电炉偏心炉底出钢EBT
炼钢主要工艺的英文缩写
LD氧气顶吹转炉BOF碱性氧气转炉
BOS碱性氧气转炉
BOP碱性氧气转炉
OBM氧气底吹转炉
Q-BOP平静(快速)碱性氧气转炉
LWS氧气底吹转炉
LD-AC喷石灰粉的LD转炉
LD-DL旋转氧枪顶吹转炉
OLP顶枪喷粉氧气转炉
LD-PJ底吹Ar、N2的的复合吹炼法
ALCI顶吹煤粉、底吹Ar、N2的的复合吹炼法VLN碱性底吹转炉冶炼低氮钢的炼钢法
ORP新日铁生产优质纯净钢的一种“最佳精炼法”EOF预热废钢的节能炼钢法
电弧炉及特种冶炼
EF电炉
EAF电弧炉
UHP超高功率电弧炉
ESR电渣重熔
ESW电渣焊接
ESH电渣加热炼钢法
VAR真空电弧重熔法
EBR电子束重熔法
VIM真空感应炉熔炼法PIM等离子感应炉熔炼法PAR等离子弧重熔法
CBT电炉同心炉底出钢EBT电炉偏心炉底出钢MHKW一种电渣重熔法BEST电渣浇铸
连铸
CS连续炼钢
CC连续铸造
HCC水平连铸
CCM连铸机
CCC弧形连铸
VCC立式连铸
CC-DR连铸-直接轧制工艺CC-HCR连铸-热连轧工艺EMS连铸电磁搅拌
M-EMS结晶器电磁搅拌
QDT快速直接出钢技术
CL炉龄
SAF埋弧电弧炉
SFM一种炉外脱硅方法
KR一种带搅拌功能的铁水脱硫方法。
偏心底出钢电弧炉的应用
3 . 偏心炉底 出钢 的优缺 点
偏 心 炉 底 出钢 的优 点 如下 :
( 1 )偏心炉底 出钢 电炉 的倾动 角度小 ,短 网 长度小 ,因此炉体 结构简单且能降低 电的损耗。由 于钢液流短并呈直 线状 ,且钢包可加盖 ,能将出钢 温 度降低 1 0 ~2 0 ℃ ,这 对于减 少出钢过程 的吸 气
之起 不到 补 缩作 用 。
动机件 ,其 中C A4 GA曲轴是汽车发动机的重要组
成件之一 ,对铸件品质要求较高 ,不允许有砂眼、 缩松、气孔等缺陷。在 曲轴轴头部位如有缩 松 ,实 际使用中会 出现渗漏油的现象 ,影响整车发动机的 使用寿命。而我公司曲轴件在2 0 1 0 年初期生产时, 经常在大轴头端面出现缩松缺陷 ,严重时会出现批
( 5 )偏 心炉底 出钢 的出钢温度低 ,钢 包的使 用寿命可提高 1 5 %,又由于水冷 面积可达 ̄ J 1 9 0 %, 不仅有利于超高功率 电炉的长弧操作 ,而且也节省 了大量的耐火材料 。 偏心炉 底出钢 的缺点 :由于偏心 炉底 出钢没有 出钢槽 ,只能采用钢包车 出钢 ,因此理想的钢包车
普通砂 冒口在实际生产使用中非 常容易 出现 冒
4 . 新 旧工艺 比较
( 1 )传 统 电 炉炼 钢 “ 老 三 期 ”工 艺操 作 流
程 :装料熔化 一氧化扒渣 一造渣还原一带渣 出钢。 结果 :①带入钢 包中的是还原性 炉渣 。 ②带 渣出钢对进一步脱硫 、脱氧、吸附夹杂等是有益无
台3 0 t 偏 心 底 电弧 炉  ̄ I J L F + VOD 精 炼 设 备 ,组 成
30t电弧炉的二次精炼工艺
30
平均出钢量/ t
36
残留钢水量/ t
1~2
变压器容量/ kVA
12 500
电极直径/ mm
450
出钢最大倾角/ °
12
中心距/ mm
2 005
出钢直径/ mm
130
一次电压/ V
35 000
二次电压/ V
340~120
一次电流/ A
21 000
采用 精 炼 工 艺 后 , 生 产 能 力 由 原 设 计 7. 5 万 t/ a ,提高到 13 万 t/ a 。
李淑清 ,女 ,32 岁 ,讲师 。1990 年毕业于鞍山钢铁学院钢
冶专业 。从事特殊钢工艺技术研究 。
收稿日期 :1999207202
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
工艺 组别
Ⅰ 工艺 A
Ⅱ
Ⅰ 工艺 B
Ⅱ
C 0. 18~
0. 19 0. 20~
0. 21 0. 17~
0. 19 0. 19~
0. 21
Mn 0. 95~
1. 05 0. 95~
1. 05 0. 85~
0. 95 0. 85~
0. 95
Cr 1. 10~
1. 20 1. 10~
1. 20 1. 00~
二炼钢分厂 1997 年开始精炼工艺试运行 ,轴 承钢夹杂物一次合格率由 93 %提高到 97 % , [ O ] 由 45 ×10 - 6降至 13. 6 ×10 - 6 ,可按 YB9268 标准和 YJ Z284 协议生产高纯度轴承钢 ;齿轮钢淬透性稳 定 ,晶粒度级别 7~8 级 ;铁路车轴钢采用 EBT + LF + VD 工艺 ,钢中 [ O ] < 25 ×10 - 6 ,各类夹杂物 ≤2. 0 级 ,占 95 % ,晶粒度 > 6. 5 级 ,复验合格率 100 %。
现代电弧炉炉型及其炉体结构设计
三 、偏心底出钢 ( EBT)
为改善电弧炉炉外精炼效果 , 采取了无渣出钢 — 偏心底出钢技术 。近些年来 , 不但新建的电弧炉采用 无渣出钢技术 , 而且许多槽式出钢的电弧炉也纷纷改 造成 EB T 电炉 (图 2) 。以下仅就近年来我们在实验 室研究及工程设计工作的进展 , 并在此基础上 , 提出 EB T 电炉设计原则 。
21 钢液面直径 D
对于额定容量 G 吨钢液 , 其体积 V g 为 :
V g = G/ ρg
(1)
式中 ρg ———钢液密度 , t/ m3
对于碳素钢 、低合金钢或超高功率炉中钢液 (合金化
前) 密度 ρg = 710t/ m3 。锥球形熔池的体积为 V g = V 台 + V 球 , 整理后有 :
三 、结论
(1) 蠕墨铸铁的抗拉强度随着等淬温度的降低先
增后减 , 等淬温度为 280 ℃时 , 抗拉强度最大 。
(2) 在一定范围内 , 蠕墨铸铁的伸长率随着等淬
温度的升高而增大 。
(3) 蠕墨铸铁的冲击韧度随着等淬温度的升高先
增后减 , 等淬温度为 320 ℃时 , 蠕墨铸铁的冲击韧度
有最大值 。
氏体转变的数量多少就不一样 。等淬温度越高 , 贝氏 体转变的数量越少 , 未转变奥氏体的碳浓度就越小 , 奥氏体的稳定性就越差 , 当未转变奥氏体的碳浓度小 到一定程度 , 待等淬结束后 , 空冷时就有一部分奥氏 体转变为马氏体 。等淬温度越高 , 马氏体数量就越 多 。当等淬温度升到 320 ℃时 , 基体中马氏体的数量 就增加到足以抑制由于残余奥氏体数量的绝对增大而 引起的冲击韧度继续增大 , 致使宏观上材料的冲击韧 度在 320 ℃时达到最大值 。此后 , 随着等淬温度的继 续升高 , 基体中由低碳奥氏体转变成的马氏体数量就 越多 , 宏观上 , 材料的冲击韧度开始减小 。这里 , 应 该注意到伸长率代表的材料塑性和冲击韧度代表的材 料韧性的区别 , 马氏体的产生对材料强度 、塑性 (伸 长率) 和韧性 (冲击韧度) 的提高均有负作用 。但 是 , 由于强度的变化对冲击韧度的影响远比对伸长率 的影响大〔1〕, 所以 , 在一定范围内 , 马氏体的数量 对冲击韧度的影响也比对伸长率的影响大得多 。
100t EBT高阻抗交流电弧炉简介

~6300kg
3 800mm 最大 1200m3/h 最大 1800m3/h 最大 1200m3/h 0.3~6m/min 3mm
喷粉速度
氧气压力
15~60kg/min
最大 1.5 M Pa
炉壁碳氧枪机构:一支氧枪,最大流量20Nm3 /min;一支碳枪。皆可单独控制
炉体剖面图
EBT出钢口图
炉体主视图
轻废钢 生铁 重废钢 钢屑
电炉进料
进料前炉底先铺加1~2%(料重)的石灰,以便保 护炉底和及早成渣(新炉、冷炉与垫炉后除外)。 将料篮吊至炉体上方,高度为料篮底与炉体上沿大 致为同一平面,料篮中心与炉子中心相重合,快速 打开蛤式料篮,切勿碰撞炉壁水冷板。装料后,若炉 料超高,可用料篮压平凸起钢铁料,但要小心谨慎, 不得挤压水冷炉壁,并避免料篮脱钩。料篮吊走后, 炉沿挂有废钢时,必须清除,炉盖方可旋回,禁用 炉盖推料或压料。多次装料,每次均要切电,因炉 内存有大量的钢液,料筐要抬的更高些,这样既可 避免粘坏料筐,又可减少火焰与钢液的任意喷射与 飞溅,同时还要防止爆炸,潮湿的炉料严禁进入多 次装料的料筐中。
无渣出钢和留钢留渣
无渣出钢的提出,与采用炉外精炼技术后,要求实现无渣出钢,以满足炉外精 炼的还原条件,便于炉外精炼的正常进行有关。而真正实现无渣出钢,归功于 偏心炉底出钢的应用。采用偏心炉底出钢技术实现无渣出钢,则必然导致留钢 留渣。 无渣出钢避免了电弧炉内的氧化性炉渣随着钢水进入钢包内,为下一步进行炉 外精炼进行脱硫、脱氧及合金化创造非氧化条件,从而提高精炼炉内脱硫、脱 氧效果,提高合金收得率,利于钢种化学成分的稳定。无渣出钢杜绝了炉内氧 化性炉渣进入钢包内,从而避免了氧化渣对钢包衬的侵蚀,从而提高包衬的寿 命;还可以减少精炼时加入的造渣量,从而有利于钢包吹氩和搅拌强度的提高。 留钢留渣操作一般在出钢后有10%~ 15 %的钢水和几乎全部的炉渣留在炉内。 这样为下一炉的启弧创造了有利的条件,十分便于启弧操作,从而加速熔化。 同时留下的氧化渣为熔化初期的脱磷创造极有利的条件。此外,通电前在炉底 即有液态熔池存在,提早形成熔池,可以大大提高启弧阶段电弧的稳定性,尽 早且有效的进行吹氧,从而增加炉内功率,提高功率因数,改善对供电系统的 干扰。同时也减少电弧光对炉体的侵蚀。
EBT电炉留钢、留渣操作工艺要求
EBT电炉留钢、留渣操作工艺要求
留钢、留渣操作顾名思义就是电炉出钢过程中,不将炉中钢液全部放清,即在电炉内留存一定量的钢液和炉渣,一般情况下以控制炉内留存的刚液量为出钢量的8—10%,多留钢液影响单炉炉产量,少流会发生卷渣影响精炼炉生产,严重时会造成其它事故,为达到8—10%正常留钢需做好以下几点:
1.EBT电炉所装原料必须清洁、杂质少、钢液收得率要求控制得好、稳定、装入量正确。
2.出钢前要尽可能从炉门倒掉一些氧化渣,一方面时为了减少氧化渣卷入钢包,另一方面要从倾炉倒渣角度估算炉内钢水量的多少,可做到心中有数。
3.出钢过程要根据电子称所反映的数据控制出钢口同时还要观察好钢液在钢包内的位置,到达一定范围及时通知倾炉放钢操作人员迅速回倾电炉。
4.倾炉设备要完好,要达到设计标准要求。
5.出钢口眼子要维护好,眼子>150mm时要更换。
6.每炉出钢后EBT电炉炉长要观察炉内留钢量多少,出现非正常留钢量时要及时与装料工联系,在下一炉装料时减少或增加装入量。
制订:审核:批准:日期:。
炼钢主要工艺的英文缩写
LD 氧气顶吹转炉
BOF 碱性氧气转炉
BOS 碱性氧气转炉
BOP 碱性氧气转炉
OBM 氧气底吹转炉
Q-BOP 平静(快速)碱性氧气转炉
LWS 氧气底吹转炉
LD-AC 喷石灰粉的LD转炉
LD-DL 旋转氧枪顶吹转炉
OLP 顶枪喷粉氧气转炉
LD-PJ 底吹Ar、N2的的复合吹炼法
ALCI 顶吹煤粉、底吹Ar、N2的的复合吹炼法VLN 碱性底吹转炉冶炼低氮钢的炼钢法
ORP 新日铁生产优质纯净钢的一种“最佳精炼法”EOF 预热废钢的节能炼钢法
电弧炉及特种冶炼
EF 电炉
EAF 电弧炉
UHP 超高功率电弧炉
ESR 电渣重熔
ESW 电渣焊接
ESH 电渣加热炼钢法
VAR 真空电弧重熔法
EBR 电子束重熔法
VIM 真空感应炉熔炼法
PIM 等离子感应炉熔炼法
PAR 等离子弧重熔法
CBT 电炉同心炉底出钢
EBT 电炉偏心炉底出钢
MHKW 一种电渣重熔法
BEST 电渣浇铸
连铸
CS 连续炼钢
CC 连续铸造
HCC 水平连铸
CCM 连铸机
CCC 弧形连铸
VCC 立式连铸
CC-DR 连铸-直接轧制工艺
CC-HCR 连铸-热连轧工艺
EMS 连铸电磁搅拌
M-EMS 结晶器电磁搅拌
QDT 快速直接出钢技术
CL 炉龄
SAF 埋弧电弧炉
SFM 一种炉外脱硅方法
KR 一种带搅拌功能的铁水脱硫方法。
电弧炉炼钢工艺设备(四)
4 电弧炉炼钢工艺设备4.1 废钢加工设备常见的废钢加工方式为剪切、打包和破碎处理。
目前公司废钢料场对废钢的加工方式主要有三种:废钢剪切、废钢打包以及废钢人工火焰切割。
人工火焰切割方式较为简单,即按照电弧炉冶炼要求将废钢切割为合格尺寸。
废钢剪切和打包则是利用专用设备对废钢进行加工处理,达到减小废钢尺寸及增加炉料堆比重的目的,下面对废钢加工方设备做简要介绍。
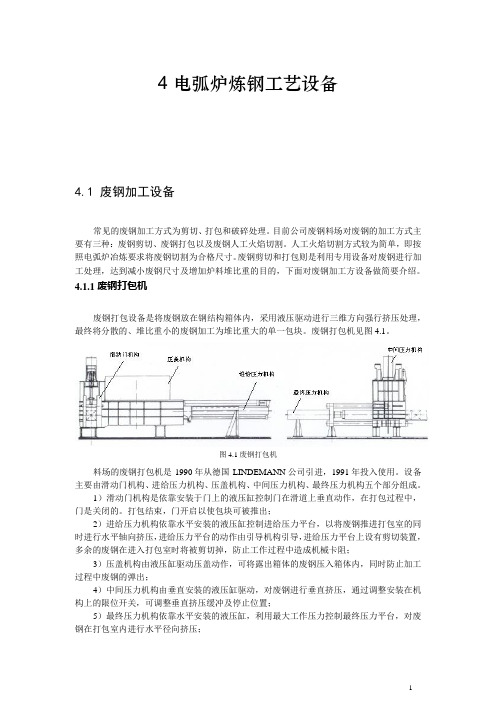
4.1.1 废钢打包机废钢打包设备是将废钢放在钢结构箱体内,采用液压驱动进行三维方向强行挤压处理,最终将分散的、堆比重小的废钢加工为堆比重大的单一包块。
废钢打包机见图4.1。
图4.1 废钢打包机料场的废钢打包机是1990年从德国LINDEMANN公司引进,1991年投入使用。
设备主要由滑动门机构、进给压力机构、压盖机构、中间压力机构、最终压力机构五个部分组成。
1)滑动门机构是依靠安装于门上的液压缸控制门在滑道上垂直动作,在打包过程中,门是关闭的。
打包结束,门开启以使包块可被推出;2)进给压力机构依靠水平安装的液压缸控制进给压力平台,以将废钢推进打包室的同时进行水平轴向挤压,进给压力平台的动作由引导机构引导,进给压力平台上设有剪切装置,多余的废钢在进入打包室时将被剪切掉,防止工作过程中造成机械卡阻;3)压盖机构由液压缸驱动压盖动作,可将露出箱体的废钢压入箱体内,同时防止加工过程中废钢的弹出;4)中间压力机构由垂直安装的液压缸驱动,对废钢进行垂直挤压,通过调整安装在机构上的限位开关,可调整垂直挤压缓冲及停止位置;5)最终压力机构依靠水平安装的液压缸,利用最大工作压力控制最终压力平台,对废钢在打包室内进行水平径向挤压;分散的废钢在受到三个方向的强行挤压后最终形成单一包块。
液压系统动力部分由4台90kw交流电机驱动8台轴向柱塞泵,系统最大工作压力达315bar,最大流量达1836L/min,最大挤压力可达1050tf,成品包块截面尺寸为800×800mm,厚度根据所加工废旧金属的多少有所变化。
231偏心底出钢电弧炉设备的特点与要求-企业生产实际教学案例库

YJ0501-EBT电弧炉冶炼风机轴案例简要说明:依据国家职业标准和冶金技术专业教学要求,归纳提炼出所包含的知识和技能点,弱化与教学目标无关的内容,使之与课程学习目标、学习内容一致,成为一个承载了教学目标所要求知识和技能的教学案例。
该案例是EBT电炉冶炼风机轴案例,体现了EBT电炉冶炼风机轴的工艺流程、工艺方案、工艺操作、设备操作等知识点和岗位技能,与本专业电弧炉炼钢生产课程EBT电弧炉冶炼合金钢教学单元的教学目标相对应。
1.背景介绍风力发电正在世界上形成一股热潮,在世界范围各国密切关注,2007年,全球风力发电的累计装机容量已达9.41万兆瓦,比上一年的7.42万兆瓦增加27%。
2007年,中国风电装机为605万千瓦,提前3年实现2010年的规划目标;2001年到2007年的6年间,中国风电装机增长了14倍;仅2007年一年,中国风电装机就增加344.9万千瓦,比中国风电有史以来的累积总量还多。
随着风电产业的高速发展,风电设备供不应求。
中国巨大的风电市场以及廉价的劳动力成本,吸引了大量国外风电巨头纷纷在中国设厂,或采取与国内企业合资的方式,生产的产品都被贴上了中国制造的标签。
中国制造的风电设备产品占据越来越大的市场份额,风机产品正在经历一个由全球制造向中国制造的转变。
风力发电机主轴是风力发电机组的主要部件之一。
由于风机工作条件恶劣,要求风机轴不仅有较高的强度,更重要的是需要具备良好的低温冲击韧性,某大型机械厂,采用EBT电炉冶炼、精炼(或电渣)、锻造、机加、调质处理、精加工等工艺流程制造风机轴。
2.主要内容成品风力发电机主轴如图1-1,其主要结构特征为直径横截面差很大,法兰直径远大于轴身直径,而法兰厚度却比较薄"。
图1-1 风力发电机主轴目前,国内外风力发电机主轴一般选用42CrMo4和34CrNiMo6,30CrNiMo8等Cr-Mo或cr-Ni一Mo系合金钢,分别对应两个强度级别,即750-90OMPa和800-1000Mpa.风机主轴的技术要求为:2.1化学成份风机轴化学成分要求,见表1-1:表l-1风机轴化学成份(%)2.2性能要求(一)机械性能①对每件风机主轴,均应进行拉力和冲击性能检查,其要求见表1-2:表1-242CrMo4风机轴机械性能要求说明:击性能根据DS/EN10045-1取3个试样的平均值,允许其中一个试样冲击值低于平均值,但不得低于平均值的70%"②疲劳强度试验在第一批交货的产品中,应按ASTME466或1501099的规定抽检轴向疲劳强度"试样的最小直径为8mm,并具有抛光的表面,取自同一根轴的6个试样应在规定的应力范围进行试验,所有试样的最小转数必须达到2×106转,若达到2.5x ×106转时试样依然不破坏,则可认为疲劳强度合格而终止试验"。
电炉EBT填料生产与使用
EBT电炉出钢口填料操作规程
EBT电炉是通过出钢口开闭机构来实现水口的开闭,而堵塞出钢口和自动开浇则是通过填料来实现,填料及其操作是自动开浇的关键。
一般EBT电炉的自动开浇率(即出钢口打开,钢水自动流出)可达95%以上。
在非正常情况下,如钢水不能自动流出,可用钢钎轻轻撞击或烧氧的办法出钢。
烧氧时,用专用的吹氧弯管对准出钢口吹氧,一般烧氧仅需几秒钟就可烧开被烧结的出钢口填料,使钢水流出。
对填料要求其熔点较高,热稳定性好,导热性差,流动性好:在炼钢温度下,接触钢水时表面轻微烧结,下部仍为散状:这种薄烧结层能保护下面填料不上浮,又能防止钢液下渗,且烧结层强度小。
当出钢口开启时下部松散料下落,烧结层在钢水静压力作用下自动破裂,钢水流入钢包中,实现自动出钢。
根据EBT电炉填料的使用特点,EBT出钢口填料由镁橄榄石砂或合成镁钙含铁砂颗粒状材料组成。
填料必须呈颗粒形状,不得有细粉、杂质、杂物混入,水份符合要求。
1、填料前应认真检查EBT机构开闭是否正常,托板与出钢口尾砖间距在2~4mm内。
2、出钢后清理干净偏心底出钢口砖上、下四周的残钢、残渣,然后关闭出钢口托板并锁定好。
3、将炉子摇平,从水冷盖板口用漏斗或直接用填料口袋对准出钢口砖,使填料砂装入出钢口袖砖内填满堆至馒头型。
4、填料必须保持干净、干燥,不得混入其它材料。
偏心炉底出钢电弧炉的总体设计答辩PPT学习教案
• (3)炉底部出钢。降 电耗;减少二次
高钢包寿命。
低出钢温度,节约 00000000000氧化,提高钢的质量;提
•
•
第9页/共19页
二、电弧炉设备的发展趋 势
(1)炉体大型化 炉体大型化是增加钢产量的客观要求,实现大型化可以提高生产率减少电能消耗,平
均设备投资少,降低钢的成本,提高生产率。目前,世界上最大的电弧炉容量是400 吨。
10
• 第3章 电弧炼钢炉炉体传 动系统 15
• 3.1 炉体倾动机构的特点
15
• 3.2 炉体倾动机构的设置
16
• 3.3 倾动机构的工作原理和
工作工程
17
第5页/共19页
6.2 炉子内腔尺寸的确定
35
结论
36
参考文献
37
致谢
38
附录1 开题报告
39
附录2 文献综述
48
附录3
54
板坯连铸结晶器传热监控的应用
第13页/共19页
• 三、电极升降机构
•
升降机构按驱动装置分为液压的和
机电的,现在大多使用液压驱动,
液压驱动采用塞缸,为使密封不易
损失,工作可靠和便于检修,液压
缸头尾倒置,即柱尾定在框架上,
框架固定在摇架上,而缸体与电机
立柱连接。
• 液压驱动的优点是:系统惯性小, 无惰性,制动块,无载启动,制动 精度高,可以实现无级调速,改变 电机升降速度,动作平稳,机构紧 凑,但在密封情况下维护方面显得 复杂一些。
8、柱塞杆的稳定性计算 先确定细长比l/R,初取l=3000 mm,
•
。
•
(2)当D/δ≥3.2时
•
ψ:强度系数,无缝钢管取ψ=1
偏心炉底出钢技术具有优势是什么
偏心炉底出钢技术具有优势是什么?(1)可实现无渣出钢,因此可取消电炉的还原期,打破电炉常规的“老三期”工艺,做到“电炉炼钢转炉化”。
(2)取消电炉还原期后,电炉冶炼时间缩短,可以大幅度增加钢产量。
(3)电炉变压器始终在高功率水平上运行,设备利用率提高。
(4)电炉的热效率、电效率提高,可降低冶炼电耗。
(5)电炉内无还原期,炉衬受侵蚀程度减轻,可提高炉衬寿命。
(6)电炉不拉渣,不需向炉内加入合金,便于机械化操作减轻劳动强度,改善作业环境。
(7)该技术从国外80年代初开发成功以来,在全世界得到广泛应用,国内新上电炉和改造的电炉均采用了该技术,增产降耗效果显著,说明这是一项很成熟的技术。
(8)可在原有的电炉炉壳、摇架和水泥基座上改造,投资费用少,改造时间短微信公众号:hcsteel。
为了改善电弧炉炼钢的冶金性能,德国冶金专家将底吹搅拌气体技术应用到炼钢过程中,研究出一种新的炼钢新工艺:底吹电弧炉炼钢法。
试验结果表明,这种炼钢新工艺具有许多优点。
(1)熔池搅拌能力强。
在一般电弧炉炼钢的氧化期,熔池混均时间为5-6min,还原甥60一80min。
采用底吹气体搅拌工艺后,还原期的熔池混均时间降低到1. 5-2.5min。
(2)能促进难熔合金熔解。
在还原期的静态钢液中,加钼和钨合金,30min后其浓度比均匀化后的浓度低1/3 -1/2;采用新工艺,只需4-6min就能获得均匀的浓度。
(3)有利于脱硫。
电弧炉采用底吹气体工艺,为脱硫创造了最佳条件,能够冶炼出含硫小于0. 001%的钢。
(4)缩短冶炼时间。
在底吹气体强烈搅拌下,炉内的反应过程加快,难熔合金的熔解加速,使总的冶炼时间大大缩短。
(5)节省铁合金。
采用新工艺,可减少甚至不用氮铁合金就能得到合格的氮钢。
电弧炉偏心炉底出钢技术
电弧炉偏心炉底出钢技术为实现无渣出钢,1 974年德国蒂森公司首先采用了电弧炉炉底中心出钢技术,后来发展为偏心炉底出钢技术(EBT)。
偏心炉底出钢与传统电弧炉出钢槽出钢相比具有如下优点:①炉内能保留98%以上的钢渣,有利于下一步炉料的熔化和脱磷,生产率可提高15%左右。
②出钢时,电炉倾动角度小于15。
(传统电炉为40。
一45。
),允许炉体水冷炉壁面积加大,吨钢耐火材料消耗可降低25%,短网长度较短,阻抗降低8%左右。
③出钢时钢液垂直下降,呈圆柱形流入钢包,缩短与空气接触的路径,钢液的温降减少,出钢温度可降低25-30℃,相应节电20一25kW.h/t,并使钢液的二次氧化减少,④偏心炉底出钢有利于钢液的纯净度提高,夹杂物的含量减少,钢液脱硫效率提高,并能防止钢液回磷。
电弧炉底吹搅拌技术在电炉安装喷嘴或透气砖,将气体(惰性气体、氢气戒菁挟气等)吹人炼钢熔池,加强钢液的搅拌,提高电弧炉冷区热量的传递速率,促进熔池温度和成分的均匀化,加快炉内反应进行速度。
改善电弧炉固态炉料结构电弧炉炼钢的主要固态炉料有废钢微信公众号:hcsteel、生铁、直接还原铁( di-rect reduced iron –DRI)和热压块铁(hot briquettediron –HⅨ)等。
废钢资源有3种:自产废钢、加工厂废钢,循环旧废钢。
炼钢厂极易控制自产废钢的品质,对于加工厂废钢品质的控制就差一些,最难控制品质的是循环旧废钢,因存在其他金属和有害元素,严重污染钢液。
直接还原铁和热压块铁,与废钢不同,其质量均匀并可预测,基本没有残余元素。
炉料结构对电弧炉炼钢的各项指标都有重大影响。
优化炉料结构不仅有利于实现工艺的最佳化,并能给企业带来经济效益,更可以为合理地利用有限的资源提供可靠的依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电出钢前的炉渣是氧化性的,出钢过程中,假如这种氧化性炉渣流入钢包,会对精炼效果以及钢水质量造成不利影响:
(1)降低钢包精炼渣的脱氧脱硫能力;
(2)降低合金回收率,特别是会增加脱氧用铝的消耗;
(3)增加对钢包包衬的侵蚀,特别是渣线部位。
1989,蒂森特钢公司与曼内斯·德马克冶金技术公司及丹麦特殊钢厂合作,开发出世界上第一座偏心炉底出钢电炉,也叫EBT(EeentrieBottomTapping)电炉。
这种电炉吸取了中心炉底出钢的经验,把底出钢口移至炉壳的一个向外突出部份。
偏心炉底出钢电弧炉的炉壳上半部仍为圆形,下半部带有突出的圆弧形出钢箱。
传统的电弧炉出钢时,一般需要把炉子倾动45°左右,才能把钢水出完。
为使钢水不接触水冷炉壁,在出钢槽铡钢水面以上400unll这一部分,仍是用耐火材料砌筑的,这是影响炉衬寿命的薄弱环节,对超高功率的电炉来讲,这个问题更为严重。
采用偏心炉底出钢技术后,出钢时炉子倾动最多仅需15度左右,可以避免钢水与水冷炉壁的接触。
这样炉衬可以大面积采用水冷炉壁,从而提高炉衬寿命。
一般采用偏心炉底出钢法,可以使电弧炉水冷壁面积从整个面积的70%~80%扩大到80%~90%。
偏心炉底出钢电弧炉炉底设计成浅盘状,以确保无渣出钢。
当钢水温度、成分达到出钢要求时,即可准备出钢。
出钢过程为:先将钢包车开到出钢箱下面;打开出钢口之前,使炉子向出钢口侧倾斜约5°,形成足够的静压力,防止炉渣从钢水产生的漩涡中流入钢包;打开出钢口盖板,开始出钢,出钢过程中,炉子渐渐地倾斜到12°,以保证出钢口上面的钢水深度基本不变。
大约排出90%钢水后,炉子就以3°/s的速度回倾到原位置,以避免或减少漂在剩余钢水上的炉渣从出钢口流进钢包。
采用ETB或RTB出钢电弧炉冶炼,可以摆脱传统的“老三期”冶炼工艺,为实现超高(或高)功率电弧炉冶炼咔炉外精炼十连铸的现代化炼钢工艺提供良好的冶炼条件。
由于实现留钢、留渣操作、冶炼熔化期电弧稳定,熔池形成可提前10~15min,可提前和强化吹氧,同时也改善了钢水脱磷条件。
与传统的电弧炉相比,底出钢电弧炉冶炼的生产率及各项技术经济指标都有明显的改进,如表3一1所示。
表3-1传统电弧炉与EBT电弧炉冶炼指标,%[18]
冶炼指标传统电炉EBT电炉
耐火材料100 45
电极消耗100 94
炉顶寿命(高铝砖)100 144
出钢温度损失100 70
炉底寿命100 500
电能消耗100 78
在冶炼工艺方面可以获得以下几方面的效果:
(l)减少出钢过程温降。
偏心炉底出钢电弧炉出钢时,钢流垂直流下,较为集中呈柱状,流程缩短,出钢速度远高于传统电弧炉,使出钢过程钢液温度降减少。
表3-2是炉容量为50t的偏心炉底出钢电弧炉出钢时间和出钢温降与普通电弧炉的比较。
对EBT电弧炉,出钢时间仅为Zmni,而普通电弧炉需要smni,出钢时间缩短60%,而出钢温降从40.6℃下降到34.8℃。
表3-2出钢时间和出钢温降
炉型出钢时间出钢温降
普通电弧炉 5 40.6
EBT电弧炉 2 34.8
(2)减少出钢过程下渣量。
在熔化、氧化操作结束后,此时的炉渣是氧化性的,如果炉渣进入钢包,则会增加合金的消耗量,影响钢水的精炼效果。
采用偏心炉底出钢,可以减少或避免氧化渣进入钢包。
采用EBT工艺使钢包内渣层厚度由240~减少到80rnrn,因而使钢水回磷少0.004%。
这样采用EBT工艺可不通过钢包扒渣而生产低磷钢。
(3)提高钢包寿命。
采用EBT工艺,出钢时钢包底部加入的合金料或新的渣料,可以防止钢流对包底的冲刷。
同时,垂直密实的钢流,不会冲刷包壁及使钢包周围结瘤,这样可提高钢包寿命20叹产40%。
(4)提高生产率。
EBT或RBT电弧炉由于在出钢时炉子倾角小,钢水不会浸没水冷炉壁,因此可使水冷炉壁面积加大,从占整个面积70%一80%扩大到80%一90%,从而大大提高炉衬寿命,大面积用水冷炉壁,允许电弧炉采用最大功率供电,每炉钢熔化时间可缩短3一5而n左右,与此同时冶炼电耗也可以得到降低。