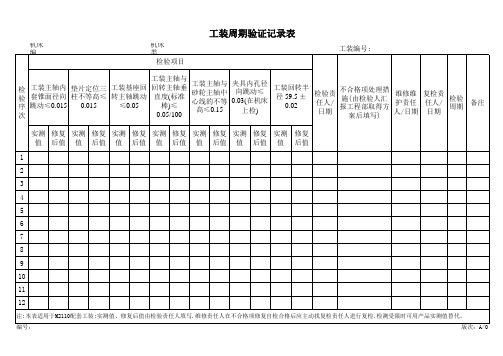
工装周期验证记录表
(高效生产)工装周期验证记录表

高≤0.15
上检)
工装回转半 径 59.5 ±
0.02
检验责 任人/ 日期
不合格项处理措 施(由检验人汇 报工程部取得方
案后填写)
维修维 护责任 人/日期
复检责 修复 实测 修复 实测 修复 实测 修复 实测 修复 实测 修复 值 后值 值 后值 值 后值 值 后值 值 后值 值 后值 值 后值
机床编号:
机床类型: 检验项目
工装周期验证记录表
工装编号:
检 验 序 次
工装主轴内 垫片定位三 套锥面径向 柱不等高≤ 跳动≤0.015 0.015
工装基座回 转主轴跳动
≤0.05
工装主轴与 回转主轴垂 直度(标准
棒)≤
0.05/100
工装主轴与 夹具内孔径
砂轮主轴中 向跳动≤
心线的不等 0.03(在机床
1 2 3 4 5 6 7 8 9 10 11 12
注:本表适用于M2110配套工装;实测值、修复后值由检验责任人填写.维修责任人在不合格项修复自检合格后应主动找复检责任人进行复检.检测受限时可用产品实测值替代。
编号:
版次:A/0
工装验证过程记录.doc

工装验证过程记录工装验证过程记录 JL—7.5.1—07 序号:1井下作业人员管理系统产品型号 KJ505 产品名称系统仿真线FZX-01\02 工装图号 FZX 工装名称验证时间 2010-01-01 验证地点质检部、车间验证内容:验证过程:1、使用万用电桥测量系统仿真线每公里参数:2、在生产部,车间,模拟连接一套KJ505煤矿井下人员管理系统.3、系统连接后~通过连接的KJ505-J传输接口和计算机软件系统观察系统运行情况。
并依照系统功能~逐一检验通讯功能。
4、观察系统运行4个小时后~系统运行正常~数据无错误、间断。
验证结果:1km处参数为:直流电阻12.43Ω\工作电容0.057µF\电感0.76mH,3km处参数为:直流电阻37.3Ω\工作电容0.17µF\电感2.25mH,10km处参数为:直流电阻124.5Ω\工作电容0.58µF\电感7.7mH,通讯功能全部正常,系统运行期间,数据无错误,无间断。
修改意见:结论:验证部门验证人验证组长参与人参与人签字济宁电真空器件厂工装验证过程记录记录部门:生产部负责人:亓云凤启用日期:2010年1月工装验证过程记录JL—7.5.1—07 序号: 产品型号产品名称工装编号工装名称验证时间验证地点第次验证验证内容及方法:验证结果:修改意见:结论:验证部门验证人验证组长参与人参与人签字工装验证过程记录工装验证过程记录 JL—7.5.1—07 序号:1井下作业人员管理系统产品型号 KJ505 产品名称系统仿真线FZX-01\02 工装图号 FZX 工装名称验证时间 2010-01-01 验证地点质检部、车间验证内容:验证过程:1、使用万用电桥测量系统仿真线每公里参数:2、在生产部,车间,模拟连接一套KJ505煤矿井下人员管理系统.3、系统连接后~通过连接的KJ505-J传输接口和计算机软件系统观察系统运行情况。
并依照系统功能~逐一检验通讯功能。
工装定期定期检定记录

坚固件是否完备,坚固状态是否良好,间隙是否超限;
组织化工装检查
定位孔、轴、销及组合部件、零件的状态是否良好;
安全检查
安全、吊拉部位的状态是否良好,吊、拉器具应按相关的安全使用管理规定执行;
其他项目
工装维护使用说明书中规定的其他需要进行的周期检查的内容;
样件检查
用此工装试做几个样件,对样件进行检查,看是否合格;
工装名称
工装编号
使用部门
工序名称
检查日期
检查人
Hale Waihona Puke 检查项目检查内容及要求结论
外观检查
外观是否完整无损、表面是否光滑、有无影响强度的缺陷;定位是否平整、光滑,如有明显严重的划痕、局部变形等缺陷,应打磨修整再检查;
尺寸和几何形状检查
工装及零部件应保持良好的几何形状。变形量、磨损量等是否超限。检验结果见“工装尺寸检查记录”;
检查总结论:
□检查合格;
□检查不合格,需要修复或改造;
□工装报废;
□其他说明;
附件:□样件检验报告□工装尺寸检查记录表
(精益生产)工装周期验证记录表
高≤0.15
上检)
工装回转半 径 59.5 ±
0.02
检验责 任人/ 日期
不合格项处理措 施(由检验人汇 报工程部取得方
案后填写)
维修维 护责任 人/日期
复检责 任人/ 日期
检验 周期
备注
实测 修复 实测 修复 实测 修复 实测 修复 实测 修复 实测 修复 实测 修复 值 后值 值 后值 值 后值 值 后值 值 后值 值 后值 值 后值
1 2 3 4 5 6 7 8 9 10 11 12
注:本表适用于M2110配套工装;实测值、修复后值由检验责任人填写.维修责任人在不合格项修复自检合格后应主动找复检责任人进行复检.检测受限时可用产品实测值替代。
编号:
版次:A/0
机床编号:
机床类型: 检验项目工装周期验证记录表来自工装编号:检 验 序 次
工装主轴内 垫片定位三 套锥面径向 柱不等高≤ 跳动≤0.015 0.015
工装基座回 转主轴跳动
≤0.05
工装主轴与 回转主轴垂 直度(标准
棒)≤
0.05/100
工装主轴与 夹具内孔径
砂轮主轴中 向跳动≤
心线的不等 0.03(在机床
工装开发表和工装验证记录表
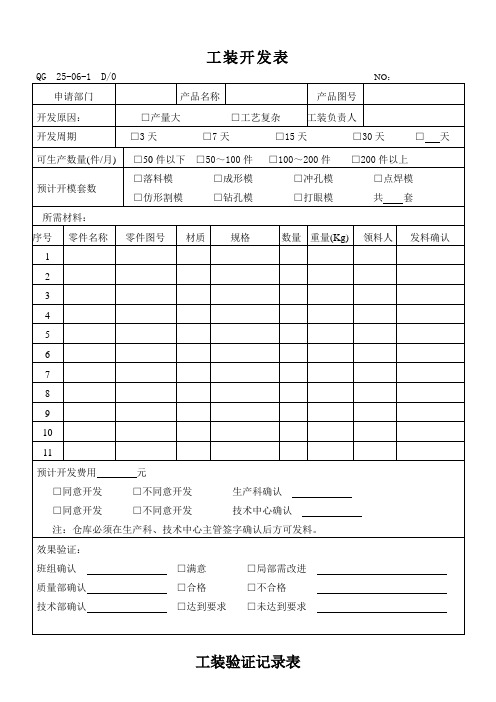
序号
零件名称
零件图号
材质
规格
数量
重量(Kg)
领料人
发料确认
1
2
3
4
5
6
7
8
9
10
11
预计开发费用元
□同意开发 □不同意开发 生产科确认
□同意开发 □不同意开发 技术中心确认
注:仓库必须在生产科、技术中心主管签字确认后方可发料。
效果验证:
班组确认□满意 □局部需改进
质量部确认□合格 □不合格
工装开发表
QG25-06-1D/0NO:
申请部门
产品名称
产品图号
开发原因:
□产量大 □工艺复杂
工装负责人
开发周期
□3天 □7天 □15天 □30天 □天
可生产数量(件/月)
□50件以下□50~100件 □100~200件 □200件以上
预计开模套数
□落料模 □成形模 □冲孔模 □点焊模
□仿形割模 □钻孔模 □打眼模 共套
技术部确认□达到要求 □未达到要求
工装验证记录表
QG25-06-2D/0NO:
产品名称
工装名称
文件编号
共页
产品图号
工装编号
第页
制造装备性质
新制
□
项目负责人
初步验证
□
改良
□
追踪负责人
量试
□
工装初步验证频次
量试验证频次
工装技术要求
检验结论
判定
工装技术要求依据
图纸
工艺
其它
1
□
□
□
2
□
□
□
3
□
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工装周期验证记录表
编号:SC/BG02-2013
工装名称工装编号
产品名称验证日期
尺寸性:1、夹具、辅具尺寸测量值符合图纸(样件、检具等)的要求。
2、产品尺寸、外形及孔位必须符合主机厂的装车要求。
注:在工装尺寸与图纸不相符时,以加工产品符合图纸要求尺寸为主。
有效性
项目工装具备的项目验证结果
1.工装标识准确、清晰;
2.工装表面无破损;
3.工装与设备匹配良好,动作正常,且安全合理;
4.工装的导向定位系统良好;
5.工装适合用于连续生产,符合批量生产要求。
6.检具孔位及边线标识清晰:
7.检具定位销牢固,位置准确;
8.检具定位卡具工作正常
注:在工装具备相应项目的栏中划“√”,在验证结果中符合要求划“√”否则划“×”验证结果:
质量员生产者工装员
工装周期验证附表。