038鼻氧管工序作业指导书
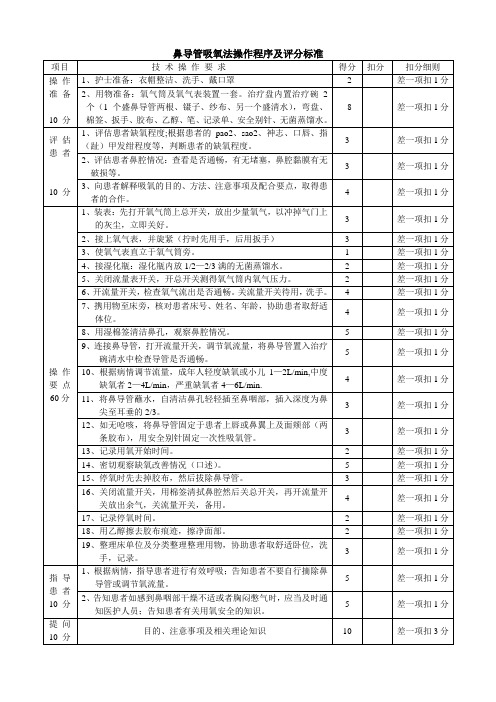
鼻导管吸氧法操作程序及评分标准
患者
10分
1、评估患者缺氧程度;根据患者的pao2、sao2、神志、口唇、指(趾)甲发绀程度等,判断患者的缺氧程度。
3
差一项扣1分
2、评估患者鼻腔情况:查看是否通畅,有无堵塞,鼻腔黏膜有无破损等。
3
差一项扣1分
3、向患者解释吸氧的目的、方法、注意事项及配合要点,取得患者的合作。
4
差一项扣1分
操作
3
差一项扣1分
13、记录用氧开始时间。
2
差一项扣1分
14、密切观察缺氧改善情况(口述)。
5
差一项扣1分
15、停氧时先去掉胶布,然后拔除鼻导管。
差一项扣1分
16、关闭流量开关,用棉签清拭鼻腔然后关总开关,再开流量开关放出余气,关流量开关,备用。
4
差一项扣1分
17、记录停氧时间。
2
差一项扣1分
18、用乙醇擦去胶布痕迹,擦净面部。
2
差一项扣1分
6、开流量开关,检查氧气流出是否通畅。关流量开关待用,洗手。
4
差一项扣1分
7、携用物至床旁,核对患者床号、姓名、年龄,协助患者取舒适体位。
4
差一项扣1分
8、用湿棉签清洁鼻孔,观察鼻腔情况。
5
差一项扣1分
9、连接鼻导管,打开流量开关,调节氧流量,将鼻导管置入治疗碗清水中检查导管是否通畅。
差一项扣1分
提问10分
目的、注意事项及相关理论知识
10
差一项扣3分
5
差一项扣1分
10、根据病情调节流量,成年人轻度缺氧或小儿1—2L/min,中度缺氧者2—4L/min,严重缺氧者4—6L/min.
4
差一项扣1分
11、将鼻导管蘸水,自清洁鼻孔轻轻插至鼻咽部,插入深度为鼻尖至耳垂的2/3。
八给氧法给氧法鼻导管

·确定患者,取得其配合,并 缓解紧张情绪
·用手电筒检查鼻腔黏膜及有 无鼻中隔弯曲
·根据病情决定氧疗的种类, 并按需要调节氧流量
·观察鼻导管对皮肤是否有损 伤
·固定:将导管环绕患者耳部向下放置,根据情况调整 松紧度
·固定松紧度要适宜,以防导 管太紧引起皮肤损伤
·按医嘱流量供给患者氧气 ·告诉患者不要用口呼吸
·打开氧气流量表的流量调节开关,检查氧气流出是 否通畅,有无漏气
·关紧流量调节开关,推至病房待用
·注意用氧安全
·吸氧前准备: ·根据患者的病情和动脉血气分析数值选择适当的吸 氧方法 ·根据病情,确认改善动脉血氧分压及二氧化碳分压 的指标 ·确认给氧浓度及氧流量 ·选择适合医嘱给氧流量的吸氧方法
3.备齐用物,携至患者床边 4.核对床号、姓名,向患者说明氧气的吸入方法,取得
·氧气筒内氧气不可用尽
·物品应分类消毒,以防交叉 感染
实验八 给氧法(鼻导管)
目的 提高动脉血氧分压(PaO ),增加组织的供氧量,减轻呼吸肌、心肌的负 2 担。
对象 低氧血症,即血氧饱和度在 90%以下者;虽然有血氧含量低和轻度换气障
碍,但并不需要呼吸管理气管插管和使用人工呼吸机的患者;心肌梗死、
心力衰竭、休克等状态的患者;手术后容易陷入缺氧状态的患者。
患者的配合。告诉患者不要卸下给氧管及给氧面罩。 督促患者把呼叫器放置在手边,在需要时及时呼叫护 士 5.协助患者取半坐卧位或仰卧位,头偏向护士一侧 6.鼻导管给氧法 ·检查鼻腔,并用湿棉签清洁鼻腔
·将双侧鼻导管与湿化瓶出口相连接,打开流量表开关, 确定氧气流出通畅后,调节好氧流量
·将鼻导管插入患者双侧鼻孔 1cm,动作轻柔,以防引起 黏膜损伤
签,胶布,弯盘,氧记录单,笔,安全别针,扳手, 管道氧气装置或氧气筒及氧气表装置
鼻导管吸氧(SOP)

鼻导管吸氧标准操作规程(SOP)【目的】纠正和改善各种病因导致的机体低氧血症。
【适应证】各种原因引起的低氧血症特别是动脉氧分压小于60mmHg的病人。
如:急性和慢性呼吸衰竭、重症肺炎、肺心病、心力衰竭、脑中风、休克等。
【禁忌证】氧疗无绝对禁忌证,但是已有氧中毒者不适宜氧疗。
【氧疗操作步骤】1、准备用物:方盘、湿化瓶(内装200ml凉开水)、双鼻孔吸氧管、棉枝、水杯;2、病人准备:向病人解释,清洁病人双鼻孔;3、安装湿化瓶:左手向右转中心吸氧口的开关,右手持湿化瓶对准吸氧口稍用力装上,随即左手松开,并检查湿化瓶是否安装牢固,接上吸氧管;4、检查氧气通道是否通畅:拧开湿化瓶上的流量表开关,确定氧气流出通畅,把吸氧管置于装有水的水杯里,有气泡出现则表示通畅;5、按需调节氧流量:低流量:1-2升/分;中流量:3-4升/分;高流量:5-6升/分;6、湿润双鼻孔吸氧管前端,把氧管插入病人双侧鼻腔,胶布固定好氧管;7、记录用氧时间,观察用氧情况;8、评价、记录。
【注意事项】1.选择适宜的鼻导管,注意鼻导管有无漏气和破损。
2.氧管各个接口处是否漏气和脱落。
3.确认鼻导管接入氧气阀,而不是负压吸引阀门。
4.检查湿化瓶是否加入湿化水。
5.氧气流量的控制,氧气流量的高低应以基本改善病人的缺氧状态为准,可以参考手指血氧饱和度检测的结果确定,但是肺心病合并2型呼吸衰竭时应给予持续低流量吸氧。
【并发症】1.氧中毒,是氧疗的严重并发症,多在长时间高流量和吸入纯氧时发生。
2.眼睛球后视网膜纤维变性致使永久性失明,特别容易发生于新生儿。
3.肺心病2型呼吸衰竭吸入高流量氧可致昏迷。
【参考依据】《基础护理学》全国中等卫生学校教材【附件】鼻导管吸氧流程图开始用物准备环境准备安装检查病人准备输 氧停 氧。
氧气管道安装安装作业指导书

氧气管道安装安装作业指导书一、安全要求和注意事项1.1 安全要求安装氧气管道需要具备以下安全要求:- 按照国家有关安全规定进行操作;- 检查所需工具的是否合格和完好;- 佩戴个人防护装备,如安全帽、防护眼镜、耳塞等;- 了解氧气的特性和危险性;- 工作区域必须保持清洁和干燥,预防绊倒和溅洒事故。
1.2 注意事项在氧气管道安装过程中,需要注意以下事项:- 避免和可燃物接触;- 应避免使用有油脂或容易起火的物品;- 架设氧气管道时需要避开高温设备和容易受热的物体;- 不得随意更改氧气管道的连接件和安装位置;- 不得在有尘埃烟雾的环境下进行操作。
二、材料和工具准备2.1 材料准备安装氧气管道所需的材料包括:- 氧气管道:应选用能满足工作压力和流量要求的合格管道;- 管件:需要选择适合的连接件,保证连接牢固;- 密封材料:用于管道连接处的密封,防止氧气泄漏;- 固定件:用于固定管道,保证稳定。
2.2 工具准备安装氧气管道所需的工具包括:- 扳手:用于拧紧螺母和螺栓;- 剪刀:用于切割密封材料;- 手电钻:用于打孔;- 计量工具:用于测量管道长度和角度。
三、作业流程3.1 测量和设计在开始安装氧气管道之前,需要进行测量和设计,确定管道的长度、位置和布局。
- 测量:使用计量工具测量管道需要布置的长度,并考虑连接件的空间需求;- 设计:根据现场情况和氧气供应需求,设计管道的布局和连接方式。
3.2 准备工作在进行实际安装之前,需要完成以下准备工作:- 清洁工作区域:清除工作区域的杂物和灰尘,确保安装环境干净;- 检查工具:检查使用工具的完好性和合格性;- 检查材料:检查所需的材料是否齐全和符合要求。
3.3 安装管道按照设计好的布局和连接方式,进行氧气管道的安装。
- 选择合适的管道和连接件;- 使用扳手和螺丝刀拧紧连接件;- 使用密封材料进行密封,防止氧气泄漏;- 使用固定件固定管道,保证稳定性;- 过程中要注意连接的牢固性和紧密度,防止氧气泄露。
鼻氧管作业流程图

产品名称:鼻氧管 仓库
仓库发料
产品工艺流程图 文件编号: 生产部 品质部
使用表单
注塑生产 鼻插 调节器 5.0接头 三叉接头 自检
领料单 生产指令单 CAR品质异常单 BOM材料表 作业指导书
注
重新调整
NG
首件检验
QC报表 塑
注塑批量生产
OK
入库单
作
半成品
业
流 NG
不良品区 制程检验
程 返工
继续生产
图
OK NG
半成品
NG
不良品区
入库检验
返工 OK
入库
编制:
审核:
批准:
日期:
宁波蓝柏医疗器械有限公司
产品名称:鼻氧管 仓库仓库发料产品工源自流程图 文件编号: 生产部 品质部
使用表单
拉管生产
5.0mm软管
自检
领料单 生产指令单 CAR品质异常单 BOM材料表 作业指导书
拉 重新调整 管 OK
拉管批量生产
NG
首件检验
QC报表 入库单
作
业
半成品
流 NG 不良品区 程 OK 图 继续生产 制程检验
半成品
不良品区
NG
入库检验
返工挑选 OK 产品入库
编制:
审核:
批准:
日期:
鼻导管吸氧法操作规程

鼻导管吸氧法操作规程用物管道氧气装置或氧气筒及氧气压力表装置,必要时备扳手一把。
治疗盘内备小药杯(内盛冷开水)、纱布、鼻导管、镊子、弯盘、玻璃接头、棉签、胶布、别针、橡皮筋。
用氧记录单、笔。
松节油、乙醇。
操作方法安装氧气表:将氧气筒置于氧气架上,打开总开关,使小量氧气从气门流出,将气门处灰尘吹净,随即迅速关好,然后将表向后倾斜,接于气门上,先用手初步旋好,再用扳手旋紧。
使氧气表直立于氧气筒上。
检查有无漏气。
将橡皮管一端接湿化瓶,一端接氧气表。
接上鼻导管,关紧流量开关,打开总开关,再开流量表开关,检查氧气有无漏气及鼻导管是否通畅和全套装置是否完好适用。
最后关上流量开关,取下鼻导管放于弯盘内。
将氧气及备齐的用物携至床旁,放于便于操作位置,核对,向病人做好解释,以取得合作。
检查鼻腔有无分泌物堵塞及异常,用棉签蘸冷开水清洗鼻腔。
操作者右手持镊子夹住鼻导管前端,左手用纱布夹托鼻导管,测量鼻尖至耳垂的2/3长度(8-10cm),用胶布定位作标记,将鼻导管前端用清水湿润后,自鼻孔向上后方向轻轻插入至病人鼻咽部。
如无呛咳现象,即用胶布固定于上唇或鼻翼两侧及面颊部。
视病情轻重调节流量:轻度缺氧者一般每分钟1-2升,中度缺氧者每分钟2-4升,严重缺氧者每分钟4-6升,婴幼儿每分钟1-2升。
连接鼻导管,用别针将输氧管固定于枕上。
记录给氧开始时间及流量。
操作者签名。
整理病人床单位。
清理用物。
观察病情及吸氧效果。
停用氧气时,带小治疗盘,内置纱布、弯盘,必要时备棉签、松节油。
注意事项注意安全,切实做好四芳:防震、防火、防高热及防油。
氧气筒内氧气是以150个大气压灌入的,筒内压力很高,在搬运及放置氧气筒时要稳当,避免撞击、顷倒,防止爆炸。
氧气筒应放于阴凉处。
在氧气筒周围严禁烟火及放置易燃品,至少距离火炉5米,暖气1米,以防引起氧气助燃,导致爆炸。
氧气压力表、减压阀绝对禁油,也不能在氧气筒的螺旋或扳手上抹油。
否则,高压氧通过时会引起燃烧爆炸。
吸氧(鼻导管、面罩)操作流程与评价标准
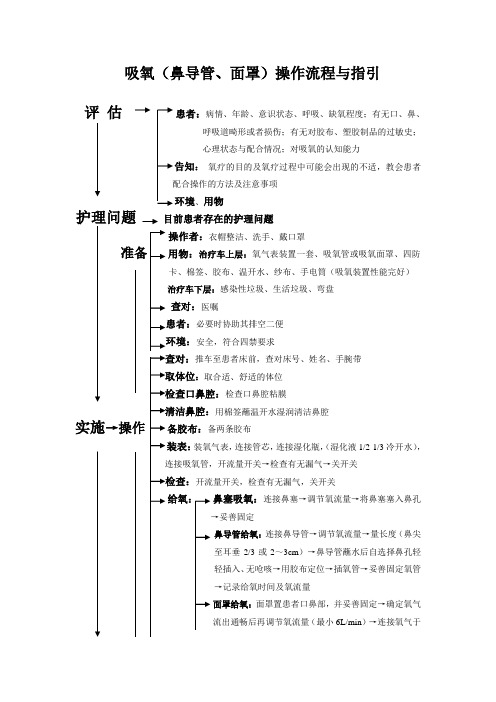
吸氧(鼻导管、面罩)操作流程与指引评估患者:病情、年龄、意识状态、呼吸、缺氧程度;有无口、鼻、呼吸道畸形或者损伤;有无对胶布、塑胶制品的过敏史;心理状态与配合情况;对吸氧的认知能力:氧疗的目的及氧疗过程中可能会出现的不适,教会患者环境、用物护理问题目前患者存在的护理问题操作者:衣帽整洁、洗手、戴口罩准备用物:治疗车上层:氧气表装置一套、吸氧管或吸氧面罩、四防卡、棉签、胶布、温开水、纱布、手电筒(吸氧装置性能完好)治疗车下层:感染性垃圾、生活垃圾、弯盘查对:医嘱必要时协助其排空二便安全,符合四禁要求推车至患者床前,查对床号、姓名、手腕带:取合适、舒适的体位检查口鼻腔粘膜用棉签蘸温开水湿润清洁鼻腔实施→操作备胶布:备两条胶布装表:装氧气表,连接管芯,连接湿化瓶,(湿化液1/2-1/3冷开水),开流量开关,检查有无漏气,关开关鼻塞吸氧:连接鼻塞→调节氧流量→将鼻塞塞入鼻孔鼻导管给氧:连接鼻导管→调节氧流量→量长度(鼻尖至耳垂2/3或2~3cm)→鼻导管蘸水后自选择鼻孔轻轻插入、无呛咳→用胶布定位→插氧管→妥善固定氧管→记录给氧时间及氧流量面罩给氧:面罩置患者口鼻部,并妥善固定→确定氧气流出通畅后再调节氧流量(最小6L/min)→连接氧气于面罩的进气接口→记录给氧时间及氧流量头罩罩在婴幼儿头部→调节氧流量→连接氧气于头罩的进气孔上分离吸氧管→调节氧流量→连接吸氧管→观察、记录给停氧:分离吸氧管,关闭氧流量开关,取下吸氧装置,记录停氧:患者取舒适体位,整理床单位;用物妥善清理、归原;洗手观察记录氧疗起止时间、氧疗效果等宣教针对护理问题进行宣教,交待注意事项效果评价患者:患者/家属对所做的解释及提供的护理满意,患者的缺氧症状改善,无不良反应发生;掌握宣教的内容操作:操作规范、熟练;选择的氧疗方法符合病情需要指引:一、操作要点:1、注意安全用氧,严格遵守操作规程,做到“四防”,即防震、防火、防热、防油。
氧气筒内压力很高,搬运时避免倾倒撞击,防止爆炸;氧气筒周围严禁烟火和易燃品,放于阴凉处,至少距火炉5m、距暖气1m,以防引起爆炸;氧气表及螺旋口上勿涂油,避免有引起燃烧的危险。
【最新资料】038鼻氧管工序作业指导书

【最新资料】038鼻氧管工序作业指导书文件编号:L KS STP JS 038 C R00 1/8兰州康顺医药器械有限公司医疗器械生产质量管理文件鼻氧管作业指导书制订人:技术科审核人:批准人:发布日期:年月日实施日期:年月日文件编号:L KS STP JS 038 C R00 2/8鼻氧管作业指导书相关文件目录序号文件名称文件编号备注1 鼻氧管工艺流程图2 工艺卡3 工艺过程卡4 一次性使用鼻氧管企业标准Q/LKS001-20115 一次性使用鼻氧管产品图纸6 医疗器械工艺规程通则L KS STP JS 018 C R007 组装作业指导书LKS STP JS 008 C R008 内包装作业指导书L KS STP JS 006 C R009 外包装作业指导书L KS STP JS 007 C R0010 检漏作业指导书L KS STP JS 002 C R0011 环氧乙烷灭菌作业指导书L KS STP JS 012 C R0012 一次性使用鼻氧管检验操作规程L KS STP JS 023 C R0013 医用软聚氯乙烯导管质量标准及检验规程L KS STP JS 028 C R0014 医疗器械工艺规程通则L KS STP JS 018 C R0015 清场管理规程LKS SOP SS 013 C R0016 环氧乙烷解析管理制度LKS SOP SS 047 C R001718192021文件编号:L KS STP JS 038 C R00 3/8工艺卡执行部门工艺卡产品编号LKS/ZYS-08 产品名称鼻氧管组装车间环境工艺要求在十万级净化车间内生产工艺装备周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机生产前准备生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直外协件零配件鼻塞、三通、锁套、氧气接头质量控制明细泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量工序号工序名称工艺要求相关文件工艺装备及资源工序控制类别工艺环境1 组装确认已清场合格、各种标识符合规定;确认所需配件、导管齐全、无误;应严格按照产品图纸进行组装;涂层均匀,粘接后平整、无胶液溢出表面;涂胶时,应将配件涂胶部位在容器口上旋转360º使粘接剂涂层均匀后,配件之间连接时也应进行旋转使之涂胶均匀;组装作业指导书、产品图纸不锈钢产品架、不锈钢工作台、周转箱关健工序十万级净区产品应按规定进行粘接剂的固化,一般产品固化时间为2至3小时,2高频制袋确认已清场合格、各种标识符合规定;确认所需配件、薄膜、导管齐全、无误;应严格按照产品图纸进行制袋;要求:热合线应平整、均匀、透明、严密,无虚焊、无泄漏、无打火袋头、袋尾应端正;高频制袋作业指导书产品图纸高频机、工作台关健工序十万级净区文件编号:L KS STP JS 038 C R00 4/8工艺卡执行部门工艺卡产品编号LKS/ZYS-08 产品名称鼻氧管组装车间环境工艺要求在十万级净化车间内生产工艺装备周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机生产前准备生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直外协件零配件鼻塞、三通、锁套、氧气接头质量控制明细泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量工序号工序名称工艺要求相关文件所需工艺装备及资源工序控制类别工艺环境3 检漏检堵确认检漏用洁净空气符合规定;检漏压力:0.03-0.05MPa充气时间2至3秒;检查接处是否渗检漏作业指检漏工作台关健工序十万级净区漏;检查产品有无堵塞;应对检出的不合格品进行有效标识和隔离;导书4 检验外观检验;管路:外表光滑、壁厚均匀,手感弹性良好,无杂质等缺陷;管路与零配件之间以及零配件之间配合良好;零配件表面光滑、无飞边、毛刺,无黑点杂质,内孔应畅通;产品装配后应牢固,不得有松动,脱落等现象、薄膜色泽应透明、光亮、均匀,表面平整,不允许有皱折、有明显的水纹、云雾、气泡、穿孔、破裂、杂质、鱼眼等缺陷、拉伸强度:15N的静拉力,持续15S产品标准拉力器十万级净区文件编号:L KS STP JS 038 C R00 5/8工艺卡执行部门工艺卡产品编号LKS/ZYS-08 产品名称鼻氧管组装车间环境工艺要求在十万级净化车间内生产工艺装备周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机生产前准备生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直外协件零配件鼻塞、三通、锁套、氧气接头质量控制明细泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量工序号工序名称工艺要求相关文件工艺装备及资源工序控制类工艺环境别5 内包装中包装确认已清场合格、各种标识符合规定;确认封口机温度达到要求方可开始封口;确认包装袋与产品相符;热合线应严密、均匀、平整、无破损、无泄漏、内外表面洁净无异物;产品的包装应平整、无打折、无扁瘪;应在包装袋指定位置打印确认过的“生产批号”、“生产日期”、“失效年月”;内包装作业指导书连续封口机特殊过程十万级净区6 外确认已清场合格、外打包一包装各种标识符合规定;包装箱需标明名称、规格、数量、批号、生产日期、失效年月、灭菌批号;产品装箱量:300套;每箱应附产品说明书、合格证;包装作业指导书机般控制区文件编号:L KS STP JS 038 C R00 6/8工艺卡执行部门工艺卡产品编号LKS/ZYS-08 产品名称鼻氧管组装车间环境工艺要求在十万级净化车间内生产工艺装备周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机生产前准备生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直外协件零配件鼻塞、三通、锁套、氧气接头质量控制明细泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量工序号工序名称工艺要求相关文件所需工艺装备及资源工序控制类别工艺环境7 灭菌灭菌温度在53±3℃;相对湿度30%-80%之间加药量:1.9kg/3m3=625mg/L;灭菌时间:10小时灭菌结束确认灭菌指示片变色符合规定;环氧乙烷灭菌作业环氧乙烷灭菌器特殊过程一般控制区产品灭菌时的码放方式符合规定;确认生物指示片放置在指定位置;确认灭菌过程符合规定,并进行自动记录;指导书8 解析对进入解析区的产品进行有效标识;检验合格后方可入库;按工艺要求进行换气;环氧乙烷解析管理制度关健工序一般控制区9 检验产品最终检验10 入库合格品入库工 艺 过 程 卡检查合格 入库依据生产指令、产依据产品图纸对依据生产指令、依据生产依据产品图纸、各部件按#按尺寸在输氧管上打孔后,#按产品图纸给耳挂套上锁套、#总装:输氧管与三通、氧气接头之#检漏外观 中内包装、印制生产批外包装环氧乙环氧乙鼻氧管工艺流程图检漏、中间品下料 组装# 脱外包内包装脱外包外协件 清洗#聚氯乙注塑#拉管# QCQC装箱EO灭菌解析#入库QC检验注:框内为10万注:特殊过程※、关健工序#以下是附加文档,不需要的朋友下载后删除,谢谢顶岗实习总结专题13篇第一篇:顶岗实习总结为了进一步巩固理论知识,将理论与实践有机地结合起来,按照学校的计划要求,本人进行了为期个月的顶岗实习。
鼻氧管输氧流程操作

鼻氧管输氧流程操作英文回答:Procedure for Administering Oxygen via Nasal Cannula. Materials:Nasal cannula.Oxygen source (e.g., oxygen tank or concentrator)。
Flowmeter.Humidifier (if desired)。
Steps:1. Verify oxygen source and equipment: Ensure that the oxygen tank or concentrator is properly connected and functioning and that the flowmeter is calibrated.2. Assess patient: Check the patient's respiratory status, including rate, depth, and pattern. Auscultate breath sounds and note any adventitious sounds.3. Select appropriate cannula size: Choose a cannula that is appropriately sized for the patient's nostrils. Typically, a cannula with a bore size of 2-4 L/min is used for adults.4. Prepare cannula: Inspect the cannula for any damage or defects. Moisten the cannula tips with water or saline to facilitate insertion.5. Insert cannula: Gently insert the cannula tips into the patient's nostrils, ensuring that they are positioned approximately 1-2 cm back from the nasal opening. Advance the cannula until the prongs rest comfortably on the nasal septum.6. Secure cannula: Use the adjustable strap or headband to secure the cannula in place. Ensure that it is snug butnot too tight.7. Adjust oxygen flow rate: Adjust the flow rate to the prescribed level using the flowmeter. Typically, oxygen flow rates range from 1-6 L/min via nasal cannula.8. Monitor patient: Monitor the patient's respiratory status and oxygenation levels throughout therapy. Observe for any signs of hypoxia or hyperoxia.9. Humidify oxygen (optional): If desired, connect a humidifier to the oxygen source to deliver humidified oxygen. Humidification can help prevent drying of the nasal mucosa.10. Discontinue oxygen: When oxygen therapy is no longer required, gradually reduce the flow rate over 15-30 minutes before removing the cannula.Important Considerations:Always follow the manufacturer's instructions for thespecific equipment being used.Avoid excessive oxygen flow rates, as this can lead to hyperoxia.Monitor the patient closely for signs of hypoxia or hyperoxia.Regularly inspect and clean the cannula to prevent infection.中文回答:鼻导管输氧流程操作。
氧气管道安装安装作业指导书

氧气管道安装安装作业引导书氧气管道安装安装作业引导书一、前言氧气管道安装作业是一项涉及到人身安全和企业生产安全的工作。
在进行氧气管道安装作业之前,必需要订立认真的安装作业引导书,遵从规范的安全操作流程,以保证作业的安全、高效、精准完成。
本文将从安装前的准备工作、氧气管道安装作业流程、安装后的检查验收等方面进行认真阐述。
二、安装前的准备工作1、选址准备氧气管道安装前,必需要选好管道的安装位置,确保选址符合安全规范,且有充足的空间进行施工和维护和修理。
2、材料采购准备准备好氧气管道的安装材料,选用符合安全规范的管道和配件,并要检查材料的尺寸、型号和数量是否精准,确保质量有保障。
3、人员培训准备氧气管道安装作业需要由具有相关资质的人员进行操作,并且需要对每位操作人员进行安全操作流程的培训,确保每位操作人员理解安全操作规范,确保操作安全。
三、氧气管道安装作业流程1、测量定位在管道的安装位置上进行测量,将管道安装的位置标记出来,并进行定位。
2、挖掘施工在管道的安装位置进行挖掘施工,掘出管道要求的凹槽和壕沟,依据已经测量好的位置将管道放进凹槽和壕沟中。
3、管道连接在管道安装完毕后,以敷锡焊接的方式将管道连接在一起,确保焊接质量符合安全规范。
在氧气管道连接过程中,确保每个接头都经过清洗和吹扫,确保内部无任何杂质,把接头紧密固定。
4、材料加工在管道安装完毕后,需要对管道进行肯定的加工处理。
将管道经过缩头、攒头等工序,将管道呈现出弧形,确保管道的轨迹符合安全规范。
5、复验检查在管道加工后,必需要进行全面的检查。
检查管道的安装位置是否精准、定位是否到位、管道连接处是否焊接坚固、碰撞是否避开等问题进行检查。
四、安装后的检查验收1、检查安装质量对管道安装后进行全面的检查,确保管道的安装质量符合安全规范。
同时,对管道的位移、变形等进行细致的检查。
2、检查安装要求对氧气管道的管道质量、管道焊接、接头连接、管道单元修正等进行检查,确保符合安全规范的安装要求。
鼻氧管输氧流程操作

鼻氧管输氧流程操作英文回答:Nasal Cannula Oxygen Delivery Procedure.Materials:Nasal cannula.Oxygen source (e.g., compressed oxygen tank, wall oxygen outlet)。
Flowmeter.Humidification device (optional)。
Steps:1. Gather Materials and Prepare Equipment:Collect all necessary materials and check the oxygen source for proper function.Adjust the flowmeter to the prescribed oxygen flow rate.2. Position the Patient:Position the patient in a comfortable seated or semi-recumbent position.Elevate the head of the bed or chair if possible.3. Insert the Cannula:Gently insert the prongs of the cannula into the patient's nostrils, making sure they sit just inside the nares.Secure the cannula over the patient's ears using the straps provided.4. Adjust the Cannula:Adjust the position of the cannula to ensure a comfortable and secure fit.The prongs should be placed horizontally, about 1-2 centimeters apart.5. Connect the Oxygen Source:Connect the cannula to the oxygen source using the appropriate adapter.Turn on the oxygen flow and adjust it to the prescribed flow rate.6. Monitor Patient:Monitor the patient for signs of improvement in oxygenation, such as increased alertness, decreased shortness of breath, or improved skin color.Observe the patient's respiratory rate, pulse, and oxygen saturation levels.7. Humidify Oxygen (Optional):If prescribed, connect a humidification device between the oxygen source and the cannula.This will help to prevent dryness and irritation in the patient's nasal passages.8. Document and Reassess:Document the oxygen flow rate, delivery method, and the patient's response.Reassess the patient's condition regularly and adjust the oxygen flow rate as needed.Additional Notes:The flow rate may need to be adjusted based on thepatient's condition and age.Oxygen flow rates can range from 1-6 liters per minute.Nasal cannula oxygen delivery is generally safe andwell-tolerated.Patients should be instructed not to smoke while using oxygen.If the patient experiences any adverse effects, discontinue oxygen delivery and consult a healthcare professional.中文回答:鼻氧管给氧操作流程。
鼻氧管给氧法的操作步骤

鼻氧管给氧法的操作步骤嘿,咱今儿就来讲讲这鼻氧管给氧法的操作步骤。
你可别小瞧了这玩意儿,它就像是病人的“氧气小天使”呢!首先呢,咱得把东西都准备好呀,鼻氧管那肯定是不能少的啦,还有湿化瓶、氧气流量表啥的。
这就好比战士上战场,家伙事儿得齐全呀!接下来,就是安装啦!把鼻氧管和湿化瓶、氧气流量表给它连接好,这一步可得仔细着点,别弄出啥岔子。
然后呢,调节好氧气流量。
这就跟调水温似的,得合适了才行,不能太多也不能太少。
再然后呀,要清洁病人的鼻腔,就像给鼻子洗个澡一样,让它干干净净地迎接氧气。
接着,把鼻氧管轻轻插进病人的鼻孔,动作得轻柔些,可别把人家弄疼啦!这就像是给花浇水,得小心翼翼地。
插好之后呢,还得固定一下,让鼻氧管稳稳地待在那儿,别乱跑。
在整个过程中,咱可得时刻留意着病人的反应呀。
这就好比你照顾一个小宝宝,得时刻关注着他舒不舒服。
要是病人觉得不舒服,或者有啥不对劲的地方,咱就得赶紧调整。
你说这鼻氧管给氧法重要不?那当然重要啦!它能给病人送去急需的氧气,就像给干涸的土地送去了甘霖。
咱可不能马虎对待,每一步都得认认真真地去做。
你想想,要是操作不当,那氧气送不进去或者送得不合适,病人得多遭罪呀!所以呀,我们得把这些步骤都牢记在心,熟练掌握,就像我们熟悉自己的名字一样。
这样才能在需要的时候,迅速而准确地为病人服务呀。
咱做这些不就是为了让病人能快点好起来嘛,对不对?所以呀,可别小看了这小小的鼻氧管给氧法,它可是能发挥大作用的呢!咱都得重视起来,把它做好,让病人能舒舒服服地吸到氧气,早日恢复健康。
你说是不是这个理儿呢?。
《氧气管道安装安装作业指导书》

最新整理氧气管道安装安装作业指导书1 、施工作业遵循的标准规范1.1设计施工图1.2《工业金届管道工程施工及验收规范》GB50235-971.3《现场设备、工业管道焊接工程施工及验收规范》GB50236-981.4《工业金届管道设计规范》GB50316-20001.5《氧气及相关气体安全技术监察规定》GB16912-19971.6《脱脂工程施工及验收规范》(HGJ202-821.7、《压力管道安全管理与监察规定》(劳动部发[1996]140 号)2、材料检验2.1、管道施工应按照设计图纸进行,修改设计或材料代用,应征得设计部门同意。
2.2、材料进场检验2.2.1、管子、管道附件及阀门进行外观检查,表面应无裂纹、缩孔、夹渣、折叠、重皮等缺陷。
2.2.2、合金钢管应有材质标记。
2.2.3、有色金届管内外表面应光滑、活洁,不应有针孔、裂纹、分层等缺陷,黄铜管不能有绿锈和严重脱锌。
2.2.4、阀门进场检验2.2.4.1 、阀门要求逐个进行强度和严密性试验.试验介质为洁净无油的水.2.2.4.2 、强度试验压力为公称压力的1.5倍,试验时间为5分钟,壳体填料无渗漏为合格.2.2.4.3、严密性试验为公称压力,阀门密封不漏为合格。
3、管道除锈3.1、管道及管件为碳钢材质时,管道内壁要进行彻底除锈,除锈方法有喷吵除锈和酸洗化学除锈。
3.2、喷吵除锈3.2.1、喷砂除锈应符合喷砂除锈的工艺要求.喷砂时金届表面不得受潮,当金届表面低于露点温度3C以下时停止喷砂作业.喷砂作业所用的压缩空气压力不低于0.4Mpa。
3.2.2、喷砂除锈等级达到Sa3级。
3.3、酸洗化学除锈3.3.1、酸洗方法一般采用槽式浸泡酸洗方式.3.3.2、酸洗除锈一般工艺流程酸洗--水冲洗--中和处理-*屯化处理-水冲洗-吹十或风十3.3.2.1 、根据所处理的管道规格制作合适的酸洗槽、将配制好的酸洗液倒入酸洗槽中,酸洗液量以能淹没所处理管道的周长的2/3为宜。
鼻氧管操作流程

鼻氧管是一种用于给予患者氧气的医疗设备,通常用于治疗氧气不足的情况,如呼吸困难、低氧血症等。
以下是一般的鼻氧管操作流程:1.准备:确保你已经得到医生的指导和许可,了解使用鼻氧管的原因和方法。
准备好需要使用的鼻氧管和氧气供应设备。
2.洗手:在操作前,请务必彻底洗净双手,以减少感染的风险。
3.检查设备:检查鼻氧管和氧气供应设备是否完好无损,确保氧气气瓶中有足够的氧气。
4.准备患者:让患者坐下或半卧位,并确保他们舒适,呼吸正常。
根据需要,可能会使用患者的鼻腔护理。
5.佩戴鼻氧管:拿起鼻氧管,确保管子朝向正确方向。
将两端的鼻孔夹(软塑料夹)打开,然后小心地将管子的两端插入患者的鼻孔中。
确保鼻氧管的两端都舒适地插入鼻孔内。
调整鼻氧管,使其贴合在患者的面部,但不要过紧,以免不适。
6.连接氧气:将鼻氧管的连接端连接到氧气供应设备上,确保连接牢固。
打开氧气供应,逐渐调整流量至医生建议的设置。
7.监测患者:在使用鼻氧管期间,持续监测患者的状况。
注意患者的呼吸、舒适度和皮肤颜色等指标。
8.协助患者:如果患者感到不适、呼吸困难或出现其他异常情况,请立即停止使用鼻氧管,通知医生或医疗专业人员。
9.使用时注意事项:鼻氧管的使用时长和氧气流量应遵循医生的建议。
患者应定期更换鼻氧管,以保持清洁和卫生。
鼻氧管的使用可能会导致鼻干、鼻痛等不适,可以在医生的指导下采取措施进行缓解。
请注意,鼻氧管的操作步骤因不同的设备和医疗机构而有所不同。
在使用鼻氧管之前,务必咨询医生或医疗专业人员,了解正确的操作方法和注意事项。
此外,操作过程中要始终关注患者的状况,确保他们在使用过程中感到舒适和安全。
鼻导管给氧操作规程操作流程资料

(五)观察
(六)停氧原则:带氧拔管
1、取下别针及胶布后,拔出鼻导管,擦净病人脸上的胶布痕迹。
2、先关流量开关,后关总开关,再打开流量开关放掉余氧后关闭流量开关。
(七)记录
记录停氧时间并签名。
(八)整理
1、整理好床单位,协助病人取舒适体位
2、分离鼻导管与玻璃接管,鼻导管上的分泌物擦净后浸泡于消毒液中(口述)。
(三)给氧原则:带氧插管
1、选择较通畅的一侧鼻腔,用湿棉签清洁。
2、撕好两根胶布备用。
3、连接玻璃接管与鼻导管。
4、打开流量开关,将导管一端放于治疗碗内检查管道是否畅通。
5、调节流量到所需大小。
6、量好长度(鼻尖到耳垂的2/3),从清洁鼻腔轻轻插入到鼻咽部。
7、如无呛咳,用胶布将鼻导管固定于鼻翼和面颊部。
三、实施
(一)装表:
1、打开总开关约1/4吹尘,立即关紧。
2、将氧气表与气门接上,先用手旋紧,并使表略向后倾斜,再用扳手上紧,使流量表与地面垂直。
3、接上通气管,温化瓶以及橡胶管。
4、打开总开关及流量开关,将橡胶管口放入治疗碗内检查管道是否通常和是否漏气。
5、确定管道通畅、无漏气后关上流量开关。
(二)携用物推至床旁,核对,解释操作目的。
其他用物一一卸下进2、态度:认真严肃,关心体贴病人,礼貌用语。
3、整体要求:操作流程连贯,固定外观牢固美观。
4、病人未出现毒副反应。
氧压力指针降压0.5mpa时不可再用。
评估
计划
实施
装表
给氧
停氧
记录
评价
鼻导管给氧操作规程
操作流程
一、评估
1、了解病人的缺氧程度。
氧气管道安装安装作业指导书
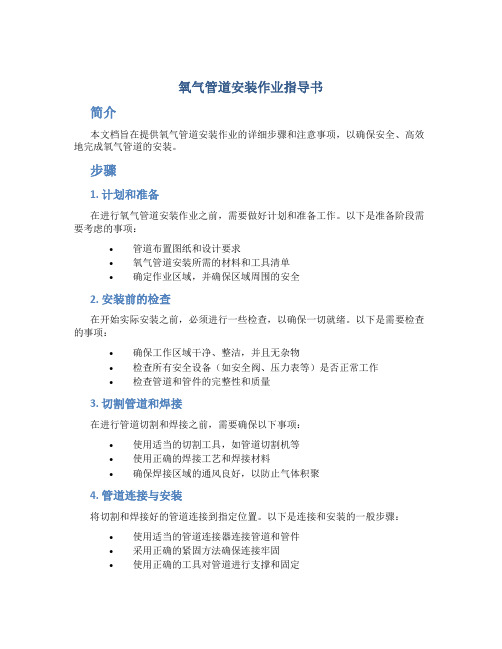
氧气管道安装作业指导书简介本文档旨在提供氧气管道安装作业的详细步骤和注意事项,以确保安全、高效地完成氧气管道的安装。
步骤1. 计划和准备在进行氧气管道安装作业之前,需要做好计划和准备工作。
以下是准备阶段需要考虑的事项:•管道布置图纸和设计要求•氧气管道安装所需的材料和工具清单•确定作业区域,并确保区域周围的安全2. 安装前的检查在开始实际安装之前,必须进行一些检查,以确保一切就绪。
以下是需要检查的事项:•确保工作区域干净、整洁,并且无杂物•检查所有安全设备(如安全阀、压力表等)是否正常工作•检查管道和管件的完整性和质量3. 切割管道和焊接在进行管道切割和焊接之前,需要确保以下事项:•使用适当的切割工具,如管道切割机等•使用正确的焊接工艺和焊接材料•确保焊接区域的通风良好,以防止气体积聚4. 管道连接与安装将切割和焊接好的管道连接到指定位置。
以下是连接和安装的一般步骤:•使用适当的管道连接器连接管道和管件•采用正确的紧固方法确保连接牢固•使用正确的工具对管道进行支撑和固定5. 压力测试在安装完成后,必须进行压力测试以确保管道的安全性和可靠性。
以下是压力测试的步骤:•充入适量的氧气到管道中•关闭出口阀门,并打开气体源•观察压力表的读数,并确保压力稳定•检查管道和连接是否有泄漏6. 安全检查与验收在压力测试完成后,必须进行安全检查以确保安装符合要求和标准。
以下是一些常见的安全检查项:•检查所有的紧固件和连接是否牢固•检查氧气管道周围是否有任何易燃物品•确保所有的阀门和安全设备已正确安装和调整注意事项•在整个安装过程中,必须严格按照操作规程和安全操作指南进行操作。
•氧气是一种易燃易爆气体,操作人员必须具备相关的安全知识和技能。
•在焊接和切割过程中,必须采取适当的防护措施,如佩戴焊接面具、防护手套等。
•在压力测试和安全检查过程中,应严格按照相关标准和规定进行。
总结本文档提供了氧气管道安装的作业指导书,包含了具体的步骤和注意事项。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打包机
一般控制区
文件编号:LKS STP JS038 CR006/8
工艺卡
执行部门
工艺卡
产品编号
LKS/ZYS-08
产品名称
鼻氧管
组装车间
环境工艺要求
在十万级净化车间内生产
工艺装备
周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机
生产前准备
生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直
文件编号:LKS STP JS 038 CR001/8
兰州康顺医药器械有限公司
医疗器械生产质量管理文件
鼻氧管作业指导书
制订人:技术科
审核人:
批准人:
发布日期:年月日实施日期:年月日
文件编号:LKS STP JS038 CR002/8
鼻氧管作业指导书相关文件目录
序号
文件名称
文件编号
备注
1
鼻氧管工艺流程图
工序控
制类别
工艺
环境
1
组装
确认已清场合格、各种标识符合规定;
确认所需配件、导管齐全、无误;
应严格按照产品图纸进行组装;
涂层均匀,粘接后平整、无胶液溢出表面;
涂胶时,应将配件涂胶部位在容器口上旋转360º使粘接剂涂层均匀后,配件之间连接时也应进行旋转使之涂胶均匀;
产品应按规定进行粘接剂的固化,一般产品固化时间为2至3小时,
外协件
零配件
鼻塞、三通、锁套、氧气接头
质量控制明细
泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量
工序号
工序
名称
工艺要求
相关
文件
所需工艺装备及资源
工序控
制类别
工艺
环境
3
检漏检堵Leabharlann 确认检漏用洁净空气符合规定;
检漏压力:0.03-0.05MPa充气时间2至3秒;检查接处是否渗漏;检查产品有无堵塞;
外协件
零配件
鼻塞、三通、锁套、氧气接头
质量控制明细
泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量
工序号
工序
名称
工艺要求
相关
文件
所需工艺装备及资源
工序控
制类别
工艺环境
7
灭菌
灭菌温度在53±3℃;
相对湿度30%-80%之间
加药量:1.9kg/3m3=625mg/L;
灭菌时间:10小时
组装作业指导书、
产品图纸
不锈钢产品架、不锈钢工作台、周转箱
关健
工序
十万级净区
2
高频制袋
确认已清场合格、各种标识符合规定;
确认所需配件、薄膜、导管齐全、无误;
应严格按照产品图纸进行制袋;
要求:热合线应平整、均匀、透明、严密,无虚焊、无泄漏、无打火袋头、袋尾应端正;
高频制袋作业指导书产品图纸
高频机、工作台
灭菌结束确认灭菌指示片变色符合规定;
产品灭菌时的码放方式符合规定;
确认生物指示片放置在指定位置;
确认灭菌过程符合规定,并进行自动记录;
环氧乙烷灭菌作业指导书
环氧乙烷灭菌器
特殊
过程
一般控制区
8
解析
对进入解析区的产品进行有效标识;
检验合格后方可入库;
按工艺要求进行换气;
环氧乙烷解析管理制度
关健
工序
一般控制区
15
清场管理规程
LKS SOP SS013 CR00
16
环氧乙烷解析管理制度
LKS SOP SS047 CR00
17
18
19
20
21
文件编号:LKS STP JS038 CR003/8
工艺卡
执行部门
工艺卡
产品编号
LKS/ZYS-08
产品名称
鼻氧管
组装车间
环境工艺要求
在十万级净化车间内生产
工艺装备
周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机
产品的包装应平整、无打折、无扁瘪;
应在包装袋指定位置打印确认过的“生产批号”、“生产日期”、“失效年月”;
内包装作业指导书
连续封
口机
特殊
过程
十万级净区
6
外包装
确认已清场合格、各种标识符合规定;
包装箱需标明名称、规格、数量、批号、生产日期、失效年月、灭菌批号;
产品装箱量:300套;
每箱应附产品说明书、合格证;
应对检出的不合格品进行有效标识和隔离;
检漏作业指导书
检漏工作台
关健工序
十万级净区
4
检验
外观检验;管路:外表光滑、壁厚均匀,手感弹性良好,无杂质等缺陷;管路与零配件之间以及零配件之间配合良好;零配件表面光滑、无飞边、毛刺,无黑点杂质,内孔应畅通;产品装配后应牢固,不得有松动,脱落等现象、薄膜色泽应透明、光亮、均匀,表面平整,不允许有皱折、有明显的水纹、云雾、气泡、穿孔、破裂、杂质、鱼眼等缺陷、拉伸强度:15N的静拉力,持续15S
关健
工序
十万级净区
文件编号:LKS STP JS038 CR004/8
工艺卡
执行部门
工艺卡
产品编号
LKS/ZYS-08
产品名称
鼻氧管
组装车间
环境工艺要求
在十万级净化车间内生产
工艺装备
周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机
生产前准备
生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直
10
检漏作业指导书
LKS STP JS002 CR00
11
环氧乙烷灭菌作业指导书
LKS STP JS012 CR00
12
一次性使用鼻氧管检验操作规程
LKS STP JS023 CR00
13
医用软聚氯乙烯导管质量标准及检验规程
LKS STP JS028 CR00
14
医疗器械工艺规程通则
LKS STP JS018 CR00
生产前准备
生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直
外协件
零配件
鼻塞、三通、锁套、氧气接头
质量控制明细
泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量
工序号
工序
名称
工艺要求
相关
文件
工艺装备及资源
9
检验
产品最终检验
10
入库
合格品入库
文件编号:LKS STP JS038 CR007/8
工艺过程卡
检查合格入库
文件编号:LKS STP JS038 CR008/8
鼻氧管工艺流程图
注:特殊过程※、关健工序#
2
工艺卡
3
工艺过程卡
4
一次性使用鼻氧管企业标准
Q/LKS001-2011
5
一次性使用鼻氧管产品图纸
6
医疗器械工艺规程通则
LKS STP JS018 CR00
7
组装作业指导书
LKS STP JS008 CR00
8
内包装作业指导书
LKS STP JS006 CR00
9
外包装作业指导书
LKS STP JS007 CR00
产品标准
拉力器
十万级净区
文件编号:LKS STP JS038 CR005/8
工艺卡
执行部门
工艺卡
产品编号
LKS/ZYS-08
产品名称
鼻氧管
组装车间
环境工艺要求
在十万级净化车间内生产
工艺装备
周转箱、不锈钢产品架、连续封口机、检漏工作台、干燥箱、环氧乙烷灭菌柜、钢板尺、高频机
生产前准备
生产前车间负责人及工艺员依据产品图样和生产量核算、准备零配件、包装材料,并按产品图纸对导管进行下料,导管下料要求:尺寸准确断面整齐垂直
外协件
零配件
鼻塞、三通、锁套、氧气接头
质量控制明细
泄漏、连接强度、外观、尺寸、包装密封性、各种标识正确清晰、环氧乙烷殘留量
工序号
工序
名称
工艺要求
相关
文件
工艺装备及资源
工序控
制类别
工艺
环境
5
内包装
中包装
确认已清场合格、各种标识符合规定;
确认封口机温度达到要求方可开始封口;
确认包装袋与产品相符;
热合线应严密、均匀、平整、无破损、无泄漏、内外表面洁净无异物;