一种夹紧油缸的故障诊断及改进方法
油缸修复写维修报告

油缸修复写维修报告
维修报告:
修复日期:2022年10月15日
修复地点:XXX机械工厂油缸区域
问题描述:
在进行例行检查时,发现油缸存在漏油现象,导致机械工作时润滑不足,影响工作效率。
经过仔细检查,发现油缸密封圈损坏严重,造成漏油情况。
维修过程:
1. 清洁工作区域:
在开始维修之前,先将油缸周围的油污清洗干净,以确保维
修操作的安全性和高效性。
2. 拆卸油缸:
首先,将机械设备的动力关闭,并确保油液完全排空。
然后,使用适当的工具拆卸油缸,小心处理油缸内的油液以避免污染。
3. 更换密封圈:
将损坏的密封圈取下,并清洁密封圈座位以确保粘附表面的
光滑度。
然后,安装新的密封圈,并使用适当的工具确保安装平整,避免未来的漏油问题。
4. 维修测试:
完成密封圈更换后,重新组装油缸,并将油液回注至适当的
液位。
随后,使用动力启动机械设备,进行维修测试。
测试过程中,注意观察油缸是否有漏油现象,并确保油缸的正常运作。
维修结果与建议:
经过以上维修操作,成功修复了油缸漏油问题。
在测试阶段,油缸表现正常,没有发现任何漏油迹象。
建议在日常使用中,对机械设备进行定期的检查和维护,以保持油缸的正常工作状态并延长其使用寿命。
总结:
本次油缸的修复工作顺利完成,成功解决了漏油问题。
感谢使用我们的维修服务,如有任何问题,请随时联系我们。
我们将竭诚为您提供高品质的服务和支持。
维修人员签名:。
多刀半自动液压车床夹紧油缸机构的改进
! ! =! 墨 三
C N4l—l 4 /l l8 - : H
轴承
B a ig 2 0 N . e r l 0 7。 o 4 I
2 0 年4 0 7 期
2 2 2、 6
多刀半 自动液 压车床夹 紧油 缸机构 的改进
魏 东‘刘丽红‘宋晓峰b 李佳 明 , , ,
收稿 日期 :0 6—1 20 2一l ; 回日期 :0 / 0 l修 20 - 1一l 5
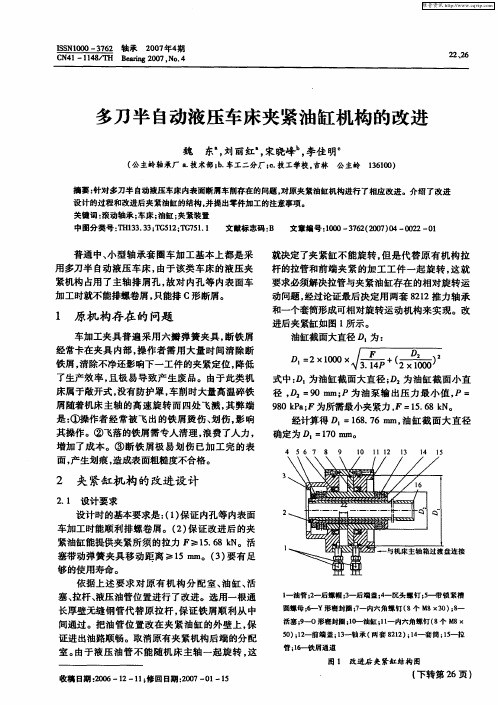
l —油管 ;—后 螺帽;—后端盖 ;一沉头 螺钉 ;—带锁 紧槽 2 3 4 5
圆螺母; _ 6. . Y形密封圈 ; 内六 角螺钉 ( 7 一 8个 M 3 ) 8 8x 0 ;一 活塞 ; 9 —0形密封圈 ; —油缸 ;l 内六角螺钉 ( 个 M × l O l一 8 8 5 ) 1—前端 盖 ;3 o ;2 l 一轴承 ( 两套 8 1 ) 1—套 简 ;5 2 2 ;4 1—拉 管 ;6 l —铁屑通道
公 主蛉 16 0 ) 3 10 ( 公主蛉轴承厂 a 技术部 .. . b 车工二分厂 ;. c 技工学校 。 吉林
摘要 : 多刀半 自 针对 动液压车床 内表面 断屑车削存在的问题 。 夹紧油缸机构进行 了相应改进 。介 绍 了改进 对原
设计的过程和改进后夹 紧油缸的结构 。 并提 出零件加工的注意事项 。 关键词 : 动轴 承 ; 滚 车床 ; 油缸 ; 紧装置 夹 中图分 类号 :H 3 . 3 T S 2 T 7 1 1 T 13 3 ; G 1 ;G 5 . 文献标志码 : B 文章编 号 : 0 1 0—36 ( 07 0 O2 0 0 7 2 2 大 直径 ; 为 油 缸 截 面 小 直 D。 D:
径 ,2 9 D = 0姗 ; P为油泵输 出压力 最小值 , P= 90k aF 为所需 最小夹 紧力 。 8 P ; F=1.8k 。 56 N
夹紧缸故障分析及液压系统改进

夹紧缸故障分析及液压系统改进作者:侯强民袁凯时王燕妮来源:《中小企业管理与科技·中旬刊》2014年第07期摘要:本文对陕西龙门钢铁公司西安轧钢厂中精轧夹紧缸故障原因进行了分析,提出了液压系统的改进方法,取得了很好的效果,产生了一定的经济效益和社会效益。
关键词:液压夹紧系统改进0 引言陕西龙钢公司西安轧钢厂生产线连轧部分有12架轧机,中轧部分6架轧机,每架轧机装配有3台夹紧缸,精轧部分6架轧机,每架轧机装配2台夹紧缸,用来对轧机进行夹紧。
夹紧缸采用碟簧预夹紧式,夹紧力依靠碟簧预压力提供。
但在使用的过程中,常发生碟簧破碎现象,对生产的正常进行造成一定的影响。
本文通过对碟簧破碎原因进行分析,提出了对夹紧回路进行改进的方法,并在改进后取得了较好的效果,产生了较好的经济效益和社会效益。
1 中精轧液压系统原理1.1 中精轧液压系统原理西轧厂中精轧液压系统(图1),是由两台液压泵(一用一备)作为动力元件,控制元件由插装式单向阀,调压阀组成。
附件由过滤器、压力表、液位计、液位发讯器、加热器、压力控制器,以及一台循环泵等组成,起到保护系统、控制油温和过滤油液等作用。
执行元件由12台平移液压缸和30台夹紧缸组成,平移缸用来对轧机进行横向移动,和在换辊时推出或移进换辊小车,夹紧缸对轧机进行夹紧,使轧机在轧钢过程中固定不动。
1.2 中精轧夹紧缸结构龙钢西轧厂夹紧缸采用碟簧预夹紧结构,如图2所示,碟簧型号为AI160*81.2*10*13.5 GB1972-80,碟簧的极限行程h0=3.5mm,工作载荷Ff=138.3kN,每台夹紧缸装配碟簧24片。
活塞直径为180mm,活塞杆直径110mm。
在平时的夹紧过程中,活塞在碟簧预紧力的作用下,把活塞向前推出,使轧机处于夹紧状态;需要松开轧机时,打开液压阀,活塞在液压力的作用下,会向后移动,收回活塞杆。
1.3 中精轧夹紧缸工作方式龙钢西轧厂中精轧夹紧缸安装在轧机底座上(图3),夹紧缸功能是在轧钢的过程中对轧机进行夹紧,使轧机不能横向移动,换槽换辊时松开轧机,利于轧机平移。
设备油缸维修方案
设备油缸维修方案设备油缸在设备的工作中扮演着重要的角色,一旦出现故障就会影响设备的正常使用。
因此,油缸维修是保障设备正常使用及其安全性的重要措施。
为此,我们提供以下设备油缸维修方案,供大家参考。
1. 故障诊断在进行油缸维修之前,首先需要进行故障诊断,确定油缸故障类型,并才能进行相应的修复操作。
以下是常见的油缸故障类型:1.1 油缸液压系统漏油油缸液压系统漏油是油缸故障中最常见的一种类型。
漏油原因可能是密封件老化、磨损或者损坏,也可能是油管接头密封不良等因素。
其表现为:•油缸内压力不稳定•油缸底部出现油迹或油渍•油缸上部或侧面有油迹或油渍1.2 油缸内部损坏油缸内部损坏比较常见的情况有缸筒磨损,活塞头磨损等。
这些情况会导致油缸内部不工作、漏油等问题。
1.3 液压系统堵塞液压系统堵塞通常是因为油缸内部的异物、污染物或沉淀物造成的。
这种情况会导致油缸不动或者运动缓慢。
2. 维修方案在确定油缸的故障类型后,可以根据故障情况进行相应的维修操作。
以下是针对不同故障类型的维修方案:2.1 油缸液压系统漏油维修方案2.1.1 更换密封件如果油缸的液压系统出现漏油情况,则可以尝试更换密封件。
更换密封件时,首先需要确认密封件型号,然后按照相关要求进行更换。
在更换密封件之前,需要清洁油缸内部,以免油缸污染。
2.1.2 更换油管接头油管接头老化或者磨损也会导致液压系统漏油,此时可以更换油管接头。
更换前需要确认接头型号,然后关闭液压系统并拆除原接头,再根据要求安装新接头,测试确认漏油状况是否得到改善。
2.2 油缸内部损坏维修方案2.2.1 更换缸筒如果油缸的缸筒磨损严重,影响其正常使用,将需要更换缸筒。
更换前需要确认缸筒型号,并拆除原缸筒,然后根据要求组装新缸筒。
2.2.2 更换活塞头如果活塞头损坏严重,也需进行更换。
更换活塞头前需要确认活塞头型号,并拆除原活塞头,再根据要求组装新活塞头。
2.3 液压系统堵塞维修方案2.3.1 清洗清洗油缸是解决液压系统堵塞问题的基本步骤。
龙钢西轧厂精轧机夹紧故障分析及改进

该 条 生 产 线 精 轧 部 分 共 有 6架 轧 机 组 ,均 为 闭 口 式轧 机 。 在 轧钢 的 过 程 中 , 需要 用 夹 紧 缸 对 轧机 进 行 夹 紧 , 避 免 轧 机 横 向移 动 造 成 废 钢 事 故 。本 文 通 过 对 精 轧 机 夹 紧 故 障进 行 分 析 , 提 出 了对 夹 紧缸 安装 方 式 进 行 改进 的方 法 , 并在改进后取得 了 较 好 的效 果 , 产 生 了较 好 的 经 济 效 益和 社 会 效 益 。
当轧机移 动时 , 我们将换 辊小车和轧机 连锁 , 就 可 以 利 用
换 辊 液 压 缸 来进 行轧 机 平 移 。
在轧钢 的过程 中, 禁 止 轧机 移 动 , 以避 免 轧 制 过 程 中 的 废 体做 法为 , 在轧机两侧 位于盖板上 部部位焊 接承压条 , 然后 在 钢事故 , 所 以轧 钢 过 程 中 , 我们用 夹紧缸把轧机夹紧 ( 图1 ) , 使 轧 机 底 座 上 制 作 安 装 夹 紧缸 底 座 ( 图4 ) , 使 夹 紧 缸 活 塞 杆 压 紧
企业导报
2 0 1 5年 第 1 1 期
龙钢 西轧厂精轧机 夹紧故障分析及改进
口 魏亚 娟 袁凯 时 王亚Fra bibliotek ( 陕 西 龙 门钢 铁 有 限 责 任 公 司 , 7 1 0 0 2 1 ) 摘 要: 本 文 对 陕 西龙 门钢 铁 公 司 西安 轧 钢 厂 精 轧 机 夹 紧故 障 的原 因进 行 了分析 , 提 出 了对 夹 紧缸 改 进 的 方 法 , 取 得 了很 好
离可达 l O 一5 O mm, 通 常称 为 轧 机 跑 偏 现 象 。 这 是轧 钢 机 生 产 过 承压条和 活塞杆斜 面磨损后 , 减 小调整垫板 厚度, 就可 以继 续 程 中经 常 发 生 的 状 况 , 频率可达每月 3 0 ~ 5 0次 。 跑偏 故 障 发 生 对 承 压 条 进 行 夹 紧 。为 增 加 底 板 刚性 , 在 地 板 下 面 焊 接 两 块 立
油缸故障现象及排除方法

油缸故障现象及排除方法油缸故障是指油缸在运行过程中出现的问题,可能导致机器不能正常工作。
下面将介绍几种常见的油缸故障现象及排除方法。
一、油缸无法正常运行1.故障现象:油缸无法启动或不能运行;排除方法:检查油缸是否有足够的油液;检查油缸的电源是否正常;检查油缸的线路连接是否良好;检查油缸是否有堵塞或损坏的部件。
2.故障现象:油缸运行缓慢或没有力量;排除方法:检查油缸是否有足够的压力;检查油缸的油液是否干净,并根据需要更换或清理油液;检查油缸的活塞是否有损坏或磨损的部分;检查油缸的密封件是否有漏油现象。
二、油缸漏油1.故障现象:油缸漏油;排除方法:检查油缸的密封件是否有损坏或磨损,如有需要更换密封件;检查油缸的表面是否有划痕或擦伤,如有需要进行修复或更换油缸。
2.故障现象:油缸连接处有油污;排除方法:检查油缸的连接处是否有松动,如有需要紧固连接处;检查油缸的连接处是否有损坏或磨损的部分,如有需要更换连接处的密封件;清理油污。
三、油缸异响1.故障现象:油缸运行过程中出现异响;排除方法:检查油缸的润滑是否足够,如有需要加注润滑剂;检查油缸的各个连接处是否松动,如有需要紧固连接处;检查油缸的活塞和缸体是否有磨损的部分,如有需要进行修复或更换油缸。
2.故障现象:油缸工作过程中出现冲击感;排除方法:检查油缸的进油量是否过大或过小,调整进油量;检查油缸的阻尼器是否正常,如有需要进行调整或更换阻尼器。
四、油缸卡住或卡死1.故障现象:油缸在运行过程中卡住或卡死;排除方法:检查油缸的润滑状况,如有需要加注润滑剂;检查油缸的活塞和缸体是否有明显的磨损,如有需要进行修复或更换油缸;检查油缸的密封件是否良好,如有需要更换密封件。
2.故障现象:油缸在运行过程中卡住或卡死,并发出异常响声;排除方法:检查油缸的润滑状况,如有需要加注润滑剂;检查油缸的连接处是否紧固,如有需要紧固连接处;检查油缸的密封件是否有损坏或磨损,如有需要更换密封件。
车床夹紧油缸分油器的设计改进

将 外套 1 内部 腔 体 分为 上 油 腔5 和下 油 腔6 。在 芯轴
2 2
内 燃 机 与 配 件
21 第 1 0 2年 0期
2 的侧 边 设 有 垂 直 于 端 面 的第 一 分 油 轴 : 7 中部 f , L 设有 垂 直 于端 面 的第 二 分 油 轴 孔 8 .芯 轴 2 的侧 面 上设 有 与 第 二 分 油 轴 孑 8 通 的第 一 分 油 孔 9 L相 和第 二分 油 孔 l 。在 外 套 1 O 上设 有 上 进油 孔 l 和下 进 油 1
2 、外套 内部设 有 环 状 凸 台 ,通 过设 在 凸 台上
油腔 5 和下 油腔 6 连 通 。在 芯轴 1 相 的上 端设 有 固定
盘 1 ,固定 盘 1 与 车 床 相 连 , 固定 盘 1 上 设 有 用 3 3 3 于 固定 的 螺 纹 孔 1 。在 轴 承 1 与 芯 轴 2 间设 有 4 5 之 “ Y”型油 封 1 , “ 型油封 l 与轴 承1 之 间设 有 7 Y” 7 5 隔垫 1 ,以保 留一 定 的挤 压力 。 8
普 通 中 、小 型 零 部 件 车 削 加 工 基 本 上 都 是 采 用 多 刀半 自动 液 压 车床 .加 工 过 程 中 ,零 件 加 工 时 间短 ,车 床 夹 紧装 置 频 繁 使 用 ,分 油器 中密 封 圈 经 常 磨 损 ,导 致 车 床 漏 油 。分 油器 的改 进 ,能 够有 效 的减 少车 床漏 油 ,减少 车床 日常维 护 。
孑 1 ,上 进 油 孔 1 和 下 进 油 孔 1 分 别 与 对 应 的 上 L2 l 2
夹 紧 工 件 和 松 开工 件 的工 作 需 求 :芯 轴 用 轴 承 固
定 、油 封 密封 ,固定 的稳 定 性 好 ,避 免 芯 轴 左 右 晃 动 ,减 少 芯轴 与 油封 之 间 的摩 擦 ,能 有 效 减 少 油 封磨损 和漏 油现象 。
TBM撑靴夹紧油缸损坏原因分析及应急修复——以N-J水电工程为例

关 键 词 :TBM;撑 靴 ;夹 紧 油缸 ;修 复 方案 ;N—J水 电 工程
中 图 法 分 类 号 :TK734 文 献 标 志码 :A
DOI:10.16232/j.cnki.1001—4179.2016.02.014
巴基 斯 坦 Neelum —Jhelum 水 电工 程 采 用 2台直 径 8.53 m 的开 敞式 TBM对 引水 隧洞 双线 洞部 分 洞段 进 行 掘 进 施 工 (设 备 编 号 分 别 为 ¥696、¥697),单 台 TBM计 划掘 进 11 km。TBM 一¥697在掘 进 约 4 km 时 撑靴 发生 故障 :当 TBM 换 步 时 ,撑 靴体 在 撑 靴水 平 油 缸收 回过 程 中不 能保 持竖 直状 态 ,上部 向外侧 偏斜 ,严 重时其 上 部突然 向外 倾倒 并伴 随有 异 响 。这种 现 象使 撑 靴体 法 兰 连 接 螺 栓 产 生 断 裂 进 而 导 致 其脱 落 的风 险 。
第 47卷 第 2期 2 0 1 6年 1月
文 章 编 号 :1001—4179(2016)02—0059—03
人 民 பைடு நூலகம் 江
Yangtze River
Vo1.47,No.2 Jan., 2016
TBM 撑 靴 夹 紧 油 缸 损坏 原 因分 析 及 应 急修 复
—
—
以 N—J水 电工 程 为例
撑 靴夹 紧油 缸是 通过油 缸底 座用 螺栓 固定在 撑靴
图 2 TBM 换 步 示 意
撑靴 的结 构设计 是基 于 多方 面考 虑 的 :首先 要 满 足 撑 靴 的正 确姿 态 ,同时 也要具 备一定 的偏 转 能力 ,以 适 应岩 面 与撑靴 的 良好 贴 合 ,更 好 地保 证 撑 靴 体外 弧 面与 岩面 的结合 以提供 足 够 的摩 擦 力 ;其 次 要 保证 换 步时撑 靴 平稳 。 由于撑 靴 体 自重较 大 ,再 加 上 推 进 油 缸 的部 分重 量 ,撑靴 体相 对 于水 平 油缸 球 铰 有 一个 较 大 的偏 转 力矩 ,因此 在撑 靴 内部 布 置 了 8个 撑 靴 夹 紧 油缸 。撑 靴夹 紧油 缸 的作 用是 为 了保 证撑 靴稳 定并 在 限定 的角 度范 围 内可 以适 应不 同 的角度变 化 。撑靴 夹 紧油 缸为 单作 用油缸 ,底 部进 油 ,当其工作 压力 超过 设 定 的安全 压力值 时 ,进 入 油 缸 内 的油 液 就会 通 过 溢 流 阀溢 流 ,油缸一 直处 于有 压工 作状 态 ,以保 持 撑靴 的正
UOE机组预弯边机夹紧梁快速油缸故障分析及处理
U OE机 组 预 弯 边 机 夹 紧 梁 快 速 油 缸
故 障 分析 及处 理
黄 杰 ,徐 根 涛
( 宝 山钢铁 股份 彳 丁 限公 司 钢 管事业 部 , 上海 2 0 1 9 0 0 )
摘
要 : 为 了提 高设 备 维护人 员的故 障判 断及 处理 的技 术 水平 ,减 少故 障处理 时 间 .针 对 U O E机
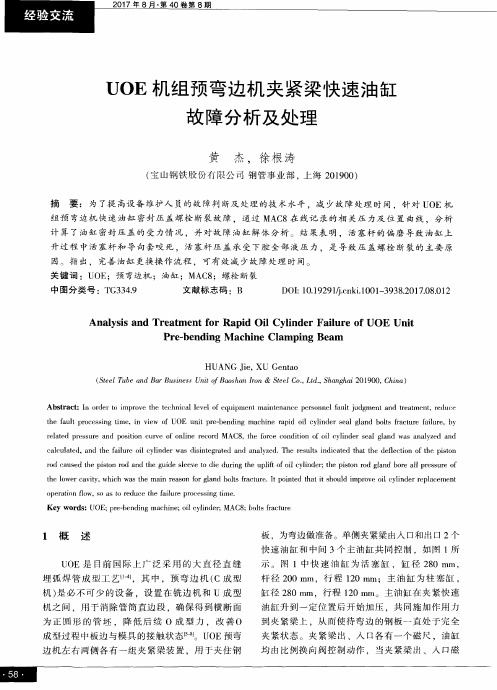
组预 弯边机 快 速 油缸 密封 压盖 螺栓 断裂故 障 ,通 过 MA C 8在 线记 录 的相 关压 力及 位 置 曲 线 .分析
计 算 了油缸 密封压 盖 的受 力情 况 ,并 对故 障 油缸 解体 分 析 。结 果表 明 ,活塞 杆 的偏 磨 导致 油缸 上 升 过程 中活塞 杆和 导 向套 咬死 ,活 塞杆 压 盖 承 受下 腔全 部 液压 力 ,是 导 致压 盖 螺栓 断 裂 的主要 原
因。指 出,完善 油缸 更换操 作 E ;预 弯 边机 ;油 缸 ;MA C 8 ;螺 栓 断 裂
中图分类号 :T G 3 3 4 . 9
文献标 志码 :B
D O I : 1 0 . 1 9 2 9 1 / j . c n k i . 1 0 0 1 — 3 9 3 8 . 2 0 1 7 . 0 8 . 0 1 2
液压机供锭夹持缸故障分析与改进
Analysis of bias load on punch in m ulti-- ram die forging W ANG Jinye,ZHAO W encheng,LI Jingsheng
摘要 :分析 了某厂液压机供锭 夹持 缸夹持铸锭松动原 因,发现夹持缸所选用 O形密封 圈压缩 率过 小 ,对此重新选用 了 O形 密封 圈,改进 了密封沟槽尺 寸,提 出了密封装置结构设计 时应结合实际工况 ,保 证密封 圈压缩率在合理 区间,同时 匹配设计 密封 沟槽 尺 寸 。 关键词 :O形密封圈;压缩率 ;密封 圈沟槽 中 图分 类 号 :TG315.4;TH136 文 献 标 识 码 :A DOI:10.16316 ̄.issn.1672—0121.2018.02.008 文 章 编 号 :1672—0121(2018)02—0037—03
[5] 郑彬彬 ,懂传 勇,薛 克敏 ,等.三通阀体多 向模锻工艺研究 [J】.精密成 形 工 程 ,2010,2(5):61—63.
[6] 吕 炎.精密 塑性体积成 型技术 【M].北 京:国防工业 出版 社,2003:
[7】 Zhang Y C,Fu X B,Zhang,F L.Temperature field detection
1 问题 提 出
某 厂 液 压 机 供 锭 夹持 缸 液 压 回路 如 图 1所 示 。 当电磁 换 向 阀 4左 位接 入 回路 时 ,液 压 泵 1输 出的 压力 油 进入 夹持 缸 7的活塞 腔 ,活塞 前进 ,当活 塞 杆
油缸故障现象及排除方法

液压缸的常见故障及排除方法
故障现象
产生原因
排除方法
爬
行
1.外界空气进入缸内。
2.密封压得太紧。
3.活塞与活塞杆不同心,活塞杆弯曲。
4.缸筒内壁拉毛,局部严重磨损或腐蚀。
5.安装位置有偏差。
6.双轴活塞杆两端螺母拧得太紧。
1.设排气装置或开动系统强迫排气。
3.检查伤痕状态
4.相对于使用条件,采用合适的密封件
5.装好密封件
6.检查并拧紧
其
他
1.安装环.耳轴等处的轴承部分的伤痕.咬死.裂纹
2.活塞杆头部的螺纹不好
3.管路安装偏斜引起缸变形
4.外部的异常负载引起活塞杆弯曲
5.由于高压引起液压缸变形
1.对强度是否满足要求.是否有污物引起等进行检查
2.检查负载条件和安装条件
3.小型液压缸发生这种情况较多,对管路安装进行检查
4.设计失误或活塞杆强度不足
5.特别高的压力易引起液压缸的歪斜(强度不足或使用失误)
2.镗磨修复缸孔径,重配活塞
3.放松密封,校直活塞杆
4.检查温升原因,采取散热措施,如间隙过大,可单配活塞或增装密封环
5.检查泵或调工控制阀
外泄漏
1.活塞杆表面损伤或密封圈损坏,造成活塞杆处密封不严
2.管接头密封不严
3.缸盖处密封不良
4.安装螺钉不良
5.放气孔处的密封不好
1.检查并修复活塞杆和密封圈
2.检修密封圈及接触面
3.检查并修整
4.检查安装螺钉的松动情况
5.取下检查后,密封好
内部泄漏
1.活塞杆有挠曲现象
2.偏载引起的密封件磨损
油缸任意位置准停方式及故障分析

油缸任意位置准停方式及故障分析油缸是一种用来储存各种液体的容器,在一些情况下需要对油缸进行准停操作。
油缸的准停方式有很多种,可以根据具体的需求和情况进行选择。
首先,可以使用手动刹车方式来准停油缸。
这种方式适用于油缸比较小且操作人员方便接近的情况下。
通过手动刹车杆或手轮来操作刹车装置,使油缸停止在所需的位置。
这种方式简单易操作,但需要人工参与且较为费力。
其次,可以使用机械刹车方式来准停油缸。
这种方式适用于大型油缸或需要长时间保持在一些位置的情况。
机械刹车装置可以通过螺旋、齿轮等机械原理来固定油缸的位置,使其准确停在所需的位置。
这种方式相对稳定可靠,但需要较多的机械部件和维护。
另外,还可以使用液压刹车方式来准停油缸。
这种方式适用于需要高精度控制的情况,比如工业生产线上的自动化设备。
通过控制液压系统中的压力和流量来实现油缸的准停,可以精确控制油缸的位置和速度。
这种方式具有较高的精度和可靠性,但需要配备液压系统和相应的控制器。
除了准停方式,油缸在使用过程中可能会发生各种故障,需要及时排除。
常见的故障包括漏油、泄露、密封失效等。
首先,漏油是指油缸内的液体泄露到外部环境中,可能是由于密封件老化或损坏导致的。
解决这个问题可以更换密封件,确保密封性良好,也可以加强维护,定时检查和更换密封件。
其次,泄露是指油缸外部的液体进入到油缸内部,可能是由于管道连接不严密或管道损坏导致的。
解决这个问题可以检查并重新连接管道,确保连接紧密,也可以更换损坏的管道。
此外,油缸的密封件失效也是常见的故障,导致液体泄露或进入不到所需的位置。
解决这个问题可以更换密封件,确保密封效果良好,也可以定期检查和维护密封件,保持其良好的工作状态。
综上所述,油缸的准停方式有多种选择,可以根据实际需求和情况来选择合适的方式。
同时,在使用油缸过程中,需要对可能出现的故障进行预防和及时处理,保证油缸的正常运行和准确停止。
干熄焦APS夹紧装置故障分析
干熄焦APS夹紧装置故障分析干熄焦APS夹紧装置是燃气发生器的关键部件之一,主要用于控制干熄焦系统中的CO 和烟气排放。
在使用过程中,如果出现故障,会直接影响燃气发生器的工作效率和生产质量,因此需要对故障进行分析和处理。
一、故障现象及分析1. 夹紧柱异常。
在进行夹紧操作时,夹紧柱可能会出现异常情况,比如无法转动或无法定位,这种情况通常是由于夹紧柱表面磨损或油膜压力不足所致。
解决方法是更换夹紧柱或增加油膜压力,确保夹紧柱能够正常运转和定位。
2. 液压系统泄漏。
如果发现液压系统存在泄漏现象,需要立即停机检查并处理。
液压系统泄漏的原因可能有多种,如密封件磨损、油管接头松动等。
处理方法是更换磨损的密封件,固定油管接头,确保系统密封性良好。
3. 液压油温过高。
液压油温过高会导致夹紧系统工作不稳定,甚至出现失效。
通常情况下,液压油温过高的原因是液压油循环不畅或液压油不足。
解决方法是检查液压管路是否有异物阻塞,调整液压油的循环流量或增加液压油的供应量。
4. 遥控系统失灵。
如果遥控系统出现失灵,需要立即停机排除故障,否则可能会导致夹紧系统的故障和工作失常。
遥控系统失灵的原因可能是遥控控制器电路出现故障或接线不良。
解决方法是检查电路连接是否牢固,修复或更换故障的遥控控制器。
5. 夹紧力不足或过大。
如果夹紧力不足或过大,可能导致夹紧装置无法正常工作。
夹紧力不足的原因可能是液压系统故障或夹紧柱表面磨损,解决方法是修复液压系统或更换夹紧柱。
夹紧力过大的原因可能是控制阀调节失误,解决方法是重新调节控制阀。
二、故障预防和维护措施为了避免干熄焦APS夹紧装置出现故障,需要采取一些预防和维护措施,如:1. 定期检查夹紧柱表面状态和夹紧力的大小,及时保养和更换。
2. 定期检查液压油温度和油面高度,及时补充液压油或更换液压油。
3. 定期检查遥控系统电路是否连接紧固,发现故障及时修复或更换遥控控制器。
4. 定期清洗夹紧装置内部的积尘和污垢,确保装置的清洁和卫生。
机械锁紧液压缸的改进设计
机械锁紧液压缸的改进设计
机械锁紧液压缸是一种常见的液压元件,用于在液压系统中实现锁定
和解锁功能。
传统的机械锁紧液压缸存在一些问题,如锁定力不稳定、锁定时间过长等。
为了解决这些问题,需要对机械锁紧液压缸进行改
进设计。
首先,可以采用新型的锁紧机构来替代传统的锁紧机构。
新型锁紧机
构采用了更加精密的制造工艺和材料,能够提供更加稳定的锁定力。
同时,新型锁紧机构还可以通过调整锁定力大小来适应不同的工作环
境和需求。
其次,可以采用电控技术来控制机械锁紧液压缸的锁定和解锁。
电控
技术可以实现更加精准的控制,可以根据实际需求来调整锁定时间和
锁定力大小。
此外,电控技术还可以实现远程控制和自动化控制,提
高了机械锁紧液压缸的使用效率和安全性。
最后,可以采用新型的密封结构来提高机械锁紧液压缸的密封性能。
新型密封结构采用了更加精密的制造工艺和材料,能够提供更加可靠
的密封效果。
同时,新型密封结构还可以通过调整密封材料和结构来
适应不同的工作环境和需求。
综上所述,机械锁紧液压缸的改进设计可以采用新型的锁紧机构、电控技术和密封结构来提高其锁定力稳定性、锁定时间和密封性能。
这些改进设计可以提高机械锁紧液压缸的使用效率和安全性,适用于各种液压系统中的锁定和解锁功能。
转角夹紧油缸安全操作及保养规程
转角夹紧油缸安全操作及保养规程一、前言转角夹紧油缸(以下简称夹紧油缸)是一种常见的液压元件,通常用于夹紧工件。
在使用夹紧油缸时,需要严格遵守操作规程和保养要求,以确保操作安全和设备的正常使用寿命。
本文将介绍夹紧油缸的安全操作和保养规程。
二、安全操作规程1. 操作前的准备1.在操作前,应对夹紧油缸进行全面的检查和保养,确保夹紧油缸处于正常工作状态,并排除任何可能引起意外事故的隐患。
应该检查液压系统的压力、温度、润滑情况等,确保其符合所需的规范。
2.在操作前,应熟悉夹紧油缸的使用方法及其特殊要求。
同时还需了解夹紧油缸的基本参数,确定其最大工作压力、工作行程和工作负载等参数,并根据需要调整夹紧油缸的工作参数。
2. 操作时的注意事项1.在操作夹紧油缸时,应该始终保持高度警觉,注意观察夹紧油缸的工作状态,以及其它工件的状况。
如果发现问题,应及时采取措施进行处理。
2.在操作夹紧油缸时,应根据实际需要进行调整,避免夹紧油缸出现因为工作负荷不当而造成损坏或者发生安全事故的情况。
3.在操作夹紧油缸时,不应将手或其他身体部位放置在夹紧油缸或工件之间的夹缝中。
在卸载工件前,应将夹持压力调整到最低,以免造成安全事故。
3. 操作后的处理1.操作结束后,应及时关闭夹紧油缸的控制元件,结束夹紧过程。
2.操作结束后,应对夹紧油缸进行全面的检查和维护,确保其处于正常的工作状态,并及时发现和排除潜在的故障隐患。
三、保养规程1. 运行期间的维护1.在夹紧油缸的使用过程中,应及时对液压元件进行润滑和维护,确保其正常工作。
2.定期检查夹紧油缸的密封件和其它关键部件的使用情况,确保其处于良好的状态。
2. 季节性的维护1.在夏季高温季节,需注意夹紧油缸的油温和环境温度问题,以避免因为油温过高而产生的不良工作问题。
2.在冬季寒冷季节,需注意夹紧油缸的冷却和加热问题,以避免因为工作温度过低而导致密封性能变差的问题。
3. 长时间停机期的维护1.在长时间停机期间,应及时对夹紧油缸的液压油进行更换和清洗。
油缸维修总结报告范文
一、前言油缸作为液压系统中的关键元件,其正常运行对于整个系统的稳定性和效率至关重要。
本报告旨在总结我公司在油缸维修过程中的经验与教训,以期为今后的维修工作提供参考和指导。
二、维修情况概述1. 维修范围:本次维修涉及各类液压油缸,包括但不限于液压缸、液压马达、液压泵等,涵盖了不同型号和规格。
2. 维修原因:主要包括油缸密封失效、磨损、损坏、油封老化、液压系统污染等。
3. 维修时间:本次维修共耗时一周,包括拆卸、检查、维修、组装、试压等环节。
三、维修过程及措施1. 拆卸与检查:严格按照操作规程进行拆卸,对油缸内部进行检查,找出问题所在。
2. 问题分析:- 密封失效:更换密封圈,确保密封性能;- 磨损:对磨损严重的部件进行更换或修复;- 损坏:对损坏严重的部件进行更换;- 油封老化:更换油封,确保密封性能;- 液压系统污染:清洗液压系统,更换滤芯,确保系统清洁。
3. 维修措施:- 拆卸与装配:严格按照操作规程进行拆卸与装配,确保装配精度;- 清洗与润滑:使用合适的清洗剂和润滑剂,确保零件清洁和润滑;- 试压:对维修后的油缸进行试压,确保无泄漏。
四、维修效果1. 油缸性能恢复:经过维修,油缸性能得到有效恢复,达到了设计要求。
2. 使用寿命延长:通过维修,延长了油缸的使用寿命,降低了设备维护成本。
3. 提高设备可靠性:维修后的油缸运行稳定,提高了设备的可靠性。
五、经验与教训1. 经验:- 严格按照操作规程进行维修,确保维修质量;- 使用合适的维修工具和设备,提高维修效率;- 加强与客户的沟通,了解客户需求,提供个性化服务。
2. 教训:- 注意液压系统污染问题,加强预防措施;- 提高维修人员的技术水平,减少人为失误;- 加强对维修过程的监督,确保维修质量。
六、总结通过本次油缸维修工作,我们积累了丰富的经验,提高了维修技术水平。
在今后的工作中,我们将继续努力,不断提高维修质量,为客户提供优质的服务。
夹紧缸故障分析及液压系统改进

图 1
了较 好 的经 济效 益和 社会 效 益。
1 中精 轧液 压 系统原 理
1 . 1 中精 轧液 压 系统原 理
投 入 率达 9 5 %, 降低 了劳 动强 度 , 提 高 了入 炉 煤代 表 缺陷, 当煤 流 中 出现矸 石块 , 这 时就会 卡 死破 碎 机 , 程控 报 后 , 性和 煤质 化验 准确 性 , 改善 了入 厂和 入炉 煤热 值差 大 的 问 警 停机 。
3 技 改方 案 3 . 1 对采 样头 不 能正确 归位采 取 的措施 由于 有 关 P L C具体 资料 不 能得 到 , 在 这 种情 况 下 , 对
于 最 大脉 冲 时 间就 不 能登 录组 态 进行 修 改。 改造 后 P L C 接线, 如 图 3所 示( 以 甲采 样头 为例 ) 。
题。
参考文献 : … 李荣轩 , 闰 秀珍 , 李文兵 , 曲志 维 . 入 炉 煤 自动 采 样 装 置 的优 化
运行 分析 及 技 术 改 造 【 J 】 . 内 蒙 古 电力 技术 , 2 0 0 7 ( 1 2 ) . 【 2 】 白郁 华 , 李金 龙 , 赵美萍 , 唐孝 炎. 各种 采 样 装 置 用于 H C s天 然 源采 样 的可 行 性 研 究 【 J 】 . 环境科学 , 1 9 9 4 f 1 1 ) .
的 极 限行 程 h o = 3 . 5 mm , 工作 载 荷 F f = 1 3 8 . 3 k N, 每 台夹 紧 塞杆 。 缸 装配碟 簧 2 4片 。 活 塞 直 径 为 1 8 0 mm,活 塞 杆 直 径 1 . 3 中精 轧 夹 紧缸工作 方式
设备油缸维修方案

设备油缸维修方案在机械制造行业,油缸作为机械设备的重要零部件之一,承担着扭矩和力的传递功能。
随着使用时间的增加,油缸的损坏和故障也越来越频繁。
出现故障不仅会导致设备停止运转,而且还会对生产效率和安全造成影响。
为此,我们需要及时维修和保养油缸,以保证设备的正常运转。
下面介绍一些设备油缸维修方案。
液压油缸故障判断首先需要对油缸进行故障判断,避免不必要的维修。
常见的液压油缸故障如下:1.油缸内部漏油2.油缸内部出现异响3.活塞杆侧向偏移4.活塞杆断裂5.硬件异物卡在油缸内当发现油缸出现故障时,我们需要依次进行以下维护操作。
液压油缸清洗在进行维修之前,我们需要将油缸进行清洗。
清洗时需要注意以下事项:1.使用清洗剂将油缸内表面擦拭干净,以清除灰尘和异物2.沿着油缸的缝隙和密封环进行擦洗,并清除油缸内壁上的锈斑3.使用柔软的抹布将油缸内部和活塞擦干。
4.将修好的油缸重新安装至设备上。
液压油缸内部漏油检测油缸内部漏油一般发生在密封环、活塞杆和密封件处。
使用压缩空气将油缸内部直至没有油液流出。
可以考虑以下因素造成油缸内内部漏油:1.活塞和密封环表面磨损2.油封与活塞和活塞杆之间的配合不当3.活塞杆的直磨精度不高当出现以上故障时,需要更换相关零件并涂上润滑脂,以达到更好的密封效果。
液压缸内部异响解决方案当液压油缸内部出现异响时,需要注意以下因素:1.活塞或活塞杆下部所接触的安装座处磨损2.液压缸中液压油过少或过多3.活塞杆松动当发现上述问题时,需要做以下操作:1.重新调节液压系统,达到合适的液压油压力2.更换磨损严重的零部件3.进行润滑保养活塞杆断裂原因油缸的断裂通常是由材料或制造质量问题引起的,在购买油缸时应注意材料和制造质量。
当发现油缸断裂时,需要注意以下因素:1.安装过程中出现的力矩过大或松动2.潜在的缺陷或质量问题3.液压系统过载硬件异物卡在液压缸中硬件异物会导致液压油缸失去维护,如果不及时处理,严重情况会导致设备严重故障。
夹紧缸的维修过程
5 护套(取出支撑垫)。护套安装在缸筒头部,研磨时能防止长螺杆 运动时碰撞缸筒端口;在用长螺杆取出防缩轴芯时能当支撑板使 用,承受拉动轴芯的力量,因此法兰盘要有一定厚度。
护套取出支撑垫
6 缸简焊口部位的加强。缸筒对焊后有时需要对焊口部位 进行加强,加强板或加强圈的大小、长短、材质等均视 具体情况而定。图(a)是用一个圆环加强,图(b)是用三 块弧形板加强,前者较好。应用此法,一般不将加强环 的两端做成坡El状,以便将焊口位置在缸筒轴向上错开, 分散焊接应力。另外加工加强环比较困难,因此都用一 段两端面平行的圆环来加强。这种加强方法,不仅用在 汽车起重机液压缸上,其他设备上的缸筒也用得较多。
④刷镀工作层:选用快速镍(TDY102),无电擦拭3~5s。 活塞杆接电源正极(反接),通电,电压l5V。阴阳极相 对运动速度12~15m/min,以消除应力、提高强度。当 损伤处填满后,用金相砂纸、油石打磨表面,并用样板进 行检测。 ⑤刷镀最终工作层:活塞杆接电源正极(反接),通电,电压 15V。阴阳极相对运动速度l2~15m/min。镀铬金,镀层 厚度δ=2~5μm。 ⑥抛光:用抛光轮对刷镀处进行抛光,使其表面粗糙度达到 Ra=0.4μm,尺寸精度符合要求。
热
烈
欢
迎
到会的全体嘉宾
锻位夹紧缸检测维修过程
一、锻位夹紧缸拆检之前要对整个缸进行外观的检查
外观:
• • 缸体是否变形 活塞杆是否有严重的坑 凹(如果有严重的坑凹, 就要重新对活塞杆补焊)
二、锻位夹紧缸的拆检 1 先拆缸体上面的油管:
把缸腔内部所有的液压油全部放掉。
2 拆缸头: 在拆缸头的过程中,要特别小心 千万不能弄坏活塞杆 3 拆缸底:
取出对焊防缩轴芯及手工研磨示意图 1.缸筒 2 防缩轴芯(或研磨芯轴) 3 锁紧螺 母 4 长螺杆 5 护套(取出支撑垫) 6 螺母 7 焊口 L——焊口到缸头外端距离
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从图3可知,油缸的无杆腔面积大于有杆腔的面 积,由油缸内活塞的受力公式:
F=pxA
(1)
式中:F为活塞的受力(N);p为来自系统的液压力
(Pa); 4为活塞的有效受力面积(n?)。
由式(1)可知,由于图3所示的夹紧油缸中的
有杆腔内的有效作用面积需要减去活塞杆的截面积,
故无杆腔中的作用面积必然大于有杆腔中的作用面积。
塞所隔开的外侧高压油区与油缸中间的低压油区直接
联通,当高压油经电磁阀进入油缸的左右两腔时,活 塞一运动到中间部位,高压区便经油缸内壁上的凹槽 直接回到低压区,从而造成油缸的夹紧力丧失,引起
机械设备的功能失效。
1. 3理论计算 那么,引起这种失效的原因是什么呢?首先通过
理论计算来进行内部定位挡圈的受力分析。
• 188 •
机床与液压
ห้องสมุดไป่ตู้第47卷
个定位挡圈,用来限制两个活塞的运动范围。外部
压力油从图3所示的P 口经电磁阀同时进入夹紧油缸 的左、右两腔,驱使两活塞同时向油缸中间的限位挡 圈运动,有杆腔的活塞会带着活塞杆一起运动到油缸 中间,最后被两个活塞夹在油缸中间,两运动活塞之
间油腔的液压油从图3所示的T油口排出,回到油 箱。当无杆腔的活塞与有杆腔的活塞同时贴紧在油缸
假设文中油缸的缸径为D,活塞杆直径为d,则有:
4s=D2xttxO. 25
(2)
Aw= (02-/) xttxO. 25
(3)
F 天=A天xp
(4)
2019年4月 第47卷第8期
机床与液压
MACHINE TOOL & HYDRAULICS
Apr. 2019 Vol. 47 No. 8
DOI: 10.3969/j. issn. 1001-3881. 2019. 0& 041 本文引用格式:陈云.一种夹紧油缸的故障诊断及改进方法[J].机床与液压,2019,47(8):187-189.
摘要:针对一种常用的中位夹紧油缸出现的中位夹紧失效故障,通过拆解分析综合理论计算、现场测试等手段,找到 其夹紧功能失效的根本原因并进行有成效的设计改进,对同类型的油缸故障处理及改进设计具有很好的参考价值。
关键词:夹紧油缸;故障诊断;设计改进 中图分类号:TD355
A Fault Diagnosis and Improvement Method for Clamping Cylinder
0前言 随着我国工业化向纵深领域的延伸,越来越多的
特种机床或者机械设备已经实现了自制,也带动了关 键零部件的国产化发展。比如文中论述的一种在特种 设备上使用的夹紧油缸,该油缸的中位夹紧功能对使 用该油缸的特种设备的安全运行起着至关重要的作用。
如果使用该油缸的特种设备在夹紧过程中失效, 则极有可能造成设备在外力的作用下剧烈摇晃,造成 整个机械设备无规则地振荡,有严重的安全隐患。 1故障现象与测试分析 1.1 故障现象
在装配车间里拆除该油缸的防尘套,拔出油缸的 活塞杆后,发现该油缸有杆腔的活塞表面密封圈和导 向环已经完全被割断(如图1所示),而缸筒内臂也 有很深的槽状划痕(如图2所示)。
图1油缸活塞密封结构损坏图图2油缸缸筒内壁划痕图 要分析其内部损坏的原因,先从该油缸的内部结
构图开始分析。其内部结构简图如图3所示。
中部的定位挡圈上时,就实现夹紧定位的功能。
从故障现象推断,如图1所示,油缸内有杆腔的 活塞上密封完全被割破,油缸筒内壁有严重划伤,极 有可能是位于有杆腔的活塞受高压力冲击到油缸中部
的限位挡圈后产生了形变,导致限位挡圈的开口部位 与活塞的外表面产生了刮擦。活塞外表面被多次反复 刮擦后,受伤部位逐渐形成较为尖锐的铁刺,从而在 来回运动中将油缸内壁也刮出一道道凹槽,使两个活
图3夹紧油缸内部结构简图(含测试点分布) 由图3可以看岀:油缸内有两个活动的活塞,一■ 个在无杆腔.另一个在有杆腔.油缸缸筒的中部有一
收稿日期:2017-1-03 基金项目:江西省教育厅科技项目(GJJ18097) 作者简介:陈云( 1975—),女,学士,高级工程师.研究方向为机械制造及自动化。E-mail: 2766292358@。
自该夹紧油缸国产化以来,使用该夹紧油缸的设 备在调试时被发现有很高的故障率,但是关机检查 时,从表面看不出任何问题,油缸防尘套完好如新, 整个设备动作也很正常,就是在夹紧时,夹紧力严重 不足,很小的外力就能让该油缸自如伸缩,完全没有 实现中位夹紧的功能。于是作者决定拆解该油缸,看 看是否有内部损坏。 1.2 故障原因推断
CHEN Yun.A Fault Diagnosis and Improvement Method for Clamping Cylinder] J] .Machine Tool & Hydraulics,2019, 47(8):187-189.
一种夹紧油缸的故障诊断及改进方法
陈云 (江西科技学院机械工程学院,江西南昌330098)
CHEN Yun (College of Mechanical Engineering, Jiangxi University of Technology, Nanchang Jiangxi 330098, China) Abstract: Contraposing to the clamping fault of intermediate cylinder, by means of dismantling analysis, theoretical calculation and field test, the root cause of the failure of clamping function was found and effective design improvement was done. It has a good reference value for the same type of cylinder fault treatment and improvement design. Keywords: Clamping cylinder; Fault diagnosis; Design improvement