ
J422
LQ
电弧焊
/
/
10
D114×6
20#
M2M36-S-66-LQ
J422
LQ
电弧焊
/
/
11
压力管道焊接施工检查记录表
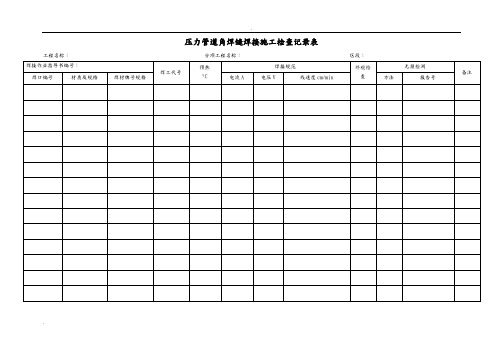
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
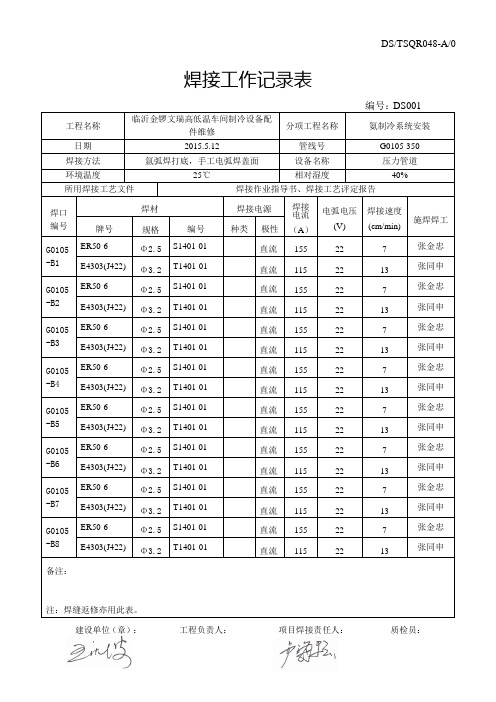
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
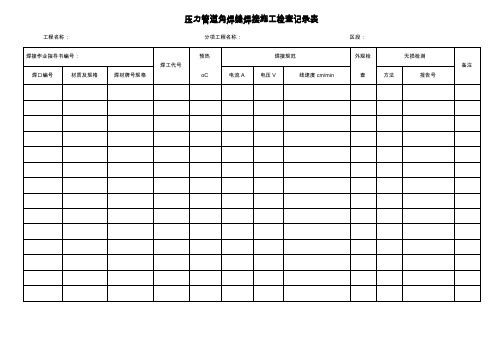
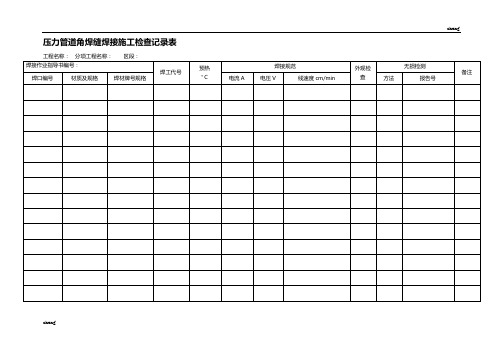
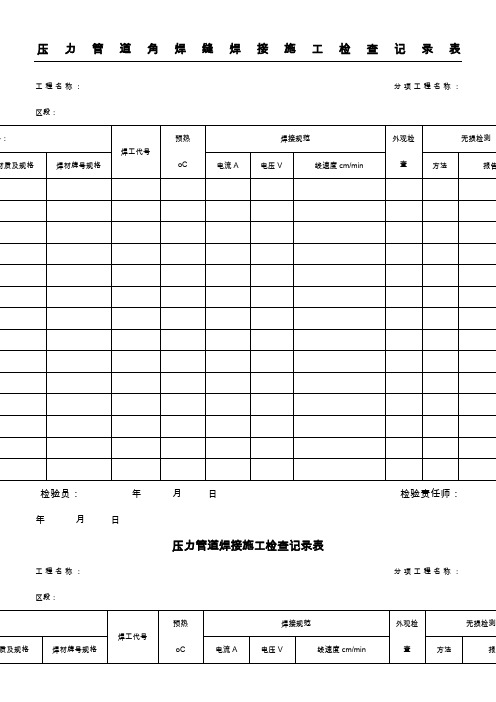
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
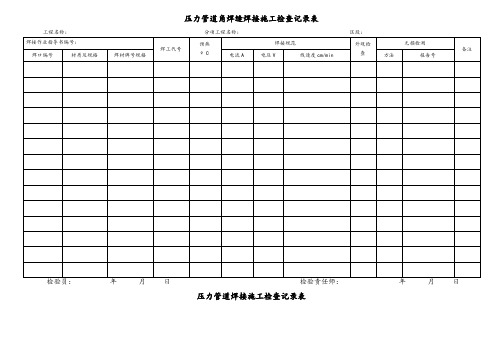
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
2
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
3
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
4
压力管道焊接自检记录
工程名称:分项工程名称:区段:
5
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
6
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
7
8
9
记录人:
年 月 日 审核人: 年 月 日。
压力管道焊接施工检查记录表
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道焊接施工检查记录文本表
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速师: 年 月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
记录人: 年 月 日 审核人: 年 月 日
压力管道焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
焊接工作记录表
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道焊接现场施工检查记录表格

压力管道焊接现场施工检查记录表格
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道焊接现场施工检查记录表格模板
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工作记录表
编号:DS236
工程名称*****一期冷库制冷系统安装承包工
程
分项工程名称管道及配件安装
日期2012.08.23 管线号L0301-80 焊接方法氩弧焊打底,手工电弧焊盖面设备名称
环境温度25℃相对湿度55% 所用焊接工艺文件焊接作业指导书
焊口编号
焊材焊接电源焊接
电流
(A)
电弧电
压
(V)
焊接速度
(cm/min)
施焊焊工牌号规格编号种类极性
L0301-01 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-02 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-03 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-04 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-05 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-06 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-07 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-08 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
备注:
注:焊缝返修亦用此表。
监理单位(章):工程负责人:项目焊接责任人:质检员:
焊接工作记录表
编号:DS237
工程名称*****一期冷库制冷系统安装承包工
程
分项工程名称管道及配件安装
日期2012.08.23 管线号L0301-80 焊接方法氩弧焊打底,手工电弧焊盖面设备名称
环境温度25℃相对湿度55% 所用焊接工艺文件焊接作业指导书
焊口编号
焊材焊接电源焊接
电流
(A)
电弧电
压
(V)
焊接速度
(cm/min)
施焊焊工牌号规格编号种类极性
L0301-09 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-10 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-11 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
L0301-12 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达
备注:
注:焊缝返修亦用此表。
监理单位(章):工程负责人:项目焊接责任人:质检员:。