焊接热影响区针状铁素体的形核长大及其对组织的细化作用
针状铁素体形成对焊接接头组织细化的影响

武汉科技大学硕士学位论文 第I页学校代码:10488学号:07102036硕 士 学 位 论 文针状铁素体形成对焊接接头题 目组织细化的影响专业 材料学研究方向 新型金属材料及其强韧化姓名 万响亮导师 吴开明 教授定稿日期:2010 年 4 月 28 日第II页武汉科技大学 硕士学位论文School Code: 10488Student ID: 07102036 Wuhan University of Science and TechnologyMaster ThesisFerrite Formation on GrainAcicularofSubject: EffectRefinement in High Strength Steel Weld Joint Major: Materials ScienceResearch Field: Phase Transformations in Metals Master Candidate: X. L. WanSupervisor: K. M. WuDate: April 28, 2010武汉科技大学 硕士学位论文 第III 页分类号:密级:UDC :硕 士 学 位 论 文针状铁素体形成对焊接接头组织细化的影响Effect of Acicular Ferrite Formation on GrainRefinement in High Strength Steel Weld Joint万响亮指导教师姓名:吴开明 教授 武汉科技大学申请学位级别: 硕士 专业名称:材料学 论文定稿日期: 2010年4月28日论文答辩日期:2010年6月5日 学位授予单位: 武汉科技大学学位授予日期:答辩委员会主席:刘 静 教 授 评 阅 人:王红鸿 副教授 张莉芹 副教授第IV页武汉科技大学 硕士学位论文武汉科技大学硕士学位论文 第I页摘要焊接是低合金高强度钢能否实现其应用价值的最重要的加工手段。
金属工艺学复习题库
18.金属的塑性变形是在切应力作用下,主要通过滑移来进行的;金属中的位错密度越高,则其强度越高,塑性越差。
19.金属结晶的必要条件是一定的过冷度,金属结晶时晶粒的大小主要决定于其形核率。
20.用于制造渗碳零件的钢称为渗碳钢,零件渗碳后,一般需要经过淬火+低温回火才能达到表面硬度高而且耐磨的目的。
21.珠光体是铁素体和渗碳体组成的机械混合物22.冷变形金属在加热时随加热温度的升高,其组织和性能的变化分为3个阶段,即回复、再结晶、晶粒长大。
23.在实际生产中,常采用加热的方法使金属发生再结晶,从而再次获得良好塑性,这种工艺操作称为再结晶退火。
24.从金属学的观点来看,冷加工和热加工是以再结晶温度为界限区分的25.随着变形量的增加,金属的强度和硬度显著提高,塑性和韧性明显下降,这种现象叫做加工硬化。
26.实验室里开了六个电炉,温度分别为910℃、840℃、780℃、600℃、400℃、200℃,现有材料15钢、45钢、T12钢。
问:若要制作轴,一般选用45钢;进行调质处理(淬火+高温回火);获得回火索氏体;淬火为了获得马氏体,提高钢的强度、硬度和耐磨性,高温回火是为了去除淬火应力,得到稳定的组织,提高综合力学性能,保持较高强度的同时,具有良好的塑性和韧性。
27.Fe-Fe3C相图ECF、PSK的含义,亚共析钢从液态缓慢冷却到室温时发生的组织转变过程:L、L+A、A、A+F、P+F 塑性变形阻力增强,强度、硬度提升,固溶强化。
低碳钢的拉伸曲线:实际结晶温度低于理论结晶温度的现象称为过冷。
理论结晶温度与实际结晶温度之差为过冷度。
冷却速度越大,过冷度越大。
第二章铸造1.灰铸铁的组织是钢的基体加片状石墨。
它的强度比σb比钢低得多,因为石墨的强度极低,可以看作是一些微裂纹,裂纹不仅分割了基体,而且在尖端处产生应力集中,所以灰铸铁的抗拉强度不如钢。
2.灰铸铁为什么在生产中被大量使用?灰铸铁抗压强度较高,切削加工性良好,优良的减摩性,良好的消振性,低的缺口敏感性,优异的铸造性能。
金属工艺学课后习题答案
P(2)一般情况下,车削的切削过程为什么刨削、铣削等平稳?对加工有何影响?答:1.除了车削断续表面外,一般情况下车削过程是连续进行的,不像铣削和刨削,在一次走刀过程中刀齿有多次切入和切出,产生冲击;2.当车几何形状、背吃刀量和进给量一定时,切削层公称横街表面积是不变的;因此车削时切削力基本上不发生变化;3.车削的主运动为工件回转,避免了惯性力和冲击的影响;所以车削过程比铣削和刨削平稳。
连续切削效率高,表面粗糙度等级高,加工精度也高;断续切削效率低,表面粗糙度等级低,加工精度也低。
(14)铣削为什么比其他加工容易产生振动?答:铣刀的刀齿切入和切出时产生冲击,并将引起同时工作刀齿数的增减,在切削过程中每个刀齿的切削层厚度hi随刀齿位置的不同而变化,引起切削层截面积变化,因此在铣削过程中铣削力是变化的,切削过程不平稳容易产生振动。
(19)磨削为什么能达到较高的精度和较小的表面粗糙度值?答:1.磨粒上较锋利的切削刃,能够切下一层很薄的金属,切削厚度可以小刀微米;2.磨削所用的磨床,比一般切削加工精度高,刚度及稳定性较好,并且具有微量进给机构,可以进行微量切削;3.磨削时切削速度很高,当磨粒以很高的切削速度从工件表面切过时,同时有很多切削刃进行切削,每个磨刃仅从工件上切下极少量的金属,残留面积高度很小,有利于形成光洁表面。
(2)试决定下列零件外圆卖面的加工方案:1.紫铜小轴,φ20h7,Ra值为0.8um;粗车→半精车→精车2.45钢轴,φ50h6,Ra值为0.2um,表面淬火49-50HRC。
粗车→半精车→淬火→低温回火→粗磨→精磨(3)下列零件上的孔,用何种方法加工比较合理?1.单件小批生产中,铸铁齿轮上的孔,φ20H7,Ra值为1.6um;钻→粗镗→半精镗2.大批大量生产中,铸铁齿轮上的孔,φ50H7,Ra值为0.8um;钻→扩→拉3.高速三面刃铣刀的孔,φ27H6,Ra值为0.2um;钻→粗镗→粗磨→半精磨4.变速箱体上传动轴的轴承孔,φ62J7,Ra值为0.8um。
材料连接原理范围后答案
材料连接原理范围后答案1.焊接的定义?焊接与机械连接各有何特点?(简08)P1答:焊接是通过加热或加压(或两者并用)使两个分离表面的院子达到晶格距离,并形成金属键而获得不可拆接头的工艺过程。
机械连接技术是指用螺钉、螺栓和铆钉等紧固件将两分离型材或零件连接成一个复杂零件或不见的过程。
相互间的连接是靠机械力来实现的,随机械力的消除接头可以松动或拆除。
2.试从理论上简述怎样才能实现焊接过程?采用什么工艺措施才能实现焊接?(简11)P2答:理论上当两个被连接的固体材料表面接近到时,就可在接触表面上进行扩散再结晶等物理过程从而形成键合达到冶金连接的目的。
措施:(1)对被连接的材质施加压力;(2)对被连接材料加热(局部或整体)3.焊接热源有哪些共同要求?描述焊接热源主要用什么指标?(简05.07.09)P6答:要求:能量密度高、快速实现焊接过程、得到高质量的焊缝和最小的焊接热影响区。
主要指标:最小加热面积、最大功率密度和正常焊接规范条件下的温度。
4.试简述焊接热过程的特点?(简06.10)P74答:加热温度高;加热速度快;高温停留时间短;自然条件下连续冷却5.焊条药皮的作用?P22答:保护作用;冶金作用;改善焊接性6.焊条工艺性能?P22答:焊接电弧的稳定性;焊缝成形;全位置焊接性;飞溅;脱渣性;焊条的熔化速度;药皮发红的程度;焊条发尘量。
7.药芯焊丝特性?答:(1)熔敷速度快,生产效率高(2)飞溅小(3)调整熔敷金属成分方便(4)综合成本低8.烧接焊剂特点?答:优点:(1)烧结焊剂的合金成分灵活性很强;(2)烧结焊剂可以有效降低焊接过程中的氧化烧损情况;(3)烧结焊剂具有良好的焊结工艺性能;(4)烧结焊剂比重小(5)生产过程环保节能、易输入便于回收。
缺点:(1)对焊接参数比较敏感(2)影响化学成分均匀性(3)吸湿性强易受潮,使用前必须严格烘干。
9.试分析说明钛钙型(J422)焊条与碱性低氢型(J427)焊条,在使用工艺性和焊缝力学性能方面有哪些差别?答:其他工艺性能如全位置焊接性,融化系数等差别不大。
焊接接头的组织和性能

.
24
以上就是低合金高强钢焊缝金属可能存在 的几种组织。概括而言,我们希望得到较 多的针状细晶铁素体,不希望得到侧板条 铁素体,先共析铁素体,如果合金成分能 显著增加奥氏体稳定性,降低其分解温度, 这一愿望即可实现。试验表明Mn含量0.8~ 1.0%、Si0.1~0.25%,而Mn/ Si=3~6时,即 可得到细晶铁素体和针状铁素体。我们还 希望得到的贝氏体为下贝氏体,而不希望 产生上贝氏体或粒状贝氏体,以及孪晶高 碳马氏体,其办法是控制
.
25
冷却速度;使在600~450℃区间(贝氏体转变的 高温段)停留时间尽量短,以尽量减少形成粒 状贝氏体和上贝氏体的机会(可控制t8-5来实 现)、降低含C量,使一且发生马氏体转变时
能形成板条状位错型马氏体,它的存在有利 而无害。有资料表明,焊缝含有微量Ti、B有
利形成针状铁素体,而抑制先共析铁素体的 形成,Ti与B同时加入最佳,因为Ti优先和氧 反应对B不被氧化起到保护作用。B凝聚在A
学性能。
.
9
2、焊缝金属的显微组织与性能
低碳钢是亚共析钢,在焊接熔池冷却凝固 的一次结晶完成后,在一定温度下将发生 二次结晶即固态相变,这时的组织应该是 铁素体加少量珠光体。其组织质量分数的 不同和性能的不同取决于冷却速度,即冷 却速度越大,铁素体含量越少,
.
10
珠光体越高,硬度强度也随之增高,且组织 细小。反之则组织变粗,铁素体越多珠光体 越少、硬度强度降低。需要注意的是铁素体 的形态,在不同冷却速度下也是不同的。且 对性能有影响。
低温压力容器、锅炉专业用低合金高强度钢 标准。
.
18
1、低合金高强度钢的焊缝合金化
我们以焊条电弧焊为例来讨论。其实从焊条标
焊接热影响区

焊接热影响区(HAZ)与焊缝不同,焊缝可以通过化学成分的调整、再分配及适当的焊接工艺来保证性能的要求,而热影响区性能不可能通过化学成分来调整,它是在热循环作用下才产生的组织分布不均匀性问题。
对于一般焊接结构来讲,主要考虑热影响区的硬化、脆化、韧化、软化,以及综合的力学性能、抗腐蚀性能和疲劳性能等,这要根据焊接结构的具体使用要求来决定。
焊接热影响区的硬化焊接热影响区的硬度主要决定于被焊钢种的化学成分和冷却条件,其实质是反应不同金相组织的性能。
由于硬度试验比较方便,因此,常用热影响区(一般在熔合区)的最高硬度Hmax判断热影响区的性能,它可以间接预测热影响区的韧性、脆性和抗裂性等。
近年来,HAZ的Hmax作为评定焊接性的重要标志。
应当指出,即使同一组织,也有不同的硬度。
这与钢的含碳量、合金成分及冷却条件有关。
焊接热影响区的脆化焊接热影响区的脆化常常是引起焊接接头开裂和脆性破坏的主要原因。
目前其脆化的形式有粗晶脆化、析出脆化、组织转变脆化、热应变时效脆化、氢脆以及石墨脆化等。
①粗晶脆化。
在热循环的作用下,焊接接头的熔合线附近和过热区将发生晶粒粗化。
晶粒粗大严重影响组织的脆性。
一般来讲,晶粒越粗,则脆性转变温度越高。
②析出脆化。
在时效或回火过程中,其过饱和固溶体中将析出碳化物、氮化物、金属间化合物及其他亚稳定的中间相等。
由于这些新相的析出,使金属或合金的强度、硬度和脆性提高,这种现象称为析出脆化。
③组织脆化。
焊接HAZ中由于出现脆硬组织而产生的脆化称为组织脆化。
对于常用的低碳低合金高强钢,焊接HAZ的组织脆化主要是M-A组元、上贝氏体、粗大的魏氏组织等造成的。
但对含碳量较高的钢(一般≥0.2%),则组织脆化主要是由高碳马氏体引起的。
④ HAZ的热应变时效脆化。
在制造过程中要对焊接结构进行加工,如下料、剪切、冷变成型、气割、焊接和其他热加工等。
由这些加工引起的局部应变、塑性变形对焊接HAZ 脆化有很大的影响,由此而引起的脆化称为热应变时效脆化。
焊接热影响区的性能

焊接热影响区(HAZ)与焊缝不同,焊缝可以通过化学成分的调整、再分配及适当的焊接工艺来保证性能的要求,而热影响区性能不可能通过化学成分来调整,它是在热循环作用下才产生的组织分布不均匀性问题。
对于一般焊接结构来讲,主要考虑热影响区的硬化、脆化、韧化、软化,以及综合的力学性能、抗腐蚀性能和疲劳性能等,这要根据焊接结构的具体使用要求来决定。
01焊接热影响区的硬化焊接热影响区的硬度主要决定于被焊钢种的化学成分和冷却条件,其实质是反应不同金相组织的性能。
由于硬度试验比较方便,因此,常用热影响区(一般在熔合区)的最高硬度Hmax判断热影响区的性能,它可以间接预测热影响区的韧性、脆性和抗裂性等。
近年来,尾巴HAZ的Hmax作为评定焊接性的重要标志。
应当指出,即使同一组织,也有不同的硬度。
这与钢的含碳量、合金成分及冷却条件有关。
02焊接热影响区的脆化焊接热影响区的脆化常常是引起焊接接头开裂和脆性破坏的主要原因。
目前其脆化的形式有粗晶脆化、析出脆化、组织转变脆化、热应变时效脆化、氢脆以及石墨脆化等。
①粗晶脆化。
在热循环的作用下,焊接接头的熔合线附近和过热区将发生晶粒粗化。
晶粒粗大严重影响组织的脆性。
一般来讲,晶粒越粗,则脆性转变温度越高。
②析出脆化。
在时效或回火过程中,其过饱和固溶体中将析出碳化物、氮化物、金属间化合物及其他亚稳定的中间相等。
由于这些新相的析出,使金属或合金的强度、硬度和脆性提高,这种现象称为析出脆化。
③组织脆化。
焊接HAZ中由于出现脆硬组织而产生的脆化称为组织脆化。
对于常用的低碳低合金高强钢,焊接HAZ的组织脆化主要是M-A组元、上贝氏体、粗大的魏氏组织等造成的。
但对含碳量较高的钢(一般≥0.2%),则组织脆化主要是由高碳马氏体引起的。
④ HAZ的热应变时效脆化。
在制造过程中要对焊接结构进行加工,如下料、剪切、冷变成型、气割、焊接和其他热加工等。
由这些加工引起的局部应变、塑性变形对焊接HAZ脆化有很大的影响,由此而引起的脆化称为热应变时效脆化。
大线能量焊接问题

钢板被广泛用于诸如建筑、桥梁、压力容器、储罐、管线和船舶等基础建设和大型建筑中。
建筑构件的大型化和高层化发展趋势要求钢板的厚度增加,同时具有更高的综合性能,包括更高的力学性能、高效的加工性能以及优良的抗腐蚀性能和抗疲劳破坏性能等。
但是,随着钢板强度的提高,其冲击韧度和焊接性能显著下降,焊接裂纹敏感性增加。
特别是随着焊接线能量的提高,传统低合金高强钢的焊接热影响区性能(强度、韧性)恶化,易产生焊接冷裂纹问题,给大型钢结构的制造带来困难。
由于焊接为厚板加工的主要方式,满足大线能量焊接性能也逐步成为各种钢种所具备的一种性能。
所以,在追求高强度的同时,改善钢板的韧性以提高钢板的焊接性能越来越迫切。
提高钢大线能量焊接性能的主要技术手段钢大线能量焊接的主要难点在于其热影响区(HAZ)的强度和韧性随着输入线能量的增大而降低。
因此,HAZ的韧性成为制约钢大线能量焊接的关键因素。
为了解决HAZ的韧性问题,国内外相继开展了大线能量焊接用钢的研究工作,提出的改善韧性的方法主要有降低C含量和Ceq、利用微合金元素和氧化物夹杂细化奥氏体晶粒、获得韧性好的组织如针状铁素体以及贝氏体组织的超低碳钢、通过改进生产工艺提高韧性等。
1 奥氏体晶粒的细化晶粒细化是同时提高钢的强度和韧性的唯一途径。
通过降低奥氏体的晶粒尺寸来增加形核点密度以细化铁素体晶粒的方法已经被广泛研究。
原奥氏体晶粒越细小,HAZ的晶粒也就越小,韧性也就会越好。
在钢中引入微量的合金元素,形成弥散分布的高熔点颗粒。
这些颗粒一方面以“钉轧”的形式阻碍奥氏体晶界的迁移,限制奥氏体晶粒的长大,同时增加了相变过程中的形核点,从而使钢的组织更加细小。
目前研究较多的是Ti元素对高温奥氏体的细化作用。
研究发现,Ti在钢中形成细小弥散的TiN粒子,在焊接热循环过程中有效阻止奥氏体晶粒的长大,促进针状铁素体析出,从而改善HAZ的韧性。
研究人员发现,Nb可以加强Ti的细化作用。
Nb在钢中与N也有着强烈的亲和力,可以取代部分Ti,与N形成(Ti,Nb)N颗粒,其溶解温度在1350℃以上,可以钉轧、拖拽高温奥氏体晶界的迁移。
机械制造基础复习题

机械制造基础复习题机械制造基础复习主要内容第⼀篇⾦属材料知识第⼀章⾦属材料的主要性能1.⼒学性能、强度、塑性、硬度的概念? 表⽰⽅法?⼒学性能(F)——材料在外⼒作⽤下所表现出的特性。
强度(σ)------材料在外⼒作⽤下,抵抗塑性变形和断裂的能⼒。
塑形------材料在外⼒作⽤下,产⽣永久变形⽽不引起破坏的能⼒硬度(布⽒硬度HB&洛⽒硬度H R)------是材料抵抗更硬的物体压⼊其内的能⼒。
2.布⽒和洛⽒硬度法各有什么优缺点?下列情况应采⽤哪种硬度法来检查其硬度?布⽒硬度(H R)优点:测试值稳定,准确度⾼。
缺点:测量费时,压痕⼤,不适合成品检验。
洛⽒硬度(HRC)优点:测试简单、迅速,压痕⼩、不损伤零件,可⽤于成品检验。
缺点:测得的硬度值重复性较差,需在不同部位测量数次。
库存钢材---布⽒硬度硬质合⾦⼑头----洛⽒硬度锻件---布⽒硬度台虎钳钳⼝---洛⽒硬度3.下列符号所表⽰的⼒学性能指标的名称和含义是什么?σb:抗拉强度:抗拉强度是材料在拉断前承受最⼤载荷时的应⼒。
σs:屈服点:屈服点是拉伸试样产⽣屈服时的应⼒。
δ:伸长率:试样拉断后,其标距的伸长与原始标距的百分⽐称为伸长率。
HRC :140kgf主载荷120°的⾦刚⽯圆锥体的压头测得的硬度。
HBS :硬度的⼀种指标。
第⼆章铁碳合⾦1.⾦属的结晶过程,⾦属的晶粒粗细对其⼒学性能有什么影响?如何细化铸态晶粒?形核,长⼤。
⾦属是由许多⼤⼩、形状、晶格排列⽅向均不相同的晶粒所组成的多晶体。
⼀般⾦属的晶粒越细⼩,其⼒学性能越好。
细化的⽅法:变质处理;增⼤过冷度;机械的振动和搅拌;热处理;压⼒加⼯再结晶。
2.什么是同素异晶转变?室温和1100℃时的纯铁晶格有什么不同?在固态下,随着温度的变化,⾦属的晶体结构从⼀种晶格类型转变为另⼀种晶格类型的过程。
室温体⼼⽴⽅晶格;1100℃是⾯⼼⽴⽅晶格。
3.⾦属的晶体结构类型? 铁碳合⾦的基本组织A、F、M、P体⼼⽴⽅和⾯⼼⽴⽅。
焊缝金属中针状铁素体晶粒长大行为

试验用大热输入药芯焊丝选用 Ti-B 系低合金 粉末配以金红石等其它焊剂卷入 0.8 mm (厚) × 12 mm (宽) 低碳钢钢带,在 XZ(T)-CX5-YL3/450 药芯
RA
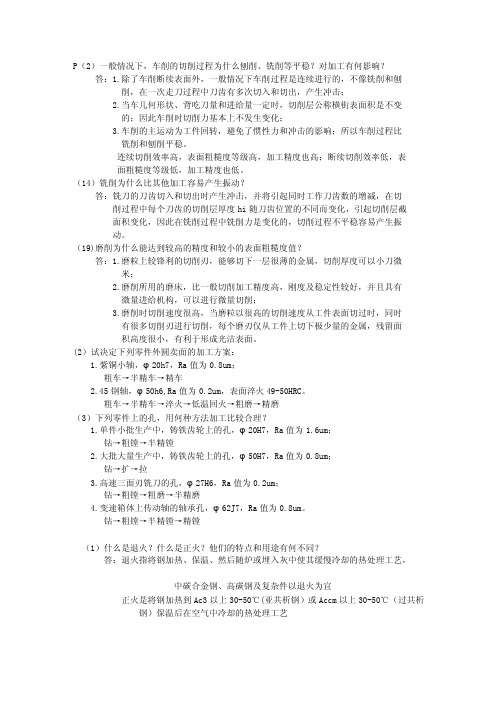
夹杂物 5 μm
(c) fcc 和 bcc 结构相分布图
011 α 111 γ
111 α 011 γ
(d) 箭头起点处铁素体 <011>α 和 <111>α 方向极图
011 α 111 γ
111 α 011 γ
(e) 箭头终点铁素体 <011>α 和 <111>α 方向极图
图 2 热输入 425 kJ/cm 焊缝金属 EBSD 图
文献 [10] 报道了铁素体在相变过程中与奥氏 体保持 K-S 关系,所谓的 K-S 关系为当面心立方结 构 (fcc) 相变至体心立方 (bcc) 结构时,满足 (111)fcc 平行 (011)bcc、[011]fcc 平行 [111]bcc 结构关系变 化时即可认定为 K-S 关系. 由于 AF 晶粒取向在长 大过程不断发生变化,为明确 AF 晶粒在相变过程 中与母相奥氏体间的具体位向关系,通过 EBSD 绘制了 AF 晶粒 K-S 关系的极图,用 < 111 > γ 和 < 011 > α 表示 AF 晶粒相变的惯习面,< 011 > γ 和 < 111 > α 表示 AF 长大方向,图 2c 为 fcc 和 bcc 结 构相分布图,其中晶粒间占小部分的不规则晶粒为 代表 fcc 结构的残余奥氏体组织 (RA),奥氏体取向 关系可通过残余奥氏体获取,占据大部分的灰色晶 粒为代表 bcc 结构的铁素体组织,图 2d 为图 2a 箭 头 1 起点铁素体晶粒 < 011 > α,< 111 > α 方向极 图,在 AF 晶粒形核位置,惯习面 < 111 > γ 和 < 011 > α 取向关系已存在偏差,并且 < 011 > γ 和 < 111 > α
微合金钢焊缝组织中针状铁素体形核与长大驱动力

第 1期
γ
张德勤 ,等 : 微合金钢焊缝组织中针状铁素体形核与长大驱动力
γ
[3]
13
AF )处的活度 ; a 和 aFe分别表示碳和铁在 γ中的
活度 。 1. 2 AF 相变驱动力 KRC 模型的建立
KRC 模型是 Kaufman, Radcliffe 和 Cohen 等人
示为 ΔG = R T x 1n
γ γ 1 aFe a1 γ , γ + ( 1 - x ) 1n γ a aFe γ
( 6)
1 式中 : a 1 和 aFe 分别表示碳和铁在相界面 γ/ (γ +
© 1994-2006 China Academic Journal Electronic Publishing House. All rights reserved.
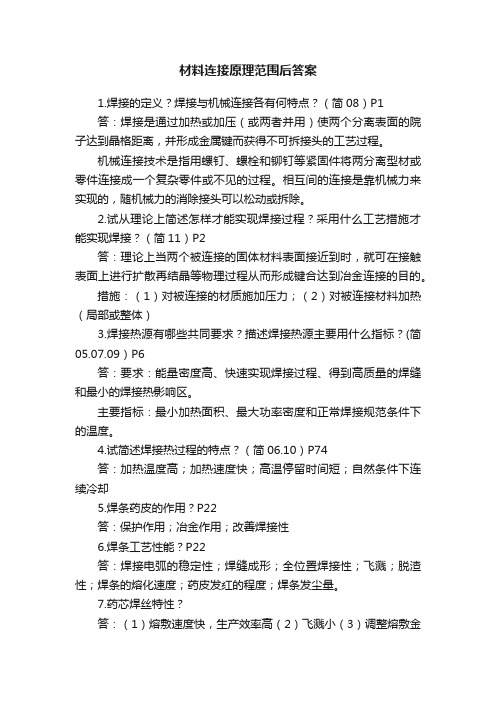
γ
碳原子交互作用能 ,WAF = - 8 373 J /mol 。 图 1、 2 分别是由 KRC 模型计算得到的 AF转变 时相界面两侧的碳浓度随温度的变化曲线 。在相界 面奥氏体的一侧 , 随着转变温度的降低 , 碳浓度增 大 ,而在 AF 一侧的碳浓度则表现为随着温度的降 低而减小 。AF相变时 ,界面两侧碳浓度分布的不均 匀性是由于碳原子从溶解度较小的铁素体中向溶解 度较大的奥氏体扩散的结果 , 这也表明了 AF 的形 核与核长大过程是伴随碳原子的长程扩散过程 。
— xS — — —
— xS
x
γ γ γ
1- Z x 1
γ
ΔHγ - ΔSγ T + 。
RT
—
— xS
( 9) ( 10 )
1n aFe =
Z - 1
1n
1- Z x γ 。 1- x
氧化物冶金工艺的新进展及其发展趋势
氧化物冶金工艺的新进展及其发展趋势摘要:本文首先介绍了氧化物冶金的概念,然后探讨了氧化物冶金机理及氧化物冶金技术的应用,最后阐述了氧化物冶金技术的发展趋势。
关键词:氧化物冶金;技术;发展中图分类号:f416.3 文献标识码:a 文章编号:一、氧化物冶金的概念日本新日铁学者借鉴焊接热影响区(heataffectedzone,haz)中夹杂物可以改善钢组织性能的原理,在1990年第六届国际钢铁会议上提出了氧化物冶金的概念,即在钢液中形成细小、弥散分布、成分可控的高熔点复合夹杂物,以这种均匀、细小的夹杂物作为形核核心析出针状铁素体,来改善钢组织,使其性能得到提高。
二、氧化物冶金机理探讨关于诱导晶内铁素体的形核机理现在还没有统一的认识。
现有的形核晶内铁素体的理论主要有以下四种:l)应变诱导机理应变诱导机理认为,钢中非金属夹杂物的线膨胀系数小于奥氏体的线膨胀系数。
在钢冷却过程中,夹杂物周围的奥氏体晶粒会产生应变,在非金属夹杂物周围形成了较大的应力场,为铁素体形核提供激活能,晶内铁素体在非金属夹杂物上形核、长大。
钢中夹杂物的形核方式多为非均匀形核,mns常常以ti的氧化物为核心析出,晶内铁素体的形核核心往往富含mns,但是mns的热膨胀系数与奥氏体的热膨胀因数非常接近,这是应变诱导机理难以解释清楚的地方。
2)低界面能机理低界面能机理认为,铁素体与钢中非金属夹杂物有较小的错配度,可以降低铁素体形核的界面能,在非金属夹杂物上晶内铁素体形核所需的能量较低,易于形核。
已报道的文献资料证明,晶内铁素体可以以mns、tin、vc、vn作为形核质点形核析出。
这一理论不能解释与铁素体晶格错配度高达8%,具有六方结构的ti2o3诱发晶内铁素体形核这一事实。
3)阳离子空位机理金属基体上的fe及其它金属原子扩散是通过阳离子空位进行的,而所有ti的氧化物都含有阳离子空位。
ti2o3可以作为mns和tin 析出的形核质点,形成的复合夹杂物成为晶内铁素体形核核心。
金属焊接中的相变与组织演变规律研究

金属焊接中的相变与组织演变规律研究金属焊接是一种常见的连接技术,广泛应用于工业制造、建筑和航空航天等领域。
在焊接过程中,金属材料经历了相变和组织演变,这些变化对焊接接头的性能和质量具有重要影响。
因此,研究金属焊接中的相变与组织演变规律对于提高焊接接头的性能和可靠性具有重要意义。
首先,焊接过程中的相变是指金属材料在高温下发生的晶体结构转变。
常见的相变有固溶体的析出和溶解、相变的形核和长大等。
这些相变过程与焊接工艺参数、焊接材料的成分和热循环等因素密切相关。
例如,焊接过程中的快速冷却会导致金属材料中的固溶体析出,形成硬化相,从而提高焊接接头的强度和硬度。
相反,缓慢冷却则有利于固溶体的溶解,使接头具有较好的韧性和可塑性。
其次,焊接过程中的组织演变是指焊接接头中晶体结构的变化。
金属焊接过程中的热输入会引起焊接区域的晶粒长大和晶界迁移,从而改变了晶体的取向和排列方式。
这种组织演变对焊接接头的力学性能和耐腐蚀性能具有显著影响。
例如,在焊接接头的热影响区,晶粒的长大和晶界的迁移会导致晶粒的取向不均匀,从而降低了焊接接头的强度和韧性。
此外,焊接接头中的残余应力也是组织演变的重要结果,它会导致接头的变形和开裂。
为了研究金属焊接中的相变与组织演变规律,研究者们采用了多种实验和数值模拟方法。
实验方法主要包括金相显微镜观察、X射线衍射和电子显微镜等。
这些实验方法可以直接观察到焊接接头中的相变和组织演变现象,并通过显微组织分析和晶体取向测量等手段来定量描述它们的规律。
数值模拟方法则通过建立焊接接头的数学模型,利用有限元分析和相场模拟等技术来模拟焊接过程中的相变和组织演变过程。
这些模拟方法可以预测焊接接头的力学性能和组织结构,并优化焊接工艺参数。
近年来,随着材料科学和计算机技术的发展,金属焊接中的相变与组织演变规律研究取得了许多重要进展。
研究者们不仅探索了焊接接头中的相变和组织演变机制,还提出了一系列改善焊接接头性能的方法。
焊接理论基础习题及答案

第一章焊接化学冶金1、什么是焊接化学冶金?它的主要研究内容和学习的目的是什么?答:焊接化学冶金指在熔焊过程中,焊接区内各种物质之间在高温下的相互作用反应。
它主要研究各种焊接工艺条件下,冶金反应与焊缝金属成分、性能之间的关系及变化规律。
研究目的在于运用这些规律合理地选择焊接材料,控制焊缝金属的成分和性能使之符合使用要求,设计创造新的焊接材料。
2、调控焊缝化学成分有哪两种手段?它们怎样影响焊缝化学成分?答:调控焊缝化学成分的两种手段:1)、对熔化金属进行冶金处理;2)、改变熔合比。
怎样影响焊缝化学成分:1)、对熔化金属进行冶金处理,也就是说,通过调整焊接材料的成分和性能,控制冶金反应的发展,来获得预期要求的焊接成分;2)、在焊缝金属中局部熔化的母材所占比例称为熔合比,改变熔合比可以改变焊缝金属的化学成分。
3、焊接区内气体的主要来源是什么?它们是怎样产生的?答:焊接区内气体的主要来源是焊接材料,同时还有热源周围的空气,焊丝表面上和母材坡口附近的铁皮、铁锈、油污、油漆和吸附水等,在焊接时也会析出气体。
产生:①、直接输送和侵入焊接区内的气体。
②、有机物的分解和燃烧。
③、碳酸盐和高价氧化物的分解。
④、材料的蒸发。
⑤、气体(包括简单气体和复杂气体)的分解。
4、氮对焊缝质量有哪些影响?控制焊缝含氮量的主要措施是什么?答:氮对焊接质量的影响:a在碳钢焊缝中氮是有害的杂质,是促使焊缝产生气孔的主要原因之一。
b氮是提高低碳钢和低合金钢焊缝金属强度、降低塑性和韧性的元素。
c氮是促进焊缝金属时效脆化的元素。
控制焊缝含氮量的主要措施:a、控制氮的主要措施是加强保护,防止空气与金属作用;b、在药皮中加入造气剂(如碳酸盐、有机物等),形成气渣联合保护,可使焊缝含氮量下降到0.02%以下;c、采用短弧焊(即减小电弧电压)、增大焊接电流、采用直流反接均可降低焊缝含氮量;d、增加焊丝或药皮中的含碳量,可降低焊缝中的含氮量。
5、综合分析各种因素对手工电弧焊时焊缝含氢量的影响?答:(1)焊接工艺参数对焊缝含氢量有一定的影响:手工电弧焊时,增大焊接电流使熔滴吸收的氢量增加;增大电弧电压使焊缝含氢量有某些减少。
材料连接原理课后题!
1.焊接热源有哪些共同要求?描述焊接热源主要用什么指标能量密度高度集中,快速实现焊接过程,并保证得到高质量的焊缝和最小的焊接热影响区指标:理想的焊接热源应具有加热面积小、功率密度高和加热温度高等特点.2、试述焊接接头的形成过程及对焊接质量的影响过程:加热熔化冶金反应凝固结晶固态相变3、熔滴比表面积的概念及对焊接化学冶金过程的影响答:熔滴的表面积 Ag 与其质量之比称为熔滴的比表面积 S 。
熔滴的比表面积越大,熔滴与周围介质的平均相互作用时间越长,熔滴温度越高,越有利于加强冶金反应。
4、焊条熔化系数、熔敷系数的物理意义及表达式?真正反映焊接生产率的指标是什么?答:焊条熔化系数gM :在单位时间内熔化的焊芯质量或长度;平均熔敷系数 gH (真正反映焊接生产率的指标),由于损失系数不等于零,单位时间内真正进入焊接熔池的金属质量称为平均熔敷速度。
5. 试简述不锈钢焊条药皮发红的原因?有什么解决措施?原因:不锈钢焊芯电阻大,焊条融化系数小造成焊条融化时间长,且产生的电阻热量大,使焊条温度升高而导致药皮发红。
解决措施:调整焊条药皮配方,使焊条金属由短路过渡转化为细颗粒过渡,提高焊条的融化系数,减少电阻热以降低焊条的表面升温。
6.熔合比的表达式和影响因素?多层焊时,如果各层间的熔合比是固定的,试推导第n 层金属的成分。
在焊缝金属中局部熔化的母材所占的比例称为熔合比θ。
θ= Fp / (Fp +Fd) Fp ——焊缝中母材所占的面积 Fd ——焊缝截面中填充金属所占的面积影响因素:焊接方法、焊接工艺参数、接头尺寸形状、坡口形状、焊道数目及母材的热物理性质、焊接材料种类、焊条(焊丝)的倾角等。
Ww ——焊缝金属中合金元素的实际质量分数;Wb ——该元素在母材中的质量分数Wd ——熔敷金属中该元素的质量分数。
因为 Ww=θWb +(1-θ) Wd W2=θW1+(1-θ) Wd=θ²Wb+(1-θ²)WdW3=θW2+(1-θ) Wd=θ³Wb+(1-θ³)Wd…… Wn=θn Wb+(1-θn )Wd7. 从传热学角度说明临界板厚δcr 的概念?某16Mn 钢焊件,采用手工电弧焊,能量E=15KJ/cm 求δcr ? 由传热学理论知道:在线能量一定的情况下,板厚增加冷却速度Wc 增大,冷却时间t8/5变短,当板厚增加到一定程度时,则Wc 和t8/5不再变化,此时板厚即为临界板厚δcr 。
焊接热输入对SA106C钢管焊接接头组织与性能的影响

- 59 -第4期表1 SA106C钢管化学成分(质量分数,%)焊接热输入对SA106C钢管焊接接头组织与性能的影响曾妍1,孙旭华2,刘云龙1,袁琳1(1.中国石油集团济柴动力有限公司成都压缩机分公司, 四川 成都 610100)(2.塔里木油田分公司英买油气开发部, 新疆 库尔勒 841000)[摘 要] 采用不同的焊接热输入对φ48.26mm×10.16mm的SA106C钢管进行焊接。
通过抗拉试验、冲击试验、金相分析等方法,研究了不同焊接热输入对SA106C钢管组织和力学性能的影响。
结果表明:随着焊接热输入的增大,SA106C钢管的抗拉强度和低温冲击性能先增大后减小,在焊接热输入18.09kJ/cm和22.90kJ/cm下焊接接头具有最优的综合性能,焊接接头组织主要为铁素体和珠光体,随着焊接热输入增大,铁素体逐渐减少而珠光体逐渐增多。
[关键词] 焊接热输入;SA106C钢管;低温冲击;显微组织作者简介:曾妍(1971—),女,四川资中人,专科,工程师,主要研究方向为压缩机焊接工艺管理相关工作。
表2 SA106C钢管力学性能随着石油天然气工业的不断发展,市场对天然气压缩机的排气压力要求越来越高,除了对压缩机的主机部件有较高的质量要求外,对工艺管线的强度、韧性和焊接性提出了愈来愈高的要求[1-2]。
钢管在焊接过程中,焊材和钢管会被强电流瞬间加热到高温熔化,然后迅速由液体结晶凝固成固体,此过程伴随着组织形态、类别、分布等的改变,因此在不同热输入下焊接的SA106C 钢表现出不同的综合力学性能。
在实际生产中,焊接热输入的大小与生产效率往往是矛盾的,为了兼顾效率和质量,有必要通过试验,确定最佳焊接热输入区间值,指导实际现场焊接。
1 试验材料与方法1.1 试验材料本试验母材为φ48.26m m ×10.16m m 的SA106C 钢管,供货状态为正火,组织为铁素体加珠光体,其化学成分和力学性能分别如表1和表2所示。
eh40大热输入钢双丝窄间隙mag焊接头组织与性能
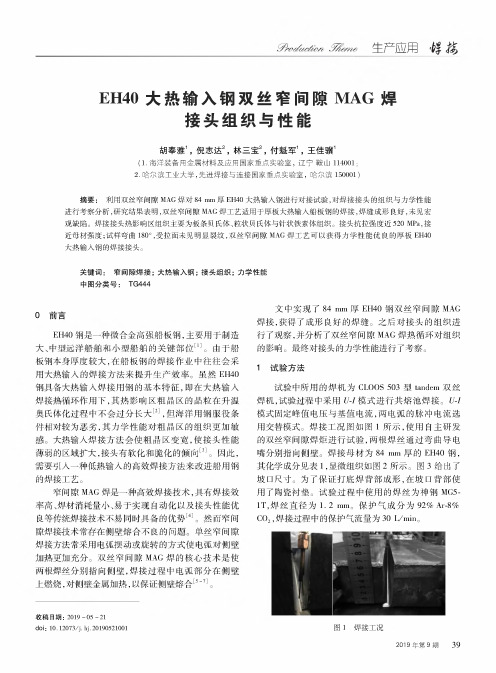
表1 EH40钢化学成分(质量分数,%)
Mn
P
S
Si
N
AG
1.44
0.010
0.002
0.20
0.005
0.034
Nb,V,Ti 微
Ceq
0.35
焊接试验完成后,从焊件中切取金相试样,经打
磨抛光后采用2%硝酸酒精溶液进行腐蚀,之后将试
样置于光学显微镜(OLYMPUS - SZX21)下观察,得到
区域的接头微观组织。在厚度
用了陶瓷衬垫。试验
用的焊丝为神钢MG5-
1T,焊丝直径为1. 2 mm。保护气成分为92% Ar-8%
CO+,焊接
的保护气流量为30 L/min。
收稿日期:2019 -05 -21 doi: 10.12073/j. hj.20190521001
图1焊接工况 2019年第9期 39
暉荡生产应用
C 0.10
的 分。
后焊接头的CGHAZ与先焊接头的
CGHAZ重叠,形成未变再热粗晶区(UACGHAZ);后焊接
头的FGHAZ与先焊接头的CGHAZ重叠,形成过临
热粗晶区(SCRCGHAZ);后焊接头的ICHAZ与先焊接头
的CGHAZ重叠,形成临界再热粗晶区(IRCGHAZ)。
2.2.1凝固区域显微组织
焊缝凝固组织如图8所示,
热
区
(CGHAZ)、细晶区(FGHAZ)和临界区(ICHAZ)。然
乡么必力乡務龙生产应用,殍
而,厚板窄间隙气保焊焊接 为多层单道焊,热影响
区以 固区域经历的热
数增加, 热 ;
的热影响区会互相交叠,使得热影响区的室温组
织变得 复杂"分析接头的组织 ,实际上就是
X80管线钢焊缝金属中的针状铁素体

X80管线钢焊缝金属中的针状铁素体孙咸【摘要】探讨了X80管线钢焊缝中针状铁素体的形成条件、对焊缝韧性的影响及针状铁素体控制机理.结果表明,X80管线钢焊缝组织是大量针状铁素体+少量先共析铁素体的混合组织.在针状铁素体影响因素中,起决定作用的是焊缝的化学成分和冷却速度.焊缝中针状铁素体形态和数量与焊缝韧性之间存在对应关系,焊接热输入对焊缝韧性的影响较复杂,存在一个热输入最佳值.优化的焊缝合金系统和化学成分是控制焊缝针状铁素体形成的必要条件,而合理的工艺方法和焊接参数(含热输入)则是控制针状铁素体形成的充分条件.【期刊名称】《电焊机》【年(卷),期】2019(049)006【总页数】8页(P1-8)【关键词】针状铁素体;焊缝金属;韧性;热输入;X80管线钢【作者】孙咸【作者单位】太原理工大学焊接材料研究所,山西太原030024【正文语种】中文【中图分类】TG113.12;TG457.60 前言X80管线钢是采用超低碳、微合金、控轧控冷技术生产的以针状铁素体组织为主的高强高韧性钢种,是石油天然气输送管道工程中的基本选材,已在西气东输二线管道工程建设中应用。
该钢在国外已经使用了30多年,但在我国的研制及应用起步较晚。
虽然一些单位在掌握该钢焊接工艺方面积累了一定的经验,但随着应用的进一步扩大,该钢焊接接头的使用性能仍然暴露出一些问题。
除了高速埋弧焊易产生气孔、夹渣等缺陷之外,主要是焊缝和热影响区的韧性问题,如对焊接条件敏感、易受热输入的影响等。
有单位反映,X80厚壁管埋弧焊焊缝韧性波动,严重影响接头的使用性能。
关于X80管线钢焊接方面的研究日渐增多,涉及接头使用性能的文献多以热影响区组织性能变化为主,针对焊缝组织研究的甚少。
其实焊缝组织性能对接头很重要,工艺条件(含热输入)不仅影响热影响区韧性,对焊缝韧性亦有明显影响。
为此论文特意将X80钢焊缝中的针状铁素体组织与焊缝韧性相联系,探讨针状铁素体的形成条件、影响因素及控制机理。
《金属熔焊原理及材料焊接》习题答案
《金属熔焊原理及材料焊接》习题答案绪论一、填空题1.连接金属材料的方法主要有____________、____________、____________、____________等形式,其中,属于可拆卸的是___________、____________属于永久性连接的是____________、____________。
2.按照焊接过程中金属所处的状态不同,可以把焊接分为___________、___________ 和__________三类。
3.常用的熔焊方法有_____________、_______________、_______________等。
4.焊接是通过____________或___________或两者并用,用或不用______________,使焊件达到结合的一种加工工艺方法。
5.压焊是在焊接过程中,必须对焊件施加___________,以完成焊接的方法。
二、判断题(正确的划“√”,错的划“×”)1.焊接是一种可拆卸的连接方式。
﹙﹚2.熔焊是一种既加热又加压的焊接方法。
﹙﹚3.钎焊是将焊件和钎料加热到一定温度,使它们完全熔化,从而达到原子结合的一种连接方法。
﹙﹚4.钎焊虽然在宏观上也能形成不可拆卸的接头,但在微观上与压焊和熔焊是有本质区别的。
﹙﹚5.焊接接头由焊缝和因焊接热传递的影响而产生组织和性能变化的焊接热影响区构成。
﹙﹚6.焊接是通过加热或加压,或两者并用,用或不用填充材料,使焊件达到原子结合的一种方法。
﹙﹚答案一、填空题1.螺纹连接键连接铆接焊接螺纹连接键连接铆接焊接2.熔焊钎焊压焊3.气焊焊条电弧焊 CO气体保护焊24.加热加压填充材料5.压力二、判断题1.×2.×3×4.√5.√第一章焊接热源及其热作用一、填空题1.常用焊接热源有_____________热、_____________热、_____________热、_____________和_____________等。