Australian steel section size 澳标型材规格
澳洲轻钢房屋标准Australia codes and standards relating to steel frame housing
ErectionOne of the major advantages of cold-formed steel framing is that the frames are pre-fabricated in the factory and delivered to site in bundles of floor frames, wall frames and trusses. The modules making up the frames are identified for easy assembly. Thus, erection of the home involves fixing together these components quickly on site. Self-drilling screws, powder-actuated fasteners and masonry anchors have played a major role in the erection of cold-formed steel framing. Cordless drills are widely used because of their convenience. The high strength clinch joint mentioned previously is also being developed as a connection method for on-site work.Sub-Floor SystemsThere are three types of conventional steel floor framing systems as shown in Figure 2 below.• Prefabricated Ladder Floor SystemsThese are completely factory manufactured into a ladder type configuration. The completed frame is delivered to site, set up, levelled and fixed into position with self-drilling screws or other approved fasteners. This system is typically used in lower floor applications.• Site Assembled Ladder Floor SystemsSpecial bearer sections are installed on piers with drop-in joists fixed between them using self-drilling screws. As above, these are also typically used in lower floor applications.• Other Site Assembled Systems (Long Span)These are usually installed in a similar manner to timber systems. Rolled steel members (typically C-sections) are installed on bearers or on lower floor wall frames. Typical applications are upper or intermediate floors or longer span applications than are suitable for ladder floors.Steel Upper-Level Floor Framing SystemsThere are several systems available that are suitable for use as upper level flooring. These feature steel beams of different configurations designed to give high strength, light weight, long spans, no "bounce", and provision for services. They are precision made and will not shrink or twist, hence flooring sits uniformly flat on joists. Some of the proprietary sub-floor system beams are also suitable for use between upper floors. A couple of examples are shown in Figure 2a.Figure 2aUpper-Level FlooringSteel roof truss systems can be provided to suit all types of roof construction such as hips, gables, dutch gables, mansard etc. The strength and uniformity of the steel members enables standard design trusses to be used for spans up to 15 metres. Steel or timber battens can be fixed to the trusses to accommodate either metal roofing or roof tiles.Lightweight steel roof battens provide substantial benefit over their timber equivalents. They are straight, and remain so, long after they are installed. This is particularly important when some of the newer, almost flat, shingle-type tiles are used, as these tend to highlight any change in alignment.Due to their top-hat shape, steel battens nest together, simplifying transport and storage. They are also easy to install and can be lapped rather than butt-joined at a rafter.Fixing of Claddings, Linings etcBecause the steel studs are at the same spacing as in a timber frame, all of the normal cladding and lining materials are suitable for fixing to the steel frame. The use of gun nailing technologies to fix materials to steel frames has come about through the development of higher strength and thinner steel components and suitable nails. Fine head nails are now used to fix skirting boards and architraves, floor sheets are nailed down to steel floor joists and claddings can be nailed to the external faces of buildings. Development is continuing on steel-to-steel nailing and methods for fixing plasterboard to steel frames. For brick veneer, most systems provide a special wall tie to fix the brickwork to the frame.The spacing of roof trusses varies. Where the truss spacing is greater than the ceiling board can span, the ceiling board is fixed to steel battens which themselves attach to the underside of the trusses. Because of the precise nature of steel framing, no time-consuming packing of battens is necessary in order to obtain a flat ceiling.Self-drilling screws are used extensively to fix claddings and linings to steel frames. The distinguishing feature of a self-drilling screw is its point, which is designed to drill through the steel member. A length of self-tapping thread then follows the point. These screws make very secure fixings as well as very neat ones. For example when the ‘bugle head’ screw, which is used for fixing plasterboard, is tightened, it finishes just below the surface of the board without damaging the paper facing.Typical Fixing ScrewsInternal Corner Showing Valley Support FASCIAFascia brackets are usually pre-attached to the sprocket. Fascia is fitted to the brackets according to the manufacturers specifications. If brackets are not pre-fixed, install two (2) # 10-16x16 hex screws through the bracket, to the truss end or sprocket.Typical Fascia Fixing DetailsTypical Boxed Eave ComponentsTo ensure a straight gutter line, install the two end fascia brackets first, then extend a string line between the two end brackets and fix intermediate brackets or sprockets to the string line. On long runs, install a central bracket to prevent the string from sagging.Install the fascia to the brackets, with the corners and joint as required.VALLEY GUTTERValley gutter is placed over the valley support and fixed in the usual way. Trim the valley at the fascia and ensure that the valley gutter laps over the fascia to deposit water in the eaves gutter. Seal all joints with an approved sealant.Typical Gutter Fixing, Valley Gutter in Place SHEET ROOF INSTALLATIONLapping BattensFixing BattensFixing Insulation MaterialsNoteThe following instructions are typical of the operations used to install a sheet roof to a steel framed home. Due to the various profiles and fixing systems available, the installer should obtain detailed instructions from the material supplier.SHEET INSTALLATION1. On roofs with a slope below 25o, the traysbetween the ribs require turning up to prevent wind driven water from entering the building.Before sheet installation, ribbed sheets are gripped with an adjustable spanner and turned up as far as possible. Special tools are available for other sheet profiles.2. Sheet lengths normally cover the roof run.If more than one sheet is used, sheeting should be lapped according to manufacturers recommendations.3. Fix the first sheet to the roof using the sheetmanufacturers recommended screws and fixing intervals. Do not fix in valleys of the sheet. When fixing to light gauge battens, ensure that aTurn Up High End of Sheet Overlapping of Sheets (where required) Typical Fixing Of Roof SheetingTypical Fascia Capping.ROOF TILINGTypical Ridge CappingTypical Barge CappingSARKING AND SUPPORT MESHIf sarking (reflective foil) is required it should be installed under (ie. before) battens in the following manner, using planks positioned across trusses for access if required. Support mesh is generally required only where truss centres exceed 900mm.1. Fix a run of mesh to an end truss using #10-16-16 hex head screws and stretch to the other end along the fascia line. Place a run of sarking over the mesh and temporarily place weights on the sarking to hold in position.2. Fix first batten back from the fascia in position according to the roof batten fixing procedure, fix batten screws through the sarking mesh. Fix battens over the sarking until it is covered.3. Position the next run of mesh on the roof, above the first run. Twist the wire together between trusses and place the next width of sarking over the mesh.Fixing Bird Wire & SarkingROOF BATTENS1. To minimise cutting, place all battens in one direction, starting from one end of roof. Lap ends of battens at least 40mm from each side of the truss centre as shown.2. Cut battens to length using a saw or angle grinder with metal cutting disc.3. Position the first batten at the tile manufacturers recommended spacing from the outer edge of the fascia and the top batten to the roof apex.The remaining batten spaces are divided evenly to fall within allowable tolerances. The first batten spacing tool, shown over, can be used to position the first batten.Lapping Battens Spacing BattensBatten Spacing Tool Set4. Measure the distance between the top battenand the first batten. Divide the figure to result in equal batten spaces with correct lap, as in normal batten fixing procedure.5. Set the master gauge to this measured spacing( if the tools used have this feature).Alternating Fixing of Batten Edgesto TrussFixing Cladding to “C” Sections.CAUTIONCCA treated timbers are corrosive to steel. Do not fix in direct contact with steel frames.FIBRE CEMENT & HARDBOARD PLANKS1. Fix flashing at external & internal corners, head,sill and side openings as required. Fix a strip of cover moulding or 45mm x 9mm timber around the bottom edge of the building, to pack out the first plank.Fibre Cement Fixing Details4. Internal corners of planks are normally butted toa timber stop. Preformed metal external cornersare normally filled with a recommended adhesive and pushed in position.Fixing External CornersMeasure the wall height, then calculate the board overlap and the number of sheets to cover the wall. Taking into account the lap required, fabricate two lap gauges from timber as shown and tack to the first plank, to enable the second plank to be accurately aligned.6. Starting from an external corner, start off with anoffcut plank to stagger the joints and fix in position. Fix joiner in position, move lap gauges to the second plank position and fit the following plank. Finish the course in the same manner, fixing corners as required. Follow this method for remaining courses.Timber Lap GaugeFixing Internal CornersFIBRE CEMENT SHEET1. Fix flashing at external & internal corners, head,sill and side openings as required.Set a string line along the bottom edge to ensurecorrect alignment of sheets. Starting from acorner, position the first sheet, align correctlyand fix in position using #8-16x20 S.E.H. (selfembedding head) screws.Screws should finish 0.25mm below the sheetsurface, so that holes may be filled and sandedflush if required. They should not beovertightened, as damage to sheet may occur.3. Fix vertical and horizontal joints and all cornersto manufacturers specifications.Typical Fibre Cement Sheet Fixing Detailsproximity of metal framework.Switch & Power Point Backing Plate Wiring and Backing Plate ELECTRICAL WIRING.Installed Position of Electrical GrommetsElectrical wiring is installed through service holes provided in studs and wall plates. Grommets must be used in all non-flanged holes through which wiring is installed, to protect insulation. Wiring may be secured to frames using cable clips.Cable ClipFRAME MODIFICATIONS.If components require modification for electrical services, consult with the framing system fabricator.Shower Set Fixed to Site Fixed Nogging.Plumbing fittings and associated components arefitted to steel noggings. These are fixed on site atthe locations of the plumbing fixtures. Sheetinsulation should be used to isolate the tap set fixedto the nogging. Fix using #10-16x16 Wafer screws.FRAME MODIFICATIONS.Information relating to framing modifications forplumbing services must be obtained from the Installed Position of Plumbing Grommetsframing system fabricator.Ceiling Lining FixingWall Lining FixingFixing Door Jambs & Architraves.Fixing Skirting Boards CUPBOARD FIXING RAILUse countersunk self drilling screws of appropriate length to fix cupboard rail to steel frame.Fixing Cupboard Rail。
AS4100-1998澳大利亚钢结构标准资料
AS 4100-1998澳大利亚标准钢结构前言本标准是澳大利亚标准委员会“BD/1,钢结构”为了替代AS 4100—1990而编写的。
本标准的目标是向钢结构设计者提供有关建筑物和其他结构中的钢结构构件(用于承载目的)的规范。
本标准的这一新版本中包括:修正案1号——1992,2号——1993,3号——1995和修订版草案4号(出于公众评论目的而发行)DR 97437。
修订班草案4号并没有作为一个通用文件而单独出版发行。
修正案1号—1992包含下列主要变更:(a)钢材强度符合AS 1163和AS/NZS 1594的要求(表2.1)(b)加强腹板的抗剪弯曲载量(5.11.5.2部分)(c)承载弯曲载量(5.13.4部分)修正案2号—1993包含下列主要变更:(a)弯曲和剪力交互作用的方法(5.12.3部分)(b)中间部分横向腹板加强构件的设计最小面积(5.15.3部分)(c)构件承受组合作用的剖面载量(8.3部分)(d)对接焊缝的强度评估(9.7.2.7部分)(e)疲劳(11部分)修正案3号—1993包含下列主要变更:(a)腹板边缘的抗压承载作用(5.13部分)(b)构件承受组合作用的剖面载量(8.3部分)(c)抗压构件的平面内、外载量(8.4.2.2部分和8.4.41部分)(d)对接焊缝的强度评估(9.7.2.7部分)(e)地震(13部分)修正案4号包含下列主要变更:(a)钢材强度符合AS/NZS 3678、AS/NZS 3679.1和AS/NZS 3679.2的要求(表2.1)(b)紧固件的最小边缘距离(9.6.2部分)(c)容许使用温度,根据钢材类型和厚度(表10.4.1)(d)钢材类型和钢材等级之间的关系(表10.4.4)(e)同心支撑框架的焊接,用于处在地震设计D类和E类作用下的结构(13.3.4.2部分)本标准使用了“标准”和“提供信息用”这两个术语以对附录的适用范围几逆行能够详细说明。
“标准”附录是标准的一个主要组成部分,而“提供信息用”则仅仅是用来提供信息和指导性意见的。
澳洲、新西兰钢筋标准中文翻译版4671:2001_

前言
本标准由澳大利亚/新西兰标准委员会 BD/084(加强及预应力材料)编制, 以取代下列标准: AS 1302-1991 混凝土加固用钢筋 AS 1303-1991 混凝土加固用线材 AS 1304-1991 混凝土加固用线材焊接结构 NZS 3402: 1989 加固混凝土用钢筋 NZS 3421:1975 混凝土加固用冷拉低碳钢丝的规格 米制单位 NZS 3422: 1975 用于混凝土加固的拉拔钢丝的焊接结构规格
4. 化学和力学性能
化学成分、碳当量和力学性能参数都做了必要的修改以满足(过去有时冲突) 对强度ห้องสมุดไป่ตู้延展性和焊接性的要求。
5. 新内容
除了上述条款外,还包括下列新的内容: (a)对生产者各个环节的产品控制提出了特别的要求(条款 6.3 和条款 8), 如何满足产品控制的具体要求参见附录 B。 (b)关于特制钢筋焊接网的内容在条款 7.5.4 中有所涉及,特制钢筋焊接网 不同于一般的钢筋焊接网,后者在此前只有对于粗钢制成的钢筋焊接网有所规 定。 (c)条款 9 中给出了强度等级和延展性等级的鉴别方法并配有插图,因此 不同等级的材料可以从外观上轻松地区别出来,并且很容易与之前生产的材料相 区分。 (d)附录 C 中介绍的连接检验作为一种证明异型钢筋在埋入混凝土时能够 达到其特定屈服强度的可选的方法。 强制性条款的内容及其注释或表中的内容都视为本标准的要求。
附录 ................................................................................................................................................ 23 附录 A ..................................................................................................................................... 23 附录 B ..................................................................................................................................... 24 附录 C .................................................................................................................................... 31 附录 D .................................................................................................................................... 36
澳大利亚标准
澳大利亚标准澳大利亚标准—AS1333—94 钢丝绳芯输送带1 范围本标准规定了由橡胶和钢丝绳构成的输送带的要求。
其芯体由一层钢丝绳组成,可以有也可以没有织物或其他增强层。
注:⑴用来确定产品符合本标准的使用方法在附录A中列出。
⑵关于在咨询或订货时须提供资料的要求和建议在附录B中给出。
※注意:符合本标准的输送带不一定在使用期的任何阶段都具有电绝缘性,因此不能作为电气作业的绝缘体使用。
2 参考资料以下标准在本标准中引用:AS——1199 抽样规则和性能检验表AS——1334 输送机和提升机用胶带试验方法AS——1334.1 方法1:环行带长度的测定AS——1334.4 方法4:输送带成槽性的测定AS——1334.9 方法9:输送带电阻的测定AS——1334.10 方法10:输送带易燃性和火焰蔓延特性的测定AS——1334.11 方法11:输送带辊筒磨檫中易燃性和最高表面温度的测定AS——1334.12 方法12:输送带燃烧蔓延特性的测定AS——1399 AS1199(抽样规则和性能检验表)的导则AS1683 弹性体试验方法AS1683.11 方法11:硫化相交拉伸性能试验AS1683.21 方法21:硫化相交耐磨性能的测定(用转鼓法即邵波尔磨耗)AS1683.26 方法26:硫化胶、人工老化或耐热性能的测定AS2103 千分尺和千分测定显示装置(公制单位)AS3569 合股钢丝绳AS3900 质量管理和保证标准AS3900.1 部分1:关于使用和选择的导则AS3904 质量管理和质量体系要素AS3904.1 部分1:导则SAA HB18 第三方认证和鉴定导则SAA HB18.44 ISO或IBC国际第三方产品认证程序的一般规则ISO 433 输送带标志ISO 4589 用氧指数表征塑料阻燃性能的测定方法ISO 7623 钢丝绳芯输送带覆盖层与芯层粘合强度的饿测定方法3 型号与级别3.1 带胶带按其每米宽度的最小拉伸强度计算值分为各种型号,当拉伸强度如表1所示的千牛顿每米为单位表示时,型号前应以字母“ST”表示。
澳焊标第5部分AS NZS 1554.5 2004
AS/NZS 1554.5:2004澳大利亚/新西兰标准结构钢焊接第五部分:经受高度疲劳负荷的钢结构之焊接第五部分:经受高度疲劳负荷的钢结构之焊接 ------------------------------------------------------------ 1 1范围和总则------------------------------------------------------------------------------------------------------- 4 1.1范围-------------------------------------------------------------------------------------------------------------- 4 1.2不包括在内的焊接方法------------------------------------------------------------------------------------- 5 1.3创新-------------------------------------------------------------------------------------------------------------- 5 1.4参考文件-------------------------------------------------------------------------------------------------------- 5 1.5定义-------------------------------------------------------------------------------------------------------------- 5 1.6焊接基本要求 ------------------------------------------------------------------------------------------------- 6 1.7安全-------------------------------------------------------------------------------------------------------------- 7 2施工材料---------------------------------------------------------------------------------------------------------- 7 2.1母材-------------------------------------------------------------------------------------------------------------- 7 2.2(焊接)垫板材料 ------------------------------------------------------------------------------------------------ 8 2.3焊接消耗材料 ------------------------------------------------------------------------------------------------- 8 3焊接连接的细述------------------------------------------------------------------------------------------------- 9 3.1总则-------------------------------------------------------------------------------------------------------------- 9 3.2对接焊缝------------------------------------------------------------------------------------------------------- 10 3.3角焊缝---------------------------------------------------------------------------------------------------------- 123.4复合焊缝------------------------------------------------------------------------------------------------------- 154.工艺评定--------------------------------------------------------------------------------------------------------- 16 4.1焊接工艺评定 ------------------------------------------------------------------------------------------------ 16 4.2焊接工艺评定的方法--------------------------------------------------------------------------------------- 18 4.3经预评定的焊接工艺--------------------------------------------------------------------------------------- 19 4.4评定通过的焊接工艺之可借用性 ----------------------------------------------------------------------- 19 4.5经预评定的接头制备--------------------------------------------------------------------------------------- 19 4.6焊材评定------------------------------------------------------------------------------------------------------- 20 4.7 用试验对焊接工艺进行评定----------------------------------------------------------------------------- 26 4.8评定范围的扩展 --------------------------------------------------------------------------------------------- 30 4.9 焊接方法的组合 -------------------------------------------------------------------------------------------- 31 4.10 试验记录 ---------------------------------------------------------------------------------------------------- 31 4.11 焊接工艺的重新评定------------------------------------------------------------------------------------- 314.12 焊接人员的资格评定------------------------------------------------------------------------------------- 355.技艺 --------------------------------------------------------------------------------------------------------------- 39 5.1焊接前钢板边缘准备工作--------------------------------------------------------------------------------- 39 5.2装配------------------------------------------------------------------------------------------------------------- 40 5.3预热温度和道间温度的控制------------------------------------------------------------------------------ 41 5.4在不利天气条件下的焊接--------------------------------------------------------------------------------- 44 5.5点(定位)焊缝 ------------------------------------------------------------------------------------------------- 44 5.6焊缝的深宽之比 --------------------------------------------------------------------------------------------- 44 5.7变形和殘余应力的控制------------------------------------------------------------------------------------ 44 5.8焊缝中缺陷的清除和修理--------------------------------------------------------------------------------- 50 5.9临时附件------------------------------------------------------------------------------------------------------- 51 5.10引弧 ----------------------------------------------------------------------------------------------------------- 52 5.11完工焊缝的清洁-------------------------------------------------------------------------------------------- 52 5.12对接焊缝的整修-------------------------------------------------------------------------------------------- 526.焊缝质量--------------------------------------------------------------------------------------------------------- 53 6.1检查方法和缺陷的允许级别------------------------------------------------------------------------------ 53 6.2射线拍片------------------------------------------------------------------------------------------------------- 54 6.3超声波检查 --------------------------------------------------------------------------------------------------- 55 6.4磁粉探伤------------------------------------------------------------------------------------------------------- 56 6.5焊缝缺陷------------------------------------------------------------------------------------------------------- 566.6报告------------------------------------------------------------------------------------------------------------- 567.检查 --------------------------------------------------------------------------------------------------------------- 62 7.1总则------------------------------------------------------------------------------------------------------------- 62 7.2检查员的资格评定 ------------------------------------------------------------------------------------------ 62 7.3焊接的外观检查 --------------------------------------------------------------------------------------------- 62 7.4除外观检查外的无损检查--------------------------------------------------------------------------------- 63 附录 ----------------------------------------------------------------------------------------------------------------- 65A.参考的文件 ----------------------------------------------------------------------------------------------------- 65B.脆性断裂 -------------------------------------------------------------------------------------------------------- 69C.焊接工艺用的典型表格-------------------------------------------------------------------------------------- 72D.讨论事宜检查表----------------------------------------------------------------------------------------------- 75E.焊接接头和焊接方法的识别-------------------------------------------------------------------------------- 761范围和总则1.1范围本标准规定了对那些由钢板、薄板或型钢(包括中空型钢和拼制型钢),或铸件和锻件组合而成的钢结构的焊接要求,焊接采用下列方法。
澳洲新西兰焊接标准

AS/NZS 1554.5:2004澳大利亚/新西兰标准结构钢焊接第五部分:经受高度疲劳负荷的钢结构之焊接第五部分:经受高度疲劳负荷的钢结构之焊接 ------------------------------------------------------------ 1 1范围和总则------------------------------------------------------------------------------------------------------- 4 1.1范围-------------------------------------------------------------------------------------------------------------- 4 1.2不包括在内的焊接方法------------------------------------------------------------------------------------- 5 1.3创新-------------------------------------------------------------------------------------------------------------- 5 1.4参考文件-------------------------------------------------------------------------------------------------------- 5 1.5定义-------------------------------------------------------------------------------------------------------------- 5 1.6焊接基本要求 ------------------------------------------------------------------------------------------------- 6 1.7安全-------------------------------------------------------------------------------------------------------------- 7 2施工材料---------------------------------------------------------------------------------------------------------- 7 2.1母材-------------------------------------------------------------------------------------------------------------- 7 2.2(焊接)垫板材料 ------------------------------------------------------------------------------------------------ 8 2.3焊接消耗材料 ------------------------------------------------------------------------------------------------- 8 3焊接连接的细述------------------------------------------------------------------------------------------------- 9 3.1总则-------------------------------------------------------------------------------------------------------------- 9 3.2对接焊缝------------------------------------------------------------------------------------------------------- 10 3.3角焊缝---------------------------------------------------------------------------------------------------------- 123.4复合焊缝------------------------------------------------------------------------------------------------------- 154.工艺评定--------------------------------------------------------------------------------------------------------- 16 4.1焊接工艺评定 ------------------------------------------------------------------------------------------------ 16 4.2焊接工艺评定的方法--------------------------------------------------------------------------------------- 18 4.3经预评定的焊接工艺--------------------------------------------------------------------------------------- 19 4.4评定通过的焊接工艺之可借用性 ----------------------------------------------------------------------- 19 4.5经预评定的接头制备--------------------------------------------------------------------------------------- 19 4.6焊材评定------------------------------------------------------------------------------------------------------- 20 4.7 用试验对焊接工艺进行评定----------------------------------------------------------------------------- 26 4.8评定范围的扩展 --------------------------------------------------------------------------------------------- 29 4.9 焊接方法的组合 -------------------------------------------------------------------------------------------- 30 4.10 试验记录 ---------------------------------------------------------------------------------------------------- 30 4.11 焊接工艺的重新评定------------------------------------------------------------------------------------- 304.12 焊接人员的资格评定------------------------------------------------------------------------------------- 345.技艺 --------------------------------------------------------------------------------------------------------------- 39 5.1焊接前钢板边缘准备工作--------------------------------------------------------------------------------- 39 5.2装配------------------------------------------------------------------------------------------------------------- 39 5.3预热温度和道间温度的控制------------------------------------------------------------------------------ 41 5.4在不利天气条件下的焊接--------------------------------------------------------------------------------- 43 5.5点(定位)焊缝 ------------------------------------------------------------------------------------------------- 43 5.6焊缝的深宽之比 --------------------------------------------------------------------------------------------- 43 5.7变形和殘余应力的控制------------------------------------------------------------------------------------ 43 5.8焊缝中缺陷的清除和修理--------------------------------------------------------------------------------- 47 5.9临时附件------------------------------------------------------------------------------------------------------- 48 5.10引弧 ----------------------------------------------------------------------------------------------------------- 49 5.11完工焊缝的清洁-------------------------------------------------------------------------------------------- 49 5.12对接焊缝的整修-------------------------------------------------------------------------------------------- 496.焊缝质量--------------------------------------------------------------------------------------------------------- 50 6.1检查方法和缺陷的允许级别------------------------------------------------------------------------------ 50 6.2射线拍片------------------------------------------------------------------------------------------------------- 50 6.3超声波检查 --------------------------------------------------------------------------------------------------- 52 6.4磁粉探伤------------------------------------------------------------------------------------------------------- 53 6.5焊缝缺陷------------------------------------------------------------------------------------------------------- 536.6报告------------------------------------------------------------------------------------------------------------- 537.检查 --------------------------------------------------------------------------------------------------------------- 57 7.1总则------------------------------------------------------------------------------------------------------------- 57 7.2检查员的资格评定 ------------------------------------------------------------------------------------------ 57 7.3焊接的外观检查 --------------------------------------------------------------------------------------------- 57 7.4除外观检查外的无损检查--------------------------------------------------------------------------------- 58 附录 ----------------------------------------------------------------------------------------------------------------- 60A.参考的文件 ----------------------------------------------------------------------------------------------------- 60B.脆性断裂 -------------------------------------------------------------------------------------------------------- 64C.焊接工艺用的典型表格-------------------------------------------------------------------------------------- 67D.讨论事宜检查表----------------------------------------------------------------------------------------------- 70E.焊接接头和焊接方法的识别-------------------------------------------------------------------------------- 711范围和总则1.1范围本标准规定了对那些由钢板、薄板或型钢(包括中空型钢和拼制型钢),或铸件和锻件组合而成的钢结构的焊接要求,焊接采用下列方法。
澳标1579-2001
按品质检查的取样程序和表格 钢管道和配件的水泥衬里 Bourdong 管压和真空表 AS 1199 按品质检查的取样程序和表格—导则 为供水系统的弹性密封 第 1 篇:总要求 第 2 篇:用于水和污水管道接头密封的材料要求 第 3 篇:用于水和污水管道接头密封除去天然橡胶和聚异戊二烯的材料要求 管线—气态和液态石油—现场压力试验 金属焊接、釺接和切割—术语表 供水系统用金属法兰 管道和配件用熔接的中等密度聚异戊二烯涂层和衬里
校注:译文中用“应”为强制性条款;用“宜”为推荐性条款。
2
1 范围和总则 1.1 范围 1.2 引用文件 1.3 定义 1.4 标识 1.5 买方应提供的信息 1.6 涂层和衬里 1.7 处理、吊运和储存 1.8 对水的影响
2 定级压力 2.1 静水压管道 2.2 非静水压管道 2.3 配件
3 制造 3.1 管道和管桩 3.2 配件 3.3 接头
ISO 559 水和污水用钢管 2859 按产品质量检验的取样程序 2859.1 第 1 篇:按批检验可接受质量极限(AQL)取样计划索引
4
3951 API 5L
按不符合变化百分数检验的取样程序和图表
管线技术条件(见注) 注:可从美国石油学会(American Petroleum Institute,1801 K St. N. W., Washington,
焊缝应符合 AS 1554.1 类别 SP。如果能保证全焊透,允许单面对接焊缝。焊缝余高≤3 mm,同一公称厚度对接焊缝板间最大偏差应按 3.1.2 条款的规定。 3.2.3 配件上的尺寸和公差
配件的外径和璧厚可以制造成有一定范围。 注:配件尺寸的典型范围见附录 D。
配件断面应与配件相关支腿轴成直角。 3.2.4 尺寸公差
澳标型材转换2
Structural Tubular Steel Pipe (CHS), Square Tube (SHS) & Rectangular Tube (RHS)we’ll see it throughOrrcon Steel is a leading distributor and manufacturer of steel, tube and pipe in Australia. Our distribution centres are strategically located in Queensland, New South Wales, Victoria, South Australia and Western Australia providinga national distribution network. This network is complemented by an extensive spread of resellers and stockists in metropolitan and rural Australia.Orrcon Steel offers a wide range of Electric Resistance Welding (ERW) Carbon Steel Structural Tubulars. Our Structural Tubular Products are a significant part of our production and are used across a wide range of structural applications from building structures to major sporting arenas, major mining and industry infrastructure, and for aesthetic structural use such as airports and shipping terminals.Orrcon Steel manufactures and stocks product in size ranges from 25.4mm OD up to 610mm OD circulars, 20mm to400mm squares and 38x25mm to 400x300mm rectangles. Some gauges within this range will be sourced frompre-qualified suppliers which may involve longer lead times. Sizes outside this range are available subjectto enquiry.Structural tubulars, including CHS, SHS and RHSare manufactured to the Australian Standard forstructural steel hollow section AS/NZS 1163 andcover steel grades C250L0,C350L0,C450L0.2 |Structural Tubular SteelHOLLOW SECTION SPECIFICATIONS FOR THE AUSTRALIAN CONSTRUCTION INDUSTRY Australian Standard AS/NZS 1163 Structural Steel Hollow Sections is the current applicable standard used by the Australian Construction Industry for all steel hollow sections used in any building construction in Australia and New Zealand. The standard embraces some unique testing requirements. These include but are not limited to:a. A ll test pieces for tensile and impact testing shall be cut so that the major axis is in the longitudinal direction.b. A ll test pieces for cold flattening testing shall be cut in the transverse direction.c. F or all tensile and impact testing, the test pieces shall be aged by heating to a temperature between 150° C and 200° C for a period not less than 15 minutes.d. T he mass of a length of hollow section shall not be less than 96% of the specified mass of the nominal section.e. H ollow sections produced by electric resistance welding shall have the external weld upset removed. Circular sections ≥ 168.3 OD are internally scarfed to remove internal weld upset. It is not mandatory to remove the internal weld upset.SURFACE FINISHESA variety of surface finishes are available across thesize range of structural tubulars but not all finishes are available in all sizes. If in doubt please contact your nearest Orrcon Steel office regarding a particular items availability.Current surface finishes include:SMARTCOTE™ – Painted blue/black water based acrylic primer.ALLGAL™ – Electro-galvanised internal and external surface.ALLGAL™ PCQ – Powder coat quality – no tube mark, oiled.Hot Dip Galvanised – Internal and external surface.Oiled – lightly oiled for short term corrosion protection.NOPC – No oil, paint or coating.ADDITIONAL SERVICESProcessing – Orrcon Steel offers processing options including laser tube cutting, pack cutting, pipe threading, shouldering and roll grooving.MINIPAKS® – Easier to handle, store, and transport. Special length MINIPAKS® available ex rolling as per rolling program. Minimum order quantities may apply.Jet Rolling – Rolling of product outside the normal schedule.3 we’ll see it throughQuality ISO 9001Orrcon Operations Pty Ltd ABN 92 094 103 090 Head Office - 121 Evans Road, Salisbury, QLD 4107 Telephone (07) 3274 0500 Facsimile (07) 3274 0517Distributed byAlthough all care has been taken in thepreparation of information in this brochure,Orrcon Operations Pty Ltd cannot acceptliability for errors or omissions, or for the useof this brochure. You should always satisfyyourself as to the accuracy of the information andapplicability to your circumstances.Orrcon Steel Structural Product CatalogueMRK-BRO-CRP-008 Printed June 2011。
澳洲方形空心材型尺寸及特性2014
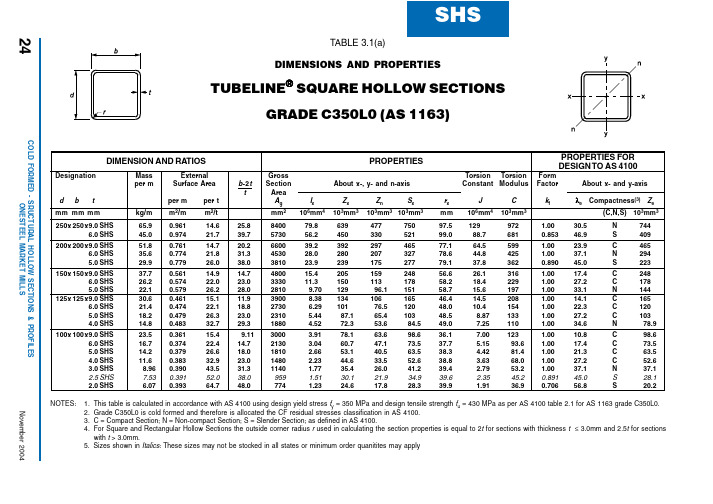
COL D FORMED - SRUCTURAL HOL L OW SECTIONS & PROFIL ES 24ONESTEEL MARKET MIL L S November 2004TABLE 3.1(a)DIMENSIONS AND PROPERTIESTUBELINE ® SQUARE HOLLOW SECTIONSGRADE C350L0 (AS 1163)DIMENSION AND RATIOSPROPERTIESPROPERTIES FOR DESIGN TO AS 4100DesignationMass External Gross Torsion Torsion Form per mSurface Area b -2t Section About x-, y- and n-axisConstant ModulusFactorAbout x- and y-axis tArea d b tper mper t A g I x Z x Z n S x r x J C k f λe Compactness (3)Z emm mm mm kg/m m 2/m m 2/t mm 2106mm 4103mm 3103mm 3103mm 3mm 106mm 4103mm 3(C,N,S)103mm 3NOTES:1.This table is calculated in accordance with AS 4100 using design yield stress f y = 350 MPa and design tensile strength f u = 430 MPa as per AS 4100 table2.1 for AS 1163 grade C350L0.2.Grade C350L0 is cold formed and therefore is allocated the CF residual stresses classification in AS 4100.3. C = Compact Section; N = Non-compact Section; S = Slender Section; as defined in AS 4100.4.For Square and Rectangular Hollow Sections the outside corner radius r used in calculating the section properties is equal to 2t for sections with thickness t £ 3.0mm and 2.5t for sections with t > 3.0mm.5.Sizes shown in Italics: These sizes may not be stocked in all states or minimum order quanitites may apply250x 250x9.0SHS65.9 0.96114.6 25.8 8400 79.8 639 477 75097.5129 972 1.00 30.5N 7446.0SHS 45.0 0.97421.7 39.7 5730 56.2 450 330 52199.0 88.7 681 0.853 46.9S 409200x 200x9.0SHS51.8 0.76114.7 20.2 6600 39.2 392 297 46577.1 64.5 599 1.00 23.9C 4656.0SHS 35.6 0.77421.8 31.3 4530 28.0 280 207 32778.6 44.8 425 1.00 37.1N 2945.0SHS 29.9 0.77926.0 38.0 3810 23.9 239 175 27779.1 37.8 362 0.890 45.0S 223150x 150x9.0SHS37.7 0.56114.9 14.7 4800 15.4 205 159 24856.6 26.1 316 1.00 17.4C 2486.0SHS 26.2 0.57422.0 23.0 3330 11.3 150 113 17858.2 18.4 229 1.00 27.2C 1785.0SHS22.1 0.57926.2 28.0 2810 9.70 129 96.1 15158.7 15.6 197 1.00 33.1N 144125x 125x9.0SHS30.6 0.46115.1 11.9 3900 8.38 134 106 16546.4 14.5 208 1.00 14.1C 1656.0SHS 21.4 0.47422.1 18.8 2730 6.29 101 76.5 12048.0 10.4 154 1.00 22.3C 1205.0SHS 18.2 0.47926.3 23.0 2310 5.44 87.1 65.4 10348.5 8.87 133 1.00 27.2C 1034.0SHS 14.8 0.48332.7 29.3 1880 4.52 72.3 53.6 84.549.0 7.25 110 1.00 34.6N 78.9100x 100x9.0SHS23.5 0.36115.4 9.11 3000 3.91 78.1 63.6 98.636.1 7.00 123 1.00 10.8C 98.66.0SHS 16.7 0.37422.4 14.7 2130 3.04 60.7 47.1 73.537.7 5.15 93.6 1.00 17.4C 73.55.0SHS 14.2 0.37926.6 18.0 1810 2.66 53.1 40.5 63.538.3 4.42 81.4 1.00 21.3C 63.54.0SHS 11.6 0.38332.9 23.0 1480 2.23 44.6 33.5 52.638.8 3.63 68.0 1.00 27.2C 52.63.0SHS 8.96 0.39043.5 31.3 1140 1.77 35.4 26.0 41.239.4 2.79 53.2 1.00 37.1N 37.12.5SHS 7.53 0.39152.0 38.0 959 1.51 30.1 21.9 34.939.6 2.35 45.2 0.891 45.0S 28.12.0SHS 6.070.39364.748.07741.2324.617.828.339.91.9136.90.70656.8S20.2COL D FORMED - STRUCTURAL HOL L OW SECTIONS & PROFIL ES ONESTEEL MARKET MIL L S25TUBELINE ® SQUARE HOLLOW SECTIONSGRADE C350L0 (AS 1163)DIMENSION AND RATIOSPROPERTIESPROPERTIES FOR DESIGN TO AS 4100NOTES:1.This table is calculated in accordance with AS 4100 using design yield stress f y = 350 MPa and design tensile strength f u = 430 MPa as per AS 4100 table2.1 for AS 1163 grade C350L0.2.Grade C350L0 is cold formed and therefore is allocated the CF residual stresses classification in AS 4100.3. C = Compact Section; N = Non-compact Section; S = Slender Section; as defined in AS 4100.4.For Square and Rectangular Hollow Sections the outside corner radius r used in calculating the section properties is equal to 2t for sections with thickness t £ 3.0mm and 2.5t for sections with t > 3.0mm.89x 89x6.0SHS14.6 0.33022.5 12.8 1870 2.06 46.2 36.3 56.633.2 3.54 71.6 1.00 15.2C 56.65.0SHS 12.5 0.33426.7 15.8 1590 1.81 40.7 31.4 49.133.7 3.05 62.7 1.00 18.7C 49.13.5SHS 9.06 0.34137.6 23.4 1150 1.37 30.9 23.2 36.534.5 2.24 47.1 1.00 27.7C 36.575x 75x6.0SHS12.0 0.27422.8 10.5 1530 1.16 30.9 24.7 38.427.5 2.04 48.2 1.00 12.4C 38.45.0SHS 10.3 0.27927.0 13.0 1310 1.03 27.5 21.6 33.628.0 1.77 42.6 1.00 15.4C 33.64.0SHS 8.49 0.28333.3 16.8 1080 0.882 23.5 18.0 28.228.6 1.48 36.1 1.00 19.8C 28.23.5SHS 7.53 0.28537.9 19.4 959 0.797 21.3 16.1 25.328.8 1.32 32.5 1.00 23.0C 25.33.0SHS 6.60 0.29043.9 23.0 841 0.716 19.1 14.2 22.529.2 1.15 28.7 1.00 27.2C 22.52.5SHS 5.56 0.29152.4 28.0 709 0.614 16.4 12.0 19.129.4 0.971 24.6 1.00 33.1N 18.32.0SHS 4.50 0.29365.1 35.5 574 0.505 13.5 9.83 15.629.7 0.790 20.2 0.953 42.0S 13.165x 65x6.0SHS10.1 0.23423.1 8.83 1290 0.706 21.7 17.8 27.5 23.4 1.27 34.2 1.00 10.5C 27.55.0SHS 8.75 0.23927.3 11.0 1110 0.638 19.6 15.6 24.3 23.9 1.12 30.6 1.00 13.0C 24.34.0SHS 7.23 0.24333.6 14.3 921 0.552 17.0 13.2 20.6 24.5 0.939 26.2 1.00 16.9C 20.63.0SHS 5.66 0.25044.1 19.7 721 0.454 14.0 10.4 16.6 25.1 0.733 21.0 1.00 23.3C 16.62.5SHS 4.78 0.25152.6 24.0 609 0.391 12.0 8.91 14.1 25.3 0.624 18.1 1.00 28.4C 14.12.0SHS 3.88 0.25365.3 30.5 494 0.323 9.94 7.29 11.6 25.6 0.509 14.9 1.00 36.1N 10.61.6SHS 3.13 0.25581.2 38.6 399 0.265 8.16 5.94 9.44 25.8 0.414 12.2 0.876 45.7S 7.5450x 50x5.0SHS6.39 0.17927.98.00 814 0.257 10.3 8.51 13.2 17.8 0.469 16.3 1.009.47C 13.24.0SHS 5.35 0.18334.2 10.5 681 0.229 9.15 7.33 11.4 18.3 0.403 14.3 1.00 12.4C 11.43.0SHS 4.25 0.19044.7 14.7 541 0.195 7.79 5.92 9.39 19.0 0.321 11.8 1.00 17.4C 9.392.5SHS 3.60 0.19153.1 18.0 459 0.169 6.78 5.09 8.07 19.2 0.275 10.2 1.00 21.3C 8.072.0SHS 2.93 0.19365.8 23.0 374 0.141 5.66 4.20 6.66 19.5 0.226 8.51 1.00 27.2C 6.661.6SHS 2.380.19581.729.33030.1174.683.445.4619.60.1857.031.0034.6N5.10DesignationMass External Gross Torsion Torsion Form per mSurface Area b -2t Section About x-, y- and n-axisConstant ModulusFactorAbout x- and y-axis tArea d b t per mper t A g I x Z x Z n S x r x J C k f λe Compactness (3)Z emm mm mm kg/m m 2/m m 2/t mm 2106mm 4103mm 3103mm 3103mm 3mm 106mm 4103mm 3(C,N,S)103mm 3COL D FORMED - SRUCTURAL HOL L OW SECTIONS & PROFIL ES 26ONESTEEL MARKET MIL L S November 2004TABLE 3.1(c)DIMENSIONS AND PROPERTIESTUBELINE ® SQUARE HOLLOW SECTIONSGRADE C350L0 (AS 1163)DIMENSION AND RATIOSPROPERTIESPROPERTIES FOR DESIGN TO AS 4100NOTES:1.This table is calculated in accordance with AS 4100 using design yield stress f y = 350 MPa and design tensile strength f u = 430 MPa as per AS 4100 table2.1 for AS 1163 grade C350L0.2.Grade C350L0 is cold formed and therefore is allocated the CF residual stresses classification in AS 4100.3. C = Compact Section; N = Non-compact Section; S = Slender Section; as defined in AS 4100.4.For Square and Rectangular Hollow Sections the outside corner radius r used in calculating the section properties is equal to 2t for sections with thickness t £ 3.0mm and 2.5t for sections with t > 3.0mm.40x 40x4.0SHS4.09 0.14334.9 8.00 521 0.1055.26 4.366.74 14.2 0.192 8.33 1.00 9.47C 6.743.0SHS 3.30 0.15045.3 11.3 421 0.0932 4.66 3.61 5.72 14.9 0.1587.07 1.00 13.4C 5.722.5SHS 2.82 0.15153.7 14.0 359 0.0822 4.11 3.13 4.97 15.1 0.136 6.21 1.00 16.6C 4.972.0SHS 2.31 0.15366.4 18.0 294 0.0694 3.47 2.61 4.13 15.4 0.113 5.23 1.00 21.3C 4.131.6SHS 1.88 0.15582.3 23.0 239 0.0579 2.90 2.15 3.41 15.6 0.0927 4.36 1.00 27.2C 3.4135x 35x3.0SHS2.83 0.13045.8 9.67 361 0.05953.40 2.674.23 12.8 0.1025.18 1.00 11.4C 4.232.5SHS 2.42 0.13154.2 12.0 309 0.0529 3.02 2.33 3.69 13.1 0.0889 4.58 1.00 14.2C 3.692.0SHS 1.99 0.13366.8 15.5 254 0.0451 2.58 1.95 3.09 13.3 0.0741 3.89 1.00 18.3C 3.091.6SHS 1.63 0.13582.7 19.9 207 0.0379 2.16 1.62 2.57 13.5 0.06113.261.00 23.5C2.5730x 30x2.0SHS1.68 0.11367.4 13.0 214 0.0272 1.81 1.392.21 11.3 0.0454 2.75 1.00 15.4C 2.211.6SHS 1.38 0.11583.3 16.8 175 0.0231 1.54 1.16 1.84 11.5 0.0377 2.32 1.00 19.8C 1.8425x 25x3.0SHS1.89 0.089747.4 6.33 241 0.0184 1.47 1.21 1.91 8.74 0.03332.27 1.00 7.49C 1.912.5SHS 1.64 0.091455.7 8.00 209 0.0169 1.35 1.08 1.71 8.99 0.0297 2.07 1.00 9.47C 1.712.0SHS 1.36 0.093168.3 10.5 174 0.0148 1.19 0.926 1.47 9.24 0.0253 1.80 1.00 12.4C 1.471.6SHS 1.12 0.094584.1 13.6 143 0.01281.020.7801.249.44 0.02121.541.0016.1C 1.2420x 20x1.6SHS 0.8730.074585.410.51110.00608 0.608 0.474 0.751 7.390.0103 0.924 1.0012.4C0.751DesignationMass External Gross Torsion Torsion Form per mSurface Area b -2t Section About x-, y- and n-axisConstant ModulusFactorAbout x- and y-axis tArea d b t per mper t A g I x Z x Z n S x r x J C k f λeCompactness (3)Z emm mm mm kg/m m 2/m m 2/t mm 2106mm 4103mm 3103mm 3103mm 3mm 106mm 4103mm 3(C,N,S)103mm 3COL D FORMED - STRUCTURAL HOL L OW SECTIONS & PROFIL ES ONESTEEL MARKET MIL L S27TUBELINE ® SQUARE HOLLOW SECTIONS GRADE C350L0 (TUBELINE 350L0 - TYPE 2)DIMENSION AND RATIOSPROPERTIESPROPERTIES FOR DESIGN TO AS 4100NOTES:1.In this table, the properties of these products are calculated in accordance with AS 4100 using design yield stress f y = 350 MPa and design tensile strength f u = 380.2.T ype 2 products are not made strictly in accordance with AS 1163. Care should be used when designing structures using these products.3.Grade C350L0 is cold formed and therefore is allocated the CF residual stresses classification in AS 4100.4. C = Compact Section; N = Non-compact Section; S = Slender Section; as defined in AS 4100.5.For Square and Rectangular Hollow Sections the outside corner radius r used in calculating the section properties is equal to 2t for sections with thickness t £ 3.0mm and 2.5t for sections with t > 3.0mm.15x 15x1.8SHS 0.681 0.053879.1 6.33 86.7 0.00239 0.318 0.262 0.414 5.25 0.00431 0.491 1.00 7.49C 0.41413x 13x1.8SHS 0.5680.045880.75.22 72.30.00142 0.218 0.184 0.2904.420.00262 0.339 1.006.18C0.290DesignationMass External Gross Torsion Torsion Form per mSurface Area b -2t Section About x-, y- and n-axisConstant ModulusFactorAbout x- and y-axis tArea d b t per mper t A g I x Z x Z n S x r x J C k f λeCompactness (4)Z emm mm mm kg/m m 2/m m 2/t mm 2106mm 4103mm 3103mm 3103mm 3mm 106mm 4103mm 3(C,N,S)103mm 3。
澳大利亚标准 白口铸铁

澳大利亚标准耐磨白口铸铁preface前言this standard was prepared by the Australian members of the joint standards Australia/standards new Zealand committee MT-001 , iron and steel to supersede AS2027-1985, iron casting-abrasion-resistant white iron . after consultation with stakeholders in both countries , standards Australia and standards new Zealand decided to develop this standard as an Australian, rather than an Australian/new Zealand standard.此标准由澳大利亚-新西兰铸铁铸钢标准联合会MT-001成员之一澳大利亚修订,代替AS2027-1985耐磨白口铸铁标准。
在协商之后,两个国家都保管这个标准,同时使用这一标准。
The objective of this standard is to specify white cast iron that will not be susceptible to abrasive attack due to its wear resistant properties .此标准的目的是指定耐磨铸铁的特性。
The revision of AS2027-1977 was initiated by research work carried out by a joined panel of csito and mtia , which found that the morphology of complex eutectic carbides in the white cast irons was incorrectly described in that edition. The following editions AS2037-1985 and this edition continue to reflect the results of that research.AS2027-1977 这个版本起初被CSITO和MTIA指定和运行. 此版本中指出的石墨共晶的形态的描述是不正确的,此后的版本AS2037-1985继续了这一错误结果。
澳焊标第5部分AS NZS 1554.5 2004
AS/NZS 1554.5:2004澳大利亚/新西兰标准结构钢焊接第五部分:经受高度疲劳负荷的钢结构之焊接第五部分:经受高度疲劳负荷的钢结构之焊接 ------------------------------------------------------------ 1 1范围和总则------------------------------------------------------------------------------------------------------- 4 1.1范围-------------------------------------------------------------------------------------------------------------- 4 1.2不包括在内的焊接方法------------------------------------------------------------------------------------- 5 1.3创新-------------------------------------------------------------------------------------------------------------- 5 1.4参考文件-------------------------------------------------------------------------------------------------------- 5 1.5定义-------------------------------------------------------------------------------------------------------------- 5 1.6焊接基本要求 ------------------------------------------------------------------------------------------------- 6 1.7安全-------------------------------------------------------------------------------------------------------------- 7 2施工材料---------------------------------------------------------------------------------------------------------- 7 2.1母材-------------------------------------------------------------------------------------------------------------- 7 2.2(焊接)垫板材料 ------------------------------------------------------------------------------------------------ 8 2.3焊接消耗材料 ------------------------------------------------------------------------------------------------- 8 3焊接连接的细述------------------------------------------------------------------------------------------------- 9 3.1总则-------------------------------------------------------------------------------------------------------------- 9 3.2对接焊缝------------------------------------------------------------------------------------------------------- 10 3.3角焊缝---------------------------------------------------------------------------------------------------------- 123.4复合焊缝------------------------------------------------------------------------------------------------------- 154.工艺评定--------------------------------------------------------------------------------------------------------- 16 4.1焊接工艺评定 ------------------------------------------------------------------------------------------------ 16 4.2焊接工艺评定的方法--------------------------------------------------------------------------------------- 18 4.3经预评定的焊接工艺--------------------------------------------------------------------------------------- 19 4.4评定通过的焊接工艺之可借用性 ----------------------------------------------------------------------- 19 4.5经预评定的接头制备--------------------------------------------------------------------------------------- 19 4.6焊材评定------------------------------------------------------------------------------------------------------- 20 4.7 用试验对焊接工艺进行评定----------------------------------------------------------------------------- 26 4.8评定范围的扩展 --------------------------------------------------------------------------------------------- 30 4.9 焊接方法的组合 -------------------------------------------------------------------------------------------- 31 4.10 试验记录 ---------------------------------------------------------------------------------------------------- 31 4.11 焊接工艺的重新评定------------------------------------------------------------------------------------- 314.12 焊接人员的资格评定------------------------------------------------------------------------------------- 355.技艺 --------------------------------------------------------------------------------------------------------------- 39 5.1焊接前钢板边缘准备工作--------------------------------------------------------------------------------- 39 5.2装配------------------------------------------------------------------------------------------------------------- 40 5.3预热温度和道间温度的控制------------------------------------------------------------------------------ 41 5.4在不利天气条件下的焊接--------------------------------------------------------------------------------- 44 5.5点(定位)焊缝 ------------------------------------------------------------------------------------------------- 44 5.6焊缝的深宽之比 --------------------------------------------------------------------------------------------- 44 5.7变形和殘余应力的控制------------------------------------------------------------------------------------ 44 5.8焊缝中缺陷的清除和修理--------------------------------------------------------------------------------- 50 5.9临时附件------------------------------------------------------------------------------------------------------- 51 5.10引弧 ----------------------------------------------------------------------------------------------------------- 52 5.11完工焊缝的清洁-------------------------------------------------------------------------------------------- 52 5.12对接焊缝的整修-------------------------------------------------------------------------------------------- 526.焊缝质量--------------------------------------------------------------------------------------------------------- 53 6.1检查方法和缺陷的允许级别------------------------------------------------------------------------------ 53 6.2射线拍片------------------------------------------------------------------------------------------------------- 54 6.3超声波检查 --------------------------------------------------------------------------------------------------- 55 6.4磁粉探伤------------------------------------------------------------------------------------------------------- 56 6.5焊缝缺陷------------------------------------------------------------------------------------------------------- 566.6报告------------------------------------------------------------------------------------------------------------- 567.检查 --------------------------------------------------------------------------------------------------------------- 62 7.1总则------------------------------------------------------------------------------------------------------------- 62 7.2检查员的资格评定 ------------------------------------------------------------------------------------------ 62 7.3焊接的外观检查 --------------------------------------------------------------------------------------------- 62 7.4除外观检查外的无损检查--------------------------------------------------------------------------------- 63 附录 ----------------------------------------------------------------------------------------------------------------- 65A.参考的文件 ----------------------------------------------------------------------------------------------------- 65B.脆性断裂 -------------------------------------------------------------------------------------------------------- 69C.焊接工艺用的典型表格-------------------------------------------------------------------------------------- 72D.讨论事宜检查表----------------------------------------------------------------------------------------------- 75E.焊接接头和焊接方法的识别-------------------------------------------------------------------------------- 761范围和总则1.1范围本标准规定了对那些由钢板、薄板或型钢(包括中空型钢和拼制型钢),或铸件和锻件组合而成的钢结构的焊接要求,焊接采用下列方法。
AS 4671-2001(澳标螺纹)

AS/NZS 4671:2001(Incorporating Amendment No. 1) AS/NZS 4671Australian/New Zealand Standard™Steel reinforcing materialsAS/NZS 4671:2001This Joint Australian/New Zealand Standard was prepared by Joint Technical Committee BD-084, Reinforcing and Prestressing Materials. It was approved on behalf of the Council of Standards Australia on 18 January 2001 and on behalf of the Council of Standards New Zealand on 9 March 2001. It was published on 2 April 2001.The following are represented on Committee BD-084:Association of Consulting Engineers, AustraliaAustralian Chamber of Commerce and IndustryAustralian Post Tensioning AssociationAustralian Steel AssociationAUSTROADSBureau of Steel Manufacturers of AustraliaCement & Concrete Association of New ZealandGalvanizers Association of AustraliaInstitution of Professional Engineers New ZealandMaster Builders AustraliaNational Precast Concrete Association AustraliaNew Zealand Manufacturers’ FederationSteel Reinforcement Institute of AustraliaKeeping Standards up-to-dateStandards are living documents which reflect progress in science, technology and systems. To maintain their currency, all Standards are periodically reviewed, and new editions are published. Between editions, amendments may be issued. Standards may also be withdrawn. It is important that readers assure themselves they are using a current Standard, which should include any amendments which may have been published since the Standard was purchased.Detailed information about joint Australian/New Zealand Standards can be found by visiting the Standards Australia web site at .au or Standards New Zealand web site at and looking up the relevant Standard in the on-line catalogue.Alternatively, both organizations publish an annual printed Catalogue with full details of all current Standards. For more frequent listings or notification of revisions, amendments and withdrawals, Standards Australia and Standards New Zealand offer a number of update options. For information about these services, users should contact their respective national Standards organization.W e also welcome suggestions for improvement in our Standards, and especially encourage readers to notify us immediately of any apparent inaccuracies or ambiguities. Please address your comments to the Chief Executive of either Standards Australia International or Standards New Zealand at the address shown on the back cover.This Standard was issued in draft form for comment as DR 98119.AS/NZS 4671:2001(Incorporating Amendment No. 1)Australian/New Zealand Standard™Steel reinforcing materialsOriginated in Australia as part of AS A81—1958, AS A82—1958, AS A83—1958,AS A84—1958, AS A92—1958 and AS A97—1965.Previous Australian editions AS 1302—1991, AS 1303—1991 and AS 1304—1991.Originated in New Zealand as part of NZS 197:1949 NZS 1255:1956, NZS 1693:1962,NZS 1879:1964 and NZS 3423P:1972.Previous New Zealand editions NZS 3421:1975, NZS 3422:1975 and NZS 3402:1989.AS 1302—1991, AS 1303—1991, AS 1304—1991, NZS 3421:1975, NZS 3422:1975 andNZS 3402:1989 jointly revised, amalgamated and redesignated AS/NZS:4671:2001.Reissued incorporating Amendment No. 1 (5 June 2003).COPYRIGHT© Standards Australia/Standards New ZealandAll rights are reserved. No part of this work may be reproduced or copied in any form or by any means, electronic or mechanical, including photocopying, without the written permission of the publisher.Jointly published by Standards Australia International Ltd, GPO Box 5420, Sydney, NSW 2001 and Standards New Zealand, Private Bag 2439, Wellington 6020ISBN 0 7337 3752 8AS/NZS 4671:2001 2PREFACEThis Standard was prepared by the Standards Australia/Standards New Zealand Committee BD/84, Reinforcing and Prestressing Materials, to supersede the following Standards:AS 1302—1991 Steel reinforcing bars for concreteAS 1303—1991 Steel reinforcing wire for concreteAS 1304—1991 Welded wire reinforcing fabric for concreteNZS 3402:1989 Steel bars for the reinforcement of concreteNZS 3421:1975 Specification for hard drawn mild steel wire for concrete reinforcement.Metric unitsNZS 3422:1975 Specifica tion for welded fa bric of dra wn steel wire for concretereinforcementThis Standard incorporates Amendment No. 1 (5 June 2003). The changes required by the Amendment are indicated in the text by a marginal bar and amendment number against the clause, note, table, figure or part thereof affected.To permit the reinforcing steel and reinforced concrete design industries with time to adjust to the new Standard, the above six standards will remain current and will be withdrawn12 months from the date of publication of this Standard.The objective of the Standard is to provide a single specification of material requirements for steel bars, wire and mesh, intended for use in reinforced concrete structures which have been designed in accordance with AS 3600 or NZS 3101.1.Differences between this Standard and current Standards are briefly outlined below.1 GeneralA major departure from the current Standards is that this document applies to reinforcementgenerally, irrespective of the process of its manufacture.Although closely aligned technically with both ISO 6935, Steel for the reinforcement of concrete, and the European Pre-Standard DDENV 10080, Steel for the reinforcement of concrete—Welda ble ribbed reinforcing steel B500 — Technica l delivery conditions for ba rs, coils a nd welded fa bric, the Standard is not classed as ‘technically equivalent’ to either of these documents primarily because—(a) both ISO 6935 and ENV 10080 require mandatory third party assessment ofcompliance, contrary to the principles of Standards Australia and Standards NewZealand in this regard (see Appendix A);(b) ISO 6935 does not contain specific requirements appropriate for reinforcement forearthquake-resistant structures; and(c) consequent differences in both the text and numerical values, although minor innature, are too numerous to meet the strict definition of ‘technically equivalent’.In choosing to vary the above documents where they considered it necessary, the Committee took into account the fact that, to date, neither document has found wide acceptance.2 Strength gradesOnly three strength G rades have been considered, i.e., those having lower characteristic yield strengths of 250 MPa, 300 MPa and 500 MPa respectively. The 500 G rade material replaces the Grade 400/450 Australian and the Grade 430/485 New Zealand materials, while3 AS/NZS 4671:2001the G rade 300 material corresponds closely to the current New Zealand Standard. Plainround material other than grade 300E is required to correspond to AS/NZS 3679.Requirements for Grade 500 steel have been developed from ENV 10080, while those forearthquake-resistant applications have been developed from the current edition ofNZS 3402.3 Ductility classesThe need to provide reinforcement with ductility appropriate to earthquake-resistantconcrete structures, coupled with recent investigations into the structural consequences ofthe relatively low ductility of cold-worked reinforcement, has led to the introduction ofthree ductility classes. These are distinguished in requirements by the letters ‘L’ (low), ‘N’(normal) and ‘E’ (earthquake), placed immediately after the strength-grade number,corresponding with different minimum values for uniform elongation and maximum stress to yield stress ratio.4 Chemical and mechanical propertiesAdjustments have been made to the chemical composition, carbon equivalent, andmechanical properties parameters, as necessary, to satisfy the (sometimes conflicting)requirements of strength, ductility and weldability.5 New inclusionsIn addition to the items noted above the following new material has been included:(a) Production control in all stages of manufacture is a specific requirement (Clauses 6.3and 8) with the details of how it is to be achieved being spelt out in Appendix B.(b) Purpose-m a de meshes are covered in Clause 7.5.4 and distinguished from thecommonly available meshes, whereas only stock meshes were previously specified.(c) Identific a tion rules for the standard strength grades and ductility classes are given andillustrated in Clause 9 so that the different materials can be readily differentiatedvisually on site and distinguished from previously manufactured materials.(d) The bond test in Appendix C has been introduced as an alternative means fordemonstrating the ability of deformed reinforcement to develop sufficient bond toachieve its characteristic yield strength when embedded in concrete.Statements expressed in mandatory terms in notes to tables are deemed to be requirementsof this Standard.AS/NZS 4671:2001 4CONTENTSP a geFOREWORD (5)1 SCOPE (6)2 REFERENCEDDOCUMENTS (6)3 DEFINITIONS (7)4 NOTATION (8)5 CLASSIFICATIONANDDESIG NATION (9)6 MANUFACTURING METHODS (11)7 CHEMICAL, MECHANICAL AND DIMENSIONAL REQUIREMENTS (11)8 SAMPLING AND TESTING FOR MANUFACTURING CONTROL (20)9 IDENTIFICATION (20)APPENDICESA MEANS FOR DEMONSTRATING COMPLIANCE WITH THIS STANDARD (23)B MANUFACTURING CONTROL (25)C REQUIREMENTS FOR DETERMINING THE MECHANICAL ANDGEOMETRIC PROPERTIES OF REINFORCEMENT (33)D PURCHASING G UIDELINES (40)AS/NZS 4671:2001 5FOREWORDPrior to 1995, responsibility for the Australian/New Zealand Standards on steel reinforcingand prestressing materials lay with Committee BD-023, Structural Steels, whose interestand expertise were mainly oriented toward materials for steel structures rather than forconcrete structures. In recognition of this and in pursuance of the Memorandum ofUnderstanding between Standards Australia and Standards New Zealand, a new jointAustralian/New Zealand committee (BD-084) was formed in December 1994 to take on thespecific responsibility of upgrading and harmonizing the relevant reinforcing and prestressing materials Standards of both countries.At about this time, the results of international and local research indicated markedlydifferent ductile behaviour between concrete members containing either hot-rolled or cold-rolled reinforcement. As this has consequent implications in the design and detailing forboth normal and earthquake-resistant structures, concerns were being expressed regardingthe status of the current high strength steels and, in particular, welded mesh.The Australian Standards most directly affected by the latter material are AS 2870,Residentia l sla bs a nd footings, and AS 3600, Concrete structures. The Committees responsible for those Standards (BD-025 and BD-002 respectively) have reviewed theimplications of the proposals in this Standard and as a result have taken the followingactions:(a) The latest edition of AS 2870 (June 1996) permits the substitution of ribbed-wiremeshes, on an equivalent strength basis with a minimum uniform elongationrequirement, for the plain-wire meshes generally specified in that Standard andforeshadows the introduction of this Standard.(b) Committee BD-002 has set up a special Working G roup to investigate theconsequences, in both design and detailing requirements, of using low ductility steelsfor reinforcement. As an interim measure, Amendment 1 to AS 3600—1994 (August1996) introduced limitations on the use of this material in negative moment regionsand flagged other areas where caution in its use should be exercised. When theinvestigations have been completed and all the results assessed, it is anticipated thatfurther amendments will be necessary and that they will be published at or about thesame time as this Standard.While this Standard theoretically provides for three ductility classes and three strengthgrades, it should be realized that some of the possible combinations are not technicallyachievable in practice. Furthermore, from a simple commercial viewpoint, it is unlikely thatall achievable combinations will be produced in either country. Specifically, it is envisagedthat 500E steels are unlikely to be used in Australia, it being considered that Australia'sgenerally low seismicity can be adequately accounted for by using Normal (N) class steels.Conversely, Normal class steels are unlikely to be used in New Zealand where theseismicity is generally high.It is felt that this joint Standard will enable a number of significant benefits to the concreteconstruction industry, namely—(i) more efficient use of materials, and for designers to detail less congested reinforcinglayouts (particularly in columns and walls) with the use of higher strength steels;(ii) more reliable member performance as a result of the clarification of minimum ductility levels;(iii) more uniform product as a result of tighter conformance requirements; and(iv) greater compatibility between ‘design’ and ‘production’ parameters (e.g.characteristic values),all of which should lead to more efficient, reliable and cost effective concrete structures.AS/NZS 4671:2001 6STANDARDS AUSTRALIA/STANDARDS NEW ZEALANDAustralian/New Zealand StandardSteel reinforcing materials1 SCOPEThis Standard specifies requirements for the chemical composition and the mechanical and geometrical properties of reinforcing steel used for the reinforcement of concrete in the form of—(a) deformed or plain bars and coils;(b) machine-welded mesh; and(c) continuously threaded bars.This Standard does not apply to prestressing steels, stainless steel reinforcement, epoxy-coated steels and galvanized steels.NOTES:1 Means for demonstrating compliance with this Standard are given in Appendix A.2 Prestressing steels are covered by AS 1310, AS 1311, AS 1313.3 Information on stainless steel reinforcement may be found in other internationally (accepted)Standards such as BS 6744 or ASTM A955M.2 REFERENCED DOCUMENTSThe following documents are referred to in this Standard.AS1199 Sampling procedures and tables for inspection by attributes1310 Steel wire for tendons in prestressed concrete1311 Steel tendons for prestressed concrete—7-wire stress-relieved steel strand1313 Steel tendons for prestressed concrete—Cold-worked high-tensile alloy steel bars for prestressed concrete1391 Methods for tensile testing of metals1399 G uide to AS 1199—Sampling procedures and tables for inspection by attributes1554 Structuralweldingsteel1554.3 Part 3: Welding of reinforcing steel2193 Methods for calibration and grading of force-measuring systems of testing machinesAS/NZS1050 Methods for the analysis of iron and steelsteel3679 Structural3679.1 Part 1: Hot-rolled bars and sectionsISOA115630-1 Steel for the reinforcement and prestressing of concrete—Test methods, Part 1: Reinforcing bars, wire rod and wire15630-2 Steel for the reinforcement and prestressing of concrete—Test methods, Part 2: Welded fabric7AS/NZS 4671:2001SAIHB 18 Guidelines for third-party certification and accreditationHB 18.28 G uide 28: G eneral rules for a model third-party certification scheme forproducts3 DEFINITIONSFor the purpose of this Standard, the definitions below apply.3.1AgeingHeating of the test specimen to 100 ±10°C, maintaining this temperature for a period of1 h +15, −0 min and then cooling the specimen in still air to room temperature.3.2 BarA straight length of reinforcing steel.3.3 Characteristic value3.3.1 Lower characteristic value (C vL)The value of a property having a prescribed (high) probability (p) of being exceeded in ahypothetical unlimited series of standard tests.NOTE: The probability of a test value being below this value is (1 – p) at a confidence level of0.9.3.3.2 Upper characteristic value (C vU)The value of a property having a prescribed (high) probability (p) of not being exceeded ina hypothetical unlimited series of standard tests.NOTE:The probab ility of a test value being above this value is (1 – p) at a confidence level of0.9.3.4 Decoiled steelReinforcing steel manufactured in coils and subsequently processed.3.5 Deformed reinforcement3.5.1 Indented reinforcementReinforcing steel with at least two rows of transverse indentations, which are distributeduniformly along the entire length.3.5.2 Ribbed reinforcementReinforcing steel with at least two rows of transverse ribs, which are distributed uniformlyalong the entire length.3.6 MeshLongitudinal and transverse bars of the same or different diameter and length, which arearranged substantially at right angles and factory electrical resistance welded by automaticmachines at points of intersection.3.7 Mesh, length ofThe longest side of the mesh, irrespective of the manufacturing direction.3.8 Mesh, longitudinal bars inThe reinforcing steel in the manufacturing direction of the mesh.AS/NZS 4671:2001 83.9 Mesh, overhang ofLength of longitudinal or transverse bars projecting beyond the centre of the outer crossing bar in the mesh. For twin bar mesh, the overhang is measured from the midpoint line of the adjacent bars (see Figure 3).3.10 Mesh, pitch ofThe centre-to-centre distance of bars in the mesh. For twin bar mesh, the pitch is measured between the midpoint of the adjacent bars (see Figure 3).3.11 Mesh, purpose madeMesh manufactured according to specific requirements.3.12 Mesh, transverse bars inReinforcing steel perpendicular to the manufacturing direction of the mesh.3.13 Mesh, twin bars inTwo bars of the same designation placed adjacent to each other as a pair.3.14 Mesh, width ofThe shortest side of the mesh, irrespective of the manufacturing direction.3.15 Plain reinforcing steelReinforcing steel without surface deformations excluding identifying marks.3.16 Reinforcing steelSteel with a circular or practically circular cross-section, which is suitable for the reinforcement of concrete.3.17 Rib, longitudinalUniform continuous protrusion parallel to the axis of the reinforcing steel.3.18 Rib, transverseAny protrusion on the surface of the product other than a longitudinal rib.3.19 Steel producerThe organization responsible for producing reinforcing steel in bar or coil form from a hot-rolling process.3.20 Steel processorThe organization responsible for subsequent processing of reinforcing steel supplied by a steel producer, which significantly changes the shape and properties of the steel. The processing may include cold-rolling, cold-drawing, decoiling and straightening, or automatic, electrical-resistance welding.4 NOTATIONThe following symbols are used in this Standard.A gt= the percentage elongation at maximum force when tested in accordance withAppendix C, as a percentageA s= the nominal cross-sectional area of a reinforcing steel, in millimetres squareda = pitch of bars in a mesh, in millimetresC vL= lower characteristic value of a variable parameterC vU= upper characteristic value of a variable parameterc = the longitudinal pitch of the transverse deformations measured parallel to the axis ofthe reinforcing steel, in millimetresd = the nominal diameter of a reinforcing steel, in millimetresf P= the specific projected area of transverse indentationsf R= the specific projected area of transverse ribsg = the circumferential gap between deformationsh = the rib height or indentation depth, in millimetresk i =coefficientaL n= the nominal length of a bar, in millimetresn = the number of tests in a series of tests; or= the number of longitudinal bars in a particular trench meshR e= the value of the yield stress (or 0.2% proof stress) determined from a single tensile test in accordance with AS 1391, in megapascalsR ek.L= the lower characteristic value of the yield stress determined from a series of tensile tests, in megapascalsR ek.U= the upper characteristic value of the yield stress determined from a series of tensile tests, in megapascalsR m= the value of the maximum tensile strength determined from a single tensile test in accordance with AS 1391, in megapascalsu = edge overhang of a bar in a mesh, in millimetresw c= the crest width of ribsw i = thewidthindentationα= rib flank inclination (See Figure 2)β= angle of inclination between the centre-line of the transverse deformation and the longitudinal axis of the reinforcing steel (see Figure 1)5 CLASSIFICATION AND DESIGNATION5.1 ClassificationReinforcing steel shall be classified by—(a) shape, as characterized by the presence or absence of ribs or indentations on itssurface;(b) strength grade, as specified by the lower characteristic value of its yield stress (R ek.L);(c) relative ductility, as characterized by its uniform elongation (A gt) and ratio of tensilestrength to yield stress (R m/R e);(d) size, as characterized by its nominal diameter.5.2 DesignationEach of the reinforcing steels described in Clause 5.1 shall be designated by distinguishing letters or numbers in the following manner:(a) Shape—by the letters, R, D, or I, representing plain (Round), Deformed ribbed, ordeformed Indented, surfaces respectively.(b) Strength grade—by the numerical value of the lower characteristic yield stressexpressed in megapascals.(c) Ductility Class—by the letters L, N or E representing Low, Normal or seismic(Earthquake) ductility respectively, in accordance with Table 2.(d) Size—by the numerical value of the nominal diameter expressed in millimetres.The designators shall be stated in the order of shape, strength grade, ductility class and size. Full designators shall be used in all communications unless the use of abbreviated forms causes no ambiguity, and the omitted characteristics can be readily distinguished or deduced.NOTES:1 For example, a deformed ribbed bar, of grade 500 MPa normal ductility steel with a nominal16 mm diameter, would be designated as ‘D500N16’.2 In the example given in Note 1, if all the reinforcement ordered or required for a particularproject was to b e deformed rib b ed b ars of the same strength grade b ut varied in other characteristics, and there was a general note to this effect in the project plans and specifications, the designation may be abbreviated to ‘N16’.5.3 Standard gradesThe standard grades of reinforcing steels, characterized by their strength grade and relative ductility class shall be as follows:(a) 250N.(b) 300E.(c) 500L.(d) 500N.(e) 500E.5.4 Designation of welded meshWelded mesh shall be designated by distinguishing letters or numbers in the following manner:(a) Shape—by the letters, R, D, or I, representing plain (Round), Deformed ribbed, ordeformed Indented, surfaces respectively.(b) Strength grade—by the numerical value of the lower characteristic yield stressexpressed in megapascals.(c) Configuration of the orthogonal bars—by the letters S or R, representing Square orRectangular configurations.(d) Ductility Class—by the letters L, N or E representing Low, Normal or seismic(Earthquake) ductility respectively, in accordance with Table 2.(e) Size—by the numerical value of the nominal bar diameter in the longitudinaldirection, expressed in millimetres.(f) Transverse spacing of the longitudinal steel—by the numerical value of the transversespacing, expressed in millimetres, divided by 100.(g) Transverse reinforcement for rectangular configured welded mesh—by the numericalvalue of the nominal bar diameter expressed in millimetres. Transverse reinforcement shall be of the same shape, strength grade and ductility class as the longitudinal reinforcing steel. Unless noted otherwise, transverse reinforcement is usually spaced at 200 mm centres.The designators shall be stated in the order shape, strength, configuration, ductility, size, spacing and secondary reinforcement if applicable.Full designators shall be used in all communications unless the use of abbreviated formscauses no ambiguity, and the omitted characteristics can be readily distinguished or deduced.NOTES:1 For example, a square mesh consisting of 9 mm diameter deformed rib b ed b ar at 200 mmcentres, of grade 500 MPa low ductility steel, would be designated as ‘D500SL92’. 2 In the example given in Note 1, if all the welded mesh ordered or required for a particularproject was to b e deformed rib b ed b ars, of the same strength grade b ut may vary in other characteristics, and there was a general note to this effect in the project plans and specifications, the designation may be abbreviated to ‘SL92’.6 MANUFACTURING METHODS 6.1 ProductionProduction methods, including method of deoxidization of the steel, shall be at the discretion of the steel producer and shall be reported if so requested. 6.2 Processing 6.2.1 Bars and coilsProcessing methods for bars and coils shall be at the discretion of the steel processor and shall be reported if so requested.Processing of coiled steel shall only be carried out in such a way that ensures the material properties of this Standard are met. 6.2.2 MeshAll mesh shall be factory made and machine welded. The joints at the intersections of the longitudinal bars and the transverse bars shall be made by electrical resistance welding to provide shear resistant connections complying with Clause 7.2.5. Mesh that includes butt welded bars shall be permitted. 6.3 Manufacturing controlProduction and processing shall be subject to continual control in accordance with Clause 8 and Appendix B.7 CHEMICAL, MECHANICAL AND DIMENSIONAL REQUIREMENTS 7.1 Chemical composition and weldabilityThe chemical composition of the steels, expressed as percentages by mass of the non-ferrous constituents, shall be determined in accordance with the relevant item of Clause 8, and the results, including the calculated carbon equivalent, shall comply with the corresponding values specified in Table 1.The carbon equivalent value (C eq ) shall be determined by the following equation:15Cu Ni 5VMo Cr 6Mn C eq ++++++=Cwhere the symbols of the chemical elements indicate their content in percent by mass. The steels conforming to this Standard shall be deemed to be weldable under the conditions specified for each class in AS 1554.3.7.2 Mechanical properties7.2.1 GeneralMechanical properties of the standard grades of reinforcing steels shall be determined in accordance with the relevant item of Clause 8 and the values obtained shall satisfy the appropriate criteria given in Table 2.In all determinations of mechanical properties, the condition of test pieces at the time of testing shall be as given in Table 3.TABLE 1COMPOSITION OF REINFORCING STEELSChemical composition, % max.All grades Carbon equivalent value (C eq) for standardgradesType of analysisC P S 250N500L500N300E500E Castanalysis 0.22 0.050 0.050 0.43 0.39 0.44 0.43 0.49P roductanalysis 0.24 0.055 0.055 0.45 0.41 0.46 0.45 0.51TABLE 2CHARACTERISTIC MECHANICAL PROPERTIES OF REINFORCING STEELSProperty250N(Note 1)500L(Note 2)500N300E(Seismic)500E(Seismic)Type ofspecified valueYield stress (MPa) R ek.L≥ 250 ≥ 500 ≥ 500 ≥ 300 ≥ 500 C vL: p = 0.95 R ek.U — ≤ 750 ≤ 650 ≤ 380 ≤ 600 C vU: p = 0.05 Ratio R m/R e≥ 1.08 ≥ 1.03 ≥ 1.08 ≥ 1.15 ≥ 1.15 C vL: p = 0.90 ———≤ 1.50 ≤ 1.40 C vU: p = 0.10 Uniform elongation A gt(%) ≥ 5.0 ≥ 1.5 ≥ 5.0 ≥ 15.0 ≥ 10.0 C vL: p = 0.90 NOTES:1 Grade 250N may be supplied as plain round reinforcing steel complying with AS 3679.1, except that thetolerance on the diameter and roundness does not apply.2 For 500L steels, the only requirement for d < 5.0 mm is R ek.L≥ 500 MPa.TABLE 3CONDITION OF TEST PIECES FOR MECHANICAL PROPERTIESManufacturing and delivery condition of thereinforcing steelCondition of testing (test pieces) Produced in straight lengths or coils by hot rolling As produced*Produced in straight lengths by cold working Aged†Produced as coil and delivered in straight lengths Aged†Produced by cold working and delivered as coil Straightened and aged†Welded mesh Aged†*† Coiled product shall be straightened before testing Except for the rebend test, see Clause 7.2.3。
澳洲,新西兰龙头标准

1.3.9厨房洗涤槽水龙头
指设计为打开和关闭到厨房的洗涤槽,准备食物或洗碗环境的水流的龙头.
1.3.10洗衣机龙头
指设计为打开和关闭到洗衣机或洗手间的洗涤槽的水流的龙头.
1.3.11一致龙头
一种水平移动的龙头.
1.3.12混合式龙头(非恒温)
2.3不锈钢……………………………………………………………………………10
2.4塑料材料…………………………………………………………………………10
2.5塑料和合成橡胶材料……………………………………………………………10
2.6其它材料…………………………………………………………………………10
第3節设计及生产
1.3.20起皱系数
成品表面范围与测试表面相除比率.
1.3.21感应龙头
无须物理操作的龙头.
1.3.22角阀
一种有入水和出水连接的龙头.它通常装有一个松动的链接阀,只允许一定方向的水流.
1.3.23龙头主体
一个龙头或龙头组件的部分,包括入水口和出水口连接.
1.3.24龙头本体
龙头组件的一部分,可以移动,含有关闭装置.
注意:符合澳大利亚认证在澳洲必须进行,而在新西兰则不需要.
1.2参考文献
本标准参考文献表在附录B中列出.
1.3定义
为本标准的需要,本标准使用AS/NZS3500.0中规定的及下述定义.
1.3.1基座螺母
保持表面安装龙头的螺母.
1.3.2浴室面盆龙头
指设计为打开和关闭到面盆以洗手或洗脸的水流的龙头.
1.3.3符合认证
(f)对于龙头和压力敏感式组件应分别包装,最大操作压力应清楚标明在包装上,标签上或说明书上.