Fatigue Performance of Titanium 6AL-4V Friction Stir Welds
Ti-6Al-4V(TC4)及钛合金的性能
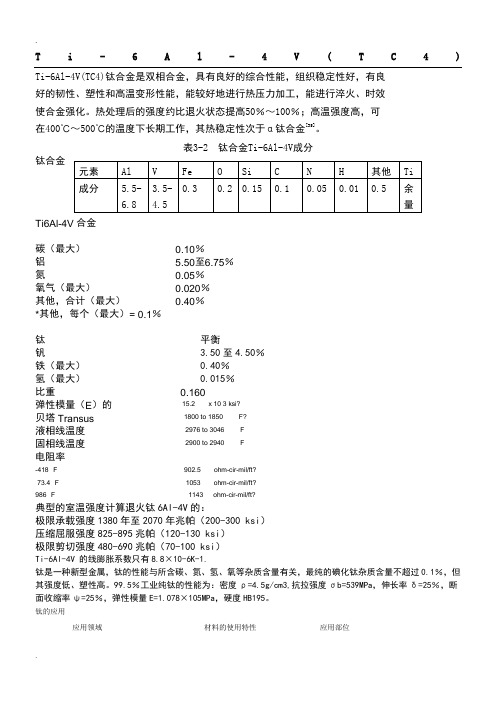
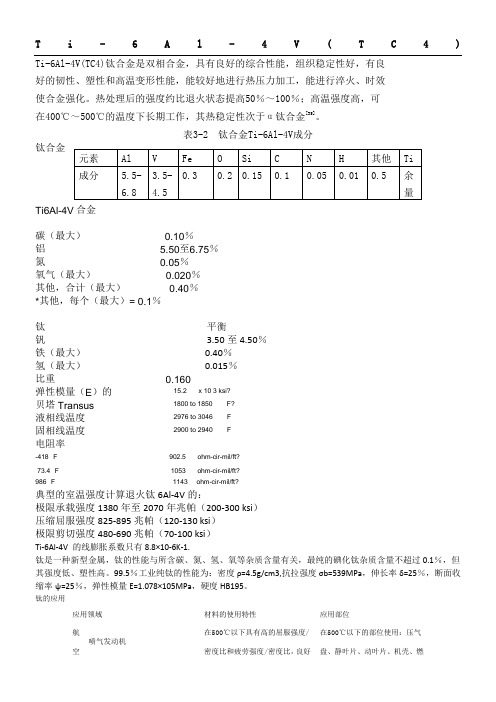
T i-6A l-4V(T C4) Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2 钛合金Ti-6Al-4V成分钛合金Ti6Al-4V合金碳(最大)0.10%铝 5.50至6.75%氮0.05%氧气(最大)0.020%其他,合计(最大)0.40%*其他,每个(最大)= 0.1%钛平衡钒 3.50至4.50%铁(最大) 0.40%氢(最大) 0.015%比重0.160弹性模量(E)的15.2 x 10 3 ksi?贝塔Transus 1800 to 1850 °F?液相线温度2976 to 3046 °F固相线温度2900 to 2940 °F电阻率-418 °F 902.5 ohm-cir-mil/ft?73.4 °F 1053 ohm-cir-mil/ft?986 °F 1143 ohm-cir-mil/ft?典型的室温强度计算退火钛6Al-4V的:极限承载强度1380年至2070年兆帕(200-300 ksi)压缩屈服强度825-895兆帕(120-130 ksi)极限剪切强度480-690兆帕(70-100 ksi)Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
99.5%工业纯钛的性能为:密度ρ=4.5g/cm3,抗拉强度σb=539MPa,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=1.078×105MPa,硬度HB195。
Ti-6Al-4V(TC4)及钛合金的性能
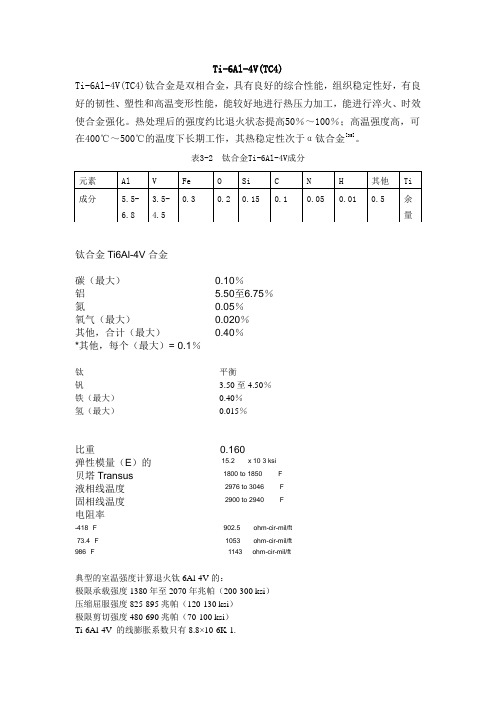
Ti-6Al-4V(TC4)Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2 钛合金Ti-6Al-4V成分钛合金Ti6Al-4V合金碳(最大)0.10%铝 5.50至6.75%氮0.05%氧气(最大)0.020%其他,合计(最大)0.40%*其他,每个(最大)= 0.1%钛平衡钒 3.50至4.50%铁(最大)0.40%氢(最大)0.015%比重0.160弹性模量(E)的15.2 x 10 3 ksi贝塔Transus 1800 to 1850 °F液相线温度2976 to 3046 °F固相线温度2900 to 2940 °F电阻率-418 °F 902.5 ohm-cir-mil/ft73.4 °F 1053 ohm-cir-mil/ft986 °F 1143 ohm-cir-mil/ft典型的室温强度计算退火钛6Al-4V的:极限承载强度1380年至2070年兆帕(200-300 ksi)压缩屈服强度825-895兆帕(120-130 ksi)极限剪切强度480-690兆帕(70-100 ksi)Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
99.5%工业纯钛的性能为:密度ρ=4.5g/cm3,抗拉强度σb=539MPa,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=1.078×105MPa,硬度HB195。
钛的应用应用领域材料的使用特性应用部位航空工业喷气发动机在500℃以下具有高的屈服强度/密度比和疲劳强度/密度比,良好的热稳定性,优异的抗大气腐蚀性能,可减轻结构质量在500℃以下的部位使用:压气盘、静叶片、动叶片、机壳、燃烧室外壳、排气机构外壳、中心体、喷气管等机身在300℃以下,比强度高防火壁、蒙皮、大梁、起浇架、翼肋、隔框、紧固件、导管、舱门、拉杆等火箭、导弹及宇宙飞船工业在常温及超低温下,比强度高,并具有足够的韧性及塑性高压容器、燃料贮箱、火箭发动机及导弹壳体、飞船船舱蒙皮及结构骨架、主起落架、登月舱等船舶、舰艇制造工业比强度高,在海水及海洋气氛下具有优异的耐蚀性能耐压艇体、结构件、浮力系统球体,水上船舶的泵体、管道和甲板配件,快艇推进器、推进轴、水翼艇水翼、鞭状天线等化学工业、石油工业在氧化性和中性介质中具有良好的耐蚀性,在还原性介质中也可通过合金化改善其耐蚀性在石油化工、化肥、酸碱、钠、氯气及海水淡化等工业中,作热交换器、反应塔、蒸馏器、洗涤塔、合成器、高压釜、阀门、导管、泵、管道等其他工业常规正品制造耐蚀性好,密度小火炮尾架、迫击炮底板、火箭炮炮管及药室、喷管、火炮套箍、坦克车轮及履带、扭力棒、战车驱动轴、装甲板等冶金工业有高的化学活性和良好的耐蚀性在镍、钴、钛等有色金属冶炼中做耐蚀材料,在钢铁冶炼中是良好的脱氧剂和合金元素其他工业医疗卫生对人体体液有极好的耐蚀性,没有毒性,与肌肉组织亲合性能良好好做医疗器械及外科矫形材料,钛制牙、心脏内瓣、隔膜、骨关节及固定螺钉、钛骨头等超高真空有高的化学活性,能吸附氧、氮、氢、CO、CO2、甲烷等气体钛离子泵电镀工业耐腐蚀、寿命长、传热快、加热效果好,对产品无污染,可提高劳动生产率和减少维修费用镀镍、镀铬(除氟化物镀铬外)、酸性和氰化物镀铜、三氯化铁铜板腐蚀中作加热器、电镀槽子,网篮、挂具、薄膜蒸发器等电站高的耐蚀性,密度小、质量轻,良好的综合力学性能和工艺性能,较高的热稳定性,线胀系数小全钛凝汽器、冷凝器、管板、冷油管、蒸汽涡轮叶片等机械仪表精密天平秤杆、表壳、光学仪器等纺织工业亚漂机、亚漂罐中耐蚀零、部件造纸工业泵、阀、管道、风机、搅拌器等医药工业加料机、加热器、分离器、反应罐、搅拌器、压滤罐、出料管道等体育用品航模、羽毛球拍、登山器械、钓鱼杆、宝剑、全钛赛车等工艺美术钛板画、笔筒、砚台、拐杖、胸针等钛的热处理工艺参数牌号消除应力退火工艺①完全退火工艺②固溶处理工艺时效处理工艺温度/℃时间/min温度/℃时间/min温度/℃时间/min冷却方式温度/℃时间/min冷却方式TA1 500-600 15-60680-7230-120——————TA2 500-600 15-60680-7230-120——————TA3 15-60 68030-1—————500-600 -7220 —TA4 550-650 15-60700-7530-120——————TA5 550-650 15-60800-8530-120——————TA6 550-650 15-12750-8030-120——————TA7 550-650 15-12750-8030-120——————TB2 480-650 15-24800 30 800 30 水或空5008空冷TC1 550-650 30-60700-7530-120——————TC2 550-650 30-60700-7530-120——————TC3 550-650 30-24700-8060-120820-9225-6水冷480-5604-8空冷TC4 550-650 30-24700-8060-120850-9530-6水冷480-5604-8空冷TC6550-30-12750-8560-120860-9030-6水冷540-5804-12空冷650 0 0TC9 550-650 30-24600 60900-9560-9水冷500-6002-6空冷TC1550-650 30-24760 120850-9060-9水冷500-6004-12空冷1.所有合金消除应力退火后一律采用空冷。
Ti-6Al-4V钛合金高温持久性能的研究

Ti-6Al-4V钛合金高温持久性能研究文光平,王丹妮,董晓峰(中航工业西安航空发动机(集团)有限公司 材料检测研究中心,陕西 西安 710021) 摘 要:在6个应力点对Ti-6Al-4V钛合金棒材进行了400℃持久试验,采用三种方法对试验数据进行了处理,得到了三种应力(σ)—时间(τ)关系曲线,研究了三种拟合方法的差异,测出了Ti-6Al-4V钛合金PL-M(σ)=T(C +lgτ)式中的C值,总结了该合金400℃持久试验断后延伸率δ和断面收缩率ψ的变化规律。
关键词:钛合金;持久强度;拟合;C值。
中图分类号: 文献标识码:0引言Ti-6Al-4V钛合金是一种较为成熟的α+β型钛合金,比强度高、耐腐蚀性强,应用范围较广,在涡轮发动机上常被用来制造风扇叶片、涡轮盘等部件[1]。
测试并研究其持久性能及规律具有重要工程价值。
本文通过一系列持久试验,采用三种方法对试验数据进行了处理,得出了该合金400℃持久试验的应力—时间关系曲线,对该材料持久性能检测的改进和寿命预测具有重要意义。
此外,还研究了三种拟合方法的优劣,求出了Ti-6Al-4V钛合金PL-M(σ)表达式中的C值,对该合金持久试验数据具有实际意义。
1 试验材料、方法及过程1.1 试验材料试验用料选用Ti-6Al-4V钛合金Φ16棒材,状态为R,化学成分如表1所示。
表1 试验用材化学成分(ω/%)C Si V Al Fe N H O0.010 0.022 4.11 6.32 0.049 0.014 0.004 0.15试验用料经过退火处理后使用,热处理制度为:800℃,2h,空冷。
1.2 试验方法及过程1.2.1 持久试验应力点的预定按照GB/T4338-2006《金属材料高温拉伸实验方法》,实测试验用料400℃下的σb和σ0.2。
由三个有效数据取平均值,得到该材料的400℃抗拉强度和规定非比例延伸强度分别为:σb=675 MPa;σ0.2 =540 MPa。
ti-6al-4v的典型加工历史

TI-6AL-4V合金是一种常见的钛合金,具有良好的强度和耐腐蚀性,因此在航空航天、医疗器械和汽车工业等领域得到广泛应用。
其典型加工历史展现了其在工业生产中的重要地位。
以下是TI-6AL-4V合金的典型加工历史:一、精炼加工方法1. 初步锻造TI-6AL-4V合金在精炼过程中首先需要进行初步锻造,以通过压力使其形成初步形状。
这一过程可通过锻造机或液压机完成。
2. 热处理经过初步锻造后的TI-6AL-4V合金需要进行热处理,以消除内部应力和提高其机械性能。
通常包括固溶处理和时效处理两个步骤。
3. 精密加工经过热处理后的TI-6AL-4V合金可进行精密加工,包括车削、铣削、钻削等,以得到精确的形状和尺寸。
二、表面处理方法1. 酸洗TI-6AL-4V合金在精炼过程中通常需要进行酸洗,以去除表面氧化物和提高其表面质量。
2. 钝化处理经过酸洗后的TI-6AL-4V合金需要进行钝化处理,以增加其表面耐腐蚀性能。
3. 表面涂层在一些特定的应用中,TI-6AL-4V合金可能需要进行表面涂层,以增加其耐磨性和抗氧化性能。
三、成品加工方法1. 组装TI-6AL-4V合金在生产成品后需要进行组装,通常包括焊接、螺栓连接等,以形成最终的产品。
2. 检测组装完成后的TI-6AL-4V合金产品需要进行检测,包括外观检查、尺寸检测、力学性能测试等,以保证产品质量。
3. 表面处理成品TI-6AL-4V合金产品可能需要进行表面处理,以提高其表面光洁度和耐腐蚀性能。
以上是TI-6AL-4V合金的典型加工历史,经过精炼加工、表面处理和成品加工等多个步骤,最终得到具有优良性能的产品,为各行业提供了重要的部件和材料。
TI-6AL-4V合金的典型加工历史是一个复杂而精细的过程,需要经历多个步骤和环节,以确保最终产品的质量和性能达到要求。
接下来我们将详细介绍TI-6AL-4V合金在精炼加工、表面处理和成品加工过程中的具体方法和技术。
一、精炼加工方法1. 初步锻造初步锻造是将TI-6AL-4V合金加热至较高温度后,利用机械设备对其进行压力加工,使其形成所需的初步形状。
基于连续损伤力学的Ti-6Al-4V钛合金高低周复合疲劳损伤研究

摘要航空发动机压气机叶片在实际工作中主要承受两个方向的载荷,一个是叶片在高速旋转时产生的沿叶片展向的低频高应力的低周载荷,另一个是环境中不均匀且不稳定流场造成的垂直于叶片的高频低应力的高周振动载荷。
所以压气机叶片的疲劳实际上是低周载荷叠加高周振动载荷的复合疲劳问题,压气机叶片在高低周复合疲劳载荷的作用下发生疲劳失效。
Ti-6Al-4V钛合金材料由于其具有强度高、密度小、耐蚀性好等特点,一直是压气机叶片主要使用的材料。
因此研究建立Ti-6Al-4V钛合金材料的高低周复合疲劳损伤寿命预测模型,并利用该模型进行压气机叶片的高低周复合疲劳损伤寿命预测具有重要的研究意义。
本文首先在连续损伤力学理论和不可逆热力学的基础上,推导建立了低周疲劳损伤模型、高周疲劳损伤模型和考虑高低周疲劳交互作用的高低周复合疲劳损伤模型。
选择确定了非线性各向同性硬化模型和Chaboche非线性随动硬化模型组成的混合硬化模型来描述Ti-6Al-4V钛合金材料的弹塑性循环行为。
高低周复合疲劳损伤模型与混合硬化模型一起构成了Ti-6Al-4V钛合金材料的高低周复合疲劳损伤寿命有限元预测模型。
其次,开展了Ti-6Al-4V钛合金材料的单轴拉伸、低周疲劳和高周疲劳试验。
根据试验结果和数据,拟合获得了Ti-6Al-4V钛合金材料的高低周复合疲劳损伤寿命有限元预测模型的模型参数,从而得到了完整的预测模型。
将高低周复合疲劳损伤模型编写为USDFLD子程序耦合到ABAQUS有限分析软件中,分别对低周疲劳损伤模型和高周疲劳损伤模型进行了验证分析,与试验结果对比发现,低周疲劳损伤模型平均预测误差为3.878%,高周疲劳损伤模型平均预测误差为7.55%,模型预测结果与试验结果吻合良好。
通过逆向建模的方法构建了压气机叶片的三维实体模型,并模拟了在最大转速为1440rpm、垂直于叶面的高周疲劳载荷幅值为0.5MPa的载荷条件下,不同高低周疲劳载荷循环比时的高低周疲劳损伤演化过程。
Ti-6Al-4V(TC4)及钛合金的性能

.T i -6A l -4V (T C 4)Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良 好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效 使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可 在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2 钛合金Ti-6Al-4V 成分钛合金Ti6Al-4V 合金碳(最大) 0.10% 铝 5.50至6.75% 氮 0.05% 氧气(最大) 0.020%其他,合计(最大) 0.40% *其他,每个(最大)= 0.1%钛 平衡钒 3.50至4.50% 铁(最大) 0.40% 氢(最大) 0.015% 比重 0.160弹性模量(E )的 15.2 x 10 3 ksi? 贝塔Transus 1800 to 1850 °F?元素 Al V Fe O Si C N H 其他 Ti成分5.5-6.83.5-4.50.30.2 0.15 0.1 0.05 0.01 0.5余量液相线温度2976 to 3046 °F固相线温度2900 to 2940 °F电阻率-418 °F 902.5 ohm-cir-mil/ft?73.4 °F 1053 ohm-cir-mil/ft?986 °F 1143 ohm-cir-mil/ft?典型的室温强度计算退火钛6Al-4V的:极限承载强度1380年至2070年兆帕(200-300 ksi)压缩屈服强度825-895兆帕(120-130 ksi)极限剪切强度480-690兆帕(70-100 ksi)Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
Ti-6Al-4V(TC4)钛合金的性能
T i-6A l-4V(T C4) Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2 钛合金Ti-6Al-4V成分钛合金Ti6Al-4V合金碳(最大)0.10%铝 5.50至6.75%氮0.05%氧气(最大)0.020%其他,合计(最大)0.40%*其他,每个(最大)= 0.1%钛平衡钒 3.50至4.50%铁(最大)0.40%氢(最大)0.015%比重0.160弹性模量(E)的15.2 x 10 3 ksi?贝塔Transus 1800 to 1850 °F?液相线温度2976 to 3046 °F固相线温度2900 to 2940 °F电阻率-418 °F 902.5 ohm-cir-mil/ft?73.4 °F 1053 ohm-cir-mil/ft?986 °F 1143 ohm-cir-mil/ft?典型的室温强度计算退火钛6Al-4V的:极限承载强度1380年至2070年兆帕(200-300 ksi)压缩屈服强度825-895兆帕(120-130 ksi)极限剪切强度480-690兆帕(70-100 ksi)Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
99.5%工业纯钛的性能为:密度ρ=4.5g/cm3,抗拉强度σb=539MPa,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=1.078×105MPa,硬度HB195。
钛合金简介资料.
钛合金的热加工
Titanium Alloy
真空电弧炉是将自耗电极直接熔化在坩埚内,然后铸成铸 锭;真空凝壳炉虽然也是将自耗电极熔化在坩埚内,但先 在坩埚壁上凝固为一薄层“凝壳”,起到保护钛液不被干 过材料污染和隔热作用,以便在坩埚内形成一个熔池,当 溶液达到需要量时便反转坩埚,将金属液注入铸型,形成 铸件。
完全退火:目的是为了获得好的韧性,改善加工性能,有 利于再加工以及提高尺寸和组织的稳定性。
固溶处理和时效:目的是为了提高其强度,α钛合金和稳定 的β钛合金不能进行强化热处理,在生产中只进行退火。 α+β钛合金和含有少量α相的亚稳β钛合金可以通过固溶处 理和时效使合金进一步强化
钛合金的机加工
Titanium Alloy
钛合金切削特点
(1)变形系数小:变形系数小于或接近于1。切屑在前刀面上滑动摩 擦的路程大大增大,加速刀具磨损。
(2)切削温度高:导热系数很小,切屑与前刀面的接触长度极短,切 削时产生的热不易传出,集中在切削区和切削刃附近的较小范围内。 在相同的切削条件下,切削温度可比切削45号钢时高出一倍以上。 (3)单位面积上的切削力大:主切削力比切钢时约小20%,由于切屑 与前刀面的接触长度极短,单位接触面积上的切削力大大增加,容 易造成崩刃。
合金元素的性质和含量而变化。钛合金加热转变的主要特点在 于α→β转变的体积变化效应小(约0.17%),相变应力值低,且因 体心立方β相自扩散系数高,故转变迅速,不易过热,合金一旦 进入β相区,晶粒尺寸迅速增大,因此难以利用相变重结晶方式 细化晶粒,这一点与一般钢材有明显差异。
Titanium Alloy
钛合金的机加工
Titanium Alloy
1、尽可能使用与钛合金化学亲和力小、导热性好、硬质合金刀 具,如钨钴类硬质合金。低速下断续切削时可选用耐冲击的超 细晶粒硬质合金,成形和复杂刀具可用高温性能好的高速钢。 2、采用较小的前角和较大的后角以增大切屑与前刀面的接触长 度,减小工件与后刀面的摩擦,刀尖采用圆弧过渡刃以提高强 度,避免尖角烧损和崩刃。 3、保持刀刃锋利,以保证排屑流畅,避免粘屑崩刃。 4、切削速度宜低,以免切削温度过高;进给量适中,过大易烧 刀,过小则因刀刃在加工硬化层中工作而磨损过快; 5、切削深度可较大,使刀尖在硬化层以下工作,有利于提高刀 具耐用度。 6、加工时须加冷却液充分冷却
熔炼功率对EIGA制备Ti-6Al-4V合金粉末特性的影响

熔炼功率对EIGA制备Ti-6Al-4V合金粉末特性的影响龙倩蕾;吴文恒;卢林;杨启云;王涛【摘要】基于电极感应熔炼惰性气体雾化(EIGA)技术制备Ti-6Al-4V钛合金粉末,采用激光粒度仪、扫描电镜(SEM)等测试分析手段研究熔炼功率对粉末粒径分布及形貌的影响规律.结果表明:在实验参数范围内,EIGA技术制备的Ti-6Al-4V钛合金粉末,具有粒径细小、流动性好、松装密度大、球形度高等特点,适用于3D打印技术;随着熔炼功率的增大,粉末的中值粒径存在细化的趋势,但当功率增大到33 kW 时,粉末中值粒径相对增大;球形度下降,并且粉末中卫星球比例也明显增大.从粉末松装密度、流动性、球形度、粒度、形貌等综合因素考虑,适合Ti-6Al-4V钛合金粉末制备的熔炼功率为30 kW.【期刊名称】《中国粉体技术》【年(卷),期】2018(024)004【总页数】6页(P49-54)【关键词】电极感应熔炼;气雾化;Ti-6Al-4V合金;球形度【作者】龙倩蕾;吴文恒;卢林;杨启云;王涛【作者单位】上海材料研究所,上海200437;上海3D打印材料工程技术研究中心,上海200437【正文语种】中文【中图分类】TB313D打印技术是根据设计的三维数字模型,通过3D打印设备将材料逐层叠加的方式,来实现制造三维实体零件的技术,因此它也被称为增材制造技术。
世界上很多发达国家很早就开始了对钛合金等高端材料在3D打印领域的研究,因此这些国家始终占据着3D打印行业发展的主导地位[1]。
近年来,我国也将3D打印技术和金属粉末耗材制备工艺作为国家智能制造重点发展方向。
作为广泛用于航空航天和地面以及医疗行业的Ti-6Al-4V合金,具有密度小、比强度高、抗腐蚀性强、生物相容性突出等优点,是金属3D打印技术中重要耗材之一[2-4]。
在不同的3D打印技术中,选择性激光熔化(SLM)对于金属粉末耗材的要求比较高,主要是粉末的粒径分布、球形度的好坏以及氧含量的高低,直接决定了SLM打印过程中铺粉的均匀程度和顺畅性,最终将影响3D打印制件的性能[5-7],因此,制备粒径均匀且分布较窄、球形度高、氧含量低的钛合金粉末成为选择性激光熔化3D打印技术发展及市场推广应用的迫切需求。
钛合金Ti-6Al-4V材料参数

Poisson's Ratio Charpy Impact Fatigue Strength Fatigue Strength Fracture Toughness Shear Modulus Shear Strength Electrical Properties Electrical Resistivity Magnetic Permeability Magnetic Susceptibility Thermal Properties CTE, linear 20癈 CTE, linear 250癈 CTE, linear 500癈 Specific Heat Capacity Thermal Conductivity Melting Point Solidus Liquidus Beta Transus
0.342 17 J 240 MPa 510 MPa 75 MPa-m� 44 GPa 550 MPa
0.342 12.5 ft-lb 34800 psi 74000 psi 68.3 ksi-in� 6380 ksi 79800 psi Ultimate shear strength V-notch at 1E+7 cycles. Kt (stress concentration factor) = 3.3 Unnotched 10,000,000 Cycles
Applications: Blades, discs, rings, airframes, fasteners, components. Vessels, cases, hubs, forgings. Biomedical implants. Biocompatibility: Excellent, especially when direct contact with tissue or bone is required. Ti-6Al-4V's poor shear strength makes it undesirable for bone screws or plates. It also has poor surface wear properties and tends to seize when in sliding contact with itself and other metals. Surface treatments such as nitriding and oxidizing can improve the surface wear properties.
氢化钛粉制备钛及Ti-6Al-4V钛合金粉末冶金工艺与性能研究

第50卷第1期 2018年2月南京航空航天大学学报J o u r n a l o f N a n j i n g U n i v e r s i t y o f A e r o n a u t ic s&A s t r o n a u t i c sVol. 50 No. 1Feb. 2018D O I:10. 16356". 1005-2615. 2018. 01. 014氢化钛粉制备钛及T i-6A1-4V钛合金粉末冶金工艺与性能研究亚历山大•莫利亚尔12田金华1张莎莎12姚正军12刘子利1缪强1张平则12(1.南京航空航天大学材料科学与技术学院,南京,211106 %2.面向苛刻环境的材料制备与防护技术工业和信息化部重点实验室,南京,211106)摘要:为了降低制造钛和钛合金半成品的成本,以氢化钛和氢化钛与铝-机中间合金的混合物为原料,采用粉末冶金制备工艺分别制备了用于轧制的T A2和T C4多孔坯料,研究了热轧后合金的组织与力学性能。
研究结果表明,不同形变程度(50%和75%)的热轧工艺有效消除了残余孔隙,改变了微观结构特征(之前的!晶粒边界"相消失$极大地提高了T A2和T C4合金的强度和塑性,而且与传统工艺相比,省略了锭块熔炼步骤,降低了钛和钛合金轧制产品的价格,而且与传统工艺相比,省略了锭块熔炼步骤,降低了钛和钛合金轧制产品的价格。
关键词:钛合金;轧制;多孔坯料;微观结构;机械性能中图分类号:T F12文献标志码:A文章编号!005-2615(2018)01-0100-05Powder Metallurgy Technology and Properties of Ti and Ti-6A1-4VAlloy Prepared Using Titanium Hydride PowderOLEKSANDR Mohar1'2,TJAN Jinhua1,ZHANG Shasha1'2,YAO Zhengjun1'2,L JU Z th1,MIAOQtang1,ZHANGPingze1'2(1. C o lle g e o f M a te ria l Science and T e c h n o lo g y , N a n jin g U n iv e r s ity o f A e ro n a u tic s&A s tro n a u tic s,N a n jin g,211106 ,C h in a;2. K e y L a b o ra to ry o f M a te ria ls P re p a ra tio n and P ro te c tio n fo r H a rs h E n v iro n m e n t ,M in is tr y o f In d u s tr y andIn fo rm a tio n T e c h n o lo g y,N a n jin g,211106 ,C h in a)Abstract:I n o r d e r t o r e d u c e t h e c o s t o f m a n u f a c t u r i n g s e m i-f i n i s h e d p r o d u c t s o f t i t a n i u m a n d t i t a n i u m a ll o y ,a m i x t u r e o f t i t a n i u m h y d r i d e,t i t a n i u m h y d r i d e a n d a l u m i n u m-v a n a d i u m m a s t e r a l l o y is u s e d a sr a w m a t e r i a l,t h e T A2a n d T C4p o r o u s b i l l e t s f o r r o l l i n g a r e p r e p a r e d b y p o w d e r m e t a l l u r g y p r o c e s s,a n d t h e m i c r o s t r u c t u r e a n d m e c h a n ic a l p r o p e r t ie s o f t h e a l l o y a f t e r h o t r o l l i n g a r e s t u d ie d.T h e r e s u l t ss h o w t h a t i n t h e h o t-r o l l i n g p r o c e s s w i t h d i f f e r e n t d e g r e e s o f d e f o r m a t i o n(50%a n d75%),t h e r e s id u a lp o r o s i t y is e l i m i n a t e d e f f e c t i v e l y a n d t h e m i c r o s t r u c t u r e c h a r a c t e r is t ic s a r e m o d i f i e d(t h e a lo n g p r e v io u s!g r a in b o u n d a r y d is a p p e a r s).T h i s r e s u l t s i n t h e s i g n i f i c a n t i m p r o v e m e n t o f t h e s t r e n g t ha n d d u c t i l i t y o f t h e T A2a n d T C4a llo y s.A n d c o m p a r e d w i t h t h e t r a d i t i o n a l p r o c e s s ,t h e i n g o t m e l t i n g s t e p,t h e p r ic e o f t i t a n i u m a n d t i t a n i u m a l l o y r o ll e d p r o d u c t s is r e d u c e d.Key words:t i t a n i u m a l l o y;r o l l i n g;p o r o u s b l a n k;m i c r o s t r u c t u r e;m e c h a n ic a l p r o p e r t ie s收稿日期!017-11-31;修订日期!018-01-07通信作者:亚历山大•莫利亚尔,男,特聘教授,乌克兰国家工程院通信院士,E-m ail:m olyar. olekcandr@i. ua。
热处理对Ti-6Al-4V钛合金力学性能的影响
热处理对Ti-6Al-4V钛合金力学性能的影响发布时间:2022-09-20T06:52:58.109Z 来源:《中国科技信息》2022年5月第10期作者:李贞婷,李剑,周鹏,杨洋[导读] 随着科技进步和国防工业的迅速发展,人们对金属材料的需求也日益增加,李贞婷,李剑,周鹏,杨洋(宝鸡钛业股份有限公司 721014)摘要:随着科技进步和国防工业的迅速发展,人们对金属材料的需求也日益增加,因此,开发和应用高性能的合金及其复合材料是非常必要的。
钛和钛合金具有高强度、低密度和良好的耐腐蚀性能;具有良好的生物相容性,在航空航天,石油化工,制药,盐,冶金,汽车等领域;造船、核电、医疗等领域,被称为“万能”的金属.中国钛业50年来的发展,无论是技术上还是生产上,都有了很大的发展,各科研院所、高等院校与制造单位广泛合作,对钛合金的应用进行了深入的研究。
但由于其塑性较差、韧性较差,在实际应用中,其疲劳寿命较短;因此,对钛合金的综合性能要求更高、更严格。
通过对工艺参数和工艺参数的优化,可以提高钛合金的综合性能。
关键词:热处理;Ti-6Al-4V;钛合金力学;性能影响通过对Ti-6A1-4V合金的固熔化工艺(960℃x1h),通过不同的时效工艺,考察了Ti-6A1-4V合金的综合机械性能,并通过金相显微镜、SEM等手段对Ti-6A1-4V合金的微观组织、断口形貌与机械性能的相关性进行了研究。
1试验的材料和方法1.1试验资料试验材料是一种6mm的热轧态钛合金管材,其主要成份(重量百分比)为:Fe<0.30C<0.10N<0.05;H<0.015.0>0.20.5.5~68V;1.2试验方法和装置在MTS试验机上对被加工成条形地拉伸试样进行了拉伸试验,其拉伸速率为0.1毫米/分钟,最大负载2000kN,引伸仪标距50mm,拉伸样品的总长度184mm,宽度20mm,过渡半径12mm,两端夹紧端长50mm,沿着轧制方向取样。
钛合金Ti-6Al-4V室温保载-疲劳寿命预报方法研究
关 键 词 :保载-疲劳;钬合金;保载时间;寿命
中 图 分 类 号 :0346.2
文献标识码: A
〇 引言
二十一世纪前后大深度载人潜水器发展迅速,全 世 界 约 有 1 0 0 艘载人潜水器活跃于海底。大深度 载 人 潜 水 器 承 受 着 巨 大 的 外 压 ,复 杂 的 水 下 环 境 对 其 耐 压 壳 体 结 构 、生 命 支 持 、潜 浮 与 应 急 抛 载 、导 航 通 讯 以 及 作 业 等 系 统 都 有 着 特 殊 的 要 求 。其 中 ,作 为 乘 员 和 仪 器 搭 载 设 备 的 耐 压 壳 体 其 安 全 和 可 靠 性尤其重要。钛 合 金 Ti-6A 1-4V 的力学性能有强度-重量比高、抗腐蚀能力强等优点[1],它在大深度载 人 潜 水 器 中 有 着 广 泛 的 应 用 。潜 水 器 在 服 役 期 间 不 仅 要 承 受 上 浮 和 下 潜 循 环 载 荷 的 作 用 ,而 且 要 承 受 在海底工作中保载的作用。因此,耐压壳结构疲劳问题实际上是保载-疲劳问题。国内外大量试验结果 表 明 ,钛 合 金 材 料 在 保 载 -疲 劳 下 的 裂 纹扩展速率要明显高于纯疲劳载荷情况,即保载-疲劳寿命要明显 低 于 疲 劳 寿 命 。普 遍 认 为 在 室 温 下 保 载 对 钛 合 金 的 影 响 会 随 着 应 力 峰 值 和 保 载 时 间 的 增 加 而 增 加 [2_8]。 因此,用传统疲劳载荷来预报钛合金材料的寿命是偏危险的。本文在考虑小裂纹效应的基础上提出室
【2017年整理】Ti-6Al-4V(TC4)及钛合金的性能

Ti-6Al-4V(TC4)Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良 好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效 使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可 在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2 钛合金Ti-6Al-4V 成分钛合金Ti6Al-4V 合金碳(最大) 0.10%铝 5.50至6.75% 氮 0.05% 氧气(最大) 0.020%其他,合计(最大) 0.40% *其他,每个(最大)= 0.1%钛 平衡钒 3.50至4.50% 铁(最大) 0.40% 氢(最大) 0.015%比重 0.160弹性模量(E )的 15.2 x 10 3 ksi贝塔Transus 1800 to 1850 °F 液相线温度 2976 to 3046 °F 固相线温度 2900 to 2940 °F 电阻率-418 °F 902.5 ohm-cir-mil/ft73.4 °F 1053 ohm-cir-mil/ft 986 °F 1143 ohm-cir-mil/ft典型的室温强度计算退火钛6Al-4V 的:极限承载强度1380年至2070年兆帕(200-300 ksi ) 压缩屈服强度825-895兆帕(120-130 ksi ) 极限剪切强度480-690兆帕(70-100 ksi ) Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.元素 Al V Fe OSiC N H 其他 Ti 成分 5.5-6.83.5-4.50.30.2 0.150.10.050.010.5余量钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
ti6al4v钛合金的原子比成分

ti6al4v钛合金的原子比成分题目:探索ti6al4v钛合金的原子比成分导语:钛合金是一种由钛和其他金属元素构成的合金,具有轻量化、高强度和耐腐蚀等优点,被广泛应用于航空航天、汽车制造和生物医学等领域。
其中,ti6al4v钛合金由钛、铝和钒等元素组成,其原子比成分对于合金的性能起着重要的影响。
本文将深入探讨ti6al4v钛合金的原子比成分,以便更全面、深刻地了解这一合金的特性。
一、ti6al4v钛合金的构成元素ti6al4v钛合金由三种元素构成:钛(Ti)、铝(Al)和钒(V),其中ti代表钛的化学符号,6代表钛的原子数,意味着合金中含有6个钛原子;al代表铝的化学符号,4代表铝原子数;v代表钒的化学符号。
二、原子比成分的作用1. 强度和硬度:钛合金的强度和硬度与钛和其他元素的含量以及配比有关。
ti6al4v钛合金中,钛元素的含量较高,能够增加合金的强度和硬度,同时提供良好的可塑性和可加工性。
铝元素的加入可以提高合金的硬度和耐腐蚀性,钒元素则能够增强合金的热强性和耐高温性。
2. 耐腐蚀性:ti6al4v钛合金具有优异的腐蚀抗性,主要归功于其原子比成分的优化设计。
经过合理的原子比成分优化,合金中的钛元素会形成稳定的钛氧化膜,有效防止腐蚀介质的侵蚀,从而延长合金的使用寿命。
3. 生物相容性:钛合金具有良好的生物相容性,适合用于人体植入材料。
ti6al4v钛合金中的铝元素能够增强其生物相容性,减少材料对人体组织的刺激,同时提高人体对合金的免疫力。
三、深入理解ti6al4v钛合金的原子比成分ti6al4v钛合金的原子比成分是综合考虑了强度、硬度、耐腐蚀性和生物相容性等因素的结果。
其中,钛元素的高含量使合金具有优异的强度和硬度,铝元素的加入提高了合金的耐腐蚀性和生物相容性,钒元素则能够增强合金的热强性和耐高温性。
优化的原子比成分能够提高ti6al4v钛合金的综合性能,并满足不同工程领域对材料性能的需求。
Ti_6Al_4V钛合金长寿命疲劳试验
18
南 京 工 业 大 学 学 报 (自 然 科 学 版 )
第 31卷
图 8 H和 N点的疲劳辉纹 F ig. 8 Fa tigue str ia tion of H and N
σ rN
=
fN
+ (1 -
fN ) [ ( 1 + R ) /2 ]1 /1166fN
σ bh
(1)
Abstract: Fatigue tests were conducted in Ti26A l24V at air atmosphere and room temperature. Goodman diagram of Ti26A l24V was acresult show s that Goodman straight line of Ti26A l24V titanium alloy is more conservative than Goodm an curve. The fracture surfaces of the fatigued specimen showed that fatigue cracks almost initiate from m aterial inside by the stress ratio R around 0, while on the surface by R around - 1 or 1. The form ula for estim ating fatigue strength of Ti26A l24V at different stress ratios was p roposed, also. Results reveal that the estim ating formula coefficients for thick p lant and comp resion specim ens w ith notch of Ti26A l24V are 11422 and 11042. Key words: Ti26A l24V titanium alloy; Goodman diagram; high cycle fatigue strength
ti6al4v晶胞结构

ti6al4v晶胞结构Ti6Al4V是一种常见的钛合金材料,由钛(Titanium)、铝(Aluminum)和铁(Vanadium)三种元素组成。
它的晶胞结构对于材料的性能和用途具有重要影响。
本文将介绍Ti6Al4V的晶胞结构及其特点。
1. 晶胞结构概述Ti6Al4V采用了一种称为六方最密堆积(hcp)的晶胞结构。
在这个晶胞结构中,钛、铝和铁原子紧密地排列在六方堆积的晶胞中。
这种结构与钛的纯金属晶格相似,但掺杂了铝和铁元素,从而形成了Ti6Al4V合金的特殊晶胞结构。
2. 晶胞参数Ti6Al4V的晶胞参数是晶胞结构的重要参数,它影响了材料的物理性质和机械性能。
对于Ti6Al4V合金,其晶胞参数为a = 0.295 nm和c = 0.468 nm,其中a是六边形晶胞的边长,c是晶胞的高度。
这样的晶胞参数使得Ti6Al4V具有良好的力学性能和耐腐蚀性能。
3. 晶胞填充Ti6Al4V的晶胞填充是指晶胞中钛、铝和铁原子的相对位置和排列方式。
在Ti6Al4V的晶胞结构中,钛原子占据了晶胞的1/3个位置,铝和铁原子各占据了晶胞的1/6个位置。
这种紧密堆积的排列方式使得Ti6Al4V具有高度的结构稳定性和机械强度。
4. 晶胞间距Ti6Al4V的晶胞间距是指相邻晶胞之间的距离。
根据晶胞参数和晶胞填充方式,可以计算出Ti6Al4V的晶胞间距。
对于Ti6Al4V合金,晶胞间距为d = 0.242 nm。
晶胞间距的大小直接影响了材料的密度和晶体的稳定性。
5. 晶胞方向Ti6Al4V的晶胞方向是指晶胞中原子排列的方向。
在Ti6Al4V晶胞中,存在着六个基本的晶胞方向,分别为a1、a2、a3、c1、c2和c3。
其中a1、a2和a3是六边形晶胞平面的沿着边长方向,c1、c2和c3是晶胞高度方向。
晶胞方向的差异影响了晶体中原子的排列方式和晶体的性质。
总结:Ti6Al4V是一种具有特殊晶胞结构的钛合金材料。
它的晶胞结构采用六方最密堆积,钛、铝和铁原子紧密排列在晶胞中。
Ti6Al4V钛六铝四钒64Ti,Gr5(Grade5)钛合金
Ti6Al4V钛六铝四钒64Ti,Gr5(Grade5)钛合金一般认为钛6铝-4钒是钛工业的“基层”,因为它是目前为止应用广泛的钛合金,超过钛的总用量的50%。
它是一种α+β合金,可通过热处理来达到适中的强度。
钛6铝-4钒建议在不超过350℃/660℉的温度下使用。
钛6铝-4钒具有硬度好、重量轻、可锻造和耐腐蚀的特点,广泛运用于航空工业。
成份分析:描述纯钛在882.5℃/1620℉的温度下经历了从拥挤的六角α相到立体的个体中心的β象的转换。
合金元素通过作用可稳定为α相或β相。
通过运用其它合金,β相在室温内可稳定地与α相共存。
这就是生产可通过热处理来增加强度的钛合金的基础原理。
钛合金一般可分为三大类:α合金:含有中性合金元素如锡,和/或只有α稳定素如铝、氧,不能做热处理;α+β合金:一般含有一种α和β结合的稳定素,可做不同水平的热处理。
β合金:亚稳定的,含有大量的β稳定素如钼,钒,当淬火时能完整地保持β相,可通过溶液处理和时效处理来明显提高硬度。
一般认为钛6铝-4钒是钛工业的“基层”,因为它是目前为止应用最广泛的钛合金,超过钛的总用量的50%。
它是一种α+β合金,可通过热处理来达到适中的强度。
钛6铝-4钒建议在不超过350℃/660℉的温度下使用。
钛6铝-4钒具有硬度好、重量轻、可锻造和耐腐蚀的特点,广泛运用于航空工业。
应用钛6铝-4钒可用于在低温至中温,要求高强度、重量轻和极好的防腐蚀的环境中。
如飞机汽轮机发动机的零部件,飞机的结构部件,航空紧固件,高性能自动部件,船舶,医疗器械和体育装备。
强度系数钛6铝-4钒能如此广泛应用的一个原因是它的重量轻而相对硬度高。
它与其它材料相比较的强度系数如下:物理性能密度:4.428g/cm3(0.160lb/in3)弹性模数:105-116Gpa (15.2-16.8 psi x 106)β换相点:955+/-15℃(1825+/-25℉)液相点:1655+/-20℃(3011+/-35℉)固相点:1605+/-10℃(2920+/-20℉)电阻系数:~1.5μΩ*m(-250℃)~1.75μΩ*m(室温)~1.9μΩ*m(530℃)磁性:钛6铝-4钒没有磁性热膨胀图表耐腐蚀性当接触到空气或水中的氧气时,钛6铝-4钒立即自然地形成一层稳定、连续和紧密的附着氧化膜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Effects on the Surface Texture,Superplastic Forming,and Fatigue Performance of Titanium 6AL-4V FrictionStir WeldsD.G.Sanders,M.Ramulu,P.D.Edwards,and A.Cantrell (Submitted December 8,2009;in revised form January 18,2010)The speed and feed effects of the friction stir welding (FSW)process on the surface texture along the top of a butt welded nugget were studied.The tests were conducted using fine grain (0.8-2l m)titanium alloy 6Al-4V with a nominal thickness of 2.5mm.It was shown that the pin tool marks along the top surface of the weld can be highly detrimental to both the superplastic forming (SPF)characteristics and the fatigue performance of welded panels.Removing the marks by machining the top surface after FSW was found to eliminate the predominant tearing of the weld during SPF and most of the fatigue life of across the weld was also restored.Through additional development of the FSW process parameters,the butt welded nugget was made to have equivalent SPF characteristics as the parent sheet material.By using a water-cooled pin tool and other cooling techniques,it is believed that the weld zone can be kept below the beta transus tem-perature during FSW,which enables the formation of a grain structure that is uniquely conducive to superplastic behavior,when compared to conventional fusion welding processes.Keywordsfatigue,friction stir welding,superplastic forming,surface texture,titanium1.IntroductionThe purpose of this study was to investigate the enabling technologies that would be required to produce tailor-made titanium blanks for the fabrication of very large monolithic SPF formed components to be used on commercial jet aircraft.Prior to this development work,the size of titanium sheet metal components was severely limited by the maximum sheet material sizes produced by the rolling ing a combi-nation of FSW and SPF processes,the size of blanks that can be created and subsequently formed into complex shapes is no longer limited by the raw material.The FSW process has only recently been adapted for the butt joining titanium and very little data is available on the fatigue properties of as-welded material.Most aircraft structures are subjected to fatigue loading due to the cyclical loading inducedby the rigors of flight,pressurization of the hull,landing/take-off loads,wing loading/unloading and many other design factors.Previous studies have been made to investigate the mechanical properties of titanium FSW butt welds (Ref 1-3).However,in order to make a reasonable comparison between the FSW process and alternative joining methods,it was necessary to perform a high-cycle fatigue test across the weld joint.The initial tests showed that FSW of titanium 6Al-4V is far more complicated than FSW of aluminum for a variety of reasons.Special methods and process controls had to be developed during the development to make a repeatable FSW butt weld without defects that would be considered production quality ‘‘class A’’by aerospace standards.Figure 1(a)shows one of the initial FSW welds that was made at the University of South Carolina (Ref 2,3)and Fig.1(b)shows a weld made recently on a Boeing owned FSW machine designed specifi-cally for titanium and using optimal process parameters.During the early stages of SPF tests across the as-FSW weld beads,it became clear that the pin tool marks,also known as pin tool marks,that are left behind on the top surface,were having a profound effect on the SPF forming characteristics of the test parts.In some cases,the rough texture was so severe that it caused tearing completely through the sheet along the weld bead joint during fabrication,as seen in Fig.1(a).Note the improvement in terms of the reduction of the burr that is observed and roughness of the surface texture depicted in Fig.1(b).Figure 2shows the cross section of a FSW that highlights the very sharp peaks and crack-like valleys created by the pin tool on the top surface of one of the firsts weld tests,without using an optimized process.It is the stress concentration created by these severe markings that caused the initial SPF test coupons to fail by cracking,and in later tests proved to be highly detrimental for the fatigue life.This article is based on a presentation at the AeroMat Conference,International Symposium on Superplasticity and Superplastic Forming (SPF)held in Austin,TX,June 23-26,2008.D.G.Sanders and P.D.Edwards ,The Boeing Company,Seattle,WA and Department of Mechanical Engineering,University of Washington,Seattle,WA;M.Ramulu and A.Cantrell ,University of Washington,Seattle,WA.Contact e-mail:daniel.g.sanders@.JMEPEG (2010)19:503–509ÓASM International DOI:10.1007/s11665-010-9614-41059-9495/$19.002.Experimental Procedures2.1Friction Stir Welding DevelopmentThe stirring pins are subjected to high temperatures and stresses,making their design and material choice a critical element of the process.Shielding using inert argon gas is needed to avoid oxidation of the titanium,which means that a clumsy trailer must cover the stirred zone during cooling,which makes it difficult to observe the stirring process.Figure 3shows a simple argon ‘‘trailer’’box that was used to cover the hot FSW butt weld with argon gas as it cooled.Titanium friction stir welds were performed in a temperature range in the weld nugget that is estimated to be between 750and 950°C (judging from the bright orange color that is observed during the process and metallography).The upper temperature gradient is very close to the beta transus temper-ature,which cannot be exceeded beyond a short period of time without severely altering the material properties.On the other hand,the FSW welds that were made with process parameters that caused colder than normal welds ($750to 850°C)tended to have highly refined grain structure,which resulted in ultra-fine grain sizes that were found to be far too superplastic when compared to the parent sheet and caused extreme thinning of the welds.It was found that heat must be removed from the stir area using water cooling of the pin tool and other proprietary cooling methods to obtain the desired results.It was observed that the overall process is extremely sensitive to small changes in the amount of heat removed.The primary FSW process parameters are the z -direction forging load or the z -dimension position relative to the backinganvil (sets the gap distance between the bottom of the rotating pin tool to the anvil,which is optimized at approximately 0.075mm),the spindle RPM,the tool pin geometry,the water cooling factors for the pin tool (flow rate of water),and the feed rate.Each of these variables can be made to either add additional energy,hence heat into the stir zone,or to decrease it.Since FSW is a thermo-mechanical process,the stirring mechanism is governed to a large extent by the temperature of the weld nugget during the actual stirring.The frictional forces between the stirring should and pin tool can either be increased or decreased,for example increasing the RPM of the spindle would clearly increase the stir weld temperature,while slowing it down will cool it.The basic process parameters (RPM and feed rate)for FSW titanium must be much better controlled than those for aluminum (Ref 4-6).RPM changes of 5to 10were foundtoFig.1The FSW seen in (a)is the result of one the very early attempts to FSW titanium and the test sample shown in (b)is the result of a recent test using highly optimized FSW parameters andequipmentFig.2A micrograph taken across the width of an FSW titanium test sample.It clearly shows the sharp peaks and valleys caused by the motion of the stir pin across top surface of theweldFig.3A simple ‘‘trailer’’is used behind the FSW pin tool &spin-dle to shield the weld from atmosphere with argon gas to prevent oxidation during welding and coolingcause dramatic differences in the outcome of the weld and feed rate changes of 5to 15mm/min were found to have a significant effect on the weld quality.These two parameters indicate that the titanium FSW process is roughly 5to 10times more sensitive to change than the FSW process is for aluminum.Because of this,very tight process control is required.The z -direction (axial)forging load is approximately 45kN,which is more than triple the force required to stir a comparable aluminum component,which means that many FSW machines that were designed for aluminum welding may not be suitable for use with titanium.An extra effort must be made to clamp the sheets together tightly in the weld configuration order to keep the edges of the sheets butted together,such that splitting between the sheets does not occur in the transverse direction.Figure 4(a)shows a simple clamp-ing device that was used to hold two test pieces together during welding and Fig.4(b)shows a more secure system that was devised later at the University of South Carolina Õs FSW Laboratory,which features a pair of custom-made truss beams.2.2Superplastic Forming DevelopmentA study of the superplastic forming (SPF)characteristics of FSW joints was performed using mill annealed 6Al-4V fine grain titanium to determine whether the process would be suitable for fabricating complex shapes of deeply formed pans.The initial scoping test plan included the fabrication and testing of hot tensile test coupons with the FSW centered in the gage area,as shown in Fig.5,whereby roughly half the gage length was kept as parent metal and the other half was FSW material.The superplastic properties were measured at the Pacific Northwest National Laboratory using a forming temperature of 774°C and a constant strain rate of 2.7910À4s À1.In general,coupons were pulled to a total superplastic strain level between 70and 100%before the test was stopped.Figure 5is a photograph of several test coupons that were tested during this project.Typical process parameters for achieving the titanium FSW with an equivalent superplastic strain between the parent and FSW weld zone were found to have an RPM range of 150to 400,feed rate of 0.83to 5.00mm/s,and forge loads of approximately 25to 65kN.These can be compared to the aluminum 5083-SP FSW welds with equivalent superplasticityto the parent sheet,which has the much more forgiving process tolerance band of RPM of 200to 1500,a feed rate of 1.25to 6.67mm/s,and typical forge loads of only 5to 25kN.To date,the best titanium 6Al-4V fine grain test welds that have been produced were made with RPM =325,feed rate of 1.67mm/s,and a forge load of 55kN (using position control in the z -direction).Superplastic tensile testing was followed by the manufac-turing of a sub-scale SPF pans using an existing test die at Boeing that yields a test part that resembles half of a dirigible (lighter than air ship),which is often referred to as the ‘‘zeppelin’’pan,reference Fig.6.The FSW weld line is along the center of the width of the formed part.As the FSW process was developed more closely,the surface tearing and burrs were reduced,but tears were still observed inside width or along the length of the weld beads during SPF forming of test pans,reference Fig.7.Figure 8(a)shows a slightly enlarged macroscopic view of the FSW area that was highly effected by the pin tool marks on the top surface of the weld during SPF forming of a ‘‘zeppelin’’pan.It can be seen that the small peaks and valleys of the pin tool marks have been subjected to very large elongations and local thinning of the material,which has also caused some of the valleys to widen out to varying degrees of severity between the peaks.The amount of forming across the valley features was found to be a function of how deep and sharp that the valleys were prior to forming.TheFig.4(a)A simple clamping arrangement with insufficient clamping force.(b)A truss style clamping beam apparatus is used to tightly secure two sheets together while making a titanium FSW buttweldFig.5Four FSW superplastic tensile test coupons are shown after stretching the parent metal and FSW zone to determine the relative superplasticity of each region (parent metal and weld)deepest pin tool swirl marks tended to have the worst localized stretching and in some cases the thinning caused forming cracks between peaks.Figure 8(b)shows an enlarged view of the top side of a highly elongated superplastic formed weld nugget with numerous very small fissures between the peaks of the circular pin tool marks.After considerable development and testing,it was found that the best SPF performance could be realized bycompletelyFig.6(a)An SPF formed zeppelin test pan is shown cooling down immediately after being formed in a hot die.(b)The formed zeppelin pan with its flat facets,which are suitable for cutting testcouponsFig.7One of the first zeppelin pans that was SPF formed is shown with severe FSW surface defects:(a)tears on the FSW top surface and (b)a torn hole through the entire thickness of theFSWFig.8(a)Macroscopic view across the top surface of a superplastic formed FSW welds with severe deformation between the peaks of the pin tool marks.(b)The pin tool swirl marks after SPF with numerous very small fissures between many of the highly elongated valleysmachining or grinding away the pin tool marks prior to forming,whereupon the SPF performance across the weld was very similar to forming parent metal.3.ResultsAs more data on the superplastic characteristics of the FSW became available via the use of subscale hot tensile superplasticity testing,the quality of the welds was greatly improved by adjusting the FSW process parameters.Even-tually,this made the forming of zeppelin pans much easier and with far fewer defects.Although some facet coupons that did have defects were tensile tested despite their poor quality,the ones that were made later in the test regime with the better welds showed remarkable improvement in the mechan-ical tensile properties,with some resulting in mechanical properties that were very close the parent sheet,except for elongation (Ref 1).Following the development of the basic FSW and SPF process,with fully optimized results,a test was performed to characterize the fatigue performance of the as-FSW weld beads.During the test regime,‘‘zeppelin’’forming tests had shown that tearing during SPF forming could be completely avoided if the jagged top surface of the FSW bead was removed by machining.Mechanical testing also showed tremendous improvement,nearly to parent metal properties,provided that the pin tool marks were either ground off or machined prior to testing (Ref 7).With this in mind,a fatigue test was performed to gage the relative performance in fatigue of coupons withboth transverse and longitudinal FSW beads relative to the coupon length.Figure 9(a)shows the location of a set of FSW transverse weld beads and Fig.9(b)is an image of a longitudinal FSW on a single fatigue test sample.The microstructure of one of the first fatigue coupons tested was examined and found to have multiple fatigue cracks initiations that started from several of the pin tool mark valleys.A photo of an as-FSW top surface is shown in Fig.10(a).Figure 10(b)is a 30power magnification of the first fatigue test coupon made during this study,in which multiple fatigue crack initiations can be clearly seen all across the top FSW surface,which contains the repeating pin tool markings.An experimental test plan was designed to evaluate the fatigue performance in tension of the as-FSW titanium and also to determine the fatigue improvement that would result from removing the tool marks via combinations of machining the as-stirred top surface flat,stress relieving and/or low plasticity burnishing.In the case of machining,the amount of FSW surface removed was 200-300l m,which assured that the rough surfaces and shallow sub-surface defects were com-pletely eliminated.Test pieces made of 2.5and 3.0mm thick titanium 6Al-4V fine grain size sheet metal were FSW butt joined together to build 20test panels that were 20mm wide by 60mm long.Figure 11shows a photograph of four completed test panels prior to cutting out test coupons across the weld line.The test panels used in this study were made using a FSW machine located at the Boeing Plant in Auburn,WA,and were provided to the University of Washington under a research contract.All panels were laser welded with a 1mm wide by 1mm deep bead on the bottom of the butt joint to eliminateanyFig.9(a)Four of the fatigue test coupons cut from an FSW panel with transverse FSW welds.(b)A longitudinal FSW fatiguecouponFig.10Typical FSW specimen sub-surface and fatigue fractured surfaces:(a)a sectioned weld nugget at 59and (b)multiple fatigue fractures across the top surface of a fatigue test coupon at 309chance of Lack of Penetration (LoP)upon completion of the FSW.After FSW,the laser weld was obliterated,with the exception of a 1mm wide 90.05mm deep weld nugget at the bottom center of the joint.The other key FSW parameters used were as follows:300RPM,1.27mm/s feed rate,a 3°tilt of the spindle away from the direction of travel and a forge load in the z -direction of 31to 40kN.Note that the recorded process loads are a resultant of the other parameters.That is,the forge load is not an input parameter for the process,because position control was used.However,loads are used to compensate for the defection in the equipment and maintain the desired plunge depth.Following the FSW joining,most of the test panels were stress relieved using a vacuum furnace with a temperature of 730°C and a soak time of 30min,which was followed by furnace cooling.Table 1gives the exact number of test coupons that were produced and fatigue tested using each of the various process parameter options,including the stress relieve and low plasticity burnishing (LPB)options.The water jet cutter at the U.W.Mechanical Engineering Õs machine shop was used to cut out the dog bone specimens.After water jet cutting,the edges of the coupons were buffed using a fine composite buffing wheel,followed by wet hand sanding with 320,400,and finally 600grit sand paper.All nicks and edge steps were eliminated and the specimens were carefully packaged to avoid scratching prior to the fatigue tests.If a large protruding burr was present on either the advancing or retreating side of the top FSW surface,it was removed by snapping it off with a pair of needle nose pliers prior to the fatigue test.For the tension-tension fatigue testing,a 50kN computer controlled Material Test System (MTS)servo-hydraulic tensiontesting frame style machine located in the U.W.Material Science Department test laboratory was used.For all of the tests,the load ratio (R =stress min/stress max)was kept at 0.1under the load control mode of operation.The sinusoidal waveform was set to a frequency of 15Hz.Hydraulically actuated grips were used to hold the titanium coupons.An examination of the test coupons after the fatigue test showed that the as-welded coupons broke from cracking that occurred within the width of the FSW and the machined coupons tended to have brittle failure similar to the test pieces made entirely from parent metal (no FSW),reference Fig.12.The results of the fatigue test are shown graphically in Fig.13.4.ConclusionsFrom the fatigue test results seen in Fig.13,it can be estimated that the parent metal exhibited a fatigue endurance limit that was about 620MPa.The next best performance was from the transverse FSW coupons that had the stirring pin tool marks removed from the surface by machining and also had LPB performed to induce fatigue-resistant compressive stress.The apparent endurance limit for this combination of processes was 565MPa,which is 91%of the observed parent metal Õs endurance limit.This finding is quite remarkable,because other titanium welding processes have a much larger drop in fatigue performance.The tungsten inert gas (TIG),laser fusion and resistance welding processes are typically designed for fatigue applications using an endurance limit of 205MPa,per the ASTM handbook that is often used for the design of non-aerospace mechanical equipment (Ref 8).The transverse FSW coupons that simply had the stirring pin marks removed by machining performed nearly as good as the parts with theLPB,Fig.11A set of four of the FSW test panels is shown in this photo after joiningTable 1Fatigue test coupons were producedfor this study using the seven different FSW process combinations and post-welding conditions as shownCondition number Processes used Original thickness,mm Longitudinal or transverseFSW 1Parent metal,no FSW 2.5Not FSW welded 2As FSW2.5Transverse 3As FSW and stress relief 2.5Transverse 4FSW,stress relief add machined3Transverse 5FSW,stress relief and LPB 2.5Transverse 6FSW,stress relief,mach.,and LPB2.5Transverse 7FSW,stress relief2.5LongitudinalFig.12The photos shown are fatigue life test coupons that were both FSW welded in the transverse direction.They are shown after fracture during the fatigue test.(a)A coupon that has been machined before the fatigue test and (b)a coupon that was left with the as-FSW surfacewith an observed endurance limit of496MPa,which is81%of the parent metal strength.AcknowledgmentsThe authors thank the Boeing Company for supplyingfinancial support for this research and providing the test facilities for the forming of SPF pans.Thanks are given to A.Reynolds of the University of South Carolina,T.Trapp of the Edison Welding Institute and G.Grant at the Pacific Northwest National Labora-tories for laying the FSW titanium technical foundation needed to conduct this test.A special thanks is also due for B.Flinn of the University of WashingtonÕs Material Science Department for permitting the long-term use of the MTS fatigue test laboratory. References1.G.J.Grant,M.Ramulu,E.Klock-McCook,D.Sanders,L.Leon,G.Booker,D.Foutch,A.Reynolds,and W.Tang,Superplastic Forming of Friction Stir Welded Ti-6-4Sheet,Aeromat2005,Orlando,FL 2.D.Sanders,M.Ramulu,E.Klock-McCook,P.Edwards,A.Reynolds,and T.Trapp,Characterization of Superplastically Formed Friction Stir Weld in Titanium6Al-4V,AeroMat2007,JMEP,V ol17(2),Baltimore, MD,2008,p187–1923.D.Sanders,M.Ramulu,and P.Edwards,Superplastic Forming ofFriction Stir Welds in Titanium Alloy6Al-4V:Preliminary Results, Mater.Sci.Eng.Technol.,2008,39(4–5),p353–3574.M.Mahoney,A.Barnes,W.Bingel,and C.Fuller,Superplastic Formingof7475Al Sheet After Friction Stir Processing(FSP),Mater.Sci.Forum,2004,447–448,p505–5125.R.Davies,J.Vetrano,M.Smith,and S.Pitman,Mechanical Propertiesof Aluminum Tailor Welded Blanks at Superplastic Temperatures, J.Mater.Process.Technol.,2002,128(1–3),p38–476.R.Mishra and M.Mahoney,Friction Stir Welding and Processing,ASMInternational Publications,Materials Park,OH,ISBN-13:978-0-87170-840-3,Chapter14,20077.D.Sanders,‘‘Development of Friction Stir Welding Combined withSuperplastic Forming Processes for the Fabrication of Titanium Structures,’’Ph.D.Thesis,University of Washington,Mechanical Engineering Department,20088.D.Sanders,MIL-HDBK-5Design Allowables Data for SuperplasticForming and Diffusion Bonding of Titanium6Al-4V,Superplastic Forming Workshop,Wright Laboratories Flight Dynamics Structures Division,United States Air Force,Wright Patterson,OH,October 1996。