奥氏体不锈钢无缝管常见规格
奥氏体-铁素体双相不锈钢标准

+20 -15 %S
较高级 ±1%D
±12.5%S
±0.20 ±0.30 ±0.40 ±0.9% D ±0.15
±0.15 ±0.20 ±0.30 ±0.8% D ±0.12
±14 %S
+12 -10 %S
+12 -10 %S
±10 %S
4
ASTM A789
ASTM A790
1
系,与同类标准保持协调一致,便于用户使用,同时能够较为科学合理地体现标准的主体对象,本送 审稿的标准名称定为《奥氏体-铁素体型双相不锈钢无缝钢管》。 4.2 范围
本标准适用于耐腐蚀的奥氏体-铁素体型双相不锈钢的无缝钢管。 4.3 订货内容
本标准根据市场经济的需要,按国际惯例,设置了“订货内容”这一章节,以便加强供需双方的 信息交流,有助于统一认识,有利于生产管理和销售。按本标准订购钢管的合同或订单应包括但不限 于下列内容:
公称外径 D
钢管尺寸
≤140 >140
3
单位为毫米
允许偏差
普通级
高级
±0.40
±0.30
±0.75%D ±1.0%D ±1.0%D
±0.5%D ±0.75%D ±0.75%D
±0.45 %S +12.5
–10
±10 %S %S +12.5
–10
±0.20 ±0.30 ±0.50 ±0.9 %D ±1.0 %D
±0.15 ±0.20 ±0.25
高级 ±0.30 ±0.5%D ±0.75%D ±0.75%D ±0.35 ±10 %S ±7.5%S ±10%S
-
±0.30
-
±0.5 %D
ASTM A312_A312M-09无缝和焊接奥氏体不锈钢管
Designation:A312/A312M–09Used in USDOE-NE standards Standard Specification forSeamless,Welded,and Heavily Cold Worked AusteniticStainless Steel Pipes1This standard is issued under thefixed designation A312/A312M;the number immediately following the designation indicates the yearof original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification2covers seamless,straight-seam welded,and heavily cold worked welded austenitic stainless steel pipe intended for high-temperature and general corrosive service.N OTE1—When the impact test criterion for a low-temperature service would be15ft·lbf[20J]energy absorption or15mils[0.38mm]lateral expansion,some of the austenitic stainless steel grades covered by this specification are accepted by certain pressure vessel or piping codes without the necessity of making the actual test.For example,Grades TP304,TP304L,and TP347are accepted by the ASME Pressure Vessel Code,Section VIII Division1,and by the Chemical Plant and Refinery Piping Code,ANSI B31.3,for service at temperatures as low as−425°F [−250°C]without qualification by impact tests.Other AISI stainless steel grades are usually accepted for service temperatures as low as−325°F [−200°C]without impact testing.Impact testing may,under certain circumstances,be required.For example,materials with chromium or nickel content outside the AISI ranges,and for material with carbon content exceeding0.10%,are required to be impact tested under the rules of ASME Section VIII Division1when service temperatures are lower than−50°F[−45°C].1.2Grades TP304H,TP309H,TP309HCb,TP310H, TP310HCb,TP316H,TP321H,TP347H,and TP348H are modifications of Grades TP304,TP309Cb,TP309S,TP310Cb, TP310S,TP316,TP321,TP347,and TP348,and are intended for service at temperatures where creep and stress rupture properties are important.1.3Optional supplementary requirements are provided for pipe where a greater degree of testing is desired.These supplementary requirements call for additional tests to be made and,when desired,it is permitted to specify in the order one or more of these supplementary requirements.1.4Table X1.1lists the standardized dimensions of welded and seamless stainless steel pipe as shown in ANSI B36.19. These dimensions are also applicable to heavily cold worked pipe.Pipe having other dimensions is permitted to be ordered and furnished provided such pipe complies with all other requirements of this specification.1.5Grades TP321and TP321H have lower strength require-ments for pipe manufactured by the seamless process in nominal wall thicknesses greater than3⁄8in.[9.5mm].1.6The values stated in either SI units or inch-pound units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system may not be exact equivalents;therefore,each system shall be used independently of the bining values from the two systems may result in non-conformance with the standard.The inch-pound units shall apply unless the“M”designation of this specification is specified in the order.N OTE2—The dimensionless designator NPS(nominal pipe size)has been substituted in this standard for such traditional terms as“nominal diameter,”“size,”and“nominal size.”2.Referenced Documents2.1ASTM Standards:3A262Practices for Detecting Susceptibility to Intergranu-lar Attack in Austenitic Stainless SteelsA370Test Methods and Definitions for Mechanical Testing of Steel ProductsA941Terminology Relating to Steel,Stainless Steel,Re-lated Alloys,and FerroalloysA999/A999M Specification for General Requirements for Alloy and Stainless Steel PipeA1016/A1016M Specification for General Requirements for Ferritic Alloy Steel,Austenitic Alloy Steel,and Stain-less Steel TubesE112Test Methods for Determining Average Grain Size E381Method of Macroetch Testing Steel Bars,Billets, Blooms,and ForgingsE527Practice for Numbering Metals and Alloys in the Unified Numbering System(UNS)1This specification is under the jurisdiction of ASTM Committee A01on Steel,Stainless Steel and Related Alloys and is the direct responsibility of Subcommittee A01.10on Stainless and Alloy Steel Tubular Products.Current edition approved May15,2009.Published June2009.Originally approved st previous edition approved in2008as A312/A312M–08a.2For ASME Boiler and Pressure Vessel Code applications see related Specifi-cation SA-312in Section II of that Code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.2.2ANSI Standards:4B1.20.1Pipe Threads,General PurposeB36.10Welded and Seamless Wrought Steel Pipe B36.19Stainless Steel Pipe 2.3ASME Standard:ASME Boiler and Pressure Vessel Code :Section VIII 52.4AWS Standard:A5.9Corrosion-Resisting Chromium and Chromium-Nickel Steel Welding Rods and Electrodes 62.5Other Standard:SAE J1086Practice for Numbering Metals and Alloys (UNS)73.Terminology 3.1Definitions:3.1.1The definitions in Specification A 999/A 999M and Terminology A 941are applicable to this specification.4.Ordering Information4.1Orders for material to this specification shall conform to the requirements of the current edition of Specification A 999/A 999M .5.General Requirements5.1Material furnished under this specification shall con-form to the applicable requirements of the current edition of Specification A 999/A 999M unless otherwise provided herein.5.2Heat Treatment :5.2.1All pipe shall be furnished in the heat—treated con-dition in accordance with the requirements of Table 2.Theheat—treatment procedure,except for “H”grades,S30815,S31035,S31272,S31254,S32654,N08367,N08904,N08925,and N08926shall consist of heating the pipe to a minimum temperature of 1900°F [1040°C]and quenching in water or rapidly cooling by other means.6.Materials and Manufacture6.1Manufacture :6.1.1The pipe shall be manufactured by one of the follow-ing processes:6.1.2Seamless (SML)pipe shall be made by a process that does not involve welding at any stage of production.6.1.3Welded (WLD)pipe shall be made using an automatic welding process with no addition of filler metal during the welding process.6.1.4Heavily cold-worked (HCW)pipe shall be made by applying cold working of not less than 35%reduction in thickness of both wall and weld to a welded pipe prior to the final anneal.No filler shall be used in making the weld.Prior to cold working,the weld shall be 100%radiographically inspected in accordance with the requirements of ASME Boiler and Pressure Vessel Code,Section VIII,Division 1,latest revision,Paragraph UW-51.6.1.5Welded pipe and HCW pipe of NPS 14and smaller shall have a single longitudinal weld.Welded pipe and HCW pipe of a size larger than NPS 14shall have a single longitudinal weld or shall be produced by forming and welding two longitudinal sections of flat stock when approved by the purchaser.All weld tests,examinations,inspections,or treat-ments shall be performed on each weld seam.6.1.6At the option of the manufacturer,pipe shall be either hot finished or cold finished.6.1.7The pipe shall be free of scale and contaminating exogenous iron particles.Pickling,blasting,or surface finish-ing is not mandatory when pipe is bright annealed.The purchaser is permitted to require that a passivating treatment be applied to the finished pipe.4Available from American National Standards Institute (ANSI),25W.43rd St.,4th Floor,New York,NY 10036,.5Available from American Society of Mechanical Engineers (ASME),ASME International Headquarters,Three Park Ave.,New York,NY 10016-5990,.6Available from American Welding Society (AWS),550NW LeJeune Rd.,Miami,FL 33126,.7Available from Society of Automotive Engineers (SAE),400Commonwealth Dr.,Warrendale,PA 15096-0001,.A 312/A 312M –096.2Heat Treatment—All pipe shall be furnished in the heat-treated condition in accordance with the requirements of Table2.Alternatively,for seamless pipe,immediately follow-ing hot forming while the temperature of the pipes is not less than the minimum solution treatment temperature specified in Table2,pipes shall be individually quenched in water or rapidly cooled by other means(direct quenched).6.3Grain Size:6.3.1The grain size of Grade UNS S32615,as determined in accordance with Test Methods E112,shall be No.3orfiner.6.3.2The grain size of grades TP309H,TP309HCb, TP310H and TP310HCb,as determined in accordance with Test Methods E112,shall be No.6or coarser.6.3.3The grain size of grades304H,316H,321H,347H, S31035,and348H,as determined in accordance with Test Methods E112,shall be No.7or coarser.7.Chemical Composition7.1The steel shall conform to the requirements as to chemical composition prescribed in Table1.8.Product Analysis8.1At the request of the purchaser,an analysis of one billet or one length offlat-rolled stock from each heat,or two pipes from each lot shall be made by the manufacturer.A lot of pipe shall consist of the following number of lengths of the same size and wall thickness from any one heat of steel:NPS Designator Lengths of Pipe in LotUnder2400or fraction thereof2to5200or fraction thereof6and over100or fraction thereof8.2The results of these analyses shall be reported to the purchaser or the purchaser’s representative,and shall conform to the requirements specified in Section7.8.3If the analysis of one of the tests specified in8.1does not conform to the requirements specified in Section7,an analysis of each billet or pipe from the same heat or lot may be made,and all billets or pipe conforming to the requirements shall be accepted.9.Permitted Variations in Wall Thickness9.1In addition to the implicit limitation of wall thickness for seamless pipe imposed by the limitation on weight in Specification A999/A999M,the wall thickness for seamless and welded pipe at any point shall be within the tolerances specified in Table3,except that for welded pipe the weld area shall not be limited by the“Over”tolerance.The wall thickness and outside diameter for inspection for compliance with this requirement for pipe ordered by NPS and schedule number is shown in Table X1.1.10.Tensile Requirements10.1The tensile properties of the material shall conform to the requirements prescribed in Table4.11.Mechanical Tests,Grain Size Determinations,andWeld Decay Tests Required11.1Mechanical Testing Lot Definition—The term lot for mechanical tests shall be as follows:11.1.1Where thefinal heat treated condition is obtained, consistent with the requirements of 6.2,in a continuous furnace,by quenching after hot forming or in a batch-type furnace equipped with recording pyrometers and automaticallyTABLE2Annealing RequirementsGrade or UNS Designation A Heat TreatingTemperature B Cooling/Testing RequirementsAll grades not individually listedbelow:1900°F[1040°C]CTP321H,TP347H,TP348HColdfinished2000°F[1100°C]D Hotfinished1925°F[1050°C]D TP304H,TP316HColdfinished1900°F[1040°C]D Hotfinished1900°F[1040°C]D TP309H,TP309HCb,TP310H,TP310HCb1900°F[1040°C]DS306002010–2140°F[1100–1170°C]DS30815,S312721920°F[1050°C]D S310352160–2280°F[1180–1250°C]DS31254,S326542100°F[1150°C]D S312772050°F[1120°C]D S31727,S320531975–2155°F[1080–1180°C]DS332282050–2160°F[1120–1180°C]DS345652050–2140°F[1120–1170°C]DS353152010°F[1100°C]D S388151950°F[1065°C]D N083672025°F[1110°C]D N089042000°F[1100°C]D N08925,N089262010–2100°F[1100–1150°C]DA New designation established in accordance with Practice E527and SAE J1086.B Minimum,unless otherwise stated.C Quenched in water or rapidly cooled by other means,at a rate sufficient to prevent re-precipitation of carbides,as demonstrable by the capability of pipes, heat treated by either separate solution annealing or by direct quenching,of passing Practices A262,Practice E.The manufacturer is not required to run the test unless it is specified on the purchase order(see Supplementary Requirement S7).Note that Practices A262requires the test to be performed on sensitized specimens in the low-carbon and stabilized types and on specimens representa-tive of the as-shipped condition for other types.In the case of low-carbon types containing3%or more molybdenum,the applicability of the sensitizing treatment prior to testing shall be a matter for negotiation between the seller and the purchaser.D Quenched in water or rapidly cooled by other means.TABLE3Permitted Variations in Wall ThicknessTolerance,%from Nominal NPS Designator Over Under 1⁄8to21⁄2incl.,all t/Dratios20.012.5 3to18incl.,t/D up to5%incl.22.512.5 3to18incl.,t/D>5%15.012.5 20and larger,welded,allt/D ratios17.512.5 20and larger,seamless,t/D up to5%incl.22.512.5 20and larger,seamless,t/D>5%15.012.5where:t=Nominal Wall ThicknessD=Ordered OutsideDiametercontrolled within a 50°F [30°C]or lesser range,the term lot for mechanical tests shall apply to all pipes of the same specified outside diameter and specified wall thickness (or schedule)that are produced from the same heat of steel and subjected to the same finishing treatment within the same operating period.11.1.2Where the final heat treated condition is obtained,consistent with the requirements of 6.2,in a batch-type furnace not equipped with recording pyrometers and automatically controlled within a 50°F [30°C]or lesser range,the term lot shall apply to the larger of:(a)each 200ft [60m]or fraction thereof and (b)those pipes heat treated in the same furnace batch charge for pipes of the same specified outside diameter and specified wall thickness (or schedule)that are produced from the same heat of steel and are subjected to the same finishing temperature within the same operating period.11.2Transverse or Longitudinal Tension Test —One tension test shall be made on a specimen for lots of not more than 100pipes.Tension tests shall be made on specimens from two tubes for lots of more than 100pipes.11.3Flattening Test —For material heat treated in a continu-ous furnace,by quenching after hot forming or in a batch-type furnace equipped with recording pyrometers and automatically controlled within a 50°F [30°C]or lesser range,flattening tests shall be made on a sufficient number of pipe to constitute 5%of the lot,but in no case less than 2lengths of pipe.For material heat treated in a batch-type furnace not equipped with recording pyrometers and automatically controlled within a 50°F [30°C]or lesser range,flattening tests shall be made on 5%of the pipe from each heat treated lot.11.3.1For welded pipe a transverse-guided face bend test of the weld may be conducted instead of a flattening test in accordance with the method outlined in the steel tubular product supplement of Test Methods and Definitions A 370.The ductility of the weld shall be considered acceptable when there is no evidence of cracks in the weld or between the weld and the base metal after bending.Test specimens from 5%of the lot shall be taken from the pipe or test plates of the same material as the pipe,the test plates being attached to the end of the cylinder and welded as a prolongation of the pipe longitu-dinal seam.11.4Grain Size —Grain size determinations on Grades TP309H,TP 309HCb,TP310H,TP310HCb,UNS S31035,andTABLE 4Tensile RequirementsGradeUNS DesignationTensile Strength,min ksi [MPa]Yield Strength,min ksi [MPa]...S2040095[635]48[330]TPXM-19S20910100[690]55[380]TPXM-10S2190090[620]50[345]TPXM-11S2190490[620]50[345]TPXM-29S24000100[690]55[380]TP201S2010075[515]38[260]TP201LN S2015395[655]45[310]TP304S3040075[515]30[205]TP304L S3040370[485]25[170]TP304H S3040975[515]30[205]...S3041587[600]42[290]TP304N S3045180[550]35[240]TP304LN S3045375[515]30[205]...S3060078[540]35[240]...S3061590[620]40[275]...S3081587[600]45[310]TP309S S3090875[515]30[205]TP309H S3090975[515]30[205]TP309Cb S3094075[515]30[205]TP309HCb S3094175[515]30[205]...S3100273[500]30[205]TP310S S3100875[515]30[205]TP310HS3100975[515]30[205]S3103595[655]45[310]TP310Cb S3104075[515]30[205]TP310HCb S3104175[515]30[205]...S31050:t #0.25in.84[580]39[270]t >0.25in.78[540]37[255]...S31254:t #0.187in.[5.00mm]98[675]45[310]t >0.187in.[5.00mm]95[655]45[310]...S3127265[450]29[200]...S3*******[770]52[360]TP316S3160075[515]30[205]TP316L S3160370[485]25[170]TP316H S3160975[515]30[205]...S3163575[515]30[205]TP316N S3165180[550]35[240]TP316LN S3165375[515]30[205]TP317S3170075[515]30[205]TP317L S3170375[515]30[205]...S3172575[515]30[205]...S3172680[550]35[240]...S3172780[550]36[245]...S3205393[640]43[295]TP321S32100:Welded Seamless:75[515]30[205]#3⁄8in.75[515]30[205]>3⁄8in.70[485]25[170]TP321H S32109:Welded Seamless:75[515]30[205]#3⁄16in.75[515]30[205]>3⁄16in.70[480]25[170]...S3261580[550]32[220]...S3*******[750]62[430]...S3322873[500]27[185]...S3*******[795]60[415]TP347S3470075[515]30[205]TP347H S3470975[515]30[205]TP347LN S3475175[515]30[205]TP348S3480075[515]30[205]TP348H S3480975[515]30[205]...S3504570[485]25[170]...S35315Welded 94[650]39[270]Seamless 87[600]38[260]TPXM-15S3810075[515]30[205]...S3881578[540]37[255]...N08367:TABLE 4ContinuedGradeUNS DesignationTensile Strength,min ksi [MPa]Yield Strength,min ksi [MPa]t #0.187100[690]45[310]t >0.18795[655]45[310]...N0890471[490]31[215]...N0892587[600]43[295]...N0892694[650]43[295]Elongation in 2in.or 50mm (or 4D ),min,%:Longi-tudinalTrans-verse All Grades except S31050and S326153525S32615,S3105025...S31277,N0892540...N0836730...UNS S32615shall be made on each heat treatment lot,as defined in11.1,for the same number of pipes as prescribed for theflattening test in11.3.11.5HCW pipe shall be capable of passing the weld decay tests listed in Supplementary S9with a weld metal to base metal loss ratio of0.90to1.1.The test is not required to be performed unless S9is specified in the purchase order.12.Hydrostatic or Nondestructive Electric Test12.1Each pipe shall be subjected to the nondestructive electric test or the hydrostatic test.The type of test to be used shall be at the option of the manufacturer,unless otherwise specified in the purchase order.12.2The hydrostatic test shall be in accordance with Speci-fication A999/A999M,unless specifically exempted under the provisions of12.3.12.3For pipe whose dimensions equal or exceed NPS10, the purchaser,with the agreement of the manufacturer,is permitted to waive the hydrostatic test requirement when in lieu of such test the purchaser performs a system test.Each length of pipe furnished without the completed manufacturer’s hydrostatic test shall include with the mandatory markings the letters“NH.”12.4The nondestructive electric test shall be in accordance with Specification A999/A999M.13.Lengths13.1Pipe lengths shall be in accordance with the following regular practice:13.1.1Unless otherwise agreed upon,all sizes from NPS1⁄8 to and including NPS8are available in a length up to24ft with the permitted range of15to24ft.Short lengths are acceptable and the number and minimum length shall be agreed upon between the manufacturer and the purchaser. 13.1.2If definite cut lengths are desired,the lengths re-quired shall be specified in the order.No pipe shall be under the specified length and no pipe shall be more than1⁄4in.[6mm] over the specified length.13.1.3No jointers are permitted unless otherwise specified.14.Workmanship,Finish,and Appearance14.1Thefinished pipes shall be reasonably straight and shall have a workmanlikefinish.Removal of imperfections by grinding is permitted,provided the wall thicknesses are not decreased to less than that permitted in Section9of Specifi-cation A999/A999M.15.Repair by Welding15.1For welded pipe whose diameter equals or exceeds NPS6,and whose nominal wall thickness equals or exceeds 0.200,it is permitted to make weld repairs to the weld seam with the addition of compatiblefiller metal using the same procedures specified for plate defects in the section on Repair by Welding of Specification A999/A999M.15.2Weld repairs of the weld seam shall not exceed20%of the seam length.15.3Weld repairs shall be made only with the gas tungsten-arc welding process using the same classification of barefiller rod qualified to the most current AWS Specification A5.9as the grade of stainless steel pipe being repaired and as shown in Table5.Alternatively,subject to approval by the purchaser, weld repairs shall be made only with the gas tungsten-arc welding process using afiller metal more highly alloyed than the base metal when needed for corrosion resistance or other properties.15.4Pipes that have had weld seam repairs withfiller metal shall be uniquely identified and shall be so stated and identified on the certificate of tests.Whenfiller metal other than that listed in Table5is used,thefiller metal shall be identified on the certificate of tests.16.Certification16.1In addition to the information required by Specification A999/A999M,the certification shall state whether or not the material was hydrostatically tested.If the material was nonde-structively tested,the certification shall so state and shall state which standard practice was followed and what reference discontinuities were used.17.Marking17.1In addition to the marking specified in Specification A999/A999M,the marking shall include the NPS(nominal pipe size)or outside diameter and schedule number or average wall thickness,heat number,and NH when hydrotesting is not performed and ET when eddy-current testing is performed or UT when ultrasonic testing is performed.The marking shall also include the manufacturer’s private identifying mark,the marking requirement of12.3,if applicable,and whether seamless(SML),welded(WLD),or heavily cold-worked (HCW).For Grades TP304H,TP316H,TP321H,TP347H, TP348H,and S30815,the marking shall also include the heat TABLE5Pipe and Filler Metal SpecificationPipe Filler MetalGradeUNSDesignationAWS A5.9ClassUNS DesignationTP201S20100.........TP201LN S20153.........TP304S30400ER308S30800,W30840TP304L S30403ER308L S30883,W30843TP304N S30451ER308S30880,W30840TP304LN S30453ER308L S30883,W30843TP304H S30409ER308S30880,W30840TP309Cb S30940.........TP309S S30908.........TP310Cb S31040.........TP310S S31008.........S31272.........TP316S31600ER316S31680,W31640TP316L S31603ER316L S31683,W31643TP316N S31651ER316S31680,W31640TP316LN S31653ER316L S31683,W31643TP316H S31609ER316H S31680,W31640TP321S32100ER321ER347S32180,W32140S34780,W34740TP347S34700ER347S34780,W34740TP348S34800ER347S34780,W34740TPXM-19S22100ER209S20980,W32240TPXM-29S28300ER240S23980,W32440...N08367...N06625...S20400ER209S20980,W32240...N08925...N06625...N08926...N06625number and heat-treatment lot identification.If specified in thepurchase order,the marking for pipe larger than NPS4shall include the weight.ernment Procurement18.1Scale Free Pipe for Government Procurement:18.1.1When specified in the contract or order,the following requirements shall be considered in the inquiry,contract or order,for agencies of the ernment where scale free pipe or tube is required.These requirements shall take prece-dence if there is a conflict between these requirements and the product specifications.18.1.2The requirements of Specification A999/A999M for pipe and Specification A1016/A1016M for tubes shall be applicable when pipe or tube is ordered to this specification.18.1.3Pipe and tube shall be one of the following grades as specified herein:Grade UNS DesignationTP304S30400TP304L S30403TP304N S30451TP316S31600TP316L S31603TP316N S31651TP317S31700TP317L S31703TP321S32100TP347S3470018.1.4Part Number:Example:ASTM A312/A312M Pipe304NPS12SCH40S SMLSSpecification Number ASTM A312Pipe PGrade304NPS12Wall0.375SMLS OR WELDED SML18.1.4.1Specification Number ASTM A312Tube TGrade304Outside Diameter0.250Wall0.035SMLS OR WELDED WLD18.1.5Ordering Information—Orders for material under this specification shall include the following in addition to the requirements of Section4:18.1.5.1Pipe or tube,18.1.5.2Part number,18.1.5.3Ultrasonic inspection,if required,18.1.5.4If shear wave test is to be conducted in two opposite circumferential directions,18.1.5.5Intergranular corrosion test,and18.1.5.6Level of preservation and packing required.19.Keywords19.1austenitic stainless steel;seamless steel pipe;stainless steel pipe;steel pipe;welded steel pipeSUPPLEMENTARY REQUIREMENTSOne or more of the following supplementary requirements shall apply only when specified in the purchase order.The purchaser may specify a different frequency of test or analysis than is provided in the supplementary requirement.Subject to agreement between the purchaser and manufacturer, retest and retreatment provisions of these supplementary requirements may also be modified.S1.Product AnalysisS1.1For all pipe NPS5and larger in nominal size there shall be one product analysis made of a representative sample from one piece for each ten lengths or fraction thereof from each heat of steel.S1.2For pipe smaller than NPS5there shall be one product analysis made from ten lengths per heat of steel or from10% of the number of lengths per heat of steel,whichever number is smaller.S1.3Individual lengths failing to conform to the chemical requirements specified in Section7shall be rejected.S2.Transverse Tension TestsS2.1There shall be one transverse tension test made from one end of10%of the lengths furnished per heat of steel.This requirement is applicable only to pipe NPS8and larger.S2.2If a specimen from any length fails to conform to the tensile properties specified that length shall be rejected.S3.Flattening TestS3.1Theflattening test of Specification A999/A999M shall be made on a specimen from one end or both ends of each pipe. Crop ends may be used.If this supplementary requirement is specified,the number of tests per pipe shall also be specified. If a specimen from any length fails because of lack of ductility prior to satisfactory completion of thefirst step of theflattening test requirement,that pipe shall be rejected subject to retreat-ment in accordance with Specification A999/A999M and satisfactory retest.If a specimen from any length of pipe fails because of a lack of soundness that length shall be rejected, unless subsequent retesting indicates that the remaining length is sound.S4.Etching TestsS4.1The steel shall be homogeneous as shown by etching tests conducted in accordance with the appropriate portions of Method E381.Etching tests shall be made on a cross section from one end or both ends of each pipe and shall showsound。
不锈钢管常用标准及其常用规格表1(完整资料).doc

此文档下载后即可编辑不锈钢管常用标准及其常用规格表不锈钢管常用标准:GB2270-80 不锈钢无缝钢管GB/T14976-94 流体输送用不锈钢无缝钢管GB/T14975-94 结构用不锈钢无缝钢管GB13296-91 锅炉、热交换器用不锈钢无缝钢管(GJB2608-96)(YB676-73)航空用结构钢厚壁无缝钢管(GJB2296-95)(YB678-71)航空用不锈无缝钢管(YB/T679-97) ( YB679-71)航空用18A 空心铆钉薄壁无缝钢管(GJB2609-96)(YB680-71)航空用结构薄壁无缝钢管(YB/T681-97) ( YB681-71)航空用导管20A 薄壁无缝钢管GB3090-82 不锈钢小直径钢管GB5310-95 高压锅炉用无缝钢管GB3087-82 低中压无缝钢管GB3089-92 不锈耐酸极薄壁无缝钢管GB9948-88 石油裂化无缝钢管ASTM A213 锅炉、热交换器用铁素体和奥氏体合金钢无缝钢管ASTM A269 一般用途奥氏体不锈钢无缝钢管和焊接钢管ASTM A312 奥氏体不锈钢无缝钢管焊接钢管焊接钢管ASTM A450 碳素钢,铁素体和奥氏体合金钢管的一般要求ASTM A530 专门用途的铁素钢和合金钢的一般要求ASTM A789 一般要求碳素体奥氏体不锈钢无缝钢管和焊接钢管JIS G3456-88 机械结构用不锈钢管JIS G3448-88 普通管道用不锈钢管JIS G3459-88 管道用不锈钢管JIS G3463-88 锅炉、热交换器用不锈钢管Q/HYAD 101-91 化工用无缝长钢管(0Cr18NI11T)Q/HYAD 103-91 00Cr18Ni5MO3Si2双相不锈钢无缝钢管不锈钢管常用规格规格规格规格规格48*5 53*11 57*15 68*648*5.5 53*12 58*1.8 68*6.3 48*6 53*14 58*11 68*748*7 53*6 60*2.5 68*9 48*8 54*2 60*3 68*10 48*8.5 54*2.5 60*3.5 68*11 48*9 54*3 60*4 68*12 48*10 54*3.5 60*4.5 68*12.5 48*11 54*4 60*5 68*14 48*12 54*4.5 60*5 68*16 49*4 54*5 60*5.5 70*3.5 49*10 54*5.5 60*6 70*4 50*1.5 54*6 60*6.5 70*4 50*2 54*6.5 60*7 70*4.5 50*2.5 54*7 60*7.5 70*5 50*3 54*8 60*8 70*6 50*3.5 54*8.5 60*9 70*6.5 50*4 54*9 60*10 70*7 50*4.5 54*10 60*11 70*8 50*5 54*11 60*12 70*9 50*6 54*12 60*14 70*10 50*7 54*14 63.5*2 70*11 50*8 55*4.5 63.5*3 70*12 50*9 55*5.5 63.5*3.5 70*14 50*9 56*4 63.5*4 70*16 50*10 56*4.5 63.5*4.5 73*3 50*11 56*5 63.5*5 73*3.5 50*12 56*6 63.5*5.5 73*4 51*1.8 56*9 63.5*6 73*4.5 51*3 57*3 63.5*7 73*5 51*3.5 57*3.5 63.5*8 73*5.5 51*3.6 57*4 63.5*9 73*651*4 57*5 63.5*14 73*851*4.5 57*5.5 63.5*15 73*10 51*5 57*6 63.5*16 73*11 51*5.5 57*7 68*3 73*12 51*6 57*8 68*3.5 73*12.5 51*7 57*9 68*4 73*14 51*8 57*9.5 68*4 73*15 51*8.5 57*10 68*4.5 73*16 51*9 57*12 68*5 73*1851*10 57*14 68*5.5 73*20 规格规格规格规格76*3.5 83*11 95*12 108*1476*4 83*12 95*12.5 108*1576*4.5 83*12.5 95*14 108*1676*5 83*13 95*15 108*1876*5.5 83*14 95*16 108*2076*6 83*15 95*18 108*2276*6.5 83*16 95*20 108*2576*7 83*18 95*22 108*2876*8 83*20 95*25 108*30 76*9 83*22 102*4 114*4 76*10 83*25 102*4.5 114*4.5 76*11 89*4 102*5 114*5 76*12 89*4.5 102*5.5 114*5.5 76*12.5 89*5 102*6 114*6 76*14 89*5.5 102*7 114*6.5 76*15 89*6 102*8 114*7 76*16 89*6.5 102*9 114*8 76*18 89*7 102*10 114*9。
ASTM A269 一般设备用无缝和焊接奥氏体不锈钢管
一般设备用无缝和焊接奥氏体不锈钢管Designation: A 269 – 04本标准以固定标准号A269发布。
紧接标准号的数字表示初版批准的年份;如为修订版,则表示最近一次修订的年份。
括号内的数字表示最近一次重新确认的年份。
右上标()表示最近一次修订或重新确认后所作的编辑性更改。
本规范已由国防部有关机构采用。
1. 范围1.1 本规范适用于通常防腐蚀、过高、过冷设备的名义壁厚不锈钢管,如表1所示。
1.2 管内径1/4英寸或更大,名义壁厚0.020英寸或更厚。
1.3 机械性能不适用于内径小于1/8英寸或者壁厚小于0.015英寸的管。
注1:其余的试验要求可以向ASME B31.3申请使用。
1.4 非强制性的附属要求应当在订单中陈述清楚。
1.5 本规范以英寸-磅单位为标准。
2. 引用文件2.1 ASTM标准A262 磁粉探伤不锈钢管的应用。
A370 钢产品机械性能试验方法和定义。
A480/A480M 一般需求用轧制不锈钢板和耐热钢板标准。
A632一般设备用无缝和焊接奥氏体不锈钢管A1016/1016M 一般需求用铁素体合金钢、奥氏体合金钢和不锈钢管。
E527 大量金属和合金钢的应用。
2.2 ASME管件:ASME B31.3管件工序2.3 其它标准:SAE J1086大量金属和合金钢的应用。
3. 订单内容3.1 本规范订单材质包括以下内容3.1.1 数量(英尺、米、或长度数量)3.1.2 材质名称(无缝或焊接管)3.1.3 等级(表1)3.1.4 尺寸(外径和名义壁厚)3.1.5 长度(精确或随意)3.1.6 非强制性要求(热处理,见6;流体静力或无损电动测试,见10)3.1.7 试验报告要求(见A1016/A1016M标准检测部分)3.1.8 详述3.1.9 特别要求和一些可选的补充要求4. 总体要求4.1 如无其它说明,本规范材质要求参照A1016/A1016M5. 生产5.1 管子以无缝和焊接工序制造5.2 生产者选择热加工或冷加工6. 热处理6.1 所有材质均应热处理。
不锈钢无缝管规格尺寸表
精选
2
不锈钢管材质:201不锈钢管202不锈钢管301不锈钢板管304不锈钢管321不锈钢板管316不锈钢板管310S 管。
不锈钢管材:(不锈钢管、不锈钢无缝管、不锈钢装饰管、不锈钢有缝管、不锈钢卫生管、不锈钢精密 管、不锈钢毛细管) 。
精选
6
扬州创伟凯瑞管业有限公司是华北地区不锈钢优质生产厂家,品种多、规格型号全,304、 316、316L等等。我司生产不锈钢管件适用于各种型号加热器,防爆器材,仪器仪表等,耐 高温,散热均匀。 1、直径一般在35mm以下,6mm以上,壁厚为2mm以下,0.5mm以上,因为专业,所以质 量更优质。 2、任何要货单位都可以来公司参观,或订购少量样品试用。 3、如有意向合作代理,也可咨询我司,询问代理详情。
精选
5
不锈钢矩形管、不锈钢扁管规格:10×20 10×25 10×30 10×40 10×50 10×60 10×70 10×80 10×90 10×100 11×35 12.7×25.4 13×25 15×25 15×30 15×35 15×40 15×50 15×60 15×65 15×70 15×80 15×90 15×100 16×32 20×30 20×40 20×50 20×60 20×70 20×80 20×90 20×100 20×120 20×125 20×150 20×200 25×40 25×50 25×60 25×70 25×80 25×90 25×100 25×120 25×125 25×150 25×200 30×40 30×50 30×60 30×70 30×80 30×90 厚度:0.4~10mm。
不锈钢无缝管规格尺寸表
不锈钢管常用标准和常用规格表
不锈钢管常用标准及其常用规格表不锈钢管常用标准:GB2270-80 不锈钢无缝钢管GB/T14976-94 流体输送用不锈钢无缝钢管GB/T14975-94 结构用不锈钢无缝钢管GB13296-91 锅炉、热交换器用不锈钢无缝钢管(GJB2608-96)(YB676-73)航空用结构钢厚壁无缝钢管(GJB2296-95)(YB678-71)航空用不锈无缝钢管(YB/T679-97)(YB679-71)航空用18A空心铆钉薄壁无缝钢管(GJB2609-96)(YB680-71)航空用结构薄壁无缝钢管(YB/T681-97)(YB681-71)航空用导管20A薄壁无缝钢管GB3090-82 不锈钢小直径钢管GB5310-95 高压锅炉用无缝钢管GB3087-82 低中压无缝钢管GB3089-92 不锈耐酸极薄壁无缝钢管GB9948-88 石油裂化无缝钢管ASTM A213 锅炉、热交换器用铁素体和奥氏体合金钢无缝钢管ASTM A269 一般用途奥氏体不锈钢无缝钢管和焊接钢管ASTM A312 奥氏体不锈钢无缝钢管焊接钢管焊接钢管ASTM A450 碳素钢,铁素体和奥氏体合金钢管的一般要求ASTM A530 专门用途的铁素钢和合金钢的一般要求ASTM A789 一般要求碳素体奥氏体不锈钢无缝钢管和焊接钢管JIS G3456-88 机械结构用不锈钢管JIS G3448-88 普通管道用不锈钢管JIS G3459-88 管道用不锈钢管JIS G3463-88 锅炉、热交换器用不锈钢管Q/HYAD 101-91 化工用无缝长钢管(0Cr18NI11T)Q/HYAD 103-91 00Cr18Ni5MO3Si2双相不锈钢无缝钢管不锈钢管常用规格。
无缝钢管常用规格表3篇
无缝钢管常用规格表第一篇:无缝钢管常用规格表(一)无缝钢管是近年来十分常用的钢材制品之一,其具有耐高温、耐压力、耐腐蚀等特点,被广泛应用于石油、化工、船舶、核工业、机械制造等领域。
下面是无缝钢管的常用规格表(一):1、外径:16-325mm 壁厚:1-30mm2、外径:30-426mm 壁厚:1-40mm3、外径:48-508mm 壁厚:4.5-35mm4、外径:530-820mm 壁厚:6-20mm5、外径:830-1500mm 壁厚:8-60mm无缝钢管按用途分为结构管、流体管、石油裂化管等。
在常规使用中,应注意无缝钢管在运输和使用过程中需要避免损坏和腐蚀等问题,以保证其使用寿命。
同时,也需要对无缝钢管进行定期检查和维护。
第二篇:无缝钢管常用规格表(二)无缝钢管是钢铁制品中的一种常见材料,其可以在高温、高压、腐蚀等恶劣环境下发挥出其优异的性能。
下面是无缝钢管的常用规格表(二):1、外径:19-168mm 壁厚:2-25mm2、外径:219-508mm 壁厚:6-35mm3、外径:530-660mm 壁厚:8-30mm4、外径:720-1220mm 壁厚:8-40mm5、外径:1420-1820mm 壁厚:10-45mm无缝钢管在制造过程中需要注意材料的选择和加工工艺的合理性。
在使用和储存时需要遵守相关规定,注意避免外界因素对无缝钢管的影响,确保其使用寿命和安全性。
第三篇:无缝钢管常用规格表(三)无缝钢管是一种常用的管材制品,其具有优异的耐压力、耐高温、耐腐蚀等特点,被广泛应用于石油、化工、船舶、核工业、机械制造等领域。
下面是无缝钢管的常用规格表(三):1、外径:21.3-141mm 壁厚:2.77-10mm2、外径:159-508mm 壁厚:4-40mm3、外径:530-1626mm 壁厚:6-100mm无缝钢管在使用和储存过程中需要注意避免受到外部环境的影响,如腐蚀、摩擦、挤压等。
同时,需要对其进行定期检查和维护,及时发现和处理各种问题,以确保无缝钢管的使用寿命和安全性。
不锈钢无缝管规格尺寸表
扬州创伟凯瑞管业有限公司是华北地区不锈钢优质生产厂家,品种多、规格型号全,304、316、316L等 等。我司生产不锈钢管件适用于各种型号加热器,防爆器材,仪器仪表等,耐高温,散热均匀。
1、直径一般在35mm以下,6mm以上,壁厚为2mm以下,0.5mm以上,因为专业,所以质量更优质。 2、任何要货单位都可以来公司参观,或订购少量样品试用。 3、如有意向合作代理,也可咨询我司,询问代理详情。
不锈钢管圆管规格:
Φ3Φ4Φ5Φ6Φ7Φ8Φ9Φ9.5Φ10Φ12.7Φ15.9Φ19.1Φ22.2Φ25.4Φ31.8Φ38.1Φ42.16Φ50.8Φ63.5Φ76.2Φ88.9Φ1 01.6Φ108Φ114.3Φ127Φ133Φ141Φ159Φ168Φ219Φ273Φ323.85,厚度:0.1~8.0mm。
不锈钢矩形管、不锈钢扁管规格:10×20 10×25 10×30 10×40 10×50 10×60 10×70 10×80 10×90 10×100 11×35 12.7×25.4 13×25 15×25 15×30 15×35 15×40 15×50 15×60 15×65 15×70 15×80 15×90 15×100 16×32 20×30 20×40 20×50 20×60 20×70 20×80 20×90 20×100 20×120 20×125 20×150 20×200 25×40 25×50 25×60 25×70 25×80 25×90 25×100 25×120 25×125 25×150 25×200 30×40 30×50 30×60 30×70 30×80 30×90 厚度:0.4~10mm。
不锈钢无缝管规格尺寸表
扬州创伟凯瑞管业有限公司生产的不 锈钢管 件适用 于各种 型号加 热器、 防爆器 材、仪 器仪表 等,详 细信息 请关注 :http:/ /www. cwkrgy. com/!
ASTM A789A789M 通用无缝与焊接铁素体奥氏体不锈钢管
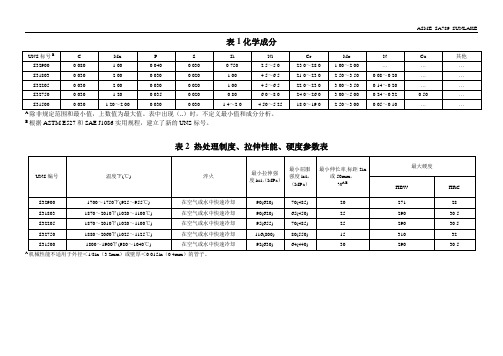
ASME SA789 SUNLAKE表1化学成分除非规定范围和最小值,上数值为最大值。
表中出现(..)时,不定义最小值和成分分析。
B根据ASTM E527和SAE J1086实用规程,建立了新的UNS标号。
表2 热处理制度、拉伸性能、硬度参数表A机械性能不适用于外径<1/8in(3.2mm)或壁厚<0.015in(0.4mm)的管子。
ASME SA789 SUNLAKE 尺寸要求:1、外径、壁厚和长度尺寸允许偏差见下表:A 订货的管子当壁厚大于等于3/4in.(19mm),或内径小于等于60%外径时,要求在壁厚是上有较宽的偏差范围,在这种规格中允许有±12.5%的壁厚偏差。
对于外径小于1/2in.(12.7mm),由于轧制时芯子不能顺利地拔出,故壁厚可以在规定值的±15%内变化。
B这些偏差适用于切割长度小于等于24ft(7.3m),对超过24ft(7.3m)长度的管子,每10ft(3m)或其不足部分允许额外加1/8in.(3mm),最大值为1/2in.(13mm)。
2、直度和表面质量成品钢管须有合理的直度,管端平滑无毛刺,且有良好的表面。
表面缺陷(指钢管中发现的任何不连续性和不规则性)可以用打磨法修除,但应保持圆滑的曲面,修后的壁厚不得小于本标准或产品标准允许的值。
修磨点外径可因修磨而减少。
检验项目:1、化学成分:满足表1的参数要求;2、尺寸要求;3、室温力学性能:满足表2的参数要求;4、硬度:满足表2的参数要求;5、扩口试验(对无缝钢管);6、卷边试验(对焊接钢管);7、反向压扁试验(对焊接钢管);8、水压试验或无损电测试验。
协议项目:1、水下空气压力试验。
无缝管规格尺寸表
无缝管规格尺寸表无缝管是一种种管材,具有无缝性、抗强压能力和耐高温性能优良等特点。
由于其特性,无缝管在大多数行业中广泛应用,如石化、航空、航天、核工业、轻工、电力、化工、热交换等领域。
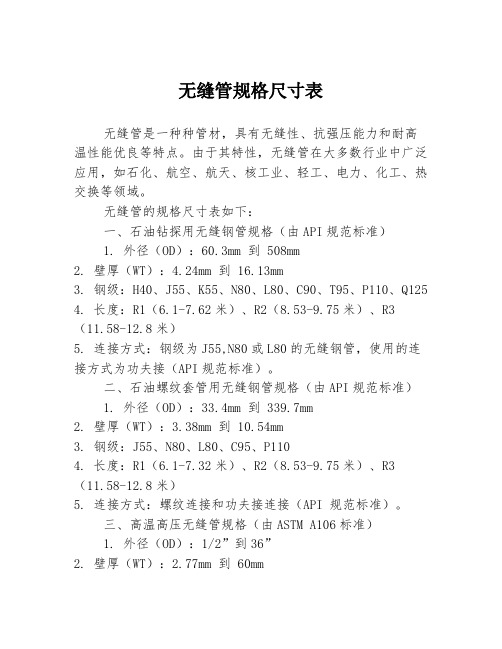
无缝管的规格尺寸表如下:一、石油钻探用无缝钢管规格(由API规范标准)1. 外径(OD):60.3mm 到 508mm2. 壁厚(WT):4.24mm 到 16.13mm3. 钢级:H40、J55、K55、N80、L80、C90、T95、P110、Q1254. 长度:R1(6.1-7.62米)、R2(8.53-9.75米)、R3(11.58-12.8米)5. 连接方式:钢级为J55,N80或L80的无缝钢管,使用的连接方式为功夫接(API规范标准)。
二、石油螺纹套管用无缝钢管规格(由API规范标准)1. 外径(OD):33.4mm 到 339.7mm2. 壁厚(WT):3.38mm 到 10.54mm3. 钢级:J55、N80、L80、C95、P1104. 长度:R1(6.1-7.32米)、R2(8.53-9.75米)、R3(11.58-12.8米)5. 连接方式:螺纹连接和功夫接连接(API 规范标准)。
三、高温高压无缝管规格(由ASTM A106标准)1. 外径(OD):1/2”到36”2. 壁厚(WT):2.77mm 到 60mm3. 钢级:ASTM A106B、A53B、API 5L-B、20#、45#等4. 长度:6米、9米、12米、定制5. 连接方式:螺纹连接、法兰连接、承插焊接连接等。
四、石化无缝管规格(由ASTM A213标准)1. 外径(OD):1/8”到5”2. 壁厚(WT):0.035”到0.5”3. 钢级:TP304/304L、TP316/316L、TP317/317L、TP321、TP310、TP347等4. 长度:定制标准长度5. 连接方式:承插焊接连接、法兰连接等。
以上是常见的无缝管规格尺寸表,但是实际应用中,还有更多未列出来的规格,如超长无缝管、厚壁无缝管、低温无缝管等。
无缝钢管常用规格表
无缝钢管常用规格表无缝钢管是一种通过无缝管材成形的钢质管道,无缝钢管的制造过程中不仅具有高精度、高品质的优势,同时也具有正确的壁厚、良好的表面质量、较高的耐压性能等特点,被广泛运用于石油、天然气、化工、机械、汽车、航空航天、核能等各种领域。
在市场上,无缝钢管常用规格的种类繁多,下面我们将逐一介绍常用的规格。
一、国内常用无缝钢管规格1. 普通无缝钢管规格(1) 外径:6mm-610mm(2) 壁厚:1mm-80mm(3) 长度: 1m-12m2. 高精度无缝钢管规格(1) 外径:6mm-426mm(2) 壁厚:0.5mm-12mm(3) 长度: 1m-12m3. 含油腐蚀性无缝钢管规格(1) 外径:21.3mm-610mm(2) 壁厚:2mm-50mm(3) 长度: 1m-12m4. 含氧腐蚀性无缝钢管规格(1) 外径:21.3mm-610mm(2) 壁厚:2mm-50mm(3) 长度: 1m-12m二、国际常用无缝钢管规格1. ASTM A213规格(1) 外径:3.2mm-127mm(2) 壁厚:0.4mm-12.7mm2. ASTM A335规格(1) 外径:21.3mm-609.6mm(2) 壁厚:2.11mm-140mm3. DIN17175规格(1) 外径:10mm-219mm(2) 壁厚:1mm-20mm4. EN10216-2规格(1) 外径:10.2mm-711mm(2) 壁厚:1.6mm-100mm5. GB5310规格(1) 外径:14mm-426mm(2) 壁厚:1mm-35mm三、无缝钢管常用材质1. A53-B该材质为一种常规的钢管材料,其适用于输送水、气、油和其他流体介质的排放系统,其化学成分及机械性能符合ASTM A53的最新标准。
2. A106-B该材质是一种用于高温高压环境下的钢管材料,常用于石油炼制、化工加工、航空航天、核电站等领域,其化学成分及机械性能符合ASTM A106的标准。
不锈钢工业管规格尺寸表

不锈钢工业管的规格尺寸表可以根据不同的材质、用途和工艺等因素而有所不同。
以下是一些常见的不锈钢工业管规格尺寸表:
1.不锈钢无缝管:
o外径:DN15(4分管)、DN20(6分管)、DN25(1寸管)、DN32(1寸2管)、DN40(1寸半管)、DN50(2寸管)、DN65(2寸半管)、DN80(3寸管)、DN100(4寸管)、DN125(5寸管)、DN150(6寸管)、DN200(8寸管)、DN250(10寸管)等。
o壁厚:根据不同的外径和用途,壁厚也有所不同,一般从0.5mm到10mm不等。
2.不锈钢焊接管:
o外径:与无缝管类似,也有多种规格。
o壁厚:根据不同的外径和用途,壁厚也有所不同,一般从0.5mm到10mm不等。
o长度:根据不同的要求,焊接管的长度也有所不同,一般从几十厘米到几米不等。
3.不锈钢方管、矩形管:
o边长:根据不同的要求,方管和矩形管的边长也有所不同,一般从几毫米到几十厘米不等。
o壁厚:根据不同的边长和用途,壁厚也有所不同,一般从0.5mm到10mm不等。
4.不锈钢工业用管道、流体输送用不锈钢无缝钢管、锅炉热交换器用不
锈钢无缝钢管、流体输送用不锈钢无缝钢管等:
o外径:根据不同的用途和工艺,外径也有所不同,一般从几毫米到几十厘米不等。
o壁厚:根据不同的外径和用途,壁厚也有所不同,一般从0.5mm到10mm不等。
需要注意的是,以上规格尺寸表仅供参考,具体规格尺寸还需根据实际需求和工艺要求来确定。
无缝管规格大全表
无缝管是一种常用于高温、高压、腐蚀性环境以及要求较高强度的工业领域的管材。
无缝管的规格通常包括外径、壁厚、长度等参数。
以下是一些常见的无缝管规格及其参数,但请注意这只是一个概述,实际应用中可能存在更多规格。
1.常见的无缝管规格:
•外径(OD):1/8" - 36"(3.175mm - 914.4mm)
•壁厚(WT):1.25mm - 50mm
•长度(L):6m - 12m 或根据客户要求
2.常见的无缝管材料:
•碳钢无缝管(Carbon Steel Seamless Pipe):ASTM A53/A106, API 5L Gr.B, DIN17175, DIN1629
•合金钢无缝管(Alloy Steel Seamless Pipe):ASTM A335 P5, P9, P11, P22, P91
•不锈钢无缝管(Stainless Steel Seamless Pipe):ASTM A312 TP304, TP316, TP321, TP347
•钛合金无缝管(Titanium Alloy Seamless Pipe):ASTM B338, ASTM B861
•镍合金无缝管(Nickel Alloy Seamless Pipe):Inconel 600, Inconel 625, Incoloy 800, Incoloy 825
3.其他特殊无缝管规格:
•超厚壁无缝管(Heavy Wall Seamless Pipe)
•高压无缝管(High-Pressure Seamless Pipe)
•特殊合金无缝管(Special Alloy Seamless Pipe)。
M3304 用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外)

M3304产品采购技术标准用于1、2级和3级设备的奥氏体不锈钢钢管〔热交换器管除外〕0适用范围本标准适用于壁厚在1.0到50.0之间的奥氏体不锈钢无缝管,这些管用于辅助管路或其它用途的管路。
1熔炼必须采纳电炉或其它相当的熔炼工艺熔炼。
2化学成分要求2.1规定值熔炼分析和成品分析所确定的化学成分必须符合I规定的要求。
2.2化学分析钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。
成品检验在每批的一根钢管上进行这种分析。
一般情况下,仅检验C、Cr和Ni的含量,假如化学成分要求中对Mo、N的含量作出规定,也应对它们进行检验。
必须按MC1000的要求进行这些分析。
按照B2400、C2400和D2400的规定,有关CO含量的要求应在设备技术规格书或其它合同文件中规定。
2.3晶间腐蚀试验晶间腐蚀试验必须按B2300、C2300和D2300的规定进行。
试验按MC1000要求在浇注时制成的试验锭块上进行。
假如该试验不能在试验锭块上进行,那么必须在每批的一根钢管上进行。
表I给出了不同钢号的敏化处理条件,采纳的加热温度如下:A处理:——不含钼钢为:650±10℃;——含钼钢为:675±10℃。
腐蚀试验后,假如试样在声响中发出清脆的金属声,在弯曲曲折折试验中无裂纹和开裂现象,那么该腐蚀试验合格。
假设有疑点,可用金相法予以判定,以证实是否存在晶间腐蚀。
3制造3.1制造程序在开始制造前,钢管厂须制订制造程序。
该程序按时刻先后顺序列出不同的制造过程,所有的中间热处理、最终热处理、精加工和无损检验都应包括在制造程序中。
3.2钢管的制造用于制造钢管的圆钢或钢坯应取自头尾充分切除的钢锭。
总锻造比必须大于或等于3。
不管怎么样,必须保证按MC1000测定的成品管晶粒度指数至少为2。
另外,制造商应保证其所实施的制造工艺可不能改变钢的抗晶间腐蚀性能。
钢管应热加工成形,关于直径和壁厚不大的钢管也可采纳冷拔成型〔这种情况应在制造程序中明确规定——见3.1〕。
无缝不锈钢管国标

无缝不锈钢管国标摘要:一、无缝不锈钢管的概述1.无缝不锈钢管的概念2.无缝不锈钢管的特点3.无缝不锈钢管的分类二、无缝不锈钢管国标介绍1.国标无缝不锈钢管的标准2.国标无缝不锈钢管的材质3.国标无缝不锈钢管的规格三、无缝不锈钢管的应用领域1.石油、天然气行业2.化工、化肥行业3.建筑、装饰行业4.医疗、食品行业四、无缝不锈钢管的优势和选择注意事项1.优势a.耐腐蚀性强b.强度高c.寿命长d.美观大方2.选择注意事项a.材质选择b.规格选择c.生产厂家选择正文:无缝不锈钢管是一种具有良好耐腐蚀性、高强度和长寿命的管道,广泛应用于各个领域。
本文将介绍无缝不锈钢管的概念、特点、分类,以及我国无缝不锈钢管国标的相关内容,并探讨无缝不锈钢管的应用领域和选择注意事项。
一、无缝不锈钢管的概述无缝不锈钢管是一种通过冷拔或热轧工艺生产的不锈钢管道,具有内外壁无接缝、光滑美观的特点。
无缝不锈钢管具有良好的耐腐蚀性、高强度和长寿命,可满足各种工程、设备的需求。
二、无缝不锈钢管国标介绍我国无缝不锈钢管的国标分为GB/T14976、GB/T14975和GB/T13296三个标准,分别对应奥氏体不锈钢无缝管、铁素体不锈钢无缝管和马氏体不锈钢无缝管。
无缝不锈钢管的材质主要有304、316、309、310等,根据不同的使用环境和要求选择合适的材质。
无缝不锈钢管的规格包括外径、壁厚、长度等参数,需根据实际需求进行选择。
三、无缝不锈钢管的应用领域无缝不锈钢管广泛应用于石油、天然气行业,如输送石油、天然气、液化气等介质;化工、化肥行业,如输送酸、碱、盐等腐蚀性介质;建筑、装饰行业,如用作给排水管道、消防管道等;医疗、食品行业,如输送药品、食品等卫生要求较高的介质。
四、无缝不锈钢管的优势和选择注意事项无缝不锈钢管的优势在于耐腐蚀性强、强度高、寿命长、美观大方。
ASTM A789A789M 通用无缝与焊接铁素体奥氏体不锈钢管
ASME SA789 SUNLAKE表1化学成分除非规定范围和最小值,上数值为最大值。
表中出现(..)时,不定义最小值和成分分析。
B根据ASTM E527和SAE J1086实用规程,建立了新的UNS标号。
表2 热处理制度、拉伸性能、硬度参数表A机械性能不适用于外径<1/8in(3.2mm)或壁厚<0.015in(0.4mm)的管子。
ASME SA789 SUNLAKE 尺寸要求:1、外径、壁厚和长度尺寸允许偏差见下表:A 订货的管子当壁厚大于等于3/4in.(19mm),或内径小于等于60%外径时,要求在壁厚是上有较宽的偏差范围,在这种规格中允许有±12.5%的壁厚偏差。
对于外径小于1/2in.(12.7mm),由于轧制时芯子不能顺利地拔出,故壁厚可以在规定值的±15%内变化。
B这些偏差适用于切割长度小于等于24ft(7.3m),对超过24ft(7.3m)长度的管子,每10ft(3m)或其不足部分允许额外加1/8in.(3mm),最大值为1/2in.(13mm)。
2、直度和表面质量成品钢管须有合理的直度,管端平滑无毛刺,且有良好的表面。
表面缺陷(指钢管中发现的任何不连续性和不规则性)可以用打磨法修除,但应保持圆滑的曲面,修后的壁厚不得小于本标准或产品标准允许的值。
修磨点外径可因修磨而减少。
检验项目:1、化学成分:满足表1的参数要求;2、尺寸要求;3、室温力学性能:满足表2的参数要求;4、硬度:满足表2的参数要求;5、扩口试验(对无缝钢管);6、卷边试验(对焊接钢管);7、反向压扁试验(对焊接钢管);8、水压试验或无损电测试验。
协议项目:1、水下空气压力试验。