PCB镀锡抗蚀不良异常改善报告
160-电镀品质改善专案报告

1、孔破改善 2、板面及孔内铜丝(渣)改善
报告目录
一 孔破改善 1、品质改善背景。 2、孔破原因分析 3、改善行动 4、效果验证 二 电镀铜丝(渣)改善 1、品质改善背景。 2、电镀铜丝(渣)原因分析 3、改善行动 4、效果验证
一、孔破改善
1、品质改善背景
自新沉铜线和板电线投入生产后,在蚀检电测 统计良率数据发现孔破不良高居不下,达到 0.15%。为改善此不良降低报废和品质潜在风 险,特成立此专案进行改善。
振动马达没有开启
孔 内 气 泡
振动马达损坏 振动幅度不够
振动马达弹簧或螺丝损坏, 震动无法传递到飞靶
从上述分析可以确定,孔内气泡残留主要是震动马达没有 发挥应有的作用。属于设备异常。
3、改善行动
针对设备问题,征询设备商的改善建议,改用新型的“低频震动机组”
新型低频震动机组与传统震动马达优劣对比
产品
3、改善行动
(1)原先提出对员工进行培训,每次添加铜球由组 /课长在现场指导监督。但是效果不明显,因为每 次添加的铜球量比较大,但是靠人员监督是无法 有效的杜绝此类事件。
(2)采用铜球自动添加方式来达到此目的。
设备实际运作效果
4、效果验证
对比项目
铜球添加效 率
自动添加
传统手动添加
(1)快,每条电镀线只需 慢,整条电镀线都要停产而且 要2-3人在走道上即可完成。 员工要爬到缸体上进行添加。
新型低频震动机组
传统震动马达
机械结构强度 500小时无螺丝或弹簧脱落 500小时后出现螺丝脱落 损坏问题
噪音
噪音小于65分贝
噪音小于90分贝
使用寿命
供应商保固1年
供应商保固6个月
上锡不良分析改善报告
Page 5
改善对策(原因分析 二、原因分析&改善对策 原因分析) 原因分析 改善对策 原因分析)
1. 对其异常位置进行金厚和镍厚,金厚度测试(以1.5*1.5PAD测量)MI要求金厚 1-3u“镍厚100-300U”.结果如下:
序号 1 2 3 4 5 6 7 8 AU 2.05 2.13 2.13 2.34 2.05 2.14 1.31 1.26 NI 132.6 129.0 144.7 148.6 140.4 141.8 247.6 262.6
结果:其上锡不良拒焊主要在金表面,金层未融溶,同时金表面可目视可见水迹 印,在焊盘小孔边缘可见金面异色发红情形。
Page 10
改善对策(原因分析 二、原因分析&改善对策 原因分析) 原因分析 改善对策 原因分析)
5.现场跟进客户端SMT生产,SMT IR炉温设置高温断为275℃,设置温度与实际 炉温差异在1℃以内,实际温度曲线与标准温度曲线相符,过程无掉温的异常情 形,可排除为SMT温度不足导致的上锡不良情形;
固定专人、戴无硫手套检板
保持做桌面清洁干净
全流程戴手套作业
Page 15
四、改善对策
②每日当班早会宣导教育《基板十禁止》提升作业员品质意识,并由当站主管做监 督。 十禁止规范
4.作业方法 作业方法 ①维修刷镀后之板100%进行清洗干净后,增加由OQC抽检OK才可入包装,保障 清洗效果可监控。 清洗后OQC抽检
改善对策(原因分析 二、原因分析&改善对策 原因分析) 原因分析 改善对策 原因分析)
1. 对焊锡不良Pcb焊锡实验,将板子上裸露的焊盘进行全白橡皮擦拭后,结果如 下:
结果:焊锡正常,上锡饱满,排除镍金镀层不良。
Page 8
深孔镀锡抗蚀不良解决方案

阶 段 的8: 甚 至 于 l 1 1 0: 以上 ,业 界 上 关于P B 孔 C 深 镀铜 方面 的试验 和采取 的措 施较 为成 熟,但对 镀锡 抗
蚀性能方面的研究不多,在背板高厚径比小孔加工过
程 中,碱性蚀 刻流 程 的镀锡抗 蚀性 能面 临着严 峻 的挑
战 。虽 然做 为 中间加工 过程 ,但镀 锡工 艺对板 件孔 铜
r u ig d n i as e o ehg e n ih r fn n n m al o eda ee r u h iet ae o i e d o t e st lo b c m ih ra d h g e , el ea d s l h l im tra eo rc oc o c trf rt sn_ . n y i i h n I i ae ,ih a p c ai n t sc s h g s e t t PCBswil r d l o i aei ef tr . e ewi ea g e tc aln e e p cal h r o l g a ual d m n t nt u u e Th r l b a h le g , s e il y h l r y o ec r ss ai i a r lt r c s , h sa t ef c s so o t us f ltn o ev i p Re f rt th e it lt np  ̄enp aig p o e s T i ril o u e nt er o a eo p ai gh l o di a m n i p ng n c h c n
paigpo e st rmoe h e eo me t fh r cs a a it s n eq ai f C . lt rc s,opo t ed v lp n epo es p bli dt u l o Bs n t ot c ie a h y t P
工艺不良分析改善报告
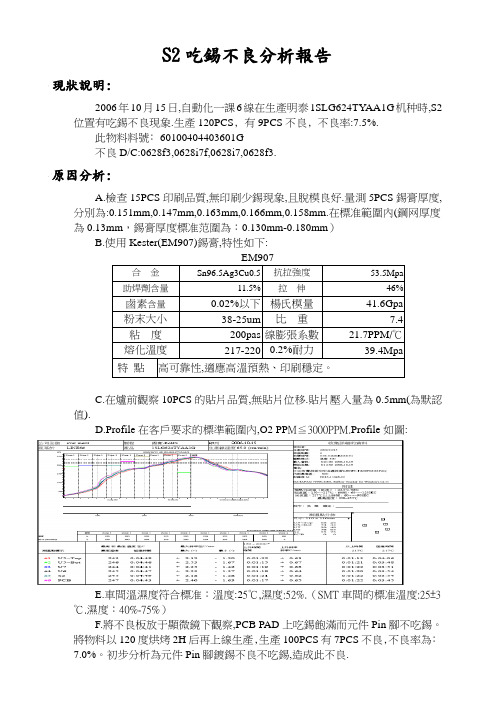
S2吃錫不良分析報告現狀說明:2006年10月15日,自動化一課6線在生產明泰1SLG624TYAA1G机种時,S2位置有吃錫不良現象.生產120PCS﹐有9PCS不良﹐不良率:7.5%.此物料料號﹕60100404403601G不良D/C:0628f3,0628i7f,0628i7,0628f3.原因分析:A.檢查15PCS印刷品質,無印刷少錫現象,且脫模良好.量測5PCS錫膏厚度,分別為:0.151mm,0.147mm,0.163mm,0.166mm,0.158mm.在標准範圍內(鋼网厚度為0.13mm,錫膏厚度標准范圍為:0.130mm-0.180mm)B.使用Kester(EM907)錫膏,特性如下:EM907合金Sn96.5Ag3Cu0.5 抗拉強度53.5Mpa助焊劑含量11.5% 拉伸46%鹵素含量0.02%以下楊氏模量41.6Gpa粉末大小38-25um 比重7.4粘度200pas 線膨張系數21.7PPM/℃熔化溫度217-220 0.2%耐力39.4Mpa特點高可靠性,適應高溫預熱、印刷穩定。
C.在爐前觀察10PCS的貼片品質,無貼片位移.貼片壓入量為0.5mm(為默認值).D.Profile在客戶要求的標準範圍內,O2 PP M≦3000PPM.Profile如圖:E.車間溫濕度符合標准:溫度:25℃,濕度:52%.(SMT車間的標准溫度:25±3℃.濕度:40%-75%)F.將不良板放于顯微鏡下觀察,PCB PAD上吃錫飽滿而元件Pin腳不吃錫。
將物料以120度烘烤2H后再上線生產﹐生產100PCS有7PCS不良﹐不良率為﹕7.0%。
初步分析為元件Pin腳鍍錫不良不吃錫,造成此不良.臨時對策:A.在上線前使用刀片將元件Pin腳上的不良鍍錫層刮掉后再上線生產﹐暫無不良。
.報告人:張怀東2006/10/16。
w50PCB 缩锡不良改善报告
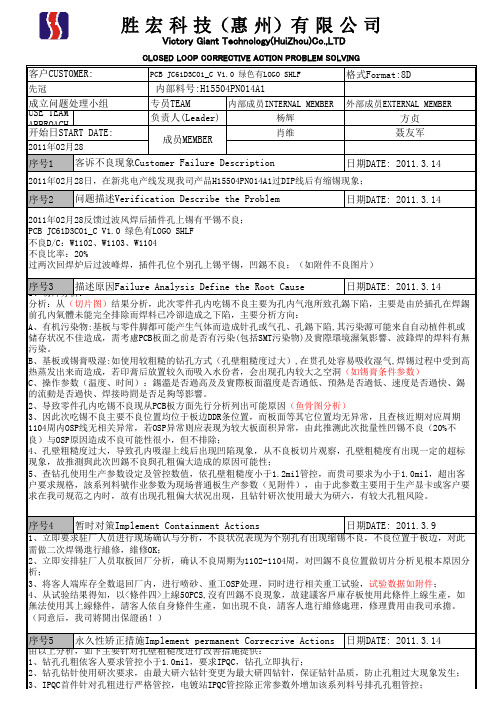
日期DATE: 2011.3.14
分析:从(切片图)结果分析,此次零件孔内吃锡不良主要为孔内气泡所致孔錫下陷,主要是由於插孔在焊錫
前孔內氣體未能完全排除而焊料已冷卻造成之下陷,主要分析方向:
A、有机污染物:基板与零件脚都可能产生气体而造成针孔或气孔、孔錫下陷,其污染源可能来自自动植件机或
储存状况不佳造成,需考慮PCB板面之前是否有污染(包括SMT污染物)及實際環境濕氣影響、波鋒焊的焊料有無
2、立即安排驻厂人员取板回厂分析,确认不良周期为1102-1104周,对凹錫不良位置做切片分析见根本原因分
析;
3、将客人端库存全数退回厂内,进行喷砂、重工OSP处理,同时进行相关重工试验,试验数据如附件;
4、从试验结果得知,以<條件四>上線50PCS,沒有凹錫不良現象,故建議客戶庫存板使用此條件上線生產,如
污染。
B、基板或锡膏吸湿:如使用较粗糙的钻孔方式(孔壁粗糙度过大),在贯孔处容易吸收湿气,焊锡过程中受到高
热蒸发出来而造成,若印膏后放置较久而吸入水份者,会出现孔内较大之空洞(如锡膏条件参数)
C、操作参数(温度、时间):錫溫是否過高及及實際板面溫度是否過低、預熱是否過低、速度是否過快、錫
的流動是否過快、焊接時間是否足夠等影響。
求在我司规范之内时,故有出现孔粗偏大状况出现,且钻针研次使用最大为研六,有较大孔粗风险。
序号4 暂时对策Implement Containment Actions
日期DATE: 2011.3.9
1、立即要求驻厂人员进行现场确认与分析,不良状况表现为个别孔有出现缩锡不良,不良位置于板边,对此
需做二次焊锡進行維修,維修OK;
2011年02月28反馈过波风焊后插件孔上锡有平锡不良; PCB JC61D3C01_C V1.0 绿色有LOGO SHLF 不良D/C:W1102、W1103、W1104 不良比率:20% 过两次回焊炉后过波峰焊,插件孔位个别孔上锡平锡,凹錫不良;(如附件不良图片)
PCB品质改善报告

现场作业员不规范的 检板方式,检板时板 角与板面摩擦碰撞,
造成刮伤。
放板框内摆放凌乱, 且珍珠棉未完全填满 空隙,造成搬运时板 倒刮伤。
改善作业方式,将待 检板放在L架上,取板 时,呈“V”型拿取。
放板框内的板子需正确摆 放,珍珠棉必须填满框内剩 余空隙,防止板倒刮伤。
作业员将盖板在基板 上拖动,导致板面刮 伤。
对位时有用目镜 确认
OK
20
不良原因
可能原因 Item
底片定位胶带没有粘 性
7
底片上的Pin没有套 入板子,人员赶气会 导致偏移 8
确认结果
描述
判定
人员有按要求每 20片更换一次 胶带的动作
OK
人员没有在套 pin后进行再次 确认
NG
21
流出分析
不良现象不明显,FQC作业员的漏失导致不良流出
22
电测
无铅OSP
成品检验
包装
30
改善对策
FQC电视屏幕上播放近期客诉,增加检验员对此不良的重视。对检验员进行教育倡导,检查此 曝偏不良。
31
Thank – You!
32
上盖板先对准(以防呆 PIN为水平线的)三个 孔,然后垂直放下板子.
改善前
相关图片
改善后
12
13
问题描述
P/N
Defect Name
防焊曝偏
1-887-459-21 1-887-460-21
对地短路 对地短路
对地短路
Defect photo
Failure D/C 200721
200810 200924 201005
改善对策
短期措施
将底片对位的开窗从6个改为8个,增加底片与板子的粘合度,避免底片偏移造成防焊曝偏
PCB质量改善项目报告

主导拟定改善对策
5
课题选定 现状调查 设定目标 要因分析 确定要因 制定对策 对策实施 效果确认 标准化 下步计划
项目小组职责
Name
Ministry
YANG Shou Sheng E&E PE Sr. Director
Title Member
Responsibility 主导拟定改善对策
项目推进计划
任务名称
项目计划 Kick off meeting 确定人选,成立TEAM工作小组 PCB历史品质数据分析 利用统计工具找出影响产品质量的几大不良 完成项目计划书 在线挑选来料问题分析控制 制定在线挑选不良DPPM值目标 建立来料不良验证机制 供应商audit/visit 厂商提出前几大来料不良问题的改善措施 改善落实 在线挑选不良每周数据收集 效果确认 PCB功能问题分析与控制 制定改善目标 收集不良数据,查找不良原因 针对集中性问题制定对策验证可行性 改善落实 效果确认 完成参数优化,操作方式变更等相关文件 总结项目,完成总结报告 项目呈现
中山依顿
贾大合
审核
参会人员 (敬称略)
品质:张健、李铭山 制造:郭季方、张辉、陈质、曾杰敏 依顿:蔡金华、贾大合、余前军
项次 1
2
项目介绍
决议事项 决议内容
针对此品质项目,依顿完全配合宝龙达的项目计划,并安排专人进行项 目跟进;
责任人 张健
贾大合
3
每两周由依顿项目负责人员参加宝龙达的项目例会(可电话会议);
Responsibility 領导项目Team,push改善进度
郭幼颖
VP
Sponsor
项目方向性把握和资源支持
张志威
PCB碱性蚀刻常见问题原因及解决方法
P C B碱性蚀刻常见问题原因及解决方法本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March碱性蚀刻常见问题原因及解决方法1.问题:印制电路中蚀刻速率降低; ....................................................... 错误!未定义书签。
2.问题:印制电路中蚀刻液出现沉淀 ....................................................... 错误!未定义书签。
3.问题:印制电路中金属抗蚀镀层被浸蚀 ............................................... 错误!未定义书签。
4.问题:印制电路中铜表面发黑,蚀刻不动 ........................................... 错误!未定义书签。
5.问题:印制电路中基板表面有残铜 ....................................................... 错误!未定义书签。
6.问题:印制电路中基板两面蚀刻效果差异明显 ................................... 错误!未定义书签。
7.问题:印制电路中板面蚀刻不均使部分还有留有残铜 ....................... 错误!未定义书签。
8.问题:印制电路中蚀刻后发现导线严重的侧蚀 ................................... 错误!未定义书签。
9.问题:印制电路中输送带上前进的基板呈现斜走现象 ....................... 错误!未定义书签。
10.问题:印制电路中板面线路蚀铜未彻底,部分边缘留有残铜 ....... 错误!未定义书签。
11.问题:印制电路中板两面蚀刻效果不同步 ....................................... 错误!未定义书签。
上锡不良分析报告
百分比 Sigma 23.75 52.67 0.43 0.53
Pb M
16.6
23.58
0.51
样品2(正常板) 总量
100
7
无异常
8
c、从EDS分析结果显示,异常板与正常板铜 含量没有多少差别。
9
三、总结
1、从客户反馈不良率30%及客户退货板数量来看,
约有2000PCS(5780×30%+192=1926)不良,此 次投诉为批量性不良,只有生产条件(设备、工艺参 数)异常时,才有批量性不良。 2、结合以上分析结果,21977客户投诉上锡不良为锡 厚不够。
21977上锡不良分析报告
由:彭俊勇 审核: To: 刘生
Cc:
尚生
日期:2011年11月28日
目 录
一、背景 二、原因分析 三、总结 四、改善及建议
2
一、背景
JJL客户投诉有铅喷锡板FP21977-2B04E严重上 锡不良,不良率为100%。
不良图片
不良图片
3
二、原因分析
1、不良状况:客户退回5780PCS PCB及 192PCS PCBA上锡不良板,不良率为30%,有近 2000PCS不良。
10
四、改善及建议
为确保生产品质,避免此类不良遭到客户投 诉给公司带来损失,应保证锡厚满足我司工艺 要求≥20″。
11
Thanks!
12
4
Байду номын сангаас
元素
重量
重量百 原子 分 比
百分比 7.64 26.02 49.55 16.78 0.19 0.59 0.87 0.9
百分比 Sigma CK Cu K Sn L Pb M 0.83 14.89 52.97 31.32
上锡不良分析报告
10
四、改善及建议
为确保生产品质,避免此类不良遭到客户投 诉给公司带来损失,应保证锡厚满足我司工艺 要求≥20″。
11
Thanks!
12
2、原因分析:导致喷锡板上锡不良可能原因有1、 锡薄,2、锡缸铜离子含量超标,3、离子污染。 3、分析: a、对客户退回不良板进行分析,测得严重不上 锡位锡厚如下: 12.86″ 12.98″ 11.37″ 12.33″ 11.45″ 注: 我司工艺要求锡厚≥ 20″
b、对客户退回不良板外发ATO进行EDS分析,分 析结果显示,未发现异常元素。
百分比 Sigma 23.75 52.67 0.43 0.53
Pb M
16.6
23.58
0.51
样品2(正常板) 总量
100
7
无异常
8
c、从EDS分析结果显示,异常板与正常板铜 含量没有多少差别。
9
三、总结
1、从客户反馈不良率30%及客户退货板数量来看,
约有2000PCS(5780×30%+192=1926)不良,此 次投诉为批量性不良,只有生产条件(设备、工艺参 数)异常时,才有批量性不良。 2、结合以上分析结果,21977客户投诉上锡不良为锡 厚不够。
4
元素
重量
重量百 原子 分 比
百分比 7.64 26.02 49.55 16.78 0.19 ห้องสมุดไป่ตู้.59 0.87 0.9
百分比 Sigma CK Cu K Sn L Pb M 0.83 14.89 52.97 31.32
总量
100
样片1
5
无异常
6
元素
元素
重量
重量百 分 比
pcb品质改善报告范文

pcb品质改善报告范文一、前言。
大家好!咱们今天来唠唠咱PCB(印刷电路板)的品质改善这档子事儿。
PCB这玩意儿就像是电子产品的骨架和神经系统,要是它出了岔子,那整个电子产品都得跟着闹脾气。
最近咱在这方面遇到了些问题,不过别担心,咱们已经在努力改善啦。
二、问题描述。
# (一)短路问题。
1. 现象。
就像电路里突然来了两个调皮的小鬼,不该搭在一起的线路,它们偏偏凑一块儿了,这就造成了短路。
在我们检查的一批PCB板中,有好几块都出现了这种短路的情况,有的是在小元件之间的线路短路,有的则是在大的线路网络之间出了问题。
2. 影响。
这短路可不得了啊,就像交通堵塞一样,电流本来应该规规矩矩地在自己的线路上跑,这一短路,整个电路就乱套了。
导致用了这些PCB板的产品要么开不了机,要么就出现各种奇怪的故障,像屏幕乱闪啊,功能错乱之类的。
# (二)开路问题。
1. 现象。
跟短路相反,这开路就像是道路中间突然断了一截,电流走到这儿就没路可走了。
在一些PCB板的边缘或者是经过一些过孔的地方,线路就这么莫名其妙地断开了。
2. 影响。
这就好比快递员(电流)送包裹(电信号),半路上遇到个断桥,包裹送不到目的地,那产品的某些功能就没法正常工作了。
比如说,本来应该有声音输出的,结果因为开路,就成了个哑巴产品。
# (三)焊接不良。
1. 现象。
你看那焊接点,就像是建筑的根基,要是根基不牢,房子就摇摇欲坠。
我们发现有些焊点就像没吃饱饭似的,锡量少得可怜,有的则像是得了肥胖症,锡堆得太多,还有些焊点就像是歪瓜裂枣,形状不规则,歪歪扭扭的。
2. 影响。
焊接不良的话,元件就不能很好地和PCB板连接起来。
就像人和人之间拉手,如果拉得松松垮垮的,肯定不能齐心协力干事儿。
在电子产品里,这就会导致元件松动,接触不良,信号传输不稳定,产品性能大打折扣。
三、原因分析。
# (一)设计方面。
1. 线路布局有时候就像城市规划一样,要是规划得不合理,就容易出乱子。
焊锡不良改善报告

二.焊锡不良具体分析步骤:微切片观察(P5)
◆切片对比分析:切片观察金焊锡不良位置,未发现有黑镍现象,但是过炉后 上锡不良焊盘金层未完全熔化(见下图)
上 件 板 金 镍 层 对 比 确 认
表面呈 现黑色
焊(P7)
◆EDS分析: 未发现PCB表面有油墨及其他特殊物质(见下图)
五. 焊锡不良SMT工序建议内容
PCBA不良现象
影响因素推测
建议改善项目
退回之PCB焊盘微切片发 过炉后导致,推测双面 对二次贴片进行时限, 现有变色化现象. SMT,贴完一面后存放 对现场存放环境进行管 时间过久或者环境潮湿 控,建议不上件时可以 导致。 采用PE膜缠绕进行保护。
备注:重点注意事项,拿板戴手指套;退洗产品需及时清洁作业,不可存放 过久。尾数包装产品不可裸露空气超72H.
智恩电子(大亚湾)有限公司
TEAN ELECTRONIC (DA YA BAY) CO.,LTD.
205*032 焊锡不良分析报告
制作:全刘洋 审核:胡烈文 日期:2016-1-22
一.问题描述:(P1)
我司生产的,客户贴片中出现焊锡不良板子 ,为提升品质,故对客户退回之 PCBA进行分析。 1. 料号:205*032 2.发生地点: SMT 3.不良项目:焊锡不良(SMT)
E D S 分 析
o含 量较 高
主要成分如下:Au / Ni / Cu属于PCB焊盘本身成分;O,有氧化现象,结 合EDS分析,我们判定为板子金面有受到污染。(见下页可能原因)
四. 焊锡不良PCB制程需要改善注意事项
工序 测试
内容
带棉布手套测试作业,避免汗渍等沾上板面。 (见右图)
图片
FQC
1.存放干燥区域,对应现场裸放超过24H的, 入库前全部重新水洗。 2.修理品出烤箱后,需重新清洁水洗。 3.尾数等,需要包装后存放。 超过6个月需要烘烤水洗后方可使用(见右图)
PCB镀锡抗蚀不良异常改善报告
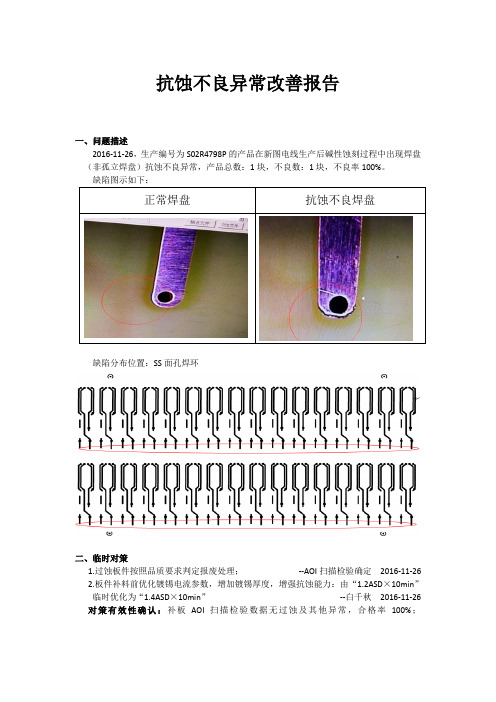
抗蚀不良异常改善报告一、问题描述2016-11-26,生产编号为S02R4798P的产品在新图电线生产后碱性蚀刻过程中出现焊盘(非孤立焊盘)抗蚀不良异常,产品总数:1块,不良数:1块,不良率100%。
缺陷图示如下:正常焊盘抗蚀不良焊盘缺陷分布位置:SS面孔焊环二、临时对策1.过蚀板件按照品质要求判定报废处理;--AOI扫描检验确定2016-11-262.板件补料前优化镀锡电流参数,增加镀锡厚度,增强抗蚀能力:由“1.2ASD×10min”临时优化为“1.4ASD×10min”--白千秋2016-11-26 对策有效性确认:补板AOI扫描检验数据无过蚀及其他异常,合格率100%;三、原因分析1.生产信息查询:①2016-11-26生产,镀锡电流参数1.2ASD×10min,镀锡缸号:7#②生产Mapping:查询异常产品前后嫌疑批次,AOI扫描检验数据无过蚀刻异常,故可以排除镀锡药水及碱性蚀刻线药水的异常。
2.抗蚀不良重现实验&层别对比测试实验流程:①投料工艺试板(以S02R4798P资料为模板)3块生产至图形电镀前暂停;②指定新图电线生产,以0.8ASD×10min、1.2ASD×10min、1.4ASD×10min三种镀锡参数分别生产(1块/挂,共3挂);③9点发测量抗蚀不良位置(SS面)锡厚;④碱性蚀刻后送至AOI扫描,确认并记录扫描和检验数据。
实验结果如下表:(层别对比镀锡参数、锡厚、锡缸号的关系)项目板号镀锡参数理论锡厚(um)实测锡厚(um)锡缸AOI扫描图示对比1 0.8ASD×10min 3.8 4.255 8# 报点:3过蚀:02 1.2ASD×10min 5.1 2.133 7# 报点:22过蚀:203 1.4ASD×10min 6.65 4.983 7# 报点:4过蚀:0从实验结果可得,①编号1和3板件蚀刻后无过蚀异常,编号2板件存在过蚀刻异常;②1号板件爱你锡厚比理论锡厚大0.455um,2号板件锡厚比理论锡厚小2.97um,3号板件锡厚比理论锡厚小1.67um;③比理论锡厚小的板件在同一锡缸(7#锡缸)生产。
A计划 PCB、FPC不良流出分析改善报告(客服报告)

AOI程式制作
10
Confidential
SINTAI Photonics
ASIA 三、设计错误流出改善 2、派员进驻广通学习,并将客户需求转达厂内。学习计划如下表
11
Confidential
SINTAI Photonics
ASIA 四、检验人员漏失流出改善 1、对IPQC、FQC、OQC人员按PCB/FPC经验划分,如下表
12
Confidential
SINTAI Photonics
ASIA 四、检验人员漏失流出改善
2、改善对策 2-1、人员检板能力改善 (1)对新进人员教育训练,新进人员进厂一个月后必须 要通过人员检板能力考核后,方可持证上岗
(2)制定年度人员检板能力考核计划,每季度考核一次
(3)因制程需要导致人员岗位变动时,其新增之检板人 员亦须进行检板能力考核,杜绝任何检板人员未经考核就 上岗的现象发生 (4)目前采用暂时对策为:新进员工检验完毕后,由老 员工抽检
累计百分比 120.00% 90.00% 100.00% 100.00% 80.00% 60.00% 40.00% 20.00% 0.00%
PCB经验2个月以下 PCB经验2个月——4个月PCB经验4个月——1年
PCB经验1年以上
由上图可知,PCB/FPC经验在4个月以下的新进人员占约80%, 新进人员较多,造成检验人员漏失流出
ASIA
信泰光电科技(上海)有限公司 FPC事业部
A计划系列PCB/FPC 不良流出分析改善报告
报告人:品保部 肖建峰
制作日期:2007年9月3日
1
Confidential
SINTAI Photonics
ASIA 目录
镀锡板表面点状缺陷的分析与改进

210管理及其他M anagement and other镀锡板表面点状缺陷的分析与改进肖同达1,孔勇江1,谢 辉1,马 赟2(1.宝钢股份武钢有限炼钢厂,湖北 武汉 430080;2.武钢新日铁(武汉)镀锡板有限公司,湖北 武汉 430080)摘 要:镀锡板表面存在针尖大小的点状缺陷,该缺陷在带钢表面的分布有随机性,通过JSM-6610型扫描电镜和能谱仪对缺陷部位进行微观分析,发现结晶器内钢液卷渣是导致镀锡板表面点状缺陷的主要原因。
通过对浸入式水口插入深度、氩气流量及保护渣的理化指标等进行优化,镀锡板表面点状缺陷发生率降低了95%。
关键词:镀锡板;保护渣;点状缺陷;钢质夹杂中图分类号:TG115 文献标识码:A 文章编号:11-5004(2020)10-0210-2收稿日期:2020-05作者简介:肖同达,男,生于1986年,汉族,湖北武汉人,本科,工程师,研究方向:钢铁冶金。
镀锡板也叫“马口铁”,主要用于食品罐及饮料罐等包装行业,钢基板表面缺陷及内部细小的夹杂在成罐过程及罐装食品保存过程中,会形成冲压开裂和腐蚀孔洞,从而导致漏液[1]。
实际生产过程中镀锡板常会出现一种点状缺陷,严重影响了镀锡板的表面质量及使用性能,造成批量改判。
通过JSM-6610型扫描电镜和能谱仪对缺陷部位进行分析,发现缺陷部位存在O、Al、Si、Na、F、Ba 等元素,因为含Na、F 等结晶器保护渣指向性元素,判断该缺陷是钢基板遗传而来的,因此对钢质夹杂引起的点状缺陷机理进行了综合性分析和改进。
1 缺陷形貌及试验方法1.1 点状缺陷宏观形貌该类型缺陷在镀锡板及原板上表现为针尖大小的黑点,部分缺陷表现为沿轧制方向两个间隔的黑点,如图1(a)所示;部分缺陷表现为沿轧制方向一个椭圆形白斑,白斑的顶部或中间位置有一个黑点,如图1(b)所示;还有一种点状缺陷形貌表现为小白点,在日光下不易观察到,但在表面检测频闪仪下观察比较清晰,主要发生在高锡板表面,如图1(c)所示。
镀金板焊锡不良改善措施
TO:生产线各工序CC:生产/刘经理、厂务/刘经理、市场/尹经理FM:王登卫DATE:2005/4/19主题:有关镀金板焊锡不良的改善措施近段时间,我司生产的301系列镀金板,客户投诉焊锡不良、不好上锡,焊接过程中有焊盘脱落品质问题,为保证生产品质,请生产线各工序团结协作,严格按以下规范进行操作。
一、图形电镀1、图形转移后的电镀金板,IPQC检验合格后,图形电镀前保证铜面无氧化,如板面氧化面积超过5%,一律返洗。
2、化学实验室按分析频率每4小时对除油、微蚀活化药水成份进行分析,根据分析结果,及时调整药水。
3、每周对镀铜、镀镍缸以-电流密度,瓦楞形不锈钢板电解处理8小时以上,以消除重金属污染,保证铜镀层、镍镀层纯度。
4、每周清洗镀铜、镀镍缸过滤棉芯一次,每半月更换棉芯一次,每半月用活性炭滤芯过滤4小时,然后再换回棉芯,棉芯使用前用50℃-60℃热DI水浸泡15至30分钟除胶。
5、每班图电生产前,用百洁布清洁镀铜,镀镍缸阴极杆,保证无氧化、药水结晶,导电良好。
6、镀镍电流密度18-23ASF,电镀时间15-20分钟,保证镍镀层厚度达3-5微米。
7、每班更换镀镍后两道水洗,镀金前、后水洗,镀镍后第一时间镀金,以防止镍面钝化,电金不良。
8、镀金电流密度-,电镀时间30-50秒,保证金镀层厚度达到-微米,每250安培分钟补加10g金盐,同时补加10ml LH903R补充剂。
9、印制板镀镍后,镀金前一定要彻底清洗,防止将镀镍液带入镀金液,保证金镀层纯度。
金板蚀刻后10分钟内必须用3-5%柠檬酸或盐酸浸洗吹干,烘干前按日保养要求对10、磨板机进行保养,清洁吸水海棉,更换水洗缸水。
二、图形转移1、每班对磨板机按日保养要求进行保养,更换各水洗缸水,清洁滚轮、风刀、吸水海棉,保证丝印阻焊前金面无氧化、污染。
2、IPQC检验合格的镀金板,4小时内必须完成丝印阻焊,最长不超过8小时,网印后的金板,12小时之内必须完成曝光显影,控制好丝印环境,温度小于等于25℃,湿度50-60RH。
电镀溶蚀异常报告(修改后)

电镀溶蚀异常报告一、背景电镀二铜线在近两日(3月14日与15日)突然出现多个料号孔环严重溶蚀不良率达到100%几乎所有料号都有问题,在完成SES后导致生产板因溶蚀而报废。
为解决该问题,联系供应商来厂服务并查找真因。
二、问题描述与分析:2.1问题描述从以上图片可以看到溶蚀只是发生在独立孔环上,而线路上则没有。
通常溶蚀问题会在厚铜板(1OZ,2OZ)和独立线(独立孔环)表现较为频繁,而目前产线上的溶蚀问题板则出现在1/3OZ的手机板上,与以往出现的溶蚀截然不同。
2.2溶蚀分析(鱼骨图)三、现场排查与分析3.1现场排查3.2分析经过对产线上的各项检查发现有以上(鱼骨图)中的四项有可能影响到溶蚀:1. B液泵浦在13日的时候出现过故障。
(停止自动补加约1天)B液大约少补加了20L,维修在处理OK后已经将少补加的B液安排人员手动补加,并且打槽片颜色较为正常(供应商在来厂后也经过确认光剂含量基本正常)2.竞铭锆篮使用4个月后锆篮腐蚀严重(腐蚀后锆篮比样品轻了80克)腐蚀锆篮称重:0.505kg正常锆篮样品是0.585kg 3.来料光剂颜色异常左边透亮的为正常颜色,右边浑色为异常4.锡槽在3月份有发槽液给供应商,但是供应商只能以烧杯试验的结果大概了解四价锡是否偏高附件为药水商经过烧杯试验发过来的相关数据四、更槽后生产与问题跟进4.1更槽后生产状况由于溶蚀造成的生产停产,在供应商没有提供有效的方法后,经过多方(生产、品质、工艺和供应商)决定对锡槽药水进行更槽,以便立即生产,缓解产线塞车的状况。
在完成更槽和锡槽拖缸后,产线在未更改任何镀锡参数和设备条件的状况下将之前的溶蚀料号进行返镀锡和试生产都未发现有溶蚀;但是当产线正常生产到第三天时,溶蚀问题又出现并且与更槽前的溶蚀有一定的区别的问题见下图片:更槽后的溶蚀较之前的相比有很大不同主要是发生的位置发生了变化,后续溶蚀在非高电位区域也出现了,溶蚀的不良相对于更槽前降低了很多,不良率在10%左右。
化金板上锡不良改善报告(2011-12-23)

1、 上锡不良案例
1.1、8—12 月份上锡不良统计
月份
8月
上锡不良(件)
1
9 月 10 月 11 月 12 月(截止 12 月 23 日)
6
5
5
1
上锡不良
8
6
件数
4
2பைடு நூலகம்
0
8月
9月
10月
11月
12月
月份
不良
9—11 月上锡不良投诉明显增多
案例 1。2、客户投诉上锡不良典型案例如下
1。2.1 不熔金、缩锡发黑案例
5。5.1.分别用 120L M 及 120L M+7L B 两种开缸方式试做 2SET 实验板,外发进行 EDS&SEM 分析;
5。5。2.分析结果具体如下:
开缸方式
120L M 开缸
120L M+7L B 开缸
类别
镍层 SEM
镍层 P 含量
7。82%
8.06%
试验
Na2HPO2
23g/l
28 g/l
跟进 5.5。3。通过以上结果对比可知,提高开缸时 Na2HPO2 浓度可以略微提高镍层磷含量,从 SEM 图也再
次验证磷含量越高耐腐蚀性越好。
5。6。客户端验证试验
5。6.1。取客户端投诉 23601 氧化严重报废之板 30SET 到客户端印锡膏直接过炉,炉后有 1SET 轻微不熔
金;
5。6.2。做 13PCS 19596(表面处理做成化金)实验板,其中 1PCS 印锡膏后立即过炉,剩余 12PCS 印
3.2.3.客户端炉温不稳定、reflow 未充氮气等都会造成上锡不良。
4。不良问题跟踪 4。1.上文提到的 3.1.1 及 3.1。2 在之前的上锡不良改善方案中早有要求,各部门必须严格按章操作。 4。2 化金线保养不到位,并不是化金未做保养,而是在酸碱泡或换槽时未用扫把或碎布彻底清洗槽壁污垢,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
抗蚀不良异常改善报告
单位:四川超声印制板有限公司部门:工艺部姓名:白千秋
一、问题描述
2016-11-26,生产编号为S02R4798P的产品在新图电线生产后碱性蚀刻过程中出现焊盘(非孤立焊盘)抗蚀不良异常,产品总数:1块,不良数:1块,不良率100%。
缺陷分布位置:SS面孔焊环
二、临时对策
1.过蚀板件按照品质要求判定报废处理;--AOI扫描检验确定2016-11-26
2.板件补料前优化镀锡电流参数,增加镀锡厚度,增强抗蚀能力:由“1.2ASD×10min”
临时优化为“1.4ASD×10min”--白千秋2016-11-26 对策有效性确认:补板AOI扫描检验数据无过蚀及其他异常,合格率100%;
三、原因分析
1.生产信息查询:
①2016-11-26生产,镀锡电流参数1.2ASD×10min,镀锡缸号:7#
②生产Mapping:查询异常产品前后嫌疑批次,AOI扫描检验数据无过蚀刻异常,故可
以排除镀锡药水及碱性蚀刻线药水的异常。
2.抗蚀不良重现实验&层别对比测试
实验流程:
①投料工艺试板(以S02R4798P资料为模板)3块生产至图形电镀前暂停;
②指定新图电线生产,以0.8ASD×10min、1.2ASD×10min、1.4ASD×10min三种镀锡参数分别生产(1块/挂,共3挂);
③9点发测量抗蚀不良位置(SS面)锡厚;
④碱性蚀刻后送至AOI扫描,确认并记录扫描和检验数据。
实验结果如下表:(层别对比镀锡参数、锡厚、锡缸号的关系)
项目板号镀锡参数理论锡厚
(um)
实测锡厚
(um)
锡缸AOI扫描图示对比
1 0.8ASD×
10min 3.8 4.255 8# 报点:3
过蚀:0
2 1.2ASD×
10min 5.1 2.133 7# 报点:22
过蚀:20
3 1.4ASD×
10min 6.65 4.983 7# 报点:4
过蚀:0
从实验结果可得,①编号1和3板件蚀刻后无过蚀异常,编号2板件存在过蚀刻异常;
②1号板件爱你锡厚比理论锡厚大0.455um,2号板件锡厚比理论锡厚小2.97um,3号板件锡厚比理论锡厚小1.67um;③比理论锡厚小的板件在同一锡缸(7#锡缸)生产。
小结:初步怀疑7#锡缸整流器实际输出电流比设置值偏小,导致SS焊锡面孔环抗蚀不良。
对7#锡缸电流进一步测量确认如下:
小结:7#镀锡缸B面(SS焊锡面)整流器实际输出电流确实比显示值偏小,导致S02R4798P 板件镀锡厚度不足(<3um)造成抗蚀不良异常。
3. 5why分析(找出根本原因)
Why1:为什么S02R4798P产品焊锡面抗蚀不良?
Anser1:焊锡面镀锡厚度不足(<3um),导致抗蚀不良;
Why2:为什么焊锡面镀锡厚度不足?
Anser2:因为生产中7#镀锡缸B面整流器实际输出电流比显示值小,误差比约为-9.03%
Why3:为什么整流器实际输出电流比显示值小而未被发现或重视?
Anser3: ①8、9、10月份因测试日期新电镀线正好生产平板电镀,故未对新线锡缸进行测试监控。
②判异标准不合适:镀锡整流器电流误差比标准(±10%)不能满足目前镀锡产品锡厚要求。
四、长期改善措施
1.更换新电镀线7#锡缸B面整流器;--- 汪成虎2016-11-30 已完成
2.优化电流实测记录表,增加项目:测试人、判异标准、维修记录、确认人;
--- 汪成虎/白千秋2016-12-1 已完成3.镀锡缸整流器电流误差比标准(±10%)变更为-5/+10%(测试记录表修改)
--- 汪成虎/白千秋2016-12-1 已完成
五、预防措施(举一反三)
1.全面测量图形电镀线镀锡缸整流器的实际输出电流与显示值的误差比,判定其是否符合新的标准规范,若存在异常,则及时维修或更换。
--- 汪成虎/李正2016-12-1 已完成
2.每月整流器电流测试数据及维修结果需发至工艺部相关负责人确认。
--- 汪成虎/白千秋2016-12-1 已宣导3.镀锡缸整流器电流误差比新标准:-5/+10%推广至所有镀锡缸整流器电流标准,并体现在《电镀整流机电流实测记录》中。
--- 白千秋2016-12-2
六、效果确认及标准化
➢效果确认:
1. 更换新电镀线7#锡缸B面整流器后,实际输出电流与显示值电流误差比约为4.5%,符合判定标准-5/+10%,措施有效。
测试数据如下:
更换前:
更换后:
2.更换新整流器后,试板重复验证:生产编号S02R4798P,数量6块,以0.8ASD×10min、1.2ASD×10min、1.4ASD×10min三种镀锡参数生产,对比板件锡厚和AOI扫描数据,未发现抗蚀不良异常,证明措施有效。
具体验证数据如下:
➢措施标准化
1.将电镀线整流器测量要求、判定标准及测量频率标准化至《新电镀生产操作工作指示》中。
--- 白千秋2016-12-30 2.优化《电镀整流机电流实测记录》,并作为以后测量电流的标准化记录表格。
--- 汪成虎/白千秋2016-12-2 七、附件数据(9点法)
平均值 4.255 平均值 2.133 平均值 4.983
SS焊锡面:
2.更换新电镀线7#锡缸整流器后,有效性验证测试:镀锡厚度数据如下:
电镀上板方式:有效性验证AOI扫描数据:。