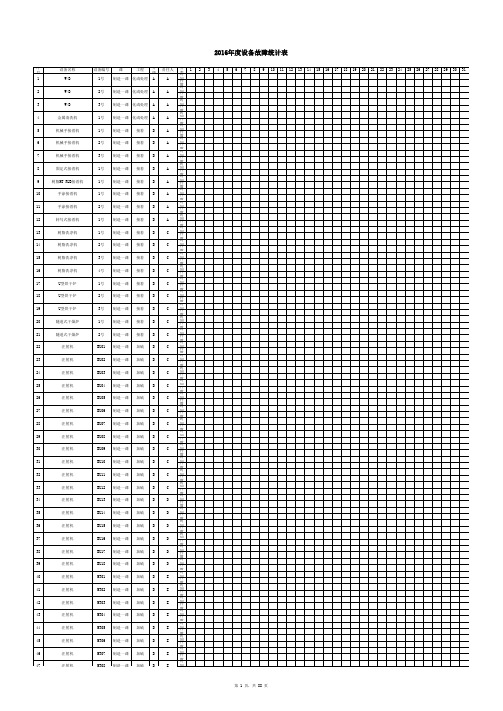
绕机检发现问题缺陷统计表
未消除缺陷统计表

qx2014090800 缺少备件(备件型号:磁性开关G6Z1-TL-LED 自保持 耐高温200 1号炉事故放渣门开关限位故障 4 度)待备件到货后处理。 qx2014100300 3号热网加热器正常疏水门盘上 电机烧损,待修理后回装 6 和就地无法操作 qx2014100800 2号炉D磨煤机冷风关断门无法 1 关闭。 缺少备件(冷风关断门电磁阀坏 型号:G551A001MS)待备件到 货后处理。
38 39 40
锅炉检修 锅炉检修 锅炉检修
2号机组暖风器加热管道堵塞 3 qx2014102200 1号炉AB 4号油角阀漏油 4 qx2014102401 1号炉B磨煤机润滑油滤网差压 2 报警 二号锅炉蒸汽推动左数3号手动 qx2014102800 门.5号手动门内漏;二号锅炉 蒸汽推动手动总门内漏;二号 7 锅炉蒸汽推动手动总门门前漏 qx2014110601 汽。 2号锅炉1号角微油快关门内漏 5 qx2014111300 2号锅炉2号汽暖疏水泵泵体漏 3 水
不影响设备运行,待停机时检查。 目前该电机在运行,而且电机运行时液阻柜的温度对电机运行没 有任何影响,为了避免造成误动跳闸,暂不进行处理,待风机停 运后进行处理。
qx2014120600 1号机除盐水至凝补水箱补水电 该电动门主板损坏,待备件到货后处理。 7 动门报电气故障 qx2014120600 1号炉集中下降管排污电动门 5 11,就地/远方切换不了。 qx2014111000 2号锅炉A空预器出口二次风电 6 动门故障 该电动门主板损坏,待备件到货后处理。 该电动门电缆短路,运行设备,待停机处理
qx2014120302 1号炉DC层辅助3#角二次风门不 2014年10月11日提备件未到,待备件到货后处理。 6 跟踪 2号机空冷岛1-C空冷风机变频 qx2014092001 设置55Hz时,频率反馈及风机 2014-11-13已经联系厂家,待厂家来时处理 3 电流大幅摆动。 qx2014092900 1号炉右侧长吹疏水电动门故障 待备件到货后处理。 4 qx2014092900 1号炉1号炉右墙长吹疏水电动 待备件到货后处理。 8 门损坏 qx2014100301 3号热网加热器进汽电动门就地 与盘上都无法操作,阀门故障 现电动门远方操作正常。就地转换开关损坏,带备件到后更换。 0 。 1号机组右侧二级过热器减温水 qx2014102601 电动门(关断门) DCS画面上 控制模块损坏,待备件到货后处理。 9 状态不对,远程无法操作 qx2014111500 2号机组B给水泵盘上状态黄色 运行设备,待停机处理 9 (PT断线),实际运行正常。 qx2014112000 灯位置太高,人员无法靠近。已申请改造,等待批复、材料到位 空压站照明有4个灯不亮 3 后处理。。 qx2014112001 1号机右侧二级减温水电动门 该电动门主板损坏,待备件到货后处理。 3 DCS盘上黄闪 qx2014112400 2号炉A磨煤机密封风门状态反 已手动全开位置,待停机处理 5 馈错误。 qx2014120100 2号机组辅汽至中压缸电动门无 该电动门主板损坏,待备件到货后处理。 7 电源 qx2014120301 1号炉A磨煤机密封风门故障, 电动门已损坏,待备件到后进行处理。 2 无法操作。 qx2014120301 1号炉除渣系统清扫链电机变频 变频器面板损坏,待备件到货后处理。 9 器显示器黑屏。
设备故障统计表
C
间 件
数 时
129
注射机
1600-9 制造一课 加硫 B
C
间 件
数 时
130
注射机
1600-10 制造一课 加硫 B
E
间 件
数 时
131
注射机
1600-11 制造一课 加硫 B
E
间 件
数 时
132
注射机
1600-12 制造一课 加硫 B
F
间 件
数 时
133
注射机
1600-13 制造一课 加硫 B
F
E
间 件
数 时
44
注射机
MT05 制造一课 加硫 B
E
间 件
数 时
45
注射机
MT06 制造一课 加硫 B
E
间 件
数 时
46
注射机
MT07 制造一课 加硫 B
E
间 件
数 时
47
注射机
MT08 制造一课 加硫 B
E
间
第 1 页,共 88 页
47
注射机
MT08 制造一课 加硫 B
E
件
数 时
48
注射机
MT09 制造一课 加硫 B
F
间 件
数 时
55
注射机
MT16 制造一课 加硫 B
F
间 件
数 时
56
注射机
MT17 制造一课 加硫 B
F
间 件
数 时
57
注射机
MT18 制造一课 加硫 B
F
间 件
数 时
58
注射机
MT19 制造一课 加硫 B
F
品质异常统计表参考模板
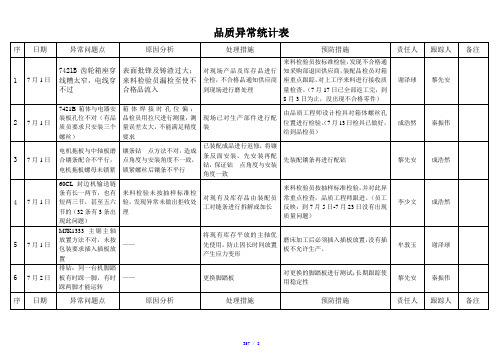
把在部装和总装中检查到不转的轮子进行更换。
要在部装检查好,再上总装(有的在部装检查时能转半圈,到了总装就出问题,所以部装必须一个一个仔细检查好,再上总装);把不合格品收集好给到品管,要求供应商改善,品管员作重点跟进。-----7月27日,员工反映不良品减少很多,做了12条链(用了1080个轮子),只有2个不合格,不合格比率为2‰
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
焊接的面是斜的,机加没按要求进行加工;出现此问题很少,员工大意,安装没有对零件进行检验。
把装好的电器件拆下来,更换好的配件,再进行总装(7月16日跟进时,以上动作已作好---用时两小时)
机加要严格按要求进行加工,员工安装前要对零件进行自检,发现不合格的一定要进行更换处理。
储俊
14
7月15日
压料轮跟压料梁接处面高低不平,导致装机后,轮子不转。(从7月15日--20日上午,4.5天的时间共发现179个不良品,平均一天40个)
将已领出的安装板,下单到机加车间,按图纸要求补上一个孔位(7月15日已下单,17日返工完成)
新加工的零件严格按已更改图纸的要求进行加工,对库存中的不合格品进行返工
温玉宽
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
缺陷分析报告
缺陷分析报告(文章一):设备部缺陷分析汇报设备部2xx年03周缺陷分析汇报1. 缺陷发生及处理情况:1.1. 概况2xx年01月15日~01月21日全厂共发生缺陷817条,撤销27条,全厂实际发生790条缺陷,消除662条,消缺率:83.79%。
单机日均缺陷发生率:11.2857条,环比下降1.1857条。
本周消除遗留缺陷158条,消除数量与发生数量的比值为1.038。
大厂和呼国能缺陷发生以及处理情况如下:1)#1至#8机组:共发生缺陷6条,撤销18条,实际缺陷6条,其中一二三类缺陷344条,其他类缺陷302,消除549条,消缺率为84.98%。
缺陷发生率单机日均11.54条,环比下降1.23条。
遗留缺陷消除134条。
可明显看出:一二三类缺陷与其他类缺陷发生数量的比值偏小,实际检查发现其他类缺陷中大部分应划分至三类缺陷。
此问题说明各专业的缺陷管理存在问题,点检员为规避考核的风险,在工单策划中弄虚作假。
同时也说明《设备缺陷管理标准》中对缺陷的分类存在一定问题,管理流程需要优化和修改。
2)#1(1)、#12机组共发生缺陷153条,撤销9条,实际缺陷144条,其中一二三类缺陷116条,其他类缺陷28条,消除113条,消缺率78.47%。
缺陷发生率单机日均10.29条,环比下降0.36条。
遗留缺陷消除24条。
无。
1.4. 二类缺陷情况汽机专业1条,缺陷内容如下:1.7. 各机组缺陷发生情况比较托电各机组(区域)缺陷发生率较高的为#4机组,远超过各机组平均值(41.75)。
经过对比发现,#4机组缺陷中其他类缺陷数量偏高,其中多数为积灰、积油等问题,严格意义上不属于设备缺陷,因此不能由此来判定设备状态。
此问题需要发电部加强管理,以提高缺陷申请的质量。
托电各机组缺陷发生及消除情况见下表:托电外围系统缺陷发生较多的是除灰系统,说明除灰系统缺乏有效的设备管理和治理手段,设备健康状态较差。
托电各外围系统缺陷发生及处理情况见下表:1.8. 维护项目部消缺情况分析维护项目部消缺率见下表:津维#1 (1)、#12机组消缺率偏低的主要原因是正常维护检修人员不足,使消缺率下降。
6-2016年内部质保监查不符合项统计表(内审发现的问题)

6-2016年内部质保监查不符合项统计表(内审发现的问题)序号纠正措施描述—观察意见描述相应报告编号责任部门月份备注一纠正措施1要求:MCS-N70持证焊工焊接操作工管理规定Rev02,8.1技术部焊接工程师应编制“有资格焊工列表”,技术部长审批………。
存在缺陷:查“有资格焊工列表Rev.02”,编制:李旭;审核:甄佳威;批准:金保库。
2016.01.25;不符合MCS-N70持证焊工焊接操作工管理规定Rev02,8.1的规定。
纠正措施报告RAC-2016-002TEC52要求:PGQ-N80记录控制程序5.8“年底或项目结束,永久性记录移交档案室”。
PGQ–N145Rev.035.5.1在工作中形成的、已经办理结束或告一段落的具有长期或永久保存价值的文字材料,由各部门兼职资料员进行整理、组成案卷,并按时向公司档案室移交归档(见文件移交清单)。
存在缺陷:三门项目波动管已经完成交付,但“工序传递单”尚未归档(保管期永久)。
不符合PGQ–N145Rev.035.5.1的规定;也不符合“PGQ-N80记录控制程序”5.8的规定。
纠正措施报告RAC-2016-003PRD53要求:公司QAP质量保证大纲(版本/修订:02/00):14.3.2所有记录必须按书面程序分发。
存在缺陷:查PGQ-N40采购程序,Rec06;该程序涉及的记录表格(样表)未能随程序一同发放。
不符合公司QAP质量保证大纲“14.3.2所有记录必须按书面程序分发”的规定。
纠正措施报告RAC-2016-004MKT64要求:PGQ-N120产品标识和可追溯性控制程序(版本/修订01/06),5.3.1成品经检验合格,放置在“合格品区”……存在缺陷:但现场检查发现:现场实际设置的是“成品摆放区”,与文件规定不一致。
且该文件缺少最后一页。
纠正措施报告RAC-2016-05PRD7二观察意见1要求:“PGQ-N80记录控制程序”6.5记录填写必须真实,字迹工整、清晰易于识别,填写齐全、完整,包括授权人员签字和日期等…………。
牵头部门专项整治工作情况统计表

正之风和腐败问 题专项整治
其中:
市本级
中小学教辅材料 总数 2 征订等违规收费 其中:
问题专项治理 市本级
医疗机构不ห้องสมุดไป่ตู้理 总数
3
检查及用药突出 问题专项治理
其中: 市本级
深化殡葬服务领 总数
4
域突出问题专项 治理
其中:
市本级
农村集体资源发 总数
5
包和小型工程项
目管理违规问题 其中:
专项治理 市本级
自办
题线
索数
其 中: 转办
办结 数
向纪 检监 察机 关移 交问 题线 索数
督 导 检 查 次 数
发 现 问 题 数
推 动 整 改 数
向纪 检监 察机 关移 交问 题线 索数
主流 媒体 报道
数
政府 网站 、政 府微 信客 户端 报道
数
整 治 成 果 公 布
总数
新建 数
修改 完善
数
乡村振兴领域不 总数
1
牵头部门专项整治(治理)工作情况统计表
动员调度情况
自查自纠情况
受理群众信访举报情况
督导检查
宣传报道情况 制度建设情况
序 号
项目
分类
召开调 度会、 推进会
次数
召开部 门协调 会次数
参与 自查 自查 发现 自纠 问题 人数 总数
已 整 改 问 题 数
部门 自行 处理 人数
向纪
检监
察机
其
关移 总数 中:
交问
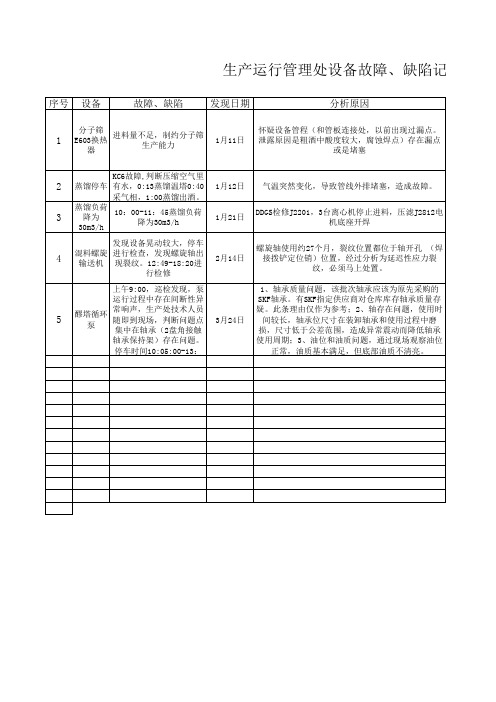
生产装置设备故障、缺陷记录表
1月21日
4
2月14日
5
3月24日
、缺陷记录表
处理措施 2016年度 备注
拆开封头,管程内存在大量垢 (具体见链接图片),使用高压 水枪清晰后,对壳程进行打压实 1月11日,调度室上报 检修E603 验,保压未发现漏点。随后设备 进行恢复,按照工艺步骤进行开 车。 排水。下一步思路:一是管线较 远的事;二是空气干燥系统问 纳入月底动力车间考核 题? 对J2201、J2812进行临时性检 修。 立即措施:对发现裂纹进行修 磨至完全,使用A102焊条进行低 电流焊接,同时保证焊缝和原有 轴圆度一致,再焊接加强连接板 (不锈钢管制作) 1、蒸馏停车,醪塔清空后更换 泵头。更换后醪塔循环泵运行平 稳。2、在后续工作中,车间要 保障该设备配件最低库存量和配 件完整。 纳入月底酒精车间考核 车间形成报告,外协厂 家进行测绘,针对问题 点技术沟通并改进,加 工螺旋轴。利用年修对 轴进行更换, 该设备为重要设备,直 接影响产量。下一步车 间要进一步关注该设备 。润滑油状态要加强监 控。
生产运行管理处设备故障、缺陷记录表
序号 设备 故障、缺陷 发现日期 分析原因
怀疑设备管程(和管板连接处,以前出现过漏点。 泄露原因是粗酒中酸度较大,腐蚀焊点)存在漏点 或是堵塞
1
分子筛 进料量不足,制约分子筛 E603换热 生产能力 器 KC6故障,判断压缩空气里 蒸馏停车 有水,0:13蒸馏温塔0:40 采气相,1:00蒸馏出酒。 蒸馏负荷 10:00-11:45蒸馏负荷 降为 降为30m3/h 30m3/h 发现设备晃动较大,停车 混料螺旋 进行检查,发现螺旋轴出 输送机 现裂纹。12:49-18:20进 行检修 上午9:00,巡检发现,泵 运行过程中存在间断性异 常响声,生产处技术人员 醪塔循环 随即到现场,判断问题点 泵 集中在轴承(2盘角接触 轴承保持架)存在问题。 停车时间10:05:00-13:
台机组缺陷统计及整改计划表7月份.doc

陈卫
王涛(运)王炳让
2011年C修时处理
序号
机组
缺陷名称
专业
预期目标及方案简述
预防措施
责任人
要求整改完成时间
16.
#2
#2炉#1炉水泵流量计波动大,9.0——11(每小时立方)
热工
停炉检查处理。现暂修改流量开关定值为7.5t/h,防止炉水泵误跳。
39.
#4
A4、F1油枪故障
锅炉
需停炉处理
已取消热工保护条件,检修人员每天设备巡视2次
曾雪松
2010年9月
40.
公用
除尘备电缆绝缘低,长期不备用
电气
查找绝缘降低点,更换部分电缆
加强对主用设备的巡检和消缺,#1、2除尘变和1、2尘低的缺陷及时处理
沈 刚
2010年12月
序号
机组
缺陷名称
专业
预期目标及方案简述
电气
联系五防和许继解决通信问题
500kV开关站进行操作后,在五防装置装及时进行对位
张映斌
2010年9月
35.
#4
A小机1Y轴振变负荷时随负荷升高振动增大
汽机
利用停机机会检修处理
制定检修计划,每天进行2次设备检查
姚杰新
陈 泉
2010年9月
36.
#3、4
胶球清洗装置收球率低
汽机
加强胶球系统运行管理,消除系统设备缺陷(#3机北侧偏低,其它正常)
温建春
2010年9月
序号
机组
缺陷名称
专业
预期目标及方案简述
预防措施
责任人
品质不良统计表
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
一起110_kV变压器套管发热缺陷分析及处理

湖 南 电 力
第 42 卷第 1 期
HUNAN ELECTRIC POWER
2022 年 02 月
doi:10 3969 / j issn 1008 ̄ 0198 2022 01 020
一起 110 kV 变压器套管发热缺陷分析及处理
庄先涛ꎬ 郝为ꎬ 种俊龙
( 国网四川省电力公司遂宁供电公司ꎬ 四川 遂宁 629000)
摘 要: 通过红外测温发现一起 110 kV 变压器套管将军帽发热故障ꎬ 介绍故障检查处
理过程ꎬ 并分析故障原因ꎮ 分析结果表明斜圈弹簧缺失是导致本次故障的直接原因ꎬ 整
改后变压器运行效果良好ꎮ 最后ꎬ 针对此类故障的分析与处理提出建议ꎮ
关键词: 变压器套管ꎻ 红外测温ꎻ 发热缺陷ꎻ 故障分析
中图分类号: TM406
( State Grid Suining Power Supply Companyꎬ Suining 629000ꎬ China)
Abstract: In this paperꎬ a heating fault of 110 kV transformer bushing is found through infrared temperature measurement. The
CO 2
1 575 91
1 603 26
616 34
C 2 H4
480 97
481 46
0 46
C 2 H6
C 2 H2
总烃
图 1 2 号主变套管红外图谱
2 试验情况
2018 年 3 月 2018 年 3 月
2017 年 11 月 2018 年 3 月
初测
复测
124 87
CH4
车辆故障统计
车辆故障统计1#装载机:全车玻璃、灯光不亮、无前传动轴、拐臂销打不进黄油、发动机串气、变速箱有异响、无手刹。
2#装载机:转向销磨损严重、驾驶室倾斜、手刹不灵、无操纵杆拉线、液压不正常。
1#斯太尔:无灯光、倒车镜模糊、变速箱无高速档、车门变形、座椅损坏、仪表无显示、气路异常、后桥车架变形。
2#斯太尔:无灯光、发动机严重漏油、有异响不能工作、无高速档、车门变形、座椅损坏、仪表无显示、气路异常、后桥车架变形。
3#斯太尔:无灯光、无高速档、车门变形、座椅损坏、仪表无显示、气路异常、后桥车架变形。
4#斯太尔:全车气路故障、全车玻璃需更换、无高速档、车门变形、座椅损坏、仪表无显示、气路异常、后桥车架变形。
2#康明斯:起动机坏、电瓶不存电、发动机串气、无法运行、车架变形。
6#康明斯:发电机不发电、离合器片坏、车架变形。
4#康明斯:离合器片磨损严重、挂档车不走、车架变形。
5#康明斯:发电机烧机油、起动机坏、车架变形。
1#牵引车:托架变形、轴销损坏、液压举升不良、大灯不亮、缺油管。
2#牵引车:托架变形、轴销损坏、液压举升不良。
3#牵引车:托架变形、轴销损坏、液压举升不良、烧机油。
4#牵引车:托架变形、轴销损坏、液压举升不良、缺发电机、缺电瓶2块。
1#翻斗车:打气泵坏、曲力器坏、无手刹、烧机油、动力不足。
2#翻斗车:打气泵坏、曲力器坏、无手刹、烧机油、动力不足。
吊车:气泵漏油。
叉车故障统计1#叉车:升降油缸漏油、发动机串气、无手刹、左前轮漏油、方向柱松动、操纵杆松动、门架变形、货叉变形、无驾驶室玻璃、液压无力、后桥转向松动。
2#叉车:发动机无力不能正常工作、门架松动、货叉变形、液压无力、后桥磨损严重。
3#叉车:无灯光、操纵杆松动、倾斜油缸漏油、发动机抖动、不好发动、货架叉臂变形、无电瓶、发动机不发电、后桥转向松动。
4#叉车:发动机大修、座椅损坏、升降缸漏油、挡货架变形、液压系统操作不良、后桥转向松动。
5#叉车:发动机需大修、后桥转向松动。
风电公司风电场故障、缺陷统计周报表(样表)
风电场设备故障、缺陷周报表
监测负责人:填报人:日期:年月日
一、风电机组故障、缺陷统计表
风机编号
故障代码
停运时间
故障处理过程描述:
恢复运行时间
停机时数
损失电量
风机编号
故障代码
停运时间
故障处理过程描述:
恢复运行时间
停机时数
损失电量
风机编号
故障代码
停运时间
故障处理过程描述:
恢复运行时间
※每周一早8:00前将上一周风电场设备故障、缺陷统计周报表上报公司生产部邮箱。停机时数损源自电量风机编号故障代码
停运时间
故障处理过程描述:
恢复运行时间
停机时数
损失电量
说明:风电机组故障统计停机时间在12小时以上机组。
二、变电站及公用设备、设施故障、缺陷统计表
设备名称
故障、缺陷发现日期时间
缺陷详情
处理意见及处理责任人
进展情况或处理结果、日期
说明:变电站设备和公用设备的故障、缺陷统计所有设备的。
6=设备故障率、完好率、利用率统计表

74%
539.5 610
26 O-25号机 注塑机 180
震德 50.50
9%
91%
88%
583 610
27 O-26号机 注塑机 150
震74 610
28 O-27号机 注塑机 320
震雄 18.00
3%
97%
94%
580 610
29 O-28号机 注塑机 260
震雄 7.00
佛山市顺德区顺舵电器制造有限公司
6月份设备故障率、完好率、利用率统计表
设备数据 (单位:小时)
序号
设备编号
设备名称 规格型号
制造厂商
本月故障 时间
本月运 行时间
月工作时 间定额
设备故障率
设备完好率
1 O-新1号机 注塑机 120 震雄 10.50 564 610
2%
98%
578 610
100%
设备利用率
震雄 22.50
4%
96%
92%
556 610
34 O-33号机 注塑机 360
海天 34.00
6%
94%
91%
574 610
35 O-34号机 注塑机 250
海天 2.50
0%
100%
94%
549 610
36 O-35号机 注塑机 250
海天 0.00
0%
100%
90%
523 610
37 O-36号机 注塑机 360
22 O-21号机 注塑机 400 伊之密 0.00
0%
100%
96%
491 610
82%
80%
23 O-22号机 注塑机 150
地下连续墙施工质量缺陷统计表

地下连续墙施工质量缺陷统计表摘要:一、地下连续墙施工质量缺陷概述二、地下连续墙施工质量缺陷的具体表现三、地下连续墙施工质量缺陷的原因分析四、地下连续墙施工质量缺陷的防治措施正文:地下连续墙施工质量缺陷统计表地下连续墙施工质量缺陷统计表是对地下连续墙施工中常见的质量问题进行统计和分析的表格。
通过这个表格,我们可以了解到地下连续墙施工中可能出现的质量问题,进而采取相应的措施加以预防和解决。
一、地下连续墙施工质量缺陷概述地下连续墙施工质量缺陷主要表现在以下几个方面:渗漏水、墙体鼓包和漏筋、预埋件和接驳器偏位、地连墙侵限、墙身夹泥层、导墙破坏或变形等。
二、地下连续墙施工质量缺陷的具体表现1.渗漏水:在地下连续墙施工过程中,可能会出现渗漏水现象,这主要是由于墙体接头处密封不严、墙体防水处理不当等原因造成的。
2.墙体鼓包和漏筋:由于施工振动、混凝土浇筑不当等原因,可能导致墙体出现鼓包和漏筋现象。
3.预埋件和接驳器偏位:预埋件和接驳器在安装过程中,可能会出现偏位现象,导致墙体与其他构件连接不紧密。
4.地连墙侵限:地下连续墙施工过程中,可能会出现地连墙侵限现象,即墙体顶部离设计高度不足或超出设计高度。
5.墙身夹泥层:在地下连续墙施工中,可能会出现墙身夹泥层现象,这主要是由于施工过程中泥浆配比不当、泥浆护壁效果不佳等原因造成的。
6.导墙破坏或变形:导墙是地下连续墙施工中的重要临时结构物,如果导墙的强度和刚度不足,或者地基发生坍塌或受到冲刷,都可能导致导墙破坏或变形。
三、地下连续墙施工质量缺陷的原因分析1.设计不合理:设计方案不合理,可能导致施工难度加大,从而影响施工质量。
2.施工技术水平低:施工人员技术水平低,可能导致施工过程中的操作不当,从而影响施工质量。
3.施工管理不到位:施工过程中,如果管理不到位,可能导致施工质量缺陷。
4.材料不合格:施工所使用的材料不合格,可能导致施工质量缺陷。
四、地下连续墙施工质量缺陷的防治措施1.优化设计方案:合理设计地下连续墙的结构和施工方案,以降低施工难度,提高施工质量。
农机安全生产隐患排查治理情况统计表

附件1:
农机安全生产隐患排查治理情况统计表
(2011年1月-月)
填报单位(盖章):
单位负责人(签章):填表人(签字):联系电话:填报日期:年月日
填报说明:1.各省级农机化主管部门按规定的时间要求连同文字说明材料分别报送农业机械化管理司。
2.一般隐患是指危害和整改难度较小,发现后能够立即整改排除的隐患;重大隐患是指危害和整改难度较大,应当全部或者局部停业停产,并经过一定时间整改治理方能排除的隐患,或者因外部因素影响致使生产经营单位自身难以排除的隐患;列入治理计划的重大隐患是指在排查出的重大隐患中,一时难以整改,需要在以后全部或局部停业停产治理,且已经列入治理计划的隐患。
3.表中数据关系:(8)小于或等于(5)-(6);(9)、(10)、(11)、(12)、(13)分别小于或等于(8)。
4.表中“有关生产单位”是指拥有拖拉机、联合收割机等农业机械及其驾驶操作人员的国有、集体和个体等农牧渔业生产单位;“有关场所”是指拖拉机、联合收割机等农业机械的停放、作业、转移场所。
设备隐患统计表

历史处理措施及结果:对电机整体清灰,清油污,效果不佳。
需区域公司解决什么问题:到修理厂保养
填表:
审批:
设备隐患详细说明
企业名称 陆良新西南 设备名称 降压站综保 设备隐患部位 电源板烧坏 隐患起始时间 2013年1月
设备原技术参数
型号:MT-500系列继电保护装置
隐患说明:综保电源板经常烧坏
历史处理措施及结果:1.检查蓄电池2.进线交流电源、电压。
云南西南设备隐患排查统计表序号企业名称设备名称隐患部位隐患说明措施方法难点说明陆良西南空压机维护保养水泥分厂需增加一台空压机陆良西南篦冷机三工段盲板活动梁陆良西南篦冷机二工段进行简单的修复需要长时间停窑陆良西南中控轴法兰圈中控轴处出现裂纹中空轴采购已到位陆良西南大齿对接螺栓齿圈腹板断裂大齿采购已到位不具备专业施工队伍陆良西南回转窑三工段窑大齿大齿圈振动陆良西南大齿不具备齿面修复技术陆良西南绕组绕组温度高无法解决浸油监控现有空压机运需要长时间停窑专业厂家改造5水泥磨专业工具机修力量薄弱5水泥磨无法确定窑大齿振动原因1水泥磨该齿已进行过反面处理进行打磨校核齿啮合面5水泥磨加大力度清灰改善通风陆良西南降压站综保电源柜烧坏积极采购稳压机无法确定是否电源问说明
需区域公司解决什么问题:请技术人员到厂指导处理。
填表:
审批:
填表:
审批:
设备隐患详细说明
企业名称 陆良新西南 设备名称 回转窑(三工段) 设备隐患部位 窑大齿 隐患起始时间 2013年4月
设备原技术参数
规格:4*60米
隐患说明:1.随着三档轮带筒体温度升高,大齿的振动加剧
历史处理措施及结果:1.三档托轮运行轨迹良好
需区域公司解决什么问题:派专业人员到现场帮助我公司查明其原因,并提供相应的处理方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
绕机检发现问题缺陷统计表
飞机部位 具体问题/缺陷描述 处理情况 现场照片 其他说明
,评价绕机质量,特制此表发各车间填
位应填写具体部位如“左起落架横梁部 凸出”,处理情况应包括手册依据、执 。 (所在区域),凹坑等问题应有尺寸描
汇总保存,并视情上报总部,序号 1 2 3 4 5 6 7 日期/具体时间 航班号 机号 维护级别 维修人员
说明: 1、为记录维修人员在绕机检过程中发现问题故障的事件,统计数据,评价绕机质量,特制此表发各车间填 写。 2、各车间应将发现问题缺陷的事件信息根据上表详细填写,飞机部位应填写具体部位如“左起落架横梁部 位”,具体问题/缺陷描述应详细如“起落架前主轴轴承组件的封圈凸出”,处理情况应包括手册依据、执 管分公司的排故方案等。其他说明栏由车间视情填写需要说明的情况。 3、发现问题缺陷应拍照取证,照片包括:近照(详细情况)、远照(所在区域),凹坑等问题应有尺寸描 述。将照片作为附件与此统计表一起保存上报。 4、发生相关事件后,车间填写此表,并发至质量管理,质量管理将汇总保存,并视情上报总部,在安全管 理过程考核中对车间给予加分。