活性金属_陶瓷粘着功
金属和陶瓷的钎焊技术及新发展

金属和陶瓷的钎焊技术及新发展金属和陶瓷的钎焊技术及新发展摘要:综述了金属和陶瓷常用的钎焊工艺和部分瞬间液相(r,rlp)钎焊法,指出了金属和陶瓷钎焊的难点,展望了其发展趋势。
活性金属钎焊能有效改善陶瓷表面的润湿性,具有广泛的应用前景,而pn』p法为金属与陶瓷的高强度耐热连接开辟了一个新途径,正不断引起人们极大的兴趣和关注。
关键词:金属;陶瓷;中图分类号:tg454钎焊;部分瞬间液相钎焊文献标识码:a工程陶瓷以其优异的耐高温、耐腐蚀、耐磨损的性能特点.已发展成为被普遍认可的高性能结构材料,但陶瓷件塑性差、不耐冲击.使其应用受到限制i1]。
金属和陶瓷的钎焊技术可以实现2种材料性能优点的相互结合,从而有效扩大其应用范围。
是当前材料科学和工程领域的研究热点之一。
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到钎料熔点和母材熔点之间的温度,利用液态钎料润湿母材、填充接头间隙并与母材相互扩散实现连接的焊接方法[2]。
由于普通金属钎料在陶瓷表面润湿性很差。
因此提高钎料在陶瓷表面的润湿性是保证钎焊质量的关键。
此外,金属和陶瓷物理性能、力学性能的不匹配也是影响钎焊的重要因素。
1 金属和陶瓷钎焊的难点金属陶瓷钎焊的主要难点在于冶金不相容和物性不匹配。
冶金不相容是指钎料熔化后对陶瓷不浸润,难以在熔接区和陶瓷实现原子间的冶金结合:物性不匹配是指金属陶瓷的热膨胀系数差异太大。
在钎焊结合区存在很大的应力梯度。
钎焊产生的热应力使连接强度降低、质量难以满足需要。
目前常常通过添加活性元素以改善钎料在陶瓷表面的润湿性,采用添加缓冲层的方法来解决金属陶瓷物性不匹配的问题。
缓冲层分为软性缓冲层、硬性缓冲层和软硬双层缓冲层三大类。
软性缓冲层的热膨胀系数较高,夹在金属钎料与陶瓷之间可以解决热膨胀不匹配引起的残余应力.但与金属间的连接往往不够理想.因此在某些情况下采用软硬双层缓冲层:一层是与陶瓷有较好结合强度的软性缓冲层;一层是低膨胀系数的硬性缓冲层.夹在钎料与陶瓷之间进行施焊.这种方法能够在一定的程度上改善接头性能。
【精品文章】简述陶瓷材料与金属材料的连接工艺
简述陶瓷材料与金属材料的连接工艺
特种陶瓷材料虽然具有优异的绝缘(大部分陶瓷)、耐高温、抗腐蚀性能及耐磨性能,但其脆性大,加工性能很差难以制备出大型或者是形状复杂的结构件。
金属材料具有优良的室温强度、韧性、导电性和导热性,与陶瓷材料在性能上形成了一种明显的互补关系。
使用连接技术将两种材料可靠的结合起来,就可以充分利用各自的优良性能,制造出满足要求的复杂构件。
贴片式陶瓷气体放电三极管--电源保护、信号保护等
一、陶瓷与金属连接的特点与难点
但由于陶瓷材料与金属材料化学键结构根本不同,加上陶瓷本身特殊的物理化学性能,因此无论是与金属连接还是陶瓷自身的连接都存在不少的难题。
其主要体现在如下两个问题,其一:陶瓷材料主要由离子键和共价键组成,金属材料则主要是由金属键构成,二者几乎不浸润,因此需要考虑陶瓷与金属材料的润湿性问题,其二:两者的线膨胀系数一般相差较大,当采用热封或者机械连接时,陶瓷与金属的接头处会有较大的应力残留,削弱接头的力学性能甚至使接头受到破坏开裂,因此需考虑结头处的热应力缓解问题。
二、陶瓷与金属的连接方法
随着陶瓷材料的发展,人们也不断的探索可靠的陶瓷与金属的连接方法来提高先进陶瓷材料的应用范围,下文将为大家简单介绍一些的陶瓷与金属的连接技术。
陶瓷的封接技术及研究进展
陶瓷的封接技术及研究进展摘要:介绍了陶瓷与金属连接的主要类型和种类* 对各种连接方法的机理、特点和影响因素进行了重点介绍。
关键词:陶瓷金属连接焊接1引言陶瓷与金属的封接,也称焊接(包括陶瓷与陶瓷的焊接),在现代工业技术中的应用有着十分重要的意义。
近年来,随着陶瓷材料的大规模研究开发,陶瓷与陶瓷或陶瓷与金属的连接技术也越来越引起人们的关注(1-2)。
实现陶瓷与金属的有效连接可以进一步扩大陶瓷的应用范围,诸如电视显像管金属引线的封接,电子元件的封装,飞行器及导弹关键部位的连接等都属于陶瓷—金属封接的范围。
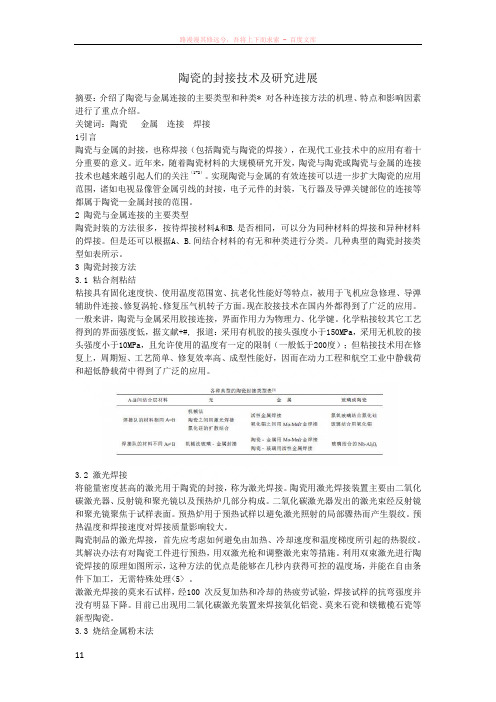
2 陶瓷与金属连接的主要类型陶瓷封装的方法很多,按待焊接材料A和B.是否相同,可以分为同种材料的焊接和异种材料的焊接。
但是还可以根据A、B.间结合材料的有无和种类进行分类。
几种典型的陶瓷封接类型如表所示。
3 陶瓷封接方法3.1 粘合剂粘结粘接具有固化速度快、使用温度范围宽、抗老化性能好等特点,被用于飞机应急修理、导弹辅助件连接、修复涡轮、修复压气机转子方面。
现在胶接技术在国内外都得到了广泛的应用。
一般来讲,陶瓷与金属采用胶接连接,界面作用力为物理力、化学键。
化学粘接较其它工艺得到的界面强度低,据文献+#, 报道:采用有机胶的接头强度小于150MPa,采用无机胶的接头强度小于10MPa,且允许使用的温度有一定的限制(一般低于200度);但粘接技术用在修复上,周期短、工艺简单、修复效率高、成型性能好,因而在动力工程和航空工业中静载荷和超低静载荷中得到了广泛的应用。
3.2 激光焊接将能量密度甚高的激光用于陶瓷的封接,称为激光焊接。
陶瓷用激光焊接装置主要由二氧化碳激光器、反射镜和聚光镜以及预热炉几部分构成。
二氧化碳激光器发出的激光束经反射镜和聚光镜聚焦于试样表面。
预热炉用于预热试样以避免激光照射的局部骤热而产生裂纹。
预热温度和焊接速度对焊接质量影响较大。
陶瓷制品的激光焊接,首先应考虑如何避免由加热、冷却速度和温度梯度所引起的热裂纹。
金属/陶瓷复合材料润湿性的研究
金属/陶瓷复合材料润湿性的研究摘要:研究金属对陶瓷的润湿性对开发新型金属/陶瓷体系,探寻和发展材料的制备技术有重大的意义。
制备高性能金属/陶瓷复合材料有着重要的现实意义。
本文从陶瓷/金属的润湿现象、机理及其分类出发,介绍了润湿性研究的实验研究方法,并探讨改善润湿性的途径。
关键词:金属/陶瓷复合材料;润湿性;接触角;粘附功一.润湿现象润湿是固体表面的气体被液体取代的过程。
在复合材料的制备过程中,只要涉及液相与固相的相互作用,必然就有液相与固相的润湿问题。
在制备金属基复合材料时,液态金属对增强材料的润湿性如何直接影响到界面黏结强度。
润湿性表示液体在固体表面上的铺展程度。
优良的润湿性意味着液体在固体表面上铺展开来覆盖整个增强材料的表面。
按热力学的条件,只有体系自由能减少时,液体才能铺展开来,即因此,铺展系数SC[1]被定义为当铺展系数SC>0时,才会润湿,根据力学平衡,可得:式中,θ为接触角。
由θ可以知道润湿程度。
θ=0°时,金属熔液会在基体上完全的铺展开;θ=180°时,熔滴呈圆球状,只与基体表面形成点接触,称其为完全不润湿;0°90°时则称为不润湿,液相对固体的粘着性较差。
对于一个特定的系统,接触角θ会随温度、保温时间、吸附气体等而变化。
润湿过程可按顺序分为沾湿、浸湿、铺展三个阶段。
对于一个固定的系统,沾湿过程的铺展力最大,最容易进行,属于最低层次的润湿;铺展过程的铺展力最小,属于最高层次的润湿。
润湿性好的液体将尽力覆盖更多的固-气界面,直至完全平铺固体表面,润湿性差的液体的润湿过程将终止于较大的平衡接触角。
金属/陶瓷的润湿性对金属基复合材料的生产有重要的意义。
图1.1润湿性示意图二.润湿性分类根据金属/陶瓷的结合情况,液态金属对陶瓷的润湿过程可分为非反应润湿和反应润湿[2-5]。
对于非反应润湿体系,界面润湿过程不发生化学反应,润湿过程仅仅依靠扩散力和范德华力来完成,润湿性一般比较差,通常非反应润湿过程是一个很迅速的过程,在很短时间内就能达到各项平衡状态,与温度没有太大关系,但与陶瓷的金属性和位向及合金元素的加入有很大的关系。
陶瓷与金属钎焊的方法、钎料和工艺
陶瓷钎焊陶瓷与金属的连接是20世纪30年代发展起来的技术,最早用于制造真空电子器件,后来逐步扩展应用到半导体、集成电路、电光源、高能物理、宇航、化工、冶金、仪器与机械制造等工业领域。
陶瓷与金属的连接方法比较多,如钎焊、扩散焊、熔焊及氧化物玻璃焊料连接法等,其中钎焊法是获得高强度陶瓷/金属接头的主要方法之一。
钎焊法又分为金属化工艺法和活性钎料法。
我国于50年代末才开始研究陶瓷—金属连接技术,60年代中便掌握了金属化工艺法(活化Mo-Mn法)和活性钎焊法,推动了陶瓷/金属钎焊用材料及其钎焊工艺的发展。
常用的金属和陶瓷钎焊方法常用的钎焊方法有陶瓷表面金属化法和活性金属法金属和陶瓷钎焊工艺陶瓷与被连接金属的热膨胀系数相差悬殊,导致钎焊后使接头内产生较高的残余应力, 而且局部地方还存在应力集中现象,极易造成陶瓷开裂。
为降低残余应力, 必须采用一些特殊的钎焊工艺路线。
①合理选择连接匹配材料;②利用金属件的弹性变形减小应力;③避免应力集中;④尽量选用屈服点低, 塑性好的钎料;⑤合理控制钎焊温度和时间;⑥采用中间弹性过渡层。
其中, 采用中间弹性过渡层的方法是研究和应用最多的方法之一, 采用中间弹性过渡层对降低残余应力的作用较大。
该方法采用陶瓷/ 钎料/ 中间过渡层/ 钎料/ 金属的装配形式进行钎焊, E 和σs 减小, 接头强度越高, 这说明较“软”的中间层能够有效地释放应力, 改善接头强度。
中间过渡层的热膨胀系数与Si3N4 接近固然有好处, 但如E 和σs 很高(如Mo 和W) , 不能缓和应力, 也就不能起到好的作用。
因此, 可以认为E 和σs 是选择中间过渡层的主要着眼点。
中间过渡层的选择应尽量满足下列条件: ①选择 E 和σs 较小的材料; ②中间过渡层与被连接材料的热膨胀系数差别要小; ③充分考虑接头的工作条件。
采用弹性过渡层的陶瓷连接方法的缺点是接头强度不高, 原因是有效钎接面积小。
但这种低应力或无应力接头具有良好的使用性能, 其优点是在热载荷下产生较低的热应力, 接头耐热疲劳, 抗热冲击性能好。
陶瓷与金属间的焊接技术研究

随着现代科学技术的发展,陶瓷与金属异质材料的复合利用在航空航天、电子信息等领域具有广阔的应用前景。
但由于陶瓷与金属在热膨胀系数、热传导率、界面结合力等方面存在明显差异,直接焊接两种材料存在困难。
为实现陶瓷与金属的可靠连接,开展异种材料间的连接与界面控制技术研究具有重要意义。
陶瓷和金属之间存在显著的化学组成和原子排列结构的差异。
陶瓷主要由共价键和离子键组成,具有脆性断裂特点;而金属主要由金属键组成,可实现塑性变形。
陶瓷氧化铝的化学式为Al2O3,化学计量比为2:3;而金属铝的化学式为Al,不含氧原子,这两种完全不同的化学组成和结构导致陶瓷与金属间原子结合强度存在明显差异,直接焊接时,必须克服这种结构和组成差异,否则会导致连接强度不足。
陶瓷与金属之间在热物理性质上存在明显差异。
与金属相比,陶瓷具有较低的热导率、较小的热膨胀系数以及较慢的热应力释放速率。
具体来说,陶瓷材料的热导率通常在2030W/(m·K)左右,远低于金属材料的50400W/(m·K);陶瓷的线膨胀系数约为(48)×10-6/°C,也明显低于金属的(1124)×10-6/°C;此外,陶瓷回散时间常为金属材料的10~100倍。
这些特性使陶瓷与金属直接焊接时,界面处会产生大量热应力。
另外,陶瓷与金属在熔点、热容量、密度等参数上也存在显著差异,这增加了选择合适焊接工艺参数的难度[1]。
陶瓷表面具有高度的化学稳定性和惰性,很难与活性金属实现良好的湿润。
陶瓷基体材料SiC的接触角可高达140°,而金属基体NiCrAl的接触角仅为30°左右,两种材料存在巨大的界面自由能差异,这会导致活性金属钎料与陶瓷基体之间的结合力较差。
Shi等研究表明,陶瓷表面存在的氧化硅等氧化物会降低其对钎料的湿润性。
此外,陶瓷表面的粗糙度也会影响其湿润性。
Ra约为1.5μm的陶瓷表面接触角显著高于0.18μm的光滑表面。
活性法陶瓷-金属封接工艺的新进展
起放 置 于陶瓷 和 金 属 件 之 间 , 真 空 或 惰 性气 氛 中 在
加 热熔 化后 而得 到 的一 种牢 固 、 密 的封 接方法 。 气 由于 活 性 金 属 通 常 对 很 多 氧 化 物 ( Al 如 2 , o
a t rgrnd n fe i i g.
Ke o d : rmi t tl e l y w r s Cea c omea a ;Aciemeh d po es s t to rc s ;Ne p o r s ;Qu l y v w r g e s ai ;Rei tr g t sn ei n
多 年的生 产 、 展和 逐 渐成 熟 的过程 , 发 最初 是适 应 于
解、 排气 、 管一 次完 成 。活性 法 工艺 受 陶瓷成 分及 封
性 能 的影 响很小 , 同种 类 、 同来 源 的 陶瓷可 用 同 不 不
一
工 艺 进 行 封 接 。活 性 法 的 缺 点 是 不 适 于 连 续 生
按封 接 机理 , 陶瓷 金 属封 接 工艺 可 分 为液 相 工
艺、 气相 工艺 和 固相 工 艺… 。所 谓 液 相 工 艺 是 指 在
进行 陶瓷 金属 化 或 陶 瓷 与金 属 直 接 封 接 时 , 陶 瓷 在
与金属 ( 金属粉 ) 面 间有一 定量 的液 相存 在 。这 或 界
个液 相 可 能 是 熔 融 氧 化 物 , 可 能 是 熔 化 的 金 属 。 也 因为有液相 的存 在 , 物质 问发生分 子间 ( 或离 子问 ) 的
目前 国内多数 工 厂是 两种 方法 同 时采用 。
简述金瓷结合的机制

简述金瓷结合的机制金瓷结合是一种焊接工艺,它是通过在金属表面涂上一层金属陶瓷复合材料,然后在高温下烧结,将陶瓷与金属紧密结合在一起。
金瓷结合技术主要用于各种金属材料与陶瓷材料的连接,广泛应用于工程结构、航空航天、汽车制造、医疗设备等领域。
金瓷结合是一种可靠的连接技术,它具有以下优点:1.结合强度高:金瓷结合具有很高的结合强度,因为在烧结过程中,金属和陶瓷可以互相渗透形成金属陶瓷结合层,从而提高了结合的强度和可靠性。
2.耐高温性好:金瓷结合材料可以在高温环境下使用,具有良好的耐热性和抗热震性能,不易破裂或脱落。
3.耐腐蚀性好:金瓷结合材料具有很好的耐腐蚀性,能够抵御许多酸性和碱性介质的侵蚀。
4.结构简单:金瓷结合工艺简单,加工过程中无需额外操作,提高了生产效率和降低了成本。
5.可实现多种材料的连接:金瓷结合技术可以连接不同材料的金属和陶瓷,使得材料的选择更加灵活多样。
金瓷结合的机制如下:1.表面处理:首先,金属表面需要进行处理,以去除氧化膜和其他污染物,并增加表面粗糙度,以提高结合性能。
常用的表面处理方法包括研磨、抛光、酸洗等。
2.涂覆金属陶瓷复合材料:在金属表面上喷涂一层金属陶瓷复合材料,通常是采用喷涂、堆焊、热喷涂等方法将金属陶瓷粉末喷射到金属表面。
金属陶瓷复合材料一般由金属粉和陶瓷粉按一定比例混合制成,具有较高的烧结活性和机械性能。
3.烧结过程:将喷涂的金属陶瓷复合材料与金属基材一起在高温下进行烧结。
在高温下,金属粉和陶瓷粉之间会发生相互反应和扩散,形成金属陶瓷结合层。
烧结温度和时间一般根据金属和陶瓷的特性以及结合要求来确定。
4.冷却和加工:烧结完成后,陶瓷与金属紧密结合,形成金瓷薄层。
然后,冷却金瓷结合的物体,并根据需求进行后续加工和检测。
需要注意的是,金瓷结合的成功与否和结合剂的选择和质量有很大关系。
常用的金属陶瓷复合材料包括金属-氧化物复合材料、金属-碳化物复合材料、金属-硼化物复合材料等。
金属-陶瓷梯度功能材料

金属-陶瓷梯度功能材料是一种结合金属和陶瓷两种材料特性的复合材料。
它通过逐渐变化成分或结构的方式,实现材料性能的梯度变化,从而在不同区域具有不同的功能和性能。
金属-陶瓷梯度功能材料的特点包括:
梯度结构:材料在宏观上呈现出逐渐变化的组织结构,可以是成分的梯度变化,也可以是微观结构的梯度变化。
这种梯度结构可以实现不同区域之间的适应性和平衡性。
多功能性:金属-陶瓷梯度功能材料融合了金属和陶瓷两种材料的特性,同时具有金属的导电性、强度和韧性以及陶瓷的高温耐性、硬度和耐磨性。
因此,它可以在不同的应用领域发挥多种功能。
梯度性能调控:通过调控梯度结构的设计和制备,可以实现对材料性能的精确调控。
例如,在陶瓷-金属界面附近增加金属含量,可以提高材料的韧性和抗裂性能。
应变适应性:金属-陶瓷梯度功能材料的梯度结构可以提供良好的应变适应性。
在受力时,金属部分能够吸收和分散应力,而陶瓷部分则提供较高的硬度和强度。
金属-陶瓷梯度功能材料在航空航天、汽车工业、能源领域和医疗器械等多个领域具有广泛应用。
例如,它们可用于制造高温环境下的热障涂层、高强度和轻量化结构材料、耐磨和耐腐蚀部件等。
陶瓷基板amb活性金属钎焊技术的优越性
陶瓷基板amb活性金属钎焊技术的优越性
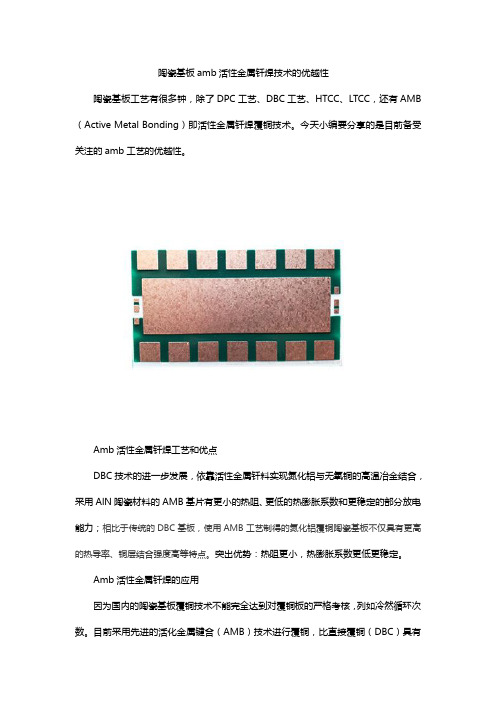
陶瓷基板工艺有很多钟,除了DPC工艺、DBC工艺、HTCC、LTCC,还有AMB (Active Metal Bonding)即活性金属钎焊覆铜技术。
今天小编要分享的是目前备受关注的amb工艺的优越性。
Amb活性金属钎焊工艺和优点
DBC技术的进一步发展,依靠活性金属钎料实现氮化铝与无氧铜的高温冶金结合,采用AlN陶瓷材料的AMB基片有更小的热阻、更低的热膨胀系数和更稳定的部分放电能力;相比于传统的DBC基板,使用AMB工艺制得的氮化铝覆铜陶瓷基板不仅具有更高的热导率、铜层结合强度高等特点。
突出优势:热阻更小,热膨胀系数更低更稳定。
Amb活性金属钎焊的应用
因为国内的陶瓷基板覆铜技术不能完全达到对覆铜板的严格考核,列如冷然循环次数。
目前采用先进的活化金属键合(AMB)技术进行覆铜,比直接覆铜(DBC)具有
更高的结合强度和冷热循环特性。
被广泛应用IGBT领域,特别是高铁上的大功率器件控制模块。
以上是关于小编从陶瓷基板amb活性金属钎焊技术的优越性和应用领域方面阐述了陶瓷基板amb工艺,相信您对陶瓷AMB工艺有更加深入的了解,更多陶瓷基板的需求可以咨询金瑞欣特种电路。
陶瓷金属粘合剂
陶瓷金属粘合剂
陶瓷金属粘合剂是一种用于将陶瓷和金属材料粘接在一起的材料。
它通常由两部分组成:粘合剂和硬化剂。
这种粘合剂具有高强度、高温度和化学稳定性,可以用于制造各种陶瓷和金属制品,如高温炉具、热交换器、汽车发动机零件等。
陶瓷金属粘合剂的选择主要取决于材料的种类、形状和应用环境。
一般来说,陶瓷金属粘合剂应具有良好的润湿性、耐高温和耐化学腐蚀性,能够在宽温度范围内保持粘接强度。
陶瓷金属粘合剂的制备方法主要有两种:机械混合和化学反应。
机械混合是将粘合剂和硬化剂混合,然后涂敷在要粘接的材料表面上,经过加热固化成为一个坚固的结构。
化学反应法是将粘合剂和硬化剂混合后,通过化学反应形成交联结构,从而实现陶瓷和金属的粘接。
总之,陶瓷金属粘合剂是一种高强度、高温度和化学稳定的材料,广泛用于陶瓷和金属制造业中。
其制备方法有机械混合和化学反应两种,应根据具体情况选择适合的粘合剂。
液态金属与陶瓷界面润湿性的研究进展
液态金属与陶瓷界面润湿性的研究进展液态金属与陶瓷之间的界面润湿性是一个重要的研究领域。
液态金属在陶瓷材料应用中具有广泛的用途,例如用于粘接陶瓷和金属之间的结合,或者在陶瓷涂层中起到润湿和渗透的作用。
因此,研究液态金属与陶瓷界面润湿性对于优化金属与陶瓷复合材料的性能具有重要意义。
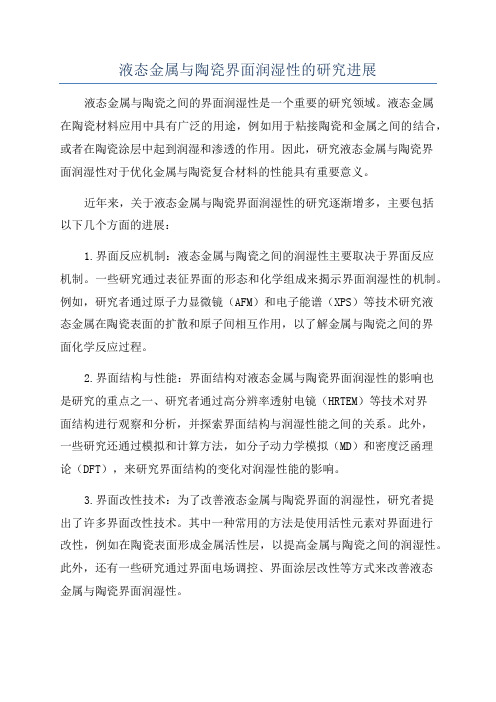
近年来,关于液态金属与陶瓷界面润湿性的研究逐渐增多,主要包括以下几个方面的进展:1.界面反应机制:液态金属与陶瓷之间的润湿性主要取决于界面反应机制。
一些研究通过表征界面的形态和化学组成来揭示界面润湿性的机制。
例如,研究者通过原子力显微镜(AFM)和电子能谱(XPS)等技术研究液态金属在陶瓷表面的扩散和原子间相互作用,以了解金属与陶瓷之间的界面化学反应过程。
2.界面结构与性能:界面结构对液态金属与陶瓷界面润湿性的影响也是研究的重点之一、研究者通过高分辨率透射电镜(HRTEM)等技术对界面结构进行观察和分析,并探索界面结构与润湿性能之间的关系。
此外,一些研究还通过模拟和计算方法,如分子动力学模拟(MD)和密度泛函理论(DFT),来研究界面结构的变化对润湿性能的影响。
3.界面改性技术:为了改善液态金属与陶瓷界面的润湿性,研究者提出了许多界面改性技术。
其中一种常用的方法是使用活性元素对界面进行改性,例如在陶瓷表面形成金属活性层,以提高金属与陶瓷之间的润湿性。
此外,还有一些研究通过界面电场调控、界面涂层改性等方式来改善液态金属与陶瓷界面润湿性。
4.应用研究:液态金属与陶瓷界面润湿性研究的进展也促进了金属与陶瓷复合材料在实际应用中的发展。
例如,在陶瓷涂层方面,一些研究通过调控液态金属与陶瓷界面润湿性,实现了液态金属涂层在陶瓷基体上的有效润湿和渗透。
另外,在陶瓷和金属的连接技术方面,也有研究通过调控液态金属与陶瓷界面润湿性,实现了陶瓷和金属之间可靠的连接。
总的来说,液态金属与陶瓷界面润湿性的研究进展包括界面反应机制、界面结构与性能、界面改性技术和应用研究等方面。
陶瓷与金属的钎焊工艺

陶瓷与金属的钎焊工艺1 陶瓷与金属的钎焊(一般称为封接) 广泛用于电子管和半导体的制造,此外,还用于变压器、整流器、电容器和水银开关的密封上。
2 陶瓷与金属的钎焊方法主要分两类:烧结金属粉末法和活性金属法。
3 烧结金属粉末法这种方法的原理是:在还原气氛中借高温在陶瓷上烧结一层金属粉,使瓷面带有金属性质,即所谓陶瓷金属化,随后用钎焊来实现它与金属件的连接。
金属化配方是烧结金属粉末法的关键。
对不同的陶瓷,金属化配方是不一样的。
金属化配方中主体一般是难熔金属粉,用得最多的是钼粉,其次是钨粉。
另外,为了改善难熔金属粉末与陶资的结合,还添加原子序数在 22~28之间的金属,最常用的是锰、铁、钛粉。
对于高氧化铝瓷还要添加一定量的金属氧化物。
将这样组成的粉剂与硝棉、醋酸戊脂及丙酮配成金属化膏,涂在陶瓷的钎焊面上,然后在氢气中进行烧结,使陶瓷金属化。
瓷件经过金属化烧结上钼或钨后,由于一般钎料对金属化层的润湿差,需再电镀上一层镍,然后用钎料进行钎焊。
钎焊时应施加一定压力(约 0.49~0.98MPa)。
钎焊在氢气保护下或真空中进行。
4 活性金属法4.1 活性金属法钎焊有三种方式:a)将钛或锆以垫片方式放在陶瓷与金属间进行钎焊;b)将钛或锆的细粉或者钛或锆的氢化物,预先涂在待连接面上,再放上钎料进行钎焊,c)用含钛和锆的活性钎料直接进行钎焊。
4.2 活性金属钎焊法的实质是:钛同很多金属能形成共晶合金,在钎焊加热过程中就能形成这种含钛的合金。
这类合金具有很强的活性,在高温和高真空下同陶瓷中的氧化物接触时使氧化物局部还原,在界面区形成复杂的间隙固溶体和置换固溶体。
例如,钛同 A1203作用时,在 950℃下A123局部被钛还原,形成钛的间隙固溶体。
同时,被还原出来的铝又溶于钛中,形成置换固溶体。
钛同 SiO2作用时形成氧在钛中的固镕体,同时产生钛同硅的金属间化合物,因为硅与钛不形成固溶体。
熔化钎料就在固溶体和金属间化合物上铺展,并填满间隙。
简述金瓷结合的机制

简述金瓷结合的机制金瓷结合是一种常见的金属陶瓷结合方法,广泛应用于工程领域。
其机制包括物理机制和化学机制两个方面。
物理机制:金瓷结合的物理机制主要是通过金属的熔化渗透和冷凝,将金属和陶瓷牢固地结合在一起。
具体过程如下:1.表面处理:首先,在陶瓷表面进行去污、喷砂或电化学抛光等处理,以提高其表面的粗糙度和活性,增加与金属的接触面积。
2.金属涂敷:将金属层涂敷在陶瓷表面,常用的金属包括钛、铝、铜、镍等。
金属涂敷可以通过电化学、物理气相沉积、热蒸发等方法来实现。
3.加热烧结:将涂敷有金属层的陶瓷进行高温加热处理。
在加热过程中,金属层熔化并渗透到陶瓷内部,与陶瓷形成金属-陶瓷界面。
4.冷凝固化:金属在陶瓷内部冷却凝固后,形成金属颗粒和陶瓷颗粒之间的金属-陶瓷界面,实现金属与陶瓷的结合。
化学机制:金瓷结合的化学机制主要是通过金属与陶瓷之间的化学反应,形成金属-陶瓷界面。
具体机制如下:1.化学反应:金属表面的原子或离子与陶瓷表面的原子或离子发生化学反应,形成新的化合物或溶解析出的物质,从而改变金属与陶瓷的界面性质。
2.扩散:在加热过程中,金属和陶瓷之间发生原子扩散,使化合物的生成面积扩大,增强金属与陶瓷的结合强度。
3.金属-陶瓷界面的形成:在化学反应和扩散的作用下,金属和陶瓷之间形成均匀的界面,界面上有金属的形成区、反应区和扩散区,形成金属颗粒和陶瓷颗粒之间的结合。
综上所述,金瓷结合的机制包括物理机制和化学机制两个方面。
物理机制主要是通过金属的熔化渗透和冷凝,将金属和陶瓷结合在一起;而化学机制则是通过金属和陶瓷之间的化学反应和原子扩散,形成金属-陶瓷界面。
这种结合机制使金属和陶瓷之间形成牢固的结合,提高了材料的强度和耐磨性,广泛应用于工程领域。
金瓷结合力的类型及各占比例
金瓷结合力的类型及各占比例金瓷结合力是指在陶瓷工艺中,将金属与陶瓷材料结合形成一种强固的结合力,用于增强陶瓷材料的性能。
金属与陶瓷材料的结合力通常可分为机械结合力、化学结合力和物理结合力三类。
1. 机械结合力机械结合力是指金属与陶瓷材料之间通过物理形状的相互锁合而形成的结合力。
在金瓷修复中,通常使用金属栓和陶瓷间的机械结合力来增强修复体的稳定性和牢固性。
机械结合力主要包括以下几种形式:- 滴铸法:将金属熔液直接倒入模具中,使得金属在冷却过程中填满陶瓷材料的凹凸表面,形成锁合效果。
- 雷射熔焊:通过激光焊接技术将金属与陶瓷材料熔融并形成结合。
- 压力结合:将金属和陶瓷材料通过压力结合在一起,利用金属的变形性和陶瓷的压致变形来增加结合力。
- 粘结剂:使用特殊的粘结剂将金属与陶瓷材料粘合在一起,形成结合力。
2. 化学结合力化学结合力是指金属与陶瓷材料之间通过化学反应而形成的结合力。
在金属与陶瓷材料的结合过程中,常常需要使用一些中间层或介质来促进金属和陶瓷材料之间的化学反应,从而增强结合力。
常见的化学结合力方式有:- 金属氧化层:通过金属表面的氧化反应形成氧化层,可以与陶瓷材料形成牢固的化学结合。
- 化学溶胶法:使用在溶剂中悬浮的化学组分,通过浸渍和干燥过程,形成陶瓷涂层,增强结合力。
- 锡焊:使用锡熔液,使得金属与陶瓷材料之间形成结合。
锡和一些金属氧化物之间具有良好的结合性质,可以促进结合。
- 化学键结合:通过金属和陶瓷材料表面化学键的形成,实现金属与陶瓷材料的化学结合。
3. 物理结合力物理结合力是指金属与陶瓷材料之间通过相互作用力而形成的结合力。
物理结合力通常不需要使用化学反应或者机械锁合,而是通过一些物理性质的作用来实现结合。
常见的物理结合力方式有:- 熔融结合:通过加热使得金属和陶瓷材料共熔,并通过冷却形成结合。
- 烧结结合:利用金属和陶瓷材料的烧结性质,通过烧结过程使得两者结合。
- 表面张力:利用金属和陶瓷材料的表面张力,减小界面上的能量差异,增加结合。
陶瓷与金属的连接方法

陶瓷与金属的连接方法陶瓷与金属的连接方法主要有:粘合剂粘接、机械连接、熔化焊、钎焊、固相扩散连接、自蔓延高温合成连接、瞬时液相连接等连接方法。
将陶瓷与金属连接起来制成复合构件,可充分发挥两种材料的性能优点,对于改善结构件内部应力分布状态、降低制造成本、拓宽陶瓷材料的应用范围具有特别重要的意义。
1、粘合剂粘接:是利用胶粘剂将陶瓷与金属连接在一起,主要应用于飞机的应急修理、炮弹与导弹的辅助件连接、涡轮和压缩机转子的修复等处。
尽管粘接连接可以一定程度缓解陶瓷与金属间的热应力且工艺简单、效率高,但接头强度通常小于100MPa,使用温度一般低于200℃,大多用于静载荷和超低静载荷零件。
2、机械连接:机械连接是一种借助结构设计的连接方法,有螺栓连接和热套连接两种。
机械连接由于方便已经在部分增压转子与金属的连接中应用。
热套连接获得的接头具有一定的气密性,但仅限于低温使用,且这种接头具有较大的残余应力。
3、钎焊连接:钎焊是最常用的连接陶瓷与金属的方法之一,它是以熔点比母材低的材料做钎料,加热到略高于钎料熔点的温度,利用熔化的液态钎料润湿被连接材料表面,从而填充接头间隙,通过母材与钎料间元素的互扩散实现连接。
包括直接钎焊和间接钎焊。
4、固相扩散连接:是将被连接材料置于真空或惰性气氛中,使其在高温和压力作用下局部发生塑性变形,通过原子间的互扩散或化学反应形成反应层,实现可靠连接。
按连接方式,可分为直接扩散连接和间接扩散连接。
固相扩散连接适用于各种陶瓷与金属的连接,相对于钎焊连接,其具有连接强度高,接头质量稳定、耐腐蚀性能好,可实现大面积连接,且接头不存在低熔点钎料金属或合金,能够获得耐高温接头等优点。
5、熔化焊:采用高能束具有加热和冷却速度快的优点,能在陶瓷不熔化的条件下使金属熔化,形成连接。
熔化焊连接陶瓷和金属主要包括激光焊和电子束焊接。
此法能获得高温下稳定的接头,但是需要对被连接材料进行预热和缓冷,而且陶瓷与金属组配相对困难,连接工艺参数难以控制,设备造价昂贵。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
型:
W=-
a
G
0 F
+
b ( a, b >
0)
( 1)
这就解释了在实验中经常观察到的金属/ 氧化物陶
瓷体系的粘着功随金属氧化物的标准形成自由能
(
G
0 F
)
的增负而增加的现象。但他们认为式中的
b
在不同的体系中是大致相同的, 这一点在后来的实 验中未被证实。Chatain 等人[ 2] 则认为在更一般的
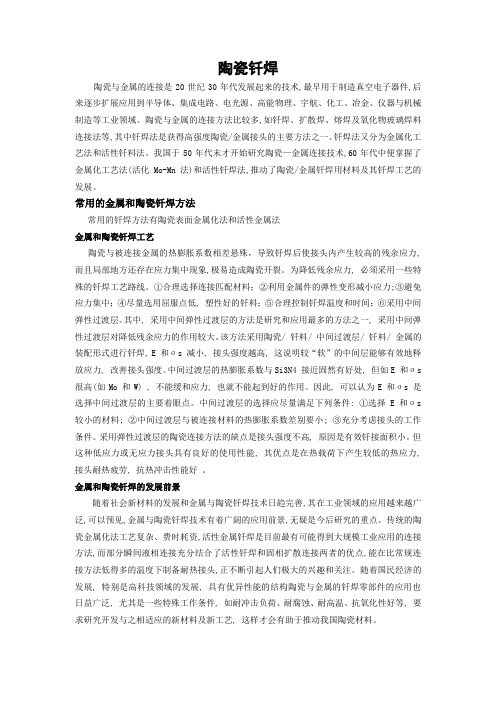
从式( 10) 可以看出, 活性体系的最终粘着功取 决于界面反应自由能变化和固相产物/ 金属粘着功, 界面反应越剧烈, 固相产物/ 金属粘着功越大, 则最 终粘着功越大。图 1 的结果说明了这一点, 下面进行 具体的分析。 根据式( 9) , 界面反应引起的粘着功变化由两 部分组成: 界面反应自由能变化导致的粘着功变化 ( Gr) 和固相产物/ 金属相互作用引起的 粘着功变 化( Gw ) 。因此, 根据固相产物和陶瓷标准形成自由 能的相对大小可以将图 1 中的活性体系分为两类:
差异, 直接引起固/ 液界面能降低的金属/ 陶瓷界面
反应自由能变化( Ginter ) 与体相之间反应自由能变
化是不同的, 但同时二者又是紧密相关的[ 5] , 即
Ginter = 0. 24 Gb ulk
( 5)
当界面反应形成一个连续的固相产物层, 即原
来的陶瓷/ 金属界面完全被固相产物/ 金属界面取代 时, 界面反应引起的固/ 液界面能变化( Gr) 为单位
WORK OF ADHESION FOR REACTIVE METAL/ CERAMIC SYSTEMS
CHEN Jian1, GU Mingyuan1, PA N F usheng2
( 1. State Key L aborato ry o f M M Cs, Shanghai Jiao tong U niv er sity , Shanghai 200030, China; 2. Co lleg e of M aterials Science and Engineering , Cho ng qing U niversity , Chong qing 400044, China)
粘着功越大。当固相产物是一种具有金属性的化合
物时, 这种固相产物/ 金属的粘着功大于相应的金属
/ 陶瓷的粘着功, 根据式( 8) 和式( 9) , 此时正的 Gw 值引起活性体系粘着功的增大。如图 1 中的 Cu-3O/ A l2O3, Cu-12. 6T i/ C, Si/ C, A l/ C 和 A gCu-5T i/ SiC
O
和
Me
在无限
稀溶液( M ) 中的偏摩尔溶解焓; M 是溶液 M 的表
面原子平均摩尔表面积; c 为取决于氧化物性陶瓷
质的一个经验常数, 一般取值 0. 21±10% 。
然而, 对于界面反应形成新固相产物的活性金
属/ 陶瓷系统而言, 目前还没有理论模型可以定量计
算粘着功, 而且对于这种体系粘着功的决定性因素,
Gbulk = G0 ( ReX ) -
G0( MeX ) +
RT lnx Me - RT lnx Re +
H M e - H Re
( 4)
式中: G0( ReX ) 、 G0( MeX ) 分别是固相产物和陶 瓷的标准形成自由能; x R e、x Me分别是 Re 和 M e 在液
态金属 M 中的摩尔分数; H Me、 H Re分别是 M e 和 Re 在 M 中的偏摩尔溶解焓。 然而上述 Gbulk 是针对体相之间的反应自由能
金属/ 陶瓷的润湿和粘着状况对于金属与陶瓷
的结合、复合材料的制备、涂层材料的开发等都很重
要。金属/ 陶瓷粘着功是衡量金属/ 陶瓷界面结合强
度最重要的参数之一。目前大多数金属/ 陶瓷粘着功 模型都是针对非活性系统提出的。如 McD onald[ 1] 认
为在金属( M ) / A l2O3 系统中, 于界面上约 1/ 3 的位 置存在 M - O2-的化学相互作用。因此提出如下模
变化。金属/ 陶瓷界面反应首先是金属表面相和陶瓷 表面相之间的反应, 固/ 液界面能的降低正是由于这
种表面相之间的反应造成的。表面相中的分子和处
于体相内的分子, 无论是组成、结构、能量状态或受 力状况等诸方面都是有差别的, 其中最主要的差别
是表面相中的分子和体相内的分子能量及结构状态
是不相同的。考虑到表面相和体相的结构和能量的
根据粘着功的定义, 当陶瓷/ 金属界面完全被固
相产物/ 金属界面取代时, 每单位面积的金属与固相 产物相互作用引起的自由能变化
Gw =
W M/ ReX a
-
W M/ M eX a
( 8)
式中:
W M/ M eX a
—— 在不存在任何界面反应情况下金
属与陶瓷的粘着功;
W M/ ReX a
——固相产物与金属的
( 1) G0( ReX ) <
G 0( M eX )
即当固相产物比陶瓷稳定时, 根据式( 4) 和式 ( 6) , Gr 总是 一负值, 由式( 9) 可知对这类活 性系 统, 负的 Gr 值总是引起最终粘着功的增加。然而,
陈 建, 等: 活性金属/ 陶瓷粘着功
·87·
图 1 粘着功计算值与实验值比较[ 5, 6] Fig. 1 Comparison bet ween experimental and calculated
1 粘着功公式的推导
在热力学非平衡条件下, 金属溶体 M 中的活性 元 素( Re) 和陶瓷( MeX ) 中的非金属组元( X = O, N 或 C 等) 按下式反应:
[ Re] + M eX = ReX + [ M e] ( 3)
、 分别是固相产物和陶瓷中的化学计量数。 根据物理化学基本原理, 反应式( 3) 的吉布斯能 变化 G 可 bulk 表示为
M / M eOn 系统中, 除了 M -O2-的相互作用外, 同时还
应考虑 M -Me 的相互作用, 故
W M/ MeOn = - c
M
1[
H
∞ O
+
1/ n
H ∞ M e]
( 2)
式 中, n 为 氧化物 陶瓷( M eO n) 中氧和金 属的化 学
比;
H ∞ O 和
H
∞ Me
分别
是
MeO n
中的
复合 材料 学 报
第
20 卷
第
3期
6
月
2003 年
A CT A M A T ERIA E COM P OSIT A E SIN ICA
V ol. 20 No . 3 June 2003
文章编号: 1000-3851( 2003) 03-0085-04
收稿日期: 2001-11-06; 收修改稿日期: 2002-02-21 基金项目: 国家自然科学基金资助项目( 50071031)
作者介绍: 陈 建( 1970-) , 男, 博士后, 研究方向: 金属基复合材料。 通讯作者: 陈 建, E-mail: chenjian qiao@ 163. net
Abstract: T he work of adhesion f or react ive metal/ ceramic syst em s w as invest igated on t he basis of a detailed description of the surface therm odynamics. A met hod to estimate t he w ork of adhesion was developed. T he calculat ed result s f rom t he method are approx im at ely in ag reem ent w ith ex periment al values. T he results show t hat the w ork of adhesion depends on bot h the react ivit y in a system and t he detailed chem ist ry and st ruct ure of t he react ion product s. Key words: w ork of adhesion; int erf acial reaction; react ivity ; reaction products
面反应情况下金属与陶瓷的粘着功也较小, 这二者
的差别是可以忽略的。即 Gw 能被近似地认为是
0, 结合式( 8) 和式( 9) , 可将式( 10) 简化为
W=
W M/ M eX a
+
W=-
Gr +
W M / MeX a
( 11)
从上式可以看出, 当固相产物为共价键型化合
物时, 界面反应自由能变化是决定体系粘着功的关 键因素: Gr 越负, 即界面反应越剧烈, 粘着功越大。 如图 1 的 Al/ CaO, Al/ SiO2 和 Al/ BN 三个体系中,
复 合 材 料 学 报
面积的界面反应自由能变化
Gr = Ginter = 0. 24 Gbulk
( 6)
sl
sl
其中, sl —— 固/ 液界面原子的平均摩尔界面积, 可 用下式计算[ 1] :
sl =
1.
09
1N
1/ 0
3V
2/ A
3
( 7)
其中, V A ——活性元素的摩尔体积; N 0 ——为阿弗 伽得罗常数。
values of w ork of adhesion[ 5, 6]
Gw 的贡献并不一定导致最终粘着功的增大, 这取