机械加工核价标准共70页
机加加工费估价
机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价.-----线切割加工费一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、0.01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机械加工价格收费标准
机械加工价格收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于倍的直径25MM以下按钻头直径*直径25-60的按钻头直径*(最小孔不低于元) 深径比大于的一般材料收费基价*深径比*收取对孔径精度要求小于或对中心距要求小于的按基价*5收费对攻丝收费标准按丝锥直径*收费(以铸铁为标准,钢件另* 在批量加工时以标准基价*收取(根据批量大小与加工难易程度) 2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*收费(最底5元) 长径比大于10的按一般光轴基价*长径比数* 精度要求在以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等) 以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*收取,直径大于430MM的按材料直径*收取。
一般圆螺母零件按直径*收费(包括材料)一般梯形,三角螺母零件按直径*(不包材料) 一般轴套类零件(直径小于100径长比小于2)按材料外径*收取,径长比超过2的按径长比*基价* 一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于米的基价*2收取。
直径大于40MM的按直径*收取。
3铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*收取(最低5元)。
长宽比超过10的按长宽比*基价*收取。
如有严格位置度要求的按基价*2收取。
硬度大于HRC40的材料加工按基价*2收取。
一般花键加工(长径比小于5的)按花键轴外径*收取(最低15元) 一般齿轮类加工按模数*齿数*元收取。
机械加工估价(整理)

机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件地时间,乘以各种设备单位时间地单价.-----线切割加工费一般按切割总面积计算地,0.XX元/平方毫M我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、0.01元/mm2,2、过小地零件一般按件计算大部分地方都是5厘/平方毫M!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝地价格大概是普通线切割地10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点地模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节地参数,一般都取1500,然后在乘以每小时加工费就可以了快丝地话有地可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们地加工地精度不一样,慢丝可以达到0.001mm,但快丝就不能了.我做过沙迪克地慢丝.那里加工费是按面积计算地,同时还要看割地刀数,割一修一与割一修几地价格明显不一样,如果加工地零件高度超过一地范围就要番倍了,加工地材料不一样,他们地价格也不一样.例如:割钨钢就要番倍了,一般是2~~3倍.他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫M.普通线切割。
截面积/1200*工时单价.慢走丝线切割约为普通地十倍.标准计费方法:批量加工0.08元/平方毫M.模具为0.12元/平方毫M快丝地是8元/小时一般做sodick aq550ls第一刀每小时走丝合成平方毫M为2400,第二刀约为第一刀地5倍.第三刀更快!!快丝大概是1200-1800然后乘一下自己订地费用就好了!!线切割分为快走丝与慢走丝普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝地价格大概是普通线切割地10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点地模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节地参数,一般都取1500,然后在乘以每小时加工费就可以了.快丝地话有地可以0.015元mm也有0.005元mm也有10元小时慢走丝加工割一刀0.03mm慢走丝加工割两刀0.038mm慢走丝加工割三刀0.045mm慢走丝加工割四刀0.055mm大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨钣金类报价计算方式钣金地制造核价是按操作时间计算地激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺地经验计算式:材料价=展开落料公斤数x市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T地冷轧钢板t = 2.0 1804-m 7级IT7冷作加工费用:8.0~8.4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7.2~7.5RMB/KG.以上加工系数基数设置为1 .模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用地15%-30%。
机械加工成本核算与价格参考

机械加工成本核算与价格参考资料众所周知,机械加工存在很大的工艺灵活性,一个零件可以有很多种工艺安排,而不同的加工工艺所耗费的工时往往有着比较明显的差异,厂家在实际生产时,一般都会采用优简工艺来提升利润;但销售报价时,就很可能会把用简单工艺生产的零件,说成是用复杂工艺生产的,以此来提高零件价格。
所以对采购员而言,对图纸和零件加工方面的了解就决定了对成本的把握,机械零件采购真的是需要比较全面的机械加工知识。
很多采购都对此非常头痛!真正接触到机械加工类的报价之后,才发现,一个普普通通的机械加工报价,核算起来竟然如此困难。
不在其中摸爬滚打几年完全摸不到头绪,就连很多老采购都常常感慨:一点不留心都不行啊!为此,本人经过整整10天的熬夜,终于机械加工成本核算搞清楚了,今天就分享给大家,一起来看看吧。
机械加工价格参考表:详细计算方法:机械加工成本核算方法・详细计算方法:1 .对关键或复杂零件要求对方提供初步工艺安排,详细到每个工序,获取每个工序的耗时。
2 .根据每个工序需要的设备每小时费用算出加工成本。
(具体设备成本也可以问供应商要)。
比如:普通立公每小时在¥60~80之间(含税)铳床、普车等普通设备一般为¥30等。
3 .在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。
当然,价格一定程度上会和零件的年采购量与难易程度有很大关系,单件和批量会有差异,这也是能理解的。
\・粗略估算法:、一、大件物品:采购量越大比越小,下同。
粗略计算方法:机械加工成本核算三法难度一般的:加工费用与零件原材料成本之比大概为1:1o难度较大的:加工费用与零件原材料成本之比大概为1.2至"1.5:1o二、中小件:难度一般的:加工费用与整个零件原材料成本之比大概为2到3:1o难度较大的:加工费用与整个零件原材料成本之比大概为5到10:1o机械加工有很大工艺灵活性。
一个零件可能有多种工艺安排,成本是不一样的,但供应商报价时可能说一种复杂工艺提高价格,实除生产时采用其他简单工艺。
机械零件加工报价与核价参考
机械加工报价与核价说明:因为数据较早,以现在的机加工行业及机床自动化的发展,从业人员素质的变化,人工成本的上升。
原普通机床、钳工加工费设置偏低,需在原基础上提高30%-50%,自动化机床(如CNC)的价格可不调整或上调10%。
今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了,当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
机加工价格核算标准表

注2:材料行情可查询慧聪网。
注3:加工费,常用的6140普通车床:22.00元/小时,普通铣床:25.00元/小时,自动凸轮车床:20.00元/小时,数控车床:35.00-40.00元/小时,加工中心(650):50.00元/小时,加工中心(850):60.00元/小时。
注4:产品热处理费,调质处理4.50元/公斤,淬火处理7.00元/公斤。
注5:产表面处理费,本色氧化处理0.30元/分米2,黑色氧化处理0.35元/分米2,喷砂0.25元/分米2,以上如果是小件的话,一律按件计价;镀白锌/彩锌2.00元/公斤,或按面积算0.20元/分米2,镀黑锌7.00元/公斤,发黑处理3.00元/公斤,喷涂(户外)22.00元/米2-25.00元/米2,大形板件按18.00元/米2。
,以上如果是小件的话,理3.00元/公斤,喷涂(户
0.00元/小时,数控车床:。
机械加工件收费标准_机械加工收费标准怎么算

机械加工件收费标准_机械加工收费标准怎么算目前机械加工零件基本都是承包出去给供应商加工,那么你想知道关于机械加工件收费标准是怎么样的吗?下面就由店铺为你带来机械加工件收费标准介绍,希望你喜欢机械加工收费标准怎么算分析。
机械加工件收费标准一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5 来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
机械加工价格表
19 26 26 28 32 13 16 21 40 28 28 20 16 16 22 18 16 18 24 28 28 50 12 15 30 30 80 55 7 120 200
加工费用
钻孔
攻丝 车床加工类 轴类
一般法兰盘类零件 一般圆螺母零件 一般梯形,三角螺母零 件 一般轴套类零件
电焊与气割与等离子切 割 普通焊条 TH506 气割加工,按铁板厚度 MM*切割长度M计算 等离子切割不锈钢 切割碳钢 关于特别加急件与加班 件,按标准基价*2收取 特别加急件定义为
有严格位置度要
求
硬度大于HRC40的
材料
一般要求
长径比小于5
蜗轮 斜齿轮,伞齿 轮,变位齿轮
需要穿丝的零件
直径3.2 焊铸件
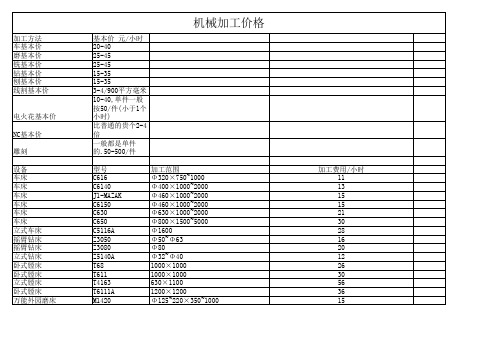
加工方法 车基本价 磨基本价 铣基本价 钻基本价 刨基本价 线割基本价
电火花基本价
NC基本价
雕刻
设备 车床 车床 车床 车床 车床 车床 立式车床 摇臂钻床 摇臂钻床 立式钻床 卧式镗床 卧式镗床 立式镗床 卧式镗床 万能外园磨床
基本价 元/小时 20-40 25-45 25-45 15-35 15-35 3-4/900平方毫米 10-40,单件一般 按50/件(小于1个 小时) 比普通的贵个2-4 倍 一般都是单件 的.50-500/件
1.年产量(决定投入规 模) 2.厂房和土地投入分摊
按基价*2收取
加工按基价*2收取 按花键轴外径*0.8收取(最低15元) 按模数*齿数 *0.5元收取 按基数*1.2收取
按基价*2收取 按每平方分米1.5元收取(最低5元)。 按孔直径*0.25收取
按每平方分米5元计算(最低5元)
按每平方分米10元(最低10元)
机加工核价参考标准
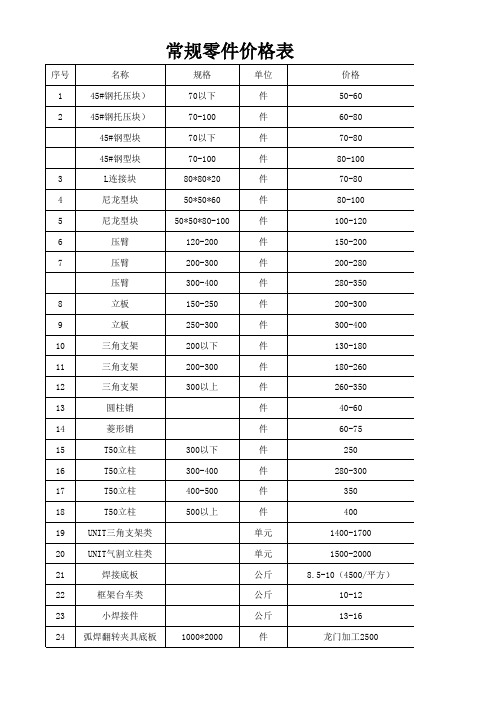
φ1000×1200髙
件
7400(825kg)
31
L连接块
45/45/65
件
80
32
围栏
33
胎膜
34
胎膜坯
35
补高台
36
80/100方管
网格+边框+焊接
1.铸造加工5-6万,零件加工,装配检测总价平均12
台
2.龙门加工四门均价1.2万/个,两盖1.5万/个,天窗 个。3.抛光 不淬火1200/个,淬火1500/个。4.激光
1000*2000
单位 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件 件
单元 单元 公斤 公斤 公斤
件
价格 50-60 60-80 70-80 80-100 70-80 80-100 100-120 150-200 200-280 280-350 200-300 300-400 130-180 180-260 260-350 40-60 60-75
250 280-300
350 400 1400-1700 1500-2000 8.5-10(4500/平方) 10-12 13-16 龙门加工2500
25
30*30限位块
组
30/个,60/组
26
30*50限位块
组
50/个,110/组
27
16*25
组
50
28
16*50
组
100
29
滑销座
件
80
30
机器人底座
18500
42
滑台
米
3400-3500
40
41
42
43
机械加工核价标准
关于一般机械加工件的收费标准生产部提供一以工时记价办法:Z25钻床,CA6140车床、刨床、插床、锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费(有的为20*2-3倍)。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二、以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
机械加工件评估标准

机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价.-----线切割加工费一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、0.01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍. 标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机械加工核价标准
机械加工核价标准1. 引言机械加工是指通过机械设备、工具和加工工艺,对工件进行切削、成型、零件加工等加工过程的一种方法。
在机械加工过程中,核价是非常重要的环节。
核价是指根据零件的设计图纸和加工要求,综合考虑材料、加工难度、加工工序、设备负荷等因素,计算出加工零件的成本。
本文将介绍机械加工的核价标准和计算方法。
2. 机械加工核价的基本原则机械加工核价的基本原则是公平、合理、准确。
在核价过程中,应该考虑以下几个因素:材料成本、人工成本、设备负荷、加工难度、工序复杂度和市场竞争等。
核价的合理性是保障企业经营利益的重要手段,只有根据实际情况进行合理的核价,企业才能在激烈的市场竞争中立于不败之地。
3. 机械加工核价的流程机械加工核价的流程主要包括以下几个步骤:3.1. 分析设计图纸和加工要求首先,需要仔细分析零件的设计图纸和加工要求。
理解零件的几何形状、尺寸和工艺要求,以及对于材料的要求。
只有充分了解这些信息,才能进行后续的核价计算。
3.2. 根据材料成本计算基本价格根据材料成本计算基本价格是核价的基础。
需要考虑原材料的种类、规格、价格以及材料损耗等因素。
通过对这些因素的综合考虑,计算出零件的材料成本。
3.3. 考虑人工成本人工成本是机械加工中的重要成本因素。
根据零件的复杂度和加工难度,合理计算出零件加工所需的工时,再根据企业的人工工资水平,计算出人工成本。
3.4. 考虑设备负荷设备负荷是指加工设备在加工过程中的利用率和运行效率。
如果设备负荷较低,导致产能浪费和成本增加。
因此,在进行核价时,需要综合考虑设备负荷的因素,以便合理利用设备和降低成本。
3.5. 考虑加工难度和工序复杂度加工难度和工序复杂度是影响核价的重要因素。
通常,加工难度越大,工序越复杂,核价也会相应增加。
因此,在核价过程中,需要对零件的加工难度和工序复杂度进行评估,并据此进行价格调整。
3.6. 市场竞争最后,需要考虑市场竞争。
根据当前市场行情和竞争情况,对核价进行适度调整,以保持市场竞争力并实现合理的利润。
机械加工 核价标准
机械加工核价标准机械加工是制造业中非常重要的一个环节,其质量和成本直接影响着整个产品的质量和成本。
而核价标准作为机械加工中的一个重要环节,对于企业来说更是至关重要。
本文将对机械加工核价标准进行详细介绍,以便企业能够更好地掌握核价标准,提高机械加工的效率和质量。
首先,机械加工的核价标准应包括以下几个方面,材料成本、人工成本、设备折旧成本、能源消耗成本、管理费用等。
其中,材料成本是机械加工的重要组成部分,应根据实际材料消耗量和材料价格进行核算。
人工成本则是指加工人员的工资和福利待遇,应根据加工工序和工时进行合理核算。
设备折旧成本是指加工设备的折旧费用,应考虑设备的使用寿命和折旧率进行核算。
能源消耗成本是指加工过程中的能源消耗费用,应根据能源消耗量和能源价格进行核算。
管理费用是指生产管理和企业管理的费用,应合理分摊到每个加工环节中进行核算。
其次,机械加工的核价标准应根据不同的加工工艺和加工精度进行细化。
不同的加工工艺和加工精度对于材料、人工、设备、能源和管理费用的消耗是不同的,因此在进行核价标准时应根据实际情况进行细化核算,以确保核价标准的准确性和合理性。
例如,对于精密加工工艺和高精度加工要求的产品,其核价标准应相对较高,以保证加工质量和产品精度;而对于一般加工工艺和一般加工要求的产品,其核价标准则可以适当降低,以降低产品成本。
最后,机械加工的核价标准应定期进行调整和优化。
随着市场环境的变化和技术的进步,机械加工的成本和效率也会发生变化,因此核价标准应定期进行调整和优化,以适应市场的需求和企业的发展。
此外,还应加强成本核算和管理,及时发现和解决成本超支和效率低下的问题,以确保机械加工的效率和质量。
综上所述,机械加工的核价标准是机械加工过程中的重要环节,对于企业来说具有重要意义。
企业应根据实际情况和市场需求,合理制定和调整机械加工的核价标准,以提高机械加工的效率和质量,降低产品成本,从而提升企业的竞争力。
机械加工核价标准
制定日 修改日 修改号
2000年12月26
2005.12.15 加工、维修、改造费 核价管理基准 5
LGESG
PAGE 5/68
(B). 保修期外维修: 基本计算公式: 维修费+运输费 * 通用计量器具按《计量器具校准维修》协议进行 * 专用计量器具: 原则上送维修中心或售后服务点维修
3.2 非金属材料加工 3.2.1 非金属零部件加工
计算方法同金属零部件加工
3.2.2 非金属结构件加工 基本计算公式: 材料费+加工费+设计费+包装运输费+税金
(1). 材料费: =理论材料费( 图纸)+材料损耗( 10%-20%)+标准件费+税金 ( A) 标准件: 指加工件中需使用的标准件, 如螺钉、螺母、弹簧等价格按市场价计算。 ( B) 常用材料价格详见( 表四)
15
C620
200* 2000(数显)
20
C620
200* 3000
20
C630 300* 1400- 1500
20
C630 300* 3000
22
C630 300* 8000(接长)
40
C630 300* 4000 (进口)
40
CDZ6150 315* 1500- 2000
20
CDZ6150 315* 3000
(3). 税 金: (维修费+包装运输费)* 17%
4.2.2. 规格品维修
(1). 电机维修:
a. 进口电机: 5KW(含)以下, 266元/台
b. 国产电机: 5KW(含)以下, 171元/台
c. 进口/国产电机
5 ~ 10KW(含): 665元/台
机械加工费用估算
机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
机械加工估价
机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各类设备单位时间的单价.-----线切割加工费通常按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm下列通常是两种计算方法:1、0.01元/mm2,2、过小的零件通常按件计算大部分地方都是5厘/平方毫米!普通线切割通常按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区通常按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,由于一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,通常都取1500,然后在乘以每小时加工费就能够了快丝的话有的能够0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,通常每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝能够达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,假如加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
比如:割钨钢就要番倍了,通常是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时通常做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。