YB618机型中条盒纸侧边折叠过程改进
YB55型包装机叠包装置分析及改进

YB55型包装机叠包装置分析及改进发布时间:2021-12-23T05:58:24.416Z 来源:《科学与技术》2021年第27期作者:尚建华[导读] YB55型包装机中叠包装置,由于其设计缺陷,在生产过程中容易出现小包透明纸折角不良、连包等故障,通过观察、分析研究烟包活动挡块机构的工作原理,结构特点,尚建华河南中烟许昌卷烟厂摘要:YB55型包装机中叠包装置,由于其设计缺陷,在生产过程中容易出现小包透明纸折角不良、连包等故障,通过观察、分析研究烟包活动挡块机构的工作原理,结构特点,从而找出该部位可能存在的设计缺陷。
有针对性地提出一些解决方法和措施,并对该部位烟包活动挡块机构中某些零件进行局部改进和更换,较好地克服了该部位的设计缺陷,缩短了设备维修时间,提高了工作效率,保证了产品质量,取得了显著效益。
关键词:YB55型包装机叠包装置连包烟包活动挡块扭力弹簧压缩弹簧引言ZB45硬盒硬条包装机组是上海烟机引进消化吸收意大利GD公司技术生产的产品。
该机具有良好的包装质量,稳定的性能,较快的包装速度和较高的自动化程度,良好的人机界面等优点,它也是目前我国卷烟包装设备的主流机型。
但在实际生产使用过程中,由于设备本身的设计思路,工作原理及其各工作执行机构的工作性质与结构特点,仍然出现了许多问题,透明纸顶底折角不良及上下两包粘连就是其中一个较为突出的工艺故障。
1.1 叠包装置结构分析叠包装置主要由轴,导向块,叉形杆,提升推板,固定板,叠包架,弹簧,活动块,挡板等组成。
当凸轮趋向降程时,推板向下运动,当后一烟包随推板向上运动,并堆叠在上一烟包下面,这时,两烟包都已完成了透明纸包裹的全部折叠和叠包,输出转盘部分上的推烟器将烟包推到热封装置进行烟包顶底的透明纸热封。
1.2 叠包装置烟包活动块机构设计缺陷由叠包装置的传动方式和工作原理可以看出,顶杆带动烟包每向上运动一次,因烟包长度大于前后叠包架烟包活动块之间的距离(无烟包经过时扭簧弹力作用下的烟包活动块),烟包都要触及前后活动块一次,为了完成烟包的正确提升,同时又要保证折叠好的透明纸形状,烟包每次触及前后活动块都要克服扭簧的压力,便于完成烟包的正确提升,同时又要保证折叠好的透明纸形状,当烟包提升板运动到向上的极限位置时,烟包下表面高出活动块的上表面,这时烟包提升板开始向下运动。
YB95烟包条盒透明纸正面两端褶皱的分析和调整

YB95烟包条盒透明纸正面两端褶皱的分析和调整摘要:针对YB95烟包条盒透明纸包装过程中正面两端出现褶皱、皱纹等质量问题,通过观察条盒透明纸包装过程,分析出现褶皱、皱纹等外观质量问题的原因,提出调整络铁封装位置、温度、工作面的方法,解决问题,保证包装外观质量,提高产品外观在消费者眼中的第一印象。
关键词:条装透明纸;褶皱缺陷率;分析;调整引言:ZB25型软盒硬条包装机组是从意大利G.D公司引进并消化吸收的GDX1国产化机组,具有包装质量好、性能稳定、运行速度快、自动化程度高等优点。
机组中任何一个动作造成的设备不正常运行都会对机组生产的产品质量产生较大影响。
YB95型条盒透明纸包装机作为包装的一套工序,生产过程中发现透明纸在热封的过程中出现透明纸两端出现褶皱、皱纹等质量缺陷,采用“鱼骨图”对造成透明纸热封过程中出现褶皱、皱纹等质量问题的原因进行分析,找出问题所在并予以解决。
1概况《中烟工业有限责任公司企业标准》文件里对条装透明纸折皱缺陷定义是:有≥20.0mm的皱褶,且多于一处,或单面大于三分之一的波纹皱(鱼鳞皱)。
在生产过程中由于此问题的存在,严重影响到产品的形象。
通过召开了质量分析会,提出了要求,一方面将皱褶降低到≤20.0mm;另一方面考虑其他客观因素(透明纸质量、设备性能等)的存在,将条装透明纸折皱缺陷率降低到5%以下,尽快解决条装透明纸折皱缺陷问题,为消费者提供最完美的卷烟产品。
2原因分析对条装透明纸折皱缺陷的原因从人、机、料、法四个方面进行了细致的分析共得出7条末端因素:确认一:技能培训力度不够机组操作工均是经过层层选拔,并考核合格取得操作工上岗证才能操作设备,且每年都有计划进行培训,成绩优良。
因此操作人员技能培训力度不够不是主要原因。
确认二:烙铁安装位置不当维修工对烙铁安装位置进行检查验证,烙铁位置并没有和条烟100%垂直相对,烙铁位置偏移了10mm,并且固定烙铁的螺丝轻微松动。
因此烙铁安装位置不当为要因。
YB65型卷烟包装机条盒纸上胶装置的改进
YB65型卷烟包装机条盒纸上胶装置的改进作者:王军聂磊王强春蒋浩黎莉何平生向宇阳来源:《中国科技博览》2019年第08期[摘要]YB65型条盒包装机上胶装置在生产过程中易出现条盒纸上胶质量缺陷、胶量大小调整困难等问题。
使用改进后的刮胶器替代刮板来调节胶量的大小,增加支撑板实现对刮胶器的安装。
结果表明,改进后的系统简单,运行稳定,有效的解决了条盒纸上胶质量缺陷、调整困难等问题,保证了条盒纸的上胶效果,提高了设备的有效运行效率。
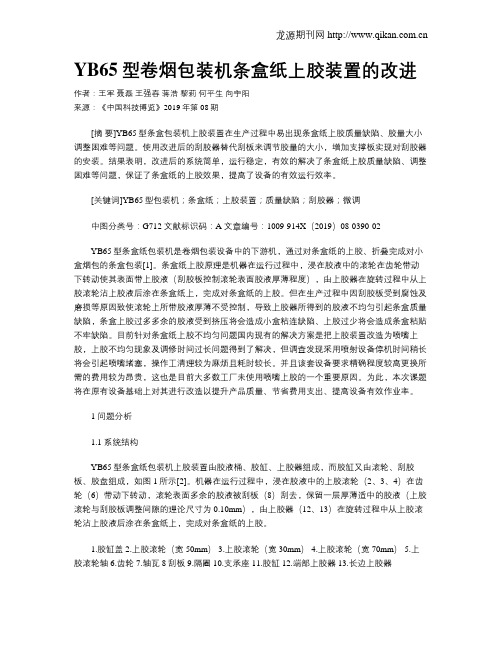
[关键词]YB65型包装机;条盒纸;上胶装置;质量缺陷;刮胶器;微调中图分类号:G712 文献标识码:A 文章编号:1009-914X(2019)08-0390-02YB65型条盒纸包装机是卷烟包装设备中的下游机,通过对条盒纸的上胶、折叠完成对小盒烟包的条盒包装[1]。
条盒纸上胶原理是机器在运行过程中,浸在胶液中的滚轮在齿轮带动下转动使其表面带上胶液(刮胶板控制滚轮表面胶液厚薄程度),由上胶器在旋转过程中从上胶滚轮沾上胶液后涂在条盒纸上,完成对条盒纸的上胶。
但在生产过程中因刮胶板受到腐蚀及磨损等原因致使滚轮上所带胶液厚薄不受控制,导致上胶器所得到的胶液不均匀引起条盒质量缺陷,条盒上胶过多多余的胶液受到挤压将会造成小盒粘连缺陷、上胶过少将会造成条盒粘贴不牢缺陷。
目前针对条盒纸上胶不均匀问题国内现有的解决方案是把上胶装置改造为喷嘴上胶,上胶不均匀现象及调修时间过长问题得到了解决,但调查发现采用喷射设备停机时间稍长将会引起喷嘴堵塞,操作工清理较为麻烦且耗时较长。
并且该套设备要求精确程度较高更换所需的费用较为昂贵,这也是目前大多数工厂未使用喷嘴上胶的一个重要原因。
为此,本次课题将在原有设备基础上对其进行改造以提升产品质量、节省费用支出、提高设备有效作业率。
1 问题分析1.1 系统结构YB65型条盒纸包装机上胶装置由胶液桶、胶缸、上胶器组成,而胶缸又由滚轮、刮胶板、胶盘组成,如图1所示[2]。
ZB48型硬盒硬条包装机组

•
• •
ZB48包装机组
• 关键技术——七工位烟支转塔
由于机器采用直包包装方式,为了方便推送 烟组,特将烟库设计成与烟支输送导轨垂直 的形式。 为了方便烟组的成型与传递,FC800硬盒包 装机采用一个七工位 的烟支转塔作为连接 烟库与烟支输送导轨的部件。 七工位的烟支转塔可以保证在12点钟工位, 由双排推烟杆同时将4组烟推入转塔模盒; 同时在6点钟工位,由烟 支输送链上的凸耳 将转塔模盒内的两组烟组推出。七工位的烟 支转塔每转2个工位,推烟杆才推一次,降 低了推烟杆的动作频率
ZB48包装机组
• FC 800硬盒包装机工作原理
(1)铝箔装置的切刀 装置 (2)香烟转塔 (3)烟支库 (4)烟支导轨 (5)端部检测器 (6)铝箔折叠犁 (7)折叠台 (8)折叠转塔
烟支在翻盖包装机里被排成组,裹包铝箔,装入翻盖硬盒。 同时,推烟推子从烟支库(3)的槽口将排列烟组推送到香 烟转塔(2)。香烟转塔(2)将排列烟组送入烟支导轨 (4)。端部检测器(5)检测排列烟组内的烟支。如果出 现坏烟或缺支,则在机器的末端将相应的烟包剔除出去。 铝箔装置的切刀装置(1)按长度切割裹包铝箔以及切撕口。 用铝箔将排列烟组包装成 U 型烟组。烟组穿过铝箔折叠犁 (6),在此将裹包铝箔的侧边折叠。内框纸与烟支输送导 轨并行进行切割。内框纸在铝箔折叠犁(6)的出口处被放 到烟组上,并与烟组一起被推入折叠转塔(8)前的折叠台 (7)中。
(9) 输出输送带 (10)输送至干燥轮 (11)烟盒坯库 (12)折叠转塔模盒 (13)折叠转塔 (14)烟箱导轨 (15)上胶站 (16)传递转塔 (17)第二个干燥轮
• • • • • • 将烟组推入折叠转塔(13)内已预成型的烟盒坯里。 烟盒 坯事先已从烟盒坯库(11) 中取出、印上条形码、上胶,经预折叠压入折叠转塔模盒 (12)里 。 装有烟组的烟盒坯以几乎完全制好的烟包形式离开折叠转 塔模盒,烟包上只有铝箔的外侧边水平突出。 烟包由烟箱导轨(14)流经上胶站(15)。 上过胶的烟包由提升器送入传递转塔(16)。 在传递过程 中,两侧边被预折叠和对齐。 提升器将不接受有缺陷的烟包,而是在主变速箱下方直接 将其剔除。 烟包从传递转塔(16) 输送至干燥轮(10)。 旋转结束后 烟包被推入输出输送带(9) 。 输出输送带(9)将烟包输送至第二个干燥轮(17)(选 项),在那里上胶位置将被最后吹干。 然后烟包被输送到下游机器,以便进一步机组是中国烟 草总公司引进德国FOCKE公司 FC800硬盒硬条包装机组专用技术, 并由中烟机械技术中心有限责任 公司和上海烟草机械有限责任公 司共同消化、吸收,上海烟草机 械有限责任公司进行制造的设备。
基于循环利用烟箱对YP18型卷烟装封箱机的优化改进
基于循环利用烟箱对YP18型卷烟装封箱机的优化改进作者:李敏来源:《科技创新与应用》2017年第26期摘要:针对循环利用烟箱烟箱本体、各折盖折线等部位软化变形严重,导致卷烟装封箱设备难以适应,不能正常生产使用等情况,以YP18型装封箱机组为例,从烟箱材料特性及包装折叠工艺原理等方面进行了分析,采用预防维修方法提出优化改进方案,使循环利用烟箱能重复使用3次以上,解决了卷烟装封箱机不能正常生产使用循环利用烟箱的难题。
关键词:循环利用烟箱;装封箱机组;软化变形;支撑;矫正装置中图分类号:TF306 文献标志码:A 文章编号:2095-2945(2017)26-0057-021 概述随着时代发展,节能环保越来越得到国家和社会的大力提倡。
在烟草行业,卷烟包装箱(下称烟箱)原来都是一次性使用,卷烟成品销售到市场之后,已使用过的烟箱一般作为废品计重卖掉,因此每年都有数以亿计的烟箱成为废纸品。
纸质的烟箱制造需要消耗大量的木材和能源,同时在制造过程中也会排放一些对环境有害的废弃物,这与国家节能环保的倡议是相背离的。
为减少资源浪费及对环境造成的影响,降低烟箱的使用量,2013年6月中国国家烟草专卖局下发文件,明确要求在烟草行业工商企业间开展卷烟包装箱的循环利用工作。
但是循环利用烟箱在重复使用之后,烟箱本体、各折片的折线等部位软化变形严重,在生产应用中碰到装封箱设备不适应,并难以正常生产使用的难题。
本文以YP18型装封箱机组为例,从循环利用烟箱特性及烟箱折叠成型原理等方面进行分析,对YP18型装封箱机组进行了一些优化改进,以期解决循环利用烟箱在YP18型装封箱机组上正常生产使用的难题。
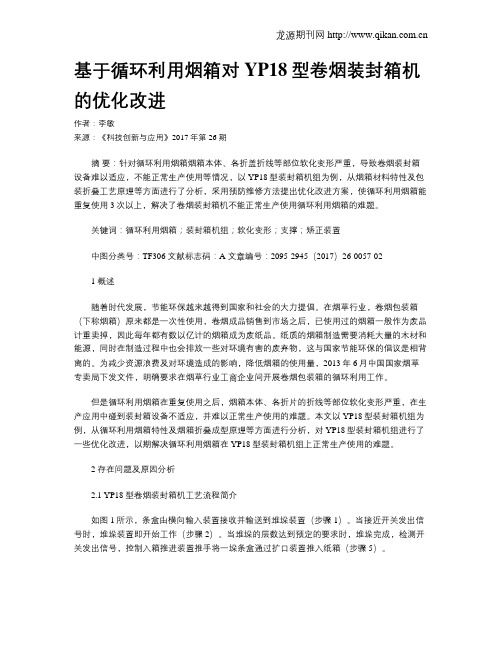
2 存在问题及原因分析2.1 YP18型卷烟装封箱机工艺流程简介如图1所示,条盒由横向输入装置接收并输送到堆垛装置(步骤1)。
当接近开关发出信号时,堆垛装置即开始工作(步骤2)。
当堆垛的层数达到预定的要求时,堆垛完成,检测开关发出信号,控制入箱推进装置推手将一垛条盒通过扩口装置推入纸箱(步骤5)。
折叠式连体烟包的包装装置的设计
Instrumentation and Equipments 仪器与设备, 2023, 11(2), 135-139 Published Online June 2023 in Hans. https:///journal/iae https:///10.12677/iae.2023.112018折叠式连体烟包的包装装置的设计蒋红祥,朱柏澄,吴恒文,曹 斌,魏 明红塔烟草(集团)有限责任公司,云南 玉溪收稿日期:2023年5月20日;录用日期:2023年6月21日;发布日期:2023年6月30日摘要 折叠式连体烟包的包装装置采用新增贴标机的方式对现有的包装机进行改造,贴标机选用侧面贴标签的方式。
折叠式连体烟包的包装装置包括美容器出口传送带、同步齿形带组件、烟包压轮组件、贴标机、烟包推送气缸、条烟包装部分,同步齿形带组件设置于美容器出口传送带的输送末端处,同步齿形带组件上均匀设置有隔板,烟包压轮组件设置于同步齿形带组件的上方,贴标机设置于同步齿形带组件未设置有美容器出口传送带的一侧,烟包推送气缸和条烟包装部分安装于同步齿形带组件输送末端的两侧;本文有效的将美容器出口传送带双烟包沿垂直于美容器出口传送带方向传送,并在传送过程中实现对双烟包的侧面贴标,且能保证贴标精度,有效的实现了折叠式连体烟包包装。
关键词折叠式连体烟包,贴标机,叠包,侧面贴包Design of the Packaging Device for Foldable One-Piece Cigarette PacksHongxiang Jiang, Baicheng Zhu, Hengwen Wu, Bin Cao, Ming WeiHongta Tobacco (Group) Co., Ltd., Yuxi YunnanReceived: May 20th , 2023; accepted: Jun. 21st , 2023; published: Jun. 30th , 2023AbstractThe packaging device of one-piece cigarette pack was modified by adding a labeling machine to the existing packaging machine. The labeling method was side labeling. The device includes the outlet conveyor belt of beautiful container, synchronous tooth belt assembly, cigarette pack press wheel assembly, labeling machine, cigarette pack pushing cylinder and cigarette pack. The syn-chronous tooth belt assembly is arranged at the conveying end of the outlet conveyor belt of beau-tiful container. The synchronous tooth belt assembly is uniformly provided with a partition board,蒋红祥 等and the cigarette pack press wheel assembly is arranged above the synchronous tooth belt assem-bly. The labeling machine is arranged on the side of the synchronous gear belt assembly which is not provided with the outlet conveyor belt of the beautiful container, and the smoke pack pushing cylinder and the smoke pack are arranged on both sides of the conveying end of the synchronous gear belt assembly; The utility model effectively transmits the double cigarette pack on the outlet conveyor belt of the beautiful container along the direction perpendicular to the outlet conveyor belt of the beautiful container, and realizes the side labeling of the double cigarette pack in the transmission process, and can ensure the labeling accuracy, and effectively realizes the one-piece cigarette pack packaging.KeywordsOne-Piece Cigarette Pack, Labeling Machine, Stack Pack, Side PackCopyright © 2023 by author(s) and Hans Publishers Inc. This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言随着国内卷烟市场对卷烟包装的个性化需求越来越高,各种新型的包装方式卷烟产品层出不穷,各式各样的异型卷烟产品层出不穷,如双中支、细支、双内包、天地开、侧开式等新颖的包装方式的卷烟产品获得了很好的市场效果,工厂为了更好地适应市场需求,提出了一种折叠式连体烟包的包装,如图1所示,折叠式连体烟包的包装形式为两包硬盒烟包上下叠层,通过侧面粘贴标签形成上下折叠式连体烟包。
YB65_型包装机推烟板轴向定位装置的改进及应用

置有效降低了圆锥齿轮副间的接触压力,提高了圆锥齿轮的使用寿命,降低了不合格品流入下道工序的风险,也
降低了更换相关零件的频次,节约维修成本的同时也提高了设备的运行效率。
关键词 :YB65型包装机 ;推烟板 ;圆锥齿轮 ;轴向定位
中图分类号 :TS 434
文献标志码 :A
YB65 型包装机将 2 排 5 包的烟包外包裹一张条盒纸, 完成烟包的条盒包装。其推烟机构的圆锥齿轮受结构所限, 易磨损,使用寿命较低。当齿轮发生磨损时,会导致机构运 动不灵活、不准确,初期会偶发不合格烟包流入下道工序的 现象。该现象较难发现,并影响产品质量。后期会造成齿根 断裂,使机构运动失效。修复该机构平均需要 2.5h,是该设 备在使用过程中普遍存在的难题。
34 25 26 27
30 31
28 29
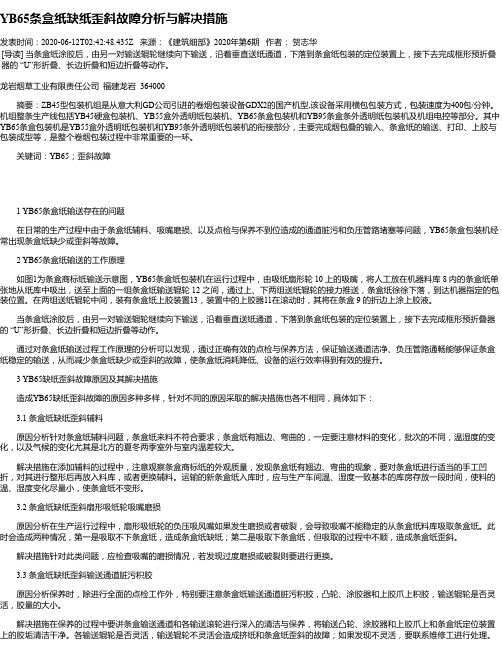
1-弹簧;2-套;3-轴承;4-圆锥销;5-螺钉;6-摆动块;7-扭簧;8-螺钉;9-摆动块;10-紧定螺钉;11-隔套;12-螺钉;13-小板;14-滚动轴承; 15-螺钉;16-支撑板;17-活动推烟板;18-螺钉;19-支架;20-圆锥齿轮与支架组合体;21-圆锥齿轮轴;22-螺钉;23-导向轴;24-推板体;25-滚动 轴承;26-滑套;27-螺钉;28-该文发明的滑座;29-连杆;30-挡板;31-螺钉;32-推力轴承;33-限位螺钉;34-螺母。
参考文献 [1] 黄德良 .ZB25型包装机组 :第1版 [M]. 北京 :中国科学技 术出版社,2001. [2] 成大先 . 机械设计手册 :第5版 [M]. 北京 :化学工业出版 社,2007.
12
17
11 32
13
15
10
2 345
67 89
1
14 33
YB65条盒纸缺纸歪斜故障分析与解决措施
YB65条盒纸缺纸歪斜故障分析与解决措施发表时间:2020-06-12T02:42:48.435Z 来源:《建筑细部》2020年第6期作者:贺志华[导读] 当条盒纸涂胶后,由另一对输送辊轮继续向下输送,沿着垂直送纸通道,下落到条盒纸包装的定位装置上,接下去完成框形预折叠器的 “U”形折叠、长边折叠和短边折叠等动作。
龙岩烟草工业有限责任公司福建龙岩 364000摘要:ZB45型包装机组是从意大利GD公司引进的卷烟包装设备GDX2的国产机型,该设备采用横包包装方式,包装速度为400包/分钟。
机组整条生产线包括YB45硬盒包装机、YB55盒外透明纸包装机、YB65条盒包装机和YB95条盒条外透明纸包装机及机组电控等部分。
其中YB65条盒包装机是YB55盒外透明纸包装机和YB95条外透明纸包装机的衔接部分,主要完成烟包叠的输入、条盒纸的输送、打印、上胶与包装成型等,是整个卷烟包装过程中非常重要的一环。
关键词:YB65;歪斜故障1 YB65条盒纸输送存在的问题在日常的生产过程中由于条盒纸辅料、吸嘴磨损、以及点检与保养不到位造成的通道脏污和负压管路堵塞等问题,YB65条盒包装机经常出现条盒纸缺少或歪斜等故障。
2 YB65条盒纸输送的工作原理如图1为条盒商标纸输送示意图,YB65条盒纸包装机在运行过程中,由吸纸扇形轮 10 上的吸嘴,将人工放在机器料库 8 内的条盒纸单张地从纸库中吸出,送至上面的一组条盒纸输送辊轮 12 之间,通过上、下两组送纸辊轮的接力推送,条盒纸徐徐下落,到达机器指定的包装位置。
在两组送纸辊轮中间,装有条盒纸上胶装置13,装置中的上胶器11在滚动时,其将在条盒 9 的折边上涂上胶液。
当条盒纸涂胶后,由另一对输送辊轮继续向下输送,沿着垂直送纸通道,下落到条盒纸包装的定位装置上,接下去完成框形预折叠器的 “U”形折叠、长边折叠和短边折叠等动作。
通过对条盒纸输送过程工作原理的分析可以发现,通过正确有效的点检与保养方法,保证输送通道洁净、负压管路通畅能够保证条盒纸稳定的输送,从而减少条盒纸缺少或歪斜的故障,使条盒纸消耗降低、设备的运行效率得到有效的提升。
YB65包装机条盒纸吸风头改进 寇伟涛

YB65包装机条盒纸吸风头改进寇伟涛发表时间:2019-08-05T09:17:53.780Z 来源:《基层建设》2019年第15期作者:寇伟涛[导读] 摘要:YB65硬条包装机在运行过程中,因吸盘磨损而造成条盒纸吸不下或吸不好,导致条盒纸在输送过程中出现歪斜、堵塞等现象时有发生,造成设备非正常停机次数增加。
河南中烟工业有限责任公司许昌卷烟厂卷包部河南许昌 461000摘要:YB65硬条包装机在运行过程中,因吸盘磨损而造成条盒纸吸不下或吸不好,导致条盒纸在输送过程中出现歪斜、堵塞等现象时有发生,造成设备非正常停机次数增加。
设备正常运行时经常需要更换吸盘,造成吸盘的备件消耗过大,每台设备1至2个班次就需更换一副新吸盘,这既影响了设备运行效率又增加了辅料及零备件的消耗。
为减少这种情况发生,更换不同厂家的吸盘,但情况仍未好转。
采取怎样的措施才能让吸盘的备件消耗减少、因条盒纸堵塞造成的停机次数减少,这一问题一直未得到有效解决。
关键词:YB65包装机;条盒纸吸风头;改进措施前言YB65条盒纸吸风头和吸盘安装在CT条盒纸扇形吸纸轮上,扇形吸纸辊位于纸库的底部,其功能是将纸库中的硬盒纸吸至输送机构,除吸风头和吸盘外,其结构还包括轴、扇形轮等零件。
条盒纸是由扇形吸纸辊将条盒纸吸取后做往复旋转运动,将条盒纸输送至接纸辊与输送辊之间。
扇形吸纸轮吸纸的吸力,是由于吸盘中有负压,负压由中央供气站集中提供,吸盘中负压有否及负压吸放的快慢是由电器相位和电磁阀来控制的。
一、对于造成吸盘的备件消耗过大,因条盒纸堵塞造成的停机次数增加的原因,我们从以下几个方面进行了分析1、原材料原因GDX2是我国烟草进出口总公司引进意大利GD公司技术制造,实际运行速度400包/分,在工厂的生产布局中长期担任着重要的生产任务,由于车速较高,相应对辅材原料上也有较高的要求。
随着辅材原料在质量上的不断提高,条盒纸的硬度及表面处理等材质特性也不断增加,使得条盒纸在吸取和传送过程中对吸盘的磨损越来越严重,造成吸盘漏气,吸取及输送过程中产生吸取不下或输送歪斜造成条盒纸堵塞。
YB65条盒包装机条盒输送与定位的调整与改进

YB65条盒包装机条盒输送与定位的调整与改进摘要:YB65型条包机在生产中经常会遇到条盒包装不方正.条盒折叠偏斜等现象,既损害产品质量又对下一道生产工序造成了影响,降低了设备有效作业率。
经过观察和分析发现了造成这种现象的主要原因是条盒包装成型时条盒定位不准确,折叠没有发生在条盒预折压痕上造成,所以我们在条盒输送过程中,采取了气动定位,提高了定位精度,解决了上述问题。
关键词:包装方正;折叠偏斜;气动定位1.工作原理条盒包装设备输送采用吸盘负压,从条盒纸库中抽取条盒纸,条盒纸库纸张是由随吸盘移动的托架所支撑,条盒纸由吸盘输送至3个间歇压紧的输送辊上向下输送,条盒纸接着由一对打印辊输送,输送过程中在条盒纸上打印处所需的字体标识,在往下输送过程中条盒纸被涂胶,最后条盒由一对橡胶辊子将条盒压成瓦楞型,掉落到条盒定位器上,由成型框和烟包折叠成型,并由推板送入折叠通道。
2.条盒不方正.折叠歪斜原因分析2.1条盒吸取时歪斜条盒由吸盘吸取,吸盘磨损,会造成两个吸盘不同步,引起条盒歪斜,同时如果吸盘吸风相位不正确也会引起输送过程中提前或滞后释放真空和辊子输送相位不匹配,造成条盒歪斜。
这种情况需更换吸盘和调整吸风相位,吸盘须高于圆弧2mm,相位是辊子输送3mm后断风。
2.2摆动压辊轴端锈蚀造成的影响,由于摆动轴和滑动轴承之间润滑困难,油箱中的油很难润滑到此处,容易生锈,形成轴转动不灵活,继而造成压辊压力不均匀或相位滞后,条盒输送衔接不好,条盒输送歪斜。
为了解决这个问题,在轴套和滑动轴承上打眼安装黄油嘴,加注润滑脂,即可润滑又可防锈,很好的解决了这个问题。
2.3输送辊磨损或磨偏输送辊的磨损或磨偏,使其表面光滑即摩擦系数变小,造成条盒纸的摩擦力减小或不均匀,使条盒纸不能平稳输送。
解决这个问题需根据磨损情况分别更换输送钢辊和橡胶辊以及轴承,按要求调整辊子位置和压力即可。
2.4包装材料原因条盒在纸库中由吸嘴取出后,经过一系列辊压输送最后靠重力下落在包装位置上,由于条盒长距离输送难免发生微量位移和偏斜,所以输送通道左右定位块为使条盒下落顺利不和定位块发生干涉,间距调整为条盒宽度加3mm,由于这3mm的间隙造成条盒对于折叠框位置不准确,所以条盒包装成型基本依靠条盒预折压痕保证。
YB618型硬条及条外透明纸包装机美式包装及拉线形式的改进

YB618型硬条及条外透明纸包装机美式包装及拉线形式的改进吴建军;施忠兵;马万杰【摘要】为提高YB618型硬条及条外透明纸包装机的适应性,实现美式单角边条盒包装及逆时针拉线形式,通过研究分析现有的硬条盒包装技术,对YB618型包装机的包装工艺进行了改进。
利用该机型原有的空间结构,重新设计凸轮机构,改进侧边折叠装置。
保留固定折叠器,取消移动折叠器,由固定折叠器完成宽长边的折叠。
将侧边折叠器设计为移动式折叠器,取消后角折叠动作。
以80条/min (或800包/min)为条件建立Pro/E模型进行运动仿真试验,以验证改进效果。
结果表明:①两个侧边折叠器的运动规律符合相位设计要求,实现了对窄侧边和宽侧边的折叠动作,可用于美式单角边条盒以及逆时针拉线包装。
②改进后凸轮2和3中心轨迹的曲率保持连续,符合凸轮运动要求,其对应的最小内外侧曲率半径均可满足凸轮滚子半径16 mm的结构要求。
③改进后整个机组平均有效运行效率达88.09%,平均噪声80.6 dB,包装品质符合标准要求,机组运行状态良好。
%To adapt YB618 carton overwrapper to American carton format and anticlockwise tear tape, the folding steps in YB618 overwrapper were modified after analyzing the existing folding procedures. The cam mechanisms were redesigned and side folders were modified. The movable folders were removed, two fixed folders were reserved to complete the folding of wide long flaps. Movable side folders were designed for folding the narrow side flaps, the rear flag folding action was no longer needed. The modification was tested by a Pro/E simulation model at 80 carton/min (800 packet/min), the results showed that: 1) Themovement of two side folders satisfied design requirements, and completed the actions for narrow and wide flaps, and applicable to YB618 carton overwrapper for American carton format. 2) The curvature of center trajectories of Cam 2 and Cam 3 was continuous, which met the requirements of cam movement, and their corresponding minimum inside and outside curvature radii satisfied the structure requirements of cam rollers of 16 mm in radius. 3) The average effective running efficiency of modified overwrapper reached 88.09% with average noise level of 80.6 dB, the packaging quality met the requirements of standards, and the machine ran well.【期刊名称】《烟草科技》【年(卷),期】2015(000)008【总页数】6页(P82-87)【关键词】YB618型包装机;透明纸;单角边条盒;拉线;逆时针;折叠器【作者】吴建军;施忠兵;马万杰【作者单位】上海烟草机械有限责任公司,上海浦东金桥出口加工区桂桥路750号 201206;上海烟草机械有限责任公司,上海浦东金桥出口加工区桂桥路750号201206;上海烟草机械有限责任公司,上海浦东金桥出口加工区桂桥路750号201206【正文语种】中文【中图分类】TS434ZB48 型硬盒包装机组是引进德国FOCKE 公司FOCKE 700S硬盒包装机技术的国产化设备,生产能力为800包/min[1-2]。
YB65A型硬条包装机长边折叠中段定位装置的设计与应用

YB65A型硬条包装机长边折叠中段定位装置的设计与应用杨本才;张溦【摘要】For positively positioning carton blank in YB65A cartoner to eliminate folding failures caused by paperboard defects, a device for positioning the long sides was designed, it was arranged between long side folders and fixed guide plates. Driven by a cylinder, the positioning plates in the device moved forward and downward along guide rails to hold the folded long sides in folded shape. The results of application showed that: the device was simple in structure, and convenient in installing and dismantling, the blanks were in positively positioning and the folding of carton blank was effectively ensured. The machine failures caused by passage jam or damage decreased from 2-5 times to 0 per month, the resetting of machine for adapting to carton blanks of different characteristics was avoided, and the machine efficiency increased by 1 percentage point.%为解决YB65A型硬条包装机条盒长边封口折叠时因条盒包装纸折叠压痕及纸质等原因造成折叠定位失效、散开等问题,在条盒长边折叠的中段设计了长边定位装置.该装置位于上下长边折叠器与固定导纸板之间的中段位置,主要由气缸带动定位片沿导向轨向前下运动,从而使定位片限制折叠后条盒长边的张力,保持其成型状态.应用效果表明,该装置定位准确,有效保证了条盒成型,且结构简单,拆装方便.因长边折叠原因造成的条盒通道堵塞、设备零件损坏等故障由原来的2~5次/月降低为0,避免了因纸质差异导致的频繁调整设备等问题,机组有效作业率提高了1百分点.【期刊名称】《烟草科技》【年(卷),期】2012(000)012【总页数】3页(P30-32)【关键词】硬条包装机;条盒;包装纸;长边折叠;定位装置【作者】杨本才;张溦【作者单位】川渝中烟工业有限责任公司长城雪茄烟厂,四川省什邡市蓥华山路南段68号 618400;川渝中烟工业有限责任公司长城雪茄烟厂,四川省什邡市蓥华山路南段68号 618400【正文语种】中文【中图分类】TS434烟草行业目前使用较多的卷烟条盒包装机主要为引进意大利GD公司技术的国产化设备YB65A/YB65,该设备分为软盒硬条与硬盒硬条两种机型。
YB618型硬条提升及条外透明纸美容装置的改进
YB618型硬条提升及条外透明纸美容装置的改进马万杰;施忠兵;张志盛;吴建军【摘要】YB618 carton overwrapper fails to empty timely at the time of machine failure, the cartons stacked in its carton elevating and film shaping device, which results in cartons with unsatisfied appearance and material waste. Instead of the stacking and elevating means, a“one carton one push”carton elevating device was designed. The new device took an independent servo motor as power source, timing belt and rack-and-pinion mechanism for power transmission. Cigarette cartons were elevated at regular interval under the cooperation of sliding guide and fixed guide. Meanwhile, a sixth side shaper was added. The results of application showed that the frequency of machine shutdown caused by carton elevating device decreased by 3 times/month, the amount of damaged cartons, the amount of defective cartons, and the proportion of cartons with appearance defects reduced by 68 carton/month,67carton/month,and 16 percentage points,respectively. The new device effectively promotes the efficiency of packing machines and improves the appearance quality of cigarette cartons.%为解决YB618型包装机堆叠塔提升美容装置因设备故障时无法及时排空,导致烟条外观质量下降、原辅材料浪费等问题,通过改变烟条相互堆叠的提升方式,设计了“一条一推”提升美容装置。
ZB45二号轮铝箔纸内侧两角折叠改进

ZB45二号轮铝箔纸内侧两角折叠改进曾京威; 陈华; 杨猛【期刊名称】《《科技与创新》》【年(卷),期】2019(000)020【总页数】3页(P59-61)【关键词】二号轮; 铝箔纸; 模盒; 折叠块【作者】曾京威; 陈华; 杨猛【作者单位】红云红河集团昆明卷烟厂云南昆明650032【正文语种】中文【中图分类】TS43ZB45是意大利GD公司授权,上海烟草机械有限责任公司制造的硬盒卷烟包装设备,设计生产速度每分钟300包,其以自动化程度高、质量稳定、运行可靠等优点在卷烟生产企业得到广泛应用。
目前红云红河集团昆明卷烟厂有六组YB45小盒包装机用于100 mm细支规格的卷烟包装生产,在生产过程中发现偶有铝箔纸两端皱褶的烟包出现,如图1所示,严重影响了产品质量。
根据生产过程统计和质检反馈,铝箔纸皱褶缺陷烟包普遍存在于细支产品机组中,其中选取单组设备烟包顶端或底端铝箔皱褶质量缺陷统计如表1所示。
根据设备运行原理和过程观察,烟包铝箔纸两端皱褶是在二号轮铝箔纸折叠过程中产生的,有必要对烟包铝箔纸两端皱褶的原因做进一步分析。
铝箔纸在二号轮折叠过程如图2所示,铝箔纸按工艺要求裁切成定长纸块经二号轮与一号轮中间,下落至到位基准。
随后,一号轮推烟板与二号轮随动接烟板夹持烟支组和铝箔纸块,进入二号轮右侧水平工位夹烟包模盒中进行内衬纸即铝箔纸包装。
具体包装折叠过程为:在A工位通过内外两个折叠块旋转90°完成内侧(无搭口侧)两角折叠,在B工位通过侧长边折叠器完成长边1折叠,在C工位通过二号轮内圆结构完成长边2折叠,在D工位通过内外两个折叠块旋转90°完成外侧(搭口侧)两角折叠,在E工位完成顶端和底端两端折叠后送入三号轮。
在生产运行过程中,经过实际跟踪观察发现,铝箔纸两端产生皱褶的位置是在B 工位之前,即在A工位进行内侧两角折叠过程时,所以对A工位铝箔纸内侧两角折叠过程中铝箔纸两端皱褶的原因进行进一步分析。
YB65型香烟条盒包装机涂胶装置改进

YB65型香烟条盒包装机涂胶装置改进摘要:YB45包装机组在生产过程中条包机,经常因胶辊胶量不一致而出现条包开胶、溢胶或因胶垢过多而引起条盒两侧破损等质量缺陷,其主要原因是涂胶装置在经过一段时期运行后,五个涂胶辊产生不同程度的磨损,而这五个涂胶辊是由一个整体式刮板来进行胶量调整的,因此造成五个涂胶辊胶量不一致。
通过对涂胶辊刮胶板的改进,将原来的一个整体刮胶板,改成五个单独调整的刮胶板,保证了五个涂胶辊的胶量一致,较好地解决了条包因胶量不一致所引起的一系列质量缺陷,保证了条包包装质量。
同时降低了调整难度,降低了原辅材料的消耗,提高了设备的有效作业率,减少了维修费用。
关键词:YB65 条盒刮胶板磨损开胶益胶影响质量分体式刮板前言:YB45包装机的条包机涂胶装置,在进行涂胶过程中,经常出现胶量大小不一致的问题。
如上胶量较小,易造成粘贴不牢而开胶,上胶量较大,条盒纸在经折叠通道时,胶水容易被挤出外面并残留在折叠器上及包装通道上,造成条盒有划痕破损等质量问题,不但影响产品的外观质量,而且由于清洁调整造成反复停机,影响了设备的有效作业率。
同时由此所产生的质量问题严重时,要做报废处理,造成了原辅材料的浪费,因此必须对其进行解决。
1 现象:1.1条包条盒纸两侧翼因某一边上胶量较小,可造成开胶,上胶量较大,在经过固定折叠器后,会将多余的胶液挤压出来,而残留在通道上,造成条包端面不方正,且有划痕,同时也影响到条包透明纸的包装效果。
严重时会造成两侧翼刮破,第一提升器阻塞等故障。
如果条盒长边三点因某一点上胶量较小,易造成粘贴不牢而开胶;上胶量较大,在下送过程中会造成定位导轨残留胶垢,及框型折叠器下面残留胶垢,而引起条盒纸下不到位,条包包裹不正等问题,需要频繁停机处理,及清理胶垢,从而降低了设备的效率,增加了原辅材料的消耗。
1.2刮胶板与涂胶辊的间隙要求很小,在0.1mm左右。
因所使用条盒材料不相同,其吸水性也不同;吸水性好的容易调整,而吸水性不好的材料,在上胶后不能将水份很快吸入,包装时就会造成溢胶,因此需将涂胶辊与刮胶板的间隙调小以减少胶量,调整时很难达到每个胶点的胶量要求,这样就增加了调整难度,也容易造成某个涂胶辊的磨损。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YB618机型中条盒纸侧边折叠过程改进
摘要:文章论述了ZB48机型在烟草包装行业的作用,介绍了条盒纸侧边折叠过程及其原理,并通过调试中发现的相关问题,对其工作状态存在的不足进行改进,设计了新型有效的方案,减少了调试周期、降低了调试难度、提高了包装质量。
关键词:烟草包装;条盒纸侧边折叠;工作原理;调试周期
ZB48型硬盒硬条包装机组是目前国内一流的卷烟包装机,由YB48型硬盒包装机、YB518型盒外透明纸包装机及YB618型硬条及条外透明纸包装机等组成,包装速度达到800 包/min,在国内首屈一指。
1 存在的问题
在调试期间发现,ZB48型硬盒硬条包装机组试制样机在调试过程中的故障停机率较高,严重影响了调试进度与难度,停机次数统计见表1。
从表2中可以看到YB618型硬条及条外透明纸包装机每周平均的故障停机次数高达24次,占总体故障停机率的64%,远高于YB48型硬盒包装机的每周平均7.25次(占总体故障停机率19.3%)以及YB518型盒外透明纸包装机的每周平均4.25次(占总体故障停机率16.7%),导致停机时间长,影响调试的整体计划进度,延长了ZB48型硬盒硬条包装机组的调试时间。
之后对YB618型硬条及条外透明纸包装机在调试时一周内的报错原因进行了统计,整理出了调试过程中YB618型硬条及条外透明纸包装机的主要停车原因,见表2。
从表2可以看出,“塔中少薄膜”、“横向输出堆叠塔”以及“条盒重量不足”三种故障次数较高,是YB618型硬条及条外透明纸包装机故障次数多的症结。
经过故障检查后发现,“塔中少薄膜”、“横向输出堆叠塔”以及“条盒重量不足”三种故障都与条盒纸侧边脱开及翻折有关,而YB618型硬条及条外透明纸包装机中负责条盒纸侧边包装的部位在于条盒纸进入一号轮时的上长边折叠变换部件。
2 工作原理
2.1 条盒纸侧边折叠过程简析
YB618型硬条及条外透明纸包装机中负责条盒纸侧面折叠的是上长边折叠变换部件,如图1所示。
上图中的红线标示处就是下长边折叠部件所负责折叠的条盒纸侧面。
当条盒纸进入1号轮后,其状态如下图2中灰框圈出部分所示。
此时下方有一铲板将图2中所标B面折叠,随后烟条随着1号轮的逆时针转动而运动,此时图2中标出的红线面将碰到图2中用A标记出的零件使得烟条侧面被折叠,随后进入上方圆弧板,如图3所示。
当条盒纸侧面脱开的情况发生后,条盒纸侧面容易发生翻折的情况,在经过透明纸包装处时使得透明纸手里不均匀从而多拉走透明纸,造成“塔中少薄膜”的故障情况发生;若未多带透明纸而进行了正常的包装,由于烟条翻折导致其大小尺寸发生变化,从而容易在横向输出处卡主导致“横向输出堆叠塔”的故障情况(即横向输出处积烟)的发生;同时在烟条称重出由于烟条的重量不均匀,从而导致称出的重量不在设定范围之内,发生“条盒重量不足”的故障。
2.2 故障分析
造成盒纸侧面脱开的原因是由于在进入一号轮之前,条盒纸上已有喷胶,通过1号轮的直角旋转,将条盒纸侧边接触使其黏贴,由于800 包/min的转速相当快,因此,通过的时间过短,导致胶水仍未粘牢之前,条盒纸侧边已经失去压力,没有黏住,造成脱开。
而在脱开之后,在1号轮中流转时,脱开的条盒纸因为离上方的圆弧板有一定的间隙,因此,造成条盒纸的翻折。
3 改进方法
3.1 改进对策
分析认为,如果解决YB618型硬条及条外透明纸包装机中条盒纸粘结不住而脱开或翻折的问题,就能减少“塔中少薄膜”、“横向输出堆叠塔”以及“条盒重量不足”三种故障的发生次数,从而减低YB618型硬条及条外透明纸包装机的故障次数。
因此对于条盒纸侧边折叠所存在的问题,设计条盒纸侧边折叠的零件时唯一的方法。
3.2 改进原有零件
改进前后的零件部分结构对比如图4~图7所示,将原本两个零件的接口处改为凹凸口形状,使其在装配时能够交叉拼接,这样能够使条盒在通过喷胶点后进入一号轮之前有足够的时间与平板接触,保证胶水的粘结。
改进前后的实物对照如8和图9所示。
4 结语
进入21世纪,各类卷烟工业等设备都开始趋于自动化、一体化,像ZB48机型的800 包/min的高速卷烟包装机更是首当其冲,如何改进、优化其装配、
调试过程是努力的方向,面对激烈的竞争,我们应当提高自身素质,对国产烟机做出自己的贡献及努力。
参考文献:
[1] 成大先.机械设计手册[M].北京:高等教育出版社,2006.
[2] Neil Sclater,Nicholas P,Chironis(美).邹平(译).机械设计使用机构与装置图册[M].北京:机械工业出版社,2007.。