松下报警信息及处理方法贴片培训资料
松下报警信息及处理方法贴片培训资料

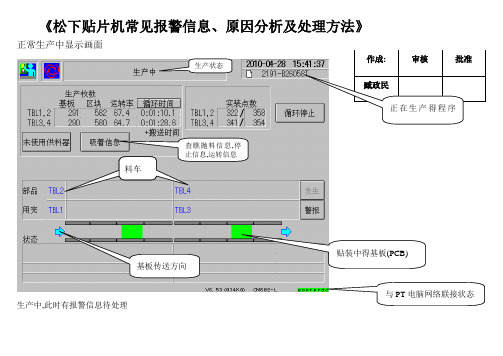
《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面生产中,此时有报警信息待处理作成:审核批准臧政民基板传送方向正在生产的程序查看抛料信息,停止信息,运转信息贴装中的基板(PCB)与PT电脑网络联接状态传板方料车生产状态TBL1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息产生不良吸嘴,自动跳过或指定(人为)跳过,出现此信息及时反馈给当线工艺人员生产状态:暂停原因:TBL1第10-L 站的料皮断开或松开处理方法:将其正确接好后,确认feeder压盖、吸取中心点、前端料带剪断后开机生产,(如处理不当,有损伤吸嘴的可能)原因:生产中Table1安全门被打开或在打开的状态下进行了按键操作解决:关闭Table1安全门,并做相关确认再进行操作原因:1.机器在生产过程中table-2-第7站feeder 被拔出 2.供料带受阻造成(此时该feeder指示灯会亮或闪烁)解决:(此异常有撞断吸嘴的可能)1.暂停状态下或该站报警时才可以取出feeder 2.把该feeder 取出确认其状态,把前端料带、供料带和料皮处理OK后开始生产原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车的清洁,feeder 维护等原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理原因:高速机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有撞断吸嘴的可能)原因:机器在高速运行中feeder被拔出造成(有撞断吸嘴的可能)解决:此做法是禁止的原因:1. 生产中紧急开关被按下解决:1.恢复紧急开关,回原点开机生产2.处理紧急情况后,检查机器可动部分后,开机生产原因:生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:进“生产设定”-“吸嘴设定”-解锁键(UNLOCK )+“挡板开/关”,将其关闭UNLOCK原因:多功能机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有断吸嘴的可能)原因:生产中换料、装料或处理Tray盘其它报警时,Tray盘末放置到位,超限造成解决:打开Tray装置安全门或机器安全门把Tray盘放置到位后开机生(如不经确认,直接开机,有撞Tray盘的可能)原因:在Table3.4位置发生基板末搬送到位或卡板解决:根据机器提示把基板移到指定位置后开机生产(如不能自行处理叫线体工艺处理,处理不当有漏贴元件的可能)原因:A B工作台(Table2,4)的安全门打开状态下操作机器解决:确认feeder防浮起盖,将此按下复位,确认feeder状态OK 后,关闭安全门再进行操作(如不经确认,开机后有撞断吸嘴的可能)NG OK有缠绕齿轮的可能,请用剪刀剪断末驱动到Feeder吸取中间位置,会造成设备吸取不良报警、贴装角度不正、缺件的可能(也有损伤吸NG嘴的可能)NG 装料或中途处理报,警前端料带末剪断,(会撞断吸嘴,此做法禁止)不附合操作规范和5S 要求,如果前端料带不剪断,不小心把feeder 推进去有撞断吸嘴的可能 NG NG NGNGNGNGNGNG NGNG不附合操作规范和5S要求。
松下报警信息及处理方法-贴片培训资料

正常生产中显示画面生产中「生产状态2010-04-28 15:41:37生产枚数基板区块运转率I循环时间2911― 82 67.4 0:01:10.1TBL1,2TBL3,4 | 290 560 闽.厂「0:01:28冷----------- ---------------- 十搬送时间实装点数TBL1,2 r^22/ 3B8TBL3,4 ' 341/ 354D 2191-8260^正在生产的程序循环停止未使用供斜器传板方查看抛料信息,停止信息,运转信息/生产中,此时有报警信息待处理生产中生产枚数基板区块运转率[m 2010-04-28 10:32:23 D 1783-B23852BTBL1,2 TBL.3,4999839S +9.3 0:00:27.93S2 47.0 0:00:18.5实裝点数TBL1,2| 33 /TBL3,4 20/循环停止未使用供料器吸着信息1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及部品TBL2用完TBL1状态7-R(1052874时供给物料后按:存储器元件供给,消除报警信息警报TBL3存储器一元件供給TB产生不良吸嘴TBL1产生不良吸嘴,自动跳过产生不良吸嘴或指定(人为)跳过,出供給完成等待现此信息及时反馈给当^□prprdc线工艺人员生产状态:暂停生产状态:暂停原因:TBL1 第10-L 原因:TBL1 第10-L 站的料皮断开或松开 站的料皮断开或松开 处理方法:将其正确接 处理方法:将其正确接 好后,确认feeder 压 好后,确认feeder 压丄才亠山前端 盖、吸取中心点、前端rm 、吸取中心点、 料带剪断后开机生产,料带剪断后开机生产, (如处理不当,有损伤 (如处理不当,有损伤 吸嘴的可能) 吸嘴的可能)错误停止2009-12-23 12:33:45 D 1963-(22894错误发生援下帮助键就会显示故障排除方法°错误代码—9403盖打开〔后侧)发生位置A工作台前CTBL1)瀚2009/12/22 04:36:1S 发生机器狀态:馈线滑雪杖零件切片发生eopreror 原因:生产中Tablel安全门被打开或在打开的状态下进行了按键操作解决:关闭Tablel安全门, 并做相关确认再进行操作V6. 53 t034K<3& CM602-L错误发生错误停止援下帮助键就会显示故障排除方法°错误代码—9473 2009-12-22 09:58:22 D 1802-E22919送料器拔岀或过电逋检测(后侧)发生位置A工作台后CTBL2) Y■轴FD adrs 72009/12/22 09:56:45 发生机器狀态:馈线滑雪杖零件切片发生eopreror 原因:•机器在生产过程中table-2-第7 站feeder 被拔出2.供料带受阻造成(此时该feeder指示灯会亮或闪烁)解决:(此异常有撞断吸嘴的可能)1.暂停状态下或该站报警时才可以取出feeder 2.把该feeder 取出确认其状态,把前端料带、供料带和料皮处理OK后开始生产V6. 53 C034K-9& CM602-Lg[ | 生产数摇示教| —着位萱学习2009-12-22 18:29:21D 19S3-C23028■&识别反晩d TBL2TBL4—地址「6 [TBL1TBL3L/R「R——芯片 | —39628学习值X= 0.® Y二0,002mm进给供料器选择进给供料器选择原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车的清洁,feeder 维护等原点复归2009-12-23 12:04:11 D 1963-(22894A RB RZ5|[OKOkZ1OK Z2OK Z3OK91 OK92 OK93OKA FTBL3,4[ Wait ]确认7677Z8& □ p r o r g nOKOKOKOKOKOKX|V6. 53 t034K<3& CM602-L原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理原因:机器检测到feeder盖、前端料带、料皮、feeder防起盖(如处理不当,有撞断吸嘴的可能)解决:确认feeder 盖、前而料带、料皮、feeder防起盖,确认OK后才可开机生产(此确认项目是开机表面帖有提醒图原因:高速机贴装高度受阻报警,有多件、 压件、乱件的可能 解决:确认贴装状态, 反馈给线体工艺检修(如不经确认,处理不 当,有撞断吸嘴的可 能)错误停止2009-12-23 12:33:59D 1963-(22894错误发生V6. 53 C034K-9& CM602-L eopreror错误代码9772组轴警告发生位置 A 工作台后(TBL2) X 轴原因轴AH 作台前(TBL1)其轴送料器拔出或过电流检测〔前侧)2009/12/13 04:29:31 发生机器状态;前工序等待L£i£LJV6. 53 C034KO&CM602-L& □ P r e r o|按下帮助镇就会显示故璋排除方法°原因:机器在高速运行中feeder 被拔 出造成(有撞断吸嘴 的可能) 解决:此做法是 禁止的笹误停止2009-12-23 12:34:24 D 19S3-C22894错误发生按下帮助襯就会显示故障书匚除方法。
松下伺服发生故障报警代码一览及对策

(6)由于频繁接通,关闭伺服,导致动态制动器用的继电器熔化。
(6)更换驱动器。请勿通过接通,切断伺服进行运转,停止操作。
(7)电机与驱动器不匹配。
(7)检查铭牌所示电机,驱动器型号(容量),更换匹配驱动器的电机。
(8)脉冲输入和接通伺服时序为同步,或脉冲输入过快。
报警错误代码
辅助码
保护功能
原因
对策
For personal use only in study and research; not for commercial use
0
0
正常
正常
正常
11
0
控制电源电压不足保护
控制电源逆变器的P-N间电压低于规定值。
测量连接器及端子台(L1C,L2C)的线间电压。
(1)电源电压低。发生瞬间停电。
(8)接通伺服100ms以后,再输入脉冲。
(9)动态制动器电路过热。
(9)请勿用伺服On/Off作为运转、停止使用。高速运转时请设置动态制动器动作的停止时间为3分钟左右。
14
1
IPM異常保護
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1)驱动器故障(回路,IGBT部件不良)
(1)拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
(1)提高电源电压容量。更换电源。排除主电源电磁接触器脱落故障后,再次投入电源。
(2)发生瞬间停电。
(2)尝试将Pr5.09(主电源关闭检测时间)设定延长。正确设定各相电源。
(2)电源容量不足…受主电源接通时的冲击电流影响,导致电源电压下降。
(3)提高电源容量。
松下伺服驱动器故障报警内容和处理方法

松下伺服驱动器故障报警内容和处理方法代码:11保护功能:控制电源欠电压故障原因:控制电源逆变器上P、N间电压低于规定值。
1)交流电源电压太低。
瞬时失电。
2)电源容量太小。
电源接通瞬间的冲击电流导致电压跌落。
3)驱动器(内部电路)有缺陷。
应对措施:测量L1C、L2C和r、t之间电压。
1)提高电源电压。
更换电源。
2)增大电源容量。
3)请换用新的驱动器。
代码:12保护功能:过电压故障原因:电源电压高过了允许输入电压的范围。
逆变器上P、N间电压超过了规定值。
电源电压太高。
存在容性负载或UPS(不间断电源),使得线电压升高。
1)未接再生放电电阻。
2)外接的再生放电电阻不匹配,无法吸收再生能量。
3)驱动器(内部电路)有缺陷。
应对措施:测量L1、L2和L3之间的相电压。
配备电压正确的电源。
排除容性负载。
1)用电表测量驱动器上P、B间外接电阻阻值。
如果读数是“∞”,说明电阻没有真正地接入。
请换一个。
2)换用一个阻值和功率符合规定值的外接电阻。
3)请换用新的驱动器。
代码:13保护功能:主电源欠电压故障原因:当参数Pr65(主电源关断时欠电压报警触发选择)设成1时,L1、L3相间电压发生瞬时跌落,但至少是参数Pr6D(主电源关断检测时间)所设定的时间;或者,在伺服使能(Servo-ON)状态下主电源逆变器P-N间相电压下降到规定值以下。
1)主电源电压太低。
发生瞬时失电。
2)发生瞬时断电。
3)电源容量太小。
电源接通瞬间的冲击电流导致电压跌落。
4)缺相:应该输入3相交流电的驱动器实际输入的是单相电。
5)驱动器(内部电路)有缺陷。
应对措施:测量L1、L2、L3端子之间的相电压。
1)提高电源电压。
换用新的电源。
排除电磁继电器故障后再重新接通电源。
2)检查Pr6D设定值,纠正各相接线。
3)请参照“附件清单”,增大电源容量。
4)正确连接电源的各相(L1、L2、L3)线路。
单相电源请只接L1、L3端子。
5)请换用新的驱动器。
代码:15保护功能:电机和驱动器过热故障原因:伺服驱动器的散热片或功率器件的温度高过了规定值。
松下报警信息及处理方法-贴片培训资料
《松下贴片机常见报警信息、原因分析及处理方Array法》
正常生产中显示画面
实用大全
实用大全
生产中,此时有报警信息待处理
基板传送方向
查看抛料信息,停止信息,运转信息
传板方
料车 生产状态
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
实用大全
NG
实用大全
实用大全
NG
NG
NG
实用大全
NG
NG
NG
NG NG
NG
实用大全
实用大全。
松下伺服发生故障报警代码一览及对策 课件

(3)更换新得驱动器。
12
0
过电压保护
逆变器P-N间电压超过规定值、
测量连接器(L1,L2,L3)得线间电压、
(1)电源电压超过允许输入电压范围、无功补偿电容器与UPS(无间断电源)造成得电压反弹。
(1)输入正确电压,拆除无功补偿电容器、
用测试仪测量驱动器端子P-B间外接得电阻值,如
(6)更换驱动器。请勿通过接通,切断伺服进行运转,停止操作。
(7)电机与驱动器不匹配。
(7)检查铭牌所示电机,驱动器型号(容量),更换匹配驱动器得电机、
(8)脉冲输入与接通伺服时序为同步,或脉冲输入过快。
(8)接通伺服100ms以后,再输入脉冲。
(9)动态制动器电路过热。
(9)请勿用伺服On/Off作为运转、停止使用。高速运转时请设置动态制动器动作得停止时间为3分钟左右。
(3)电机电缆接地、
(3)检查电机电缆得U,V,W与电机接地线之间得绝缘电阻。绝缘不良时请更换新电机。
(4)电机烧毁。
(4)检查电机得各条电缆间得电阻就是否平衡,如不平衡,则需更换电机。
(5)电机电缆接触不良。
(5)检查电机连接部U,V,W得连接器插头就是否脱落,如果松动,脱落,则应紧固。
(6)由于频繁接通,关闭伺服,导致动态制动器用得继电器熔化。
15
0
过热保护
驱动器散热器,功率元件得温度超过规定值以上、
(1)驱动器得使用温度超过规定值。
(1)降低驱动器使用。延长加减速时间、降低负载。
报警错误代码
辅助码
保护功能
原因
对策
16
0
过载保护(过载保护)
转矩指令值超过Pr5。12(过载等级设置)设定得过载水平时,根据后述时限特性激活过载保护。
松下伺服驱动器故障报警内容和处理方法

松下伺服驱动器故障报警内容和处理方法代码:11保护功能:控制电源欠电压故障原因:控制电源逆变器上P、N间电压低于规定值。
1)交流电源电压太低。
瞬时失电。
2)电源容量太小。
电源接通瞬间的冲击电流导致电压跌落。
3)驱动器(内部电路)有缺陷。
应对措施:测量L1C、L2C和r、t之间电压。
1)提高电源电压。
更换电源。
2)增大电源容量。
3)请换用新的驱动器。
代码:12保护功能:过电压故障原因:电源电压高过了允许输入电压的范围。
逆变器上P、N间电压超过了规定值。
电源电压太高。
存在容性负载或UPS(不间断电源),使得线电压升高。
1)未接再生放电电阻。
2)外接的再生放电电阻不匹配,无法吸收再生能量。
3)驱动器(内部电路)有缺陷。
应对措施:测量L1、L2和L3之间的相电压。
配备电压正确的电源。
排除容性负载。
1)用电表测量驱动器上P、B间外接电阻阻值。
如果读数是“∞”,说明电阻没有真正地接入。
请换一个。
2)换用一个阻值和功率符合规定值的外接电阻。
3)请换用新的驱动器。
代码:13保护功能:主电源欠电压故障原因:当参数Pr65(主电源关断时欠电压报警触发选择)设成1时,L1、L3相间电压发生瞬时跌落,但至少是参数Pr6D(主电源关断检测时间)所设定的时间;或者,在伺服使能(Servo-ON)状态下主电源逆变器P-N间相电压下降到规定值以下。
1)主电源电压太低。
发生瞬时失电。
2)发生瞬时断电。
3)电源容量太小。
电源接通瞬间的冲击电流导致电压跌落。
4)缺相:应该输入3相交流电的驱动器实际输入的是单相电。
5)驱动器(内部电路)有缺陷。
应对措施:测量L1、L2、L3端子之间的相电压。
1)提高电源电压。
换用新的电源。
排除电磁继电器故障后再重新接通电源。
2)检查Pr6D设定值,纠正各相接线。
3)请参照“附件清单”,增大电源容量。
4)正确连接电源的各相(L1、L2、L3)线路。
单相电源请只接L1、L3端子。
5)请换用新的驱动器。
代码:15保护功能:电机和驱动器过热故障原因:伺服驱动器的散热片或功率器件的温度高过了规定值。
松下伺服发生故障报警代码一览及对策

2011-07-11 17:4499 0(其它异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
| |2011-07-11 17:43报警错误代码辅助码保护功能原因对策51 0光栅尺状态0异常保护光栅尺错误码(ALMC)的0位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 1光栅尺状态1异常保护光栅尺错误码(ALMC)的1位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 2光栅尺状态2异常保护光栅尺错误码(ALMC)的2位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 3光栅尺状态3异常保护光栅尺错误码(ALMC)的3位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 4光栅尺状态4异常保护光栅尺错误码(ALMC)的4位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
51 5光栅尺状态5异常保护光栅尺错误码(ALMC)的5位码变为1。
请检查光栅尺的规格。
排除异常原因后,通过前面板消除光栅尺的错误。
然后请切断控制电源,重启。
761 (内置ROM 异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
如仍然出现错误显示,则可能发生故障。
请停止使用,更换电机,驱动器。
返送销售代理店检查(修理)。
77 0 (栈存储空间异常)控制回路因噪声过大等产生误动作。
驱动器的自诊断功能由于驱动器内部出错被激活。
暂时切断电源后,重新投入电源。
松下伺服发生故障报警代码一览及对策
将屏蔽线接入FG。
报警错误代码
辅助码
保护功能
原因
对策
24
0
位置偏差过大保护
位置偏差脉冲超过Pr0.14(位置偏差过大设置)的设定。
检查电机是否转动。
(1)电机未按指令动作。
(1)按位置指令脉冲,检查电机是否转动。
确认转矩监控器的输出转矩未达到饱和。
调整增益。将Pr0.13(第1转矩限制),Pr5.22(第2转矩限制)设定为最大值。
请将Pr6.02(速度偏差过大设置)的设定值变大。或将Pr6.02设定为0而速度偏差过大检测置于无效时,请将Pr6.02置于0。
25
0
混合偏差过大保护
在全闭环控制时,光栅尺的负载位置与编码器的电机位置不符,超过Pr3.28(混合偏差过大设置)所设定的脉冲数。
检查电机与负载的连接。检查光栅尺与驱动器的连接。
按布线图正确连接编码器线缆。
延长加减速时间。减轻负载,降低速度。
(2)Pr0.14(位置偏差过大设置)的数值过小。
(2)加大Pr0.14(位置偏差过大设置)设定值。
24
1
速度偏差过大保护
内部位置指令速度与实际速度的差(速度偏差)超过Pr6.02(速度偏差过大设置)的设定。
将内部位置指令速度的加减速时间变长,或通过增益调整来提高追随性。
(2)过载。
(2)提高驱动器,电机的容量。延长加减速时间。降低负载。
报警错误代码
辅助码
保护功能
原因
对策
16
0
过载保护(过载保护)
转矩指令值超过Pr5.12(过载等级设置)设定的过载水平时,根据后述时限特性激活过载保护。
松下贴片机MSR日常故障排除方法说明
松下贴片机MSR日常故障排除方法说明1. 前言松下贴片机MSR是一种高效、准确的SMT贴片机,可以在不同的工业领域得到广泛应用。
然而,在使用过程中,由于各种原因,可能会遇到一些故障,影响设备的正常工作。
为了便于用户更好地使用设备,本文整理了几种常见故障情况及其解决方案,帮助用户快速排除故障,提高设备的工作效率。
2. MSR的常见故障2.1. 松下贴片机MSR报警如果设备出现报警,则可能是以下几个原因导致:•程序错误,需要重新编制;•设备插头松动或者损坏,需要检查插触点、清除积尘;•光纤出现问题,需要更换。
解决方案:•检查程序,重新编制程序;•检查插头及光纤,如果松动或损坏,请修复或更换。
2.2. 松下贴片机MSR模块失效如果设备的一个或多个模块失效,则可能是以下几个原因导致:•模块插接不牢,需要重新插拔;•仓库传送带线性编码器灰度值不足;•仓库传送带线性编码器与逻辑板连接处焊点松动;•模块损坏,需要更换。
解决方案:•检查模块插拔,重新插拔;•检查仓库传送带线性编码器,如果灰度值不足,请校准;•检查连接处焊点,如有松动,请重新焊接;•如果模块损坏,则需要更换。
2.3. 松下贴片机MSR贴片头异常如果设备的贴片头异常,则可能是以下几个原因导致:•控制信号线松动引起的接触异常;•贴片头本身出现问题,需要更换;•贴片头位置异常,需要重新校准;•贴片机刀片磨损或损坏,需要更换。
解决方案:•检查控制信号线,确定无松动或接触异常;•如果贴片头本身出现问题,需要更换;•如果贴片头位置异常,需要重新校准;•如果刀片磨损或损坏,则需要更换。
2.4. 松下贴片机MSR贴片丢失如果设备出现贴片丢失,则可能是以下几个原因导致:•检测传感器出现故障,需要重新校准或更换;•贴片机传动轴出现故障,需要更换或修理;•温度或湿度控制不当,导致贴片贴不牢。
解决方案:•检查检测传感器,重新校准或更换;•如果传动轴出现故障,需要更换或修理;•检查温度或湿度控制,保持适当的温度和湿度。
松下CM系列贴片机操作员培训资料
10、查看生产信息
11、操作机器安全事项 12、机器显示灯的含义 13、简单故障的排除方法
SMT培训材料
一、上料表内容的讲解
上料表
L-left 左边 R-right右边
间距“8*4”是指料 带宽度8mm,间距 为4mm
物料上Part No.一定 要与上料表完全一 致否则不能使用, 特殊情况须经管理 人员同意以后方可 使用
条件生产5.8
进入下图画面
序列:选定贴装的具体位置 部品:选定贴装的具体物料 区块:选定贴装的具体小板
吸头:选定贴装的具体贴装头
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
1、Feeder开关 LED功能
INTFCOM1
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
SMT培训材料
三、CM402主画面的简介
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器接触面板
SMT培训材料
CM402机器接触面板
SMT培训材料
四、CM402的生产流程
1、生产流程
生产流程2
准备----机器启动----生产开始----部品的补给----生产结束 2、开机 如右图将电源开关打到ON的位置
4、Panasonic的贴片机CM402 CM602 CM401 CM101使用的是电动feeder,物料间距是 在程序中设好的,不用操作员再去调整,但是生产新产品时必须核对程序中的间距与物 料的实际间距是否一致,如有问题则要求技术人员立即更正
确认胶带、纸带
点击
松下伺服发生故障报警代码一览及对策
测量连接器(L1,L2,L3)的线间电压。
(1)电源电压低。发生瞬间停电。
(1)提高电源电压容量。更换电源。排除主电源电磁接触器脱落故障后,再次投入电源。
(2)电源容量不足…受主电源接通时的冲击电流影响,导致电源电压下降。
(2)提高电源容量。
(3)缺相…应输入三相规格的驱动器实际以单相电源运转。
(1)提高电源电压容量。更换电源。排除主电源电磁接触器脱落故障后,再次投入电源。
(2)发生瞬间停电。
(2)尝试将Pr5.09(主电源关闭检测时间)设定延长。正确设定各相电源。
(2)电源容量不足…受主电源接通时的冲击电流影响,导致电源电压下降。
(3)提高电源容量。
(3)缺相…应输入三相规格的驱动器实际以
按布线图正确连接编码器线缆。
延长加减速时间。减轻负载,降低速度。
(2)Pr0.14(位置偏差过大设置)的数值过小。
(2)加大Pr0.14(位置偏差过大设置)设定值。
24
1
速度偏差过大保护
内部位置指令速度与实际速度的差(速度偏差)超过Pr6.02(速度偏差过大设置)的设定。
将内部位置指令速度的加减速时间变长,或通过增益调整来提高追随性。
(2)电机转速过高,无法在规定减速时间内完全吸收再生能量。
(2)检查运转模式(速度监视器)。检查再生放电电阻负载率及过再生警报显示,提高电机,驱动器容量,延长减速时间。降低电机转速。外置再生放电电阻。
(3)外附电阻动作极限被限制为10%负载率。
(3)设定Pr0.16(再生放电电阻外置选择)为2。
18
1
再生晶体管异常保护
伺服驱动器的再生驱动用晶体管故障。
松下电机报警代码及处理方法
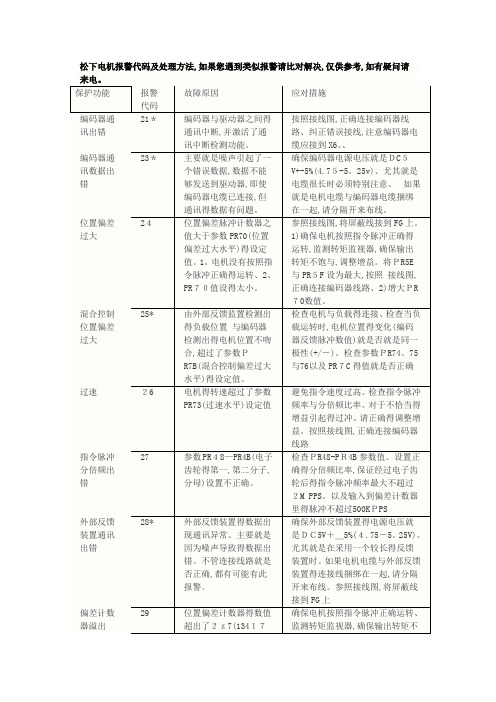
松下电机报警代码及处理方法,如果您遇到类似报警请比对解决,仅供参考,如有疑问请来电。
保护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间得通讯中断,并激活了通讯中断检测功能。
按照接线图,正确连接编码器线路、纠正错误接线,注意编码器电缆应接到X6。
、编码器通讯数据出错23*主要就是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯得数据有问题。
确保编码器电源电压就是DC5V+-5%(4.75-5。
25v)、尤其就是电缆很长时必须特别注意、如果就是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)得设定值。
1。
电机没有按照指令脉冲正确得运转、2、PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机按照指令脉冲正确得运转,监测转矩监视器,确保输出转矩不饱与,调整增益。
将PR5E与PR5F设为最大,按照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出得负载位置与编码器检测出得电机位置不吻合,超过了参数PR7B(混合控制偏差过大水平)得设定值。
检查电机与负载得连接、检查当负载运转时,电机位置得变化(编码器反馈脉冲数值)就是否就是同一极性(+/-)。
检查参数PR74、75与76以及PR7C得值就是否正确过速26电机得转速超过了参数PR73(过速水平)设定值避免指令速度过高。
检查指令脉冲频率与分倍频比率。
对于不恰当得增益引起得过冲、请正确得调整增益。
按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48—PR4B(电子齿轮得第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确得分倍频比率,保证经过电子齿轮后得指令脉冲频率最大不超过2M PPS。
以及输入到偏差计数器里得脉冲不超过500KPPS外部反馈装置通讯出错28*外部反馈装置得数据出现通讯异常、主要就是因为噪声导致得数据出错。
松下电机报警代码及处理方法
精心整理松下电机报警代码及处理方法,如果你遇到类似报警请比对解决,仅供参考,如有疑问请来电。
保护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间的通讯中断,并激活了通讯中断检测功能。
按照接线图,正确连接编码器线路。
纠正错误接线,注意编码器电缆应接到X6..编码器通讯数据出错23*主要是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯的数据有问题。
确保编码器电源电压是DC5V+-5%(4.75-5.25v).尤其是电缆很长时必须特别注意。
如果是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)的设定值。
1.电机没有按照指令脉冲正确的运转。
2.PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机按照指令脉冲正确的运转,监测转矩监视器,确保输出转矩不饱和,调整增益。
将PR5E和PR5F设为最大,按照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出的负载位置与编码器检测出的电机位置不吻合,超过了参数PR7B(混合控制偏差过大水平)的设定值。
检查电机与负载的连接。
检查当负载运转时,电机位置的变化(编码器反馈脉冲数值)是否是同一极性(+/-).检查参数PR74、75和76以及PR7C的值是否正确过速26电机的转速超过了参数PR73(过速水平)设定值避免指令速度过高。
检查指令脉冲频率和分倍频比率。
对于不恰当的增益引起的过冲。
请正确的调整增益。
按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48-PR4B(电子齿轮的第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确的分倍频比率,保证经过电子齿轮后的指令脉冲频率最大不超过2MPPS。
以及输入到偏差计数器里的脉冲不超过500KPPS外部反馈装置通讯出错28*外部反馈装置的数据出现通讯异常。
松下报警信息及处理方法-贴片培训资料

《松下贴片机常见报警信息、原因分析及处理方Array法》正常生产中显示画面生产中生产状态2010-04-28 15:41:37TBL1.2TBL3,4生产枚数「基板区块运转率I循坏时间291290582 67.4 0:01:10.1580 64.7 0:01:28.6实装点数TBL1.2 I 322/358TBL3.4 [ 341 /| 354D 2191-B26058正在生产的程序循环停止+搬送时间未使用供料器吸着信料车万查看抛料信息,停止信息,运转信息生产中,此时有报警信息待处理2010-04-28 1 0:32:23 生产枚数基板 区块运转率丨循环时间实装点数TBL1,299 396 49.3 0:00:27.9 TBL1,2「33/f 90循环停止jTBL3.498392 47.0| 0:00:18.5| TBL3,4 | 20/ 80未使用供料器吸着信息生产中D 1763-B23852B做存料器的部品供给时 请按下【存储器元件供给]。
部品 TBL 2 用完TBL 17-R(1052674TB警报TBL31第7-R 物料用完自动 基板(PCB ) 跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息丿恢念■J=^=TBL1产生不良吸嘴丨丿供给完成等待V6. 53 (034KG& CM6S2-L ecpr prdcC> 或指定(人为)跳过,出 产生不良吸嘴,自动跳过'现此信息及时反馈给当线工艺人员暂时停丄222Z2010-04-28 10:55:24jyV^-B23852B_— -------------- JJ. . T-一操作员 生产状态:暂停基板 区块 运转率 循环时间 154? 616j 33.3 1 0:00:20.8 154 616 7.6 0:00:20.5 生产枚数生产信息TBL1.2 TBL3,4 TBL1,2「 二4/ 飞4TBL3,4 |0/实装点数循环停止未使用供料器原因:TBL1 第10-L 站的料皮断开或松开 生产设定数扌居修正机器设定维护处理方法:将其正确接 好后,确认feeder 压尖端妖带切片TBL1 adr10-L原因巴匚再i 欠开始生产时请按[[UNLOCK]]后再按[[START] ] °料带剪断后开机生产, 前工序等待盖、吸取中心点、前端 吸嘴的可能)V6. 53 (634 JJ) CM6SS-Lecpr stop(如处理不当,有损伤原因:生产中Tablel安全门被打开或在打开的状态下进行了按键操作解决:关闭Tablel安全门, 并做相关确认再进行操作。
松下伺服发生故障报警代码一览及对策
(5)电磁制动器处于动作状态。
(5)测量制动器端子的电压。断开制动器。
(6)在复数台机械布线中,误将电机电缆连接到其它轴,错误布线。
(6)将电机电缆,编码器连线正确连接到各自的对应轴上。
(7)Pr5.12(过载等级设置)低。
(7)设定Pr5.12(过载等级设置)为0。
18
(1)提高电源电压容量。更换电源。排除主电源电磁接触器脱落故障后,再次投入电源。
(2)发生瞬间停电。
(2)尝试将Pr5.09(主电源关闭检测时间)设定延长。正确设定各相电源。
(2)电源容量不足…受主电源接通时的冲击电流影响,导致电源电压下降。
(3)提高电源容量。
(3)缺相…应输入三相规格的驱动器实际以
(8)接通伺服100ms以后,再输入脉冲。
(9)动态制动器电路过热。
(9)请勿用伺服On/Off作为运转、停止使用。高速运转时请设置动态制动器动作的停止时间为3分钟左右。
14
1
IPM異常保護
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1)驱动器故障(回路,IGBT部件不良)
(1)拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
因增益调整不良产生过冲时,请对增益进行调整。
按布线图正确连接编码器线缆。
设定Pr5.13(过速度等级设置)为0。
26
1
第2过速度保护
电机的转速超过Pr6.15(第2过速度等级设置)的设定值。
避免过大速度指令。
检查指令脉冲的输入频率及分频,递增比。
因增益调整不良产生过冲时,请对增益进行调整。
按布线图正确连接编码器线缆。
报警错误代码
松下伺服发生故障报警代码一览及对策
(2)再生放电电阻断线。
(2)为∞则为断线。应更换外置电阻。
(3)外置再生放电电阻不匹配,导致无法吸收再生电能。
(3)改变所定再生放电电阻值,W数。
(4)驱动器故障(回路故障)
(4)ห้องสมุดไป่ตู้换新的驱动器。
13
0
主电源电压不足保护(PN)
辅助码
保护功能
原因
对策
33
0
I/F输入重复分配异常1保护
输入信号(SI1,SI2,SI3,SI4,SI5)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
33
1
I/F输入重复分配异常2保护
输入信号(SI6,SI7,SI8,SI9,SI10)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
(5)检查电机连接部U,V,W的连接器插头是否脱落,如果松动,脱落,则应紧固。
(6)由于频繁接通,关闭伺服,导致动态制动器用的继电器熔化。
(6)更换驱动器。请勿通过接通,切断伺服进行运转,停止操作。
(7)电机与驱动器不匹配。
(7)检查铭牌所示电机,驱动器型号(容量),更换匹配驱动器的电机。
(8)脉冲输入和接通伺服时序为同步,或脉冲输入过快。
1
再生晶体管异常保护
伺服驱动器的再生驱动用晶体管故障。
更换驱动器。
21
0
编码器通讯断线异常保护
编码器和驱动器的通信,在达到一定次数后中断,激活断线检测功能。
接线图所示正确连接编码器线路。
纠正连接器插头的错误连线。
21
1
编码器通信异常保护
松下报警信息及处理方法-贴片培训
《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面生产中,此时有报警信息待处理作成: 审核批准臧政民基板传送方向正在生产得程序查瞧抛料信息,停止信息,运转信息贴装中得基板(PCB)与PT电脑网络联接状态传板方料车生产状态TBL1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息产生不良吸嘴,自动跳过或指定(人为)跳过,出现此信息及时反馈给当线工艺人员生产状态:暂停原因:TBL1第10-L站得料皮断开或松开处理方法:将其正确接好后,确认feeder压盖、吸取中心点、前端料带剪断后开机生产,(如处理不当,有损伤吸嘴得可能)原因:生产中Table1安全门被打开或在打开得状态下进行了按键操作解决:关闭Table1安全门,并做相关确认再进行操作原因:1、机器在生产过程中table-2-第7站feeder被拔出2、供料带受阻造成(此时该feeder 指示灯会亮或闪烁)解决:(此异常有撞断吸嘴得可能)1、暂停状态下或该站报警时才可以取出feeder 2、把该feeder 取出确认其状态,把前端料带、供料带与料皮处理OK后开始生产原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车得清洁,feeder 维护等原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理原因:高速机贴装高度受阻报警,有多件、压件、乱件得可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有撞断吸嘴得可能)原因:机器在高速运行中feeder被拔出造成(有撞断吸嘴得可能)解决:此做法就是禁止得原因:1、生产中紧急开关被按下解决:1、恢复紧急开关,回原点开机生产2、处理紧急情况后,检查机器可动部分后,开机生产原因:生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:进“生产设定”-“吸嘴设定”-解锁键(UNLOCKUNLOCK )+“挡板开/关”,将其关闭原因:多功能机贴装高度受阻报警,有多件、压件、乱件得可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有断吸嘴得可能)原因:生产中换料、装料或处理Tray盘其它报警时,Tray盘末放置到位,超限造成解决:打开Tray装置安全门或机器安全门把Tray盘放置到位后开机生(如不经确认,直接开机,有撞Tray盘得可能)原因:在Table3、4位置发生基板末搬送到位或卡板解决:根据机器提示把基板移到指定位置后开机生产(如不能自行处理叫线体工艺处理,处理不当有漏贴元件得可能)原因:A B工作台(Table2,4)得安全门打开状态下操作机器解决:确认feeder防浮起盖,将此按下复位,确认feeder状态OK 后,关闭安全门再进行操作(如不经确认,开机后有撞断吸嘴得可能)NG OK有缠绕齿轮得可能,请用剪刀剪断末驱动到Feeder吸取中间位置,会造成设备吸取不良报警、贴装角度不正、缺件得可能(也有损伤吸NG嘴得可能)装料或中途处理报,警前端料带末剪断,(会NG撞断吸嘴,此做法禁止)不附合操作规范与5S 要求,如果前端料带不剪断,不小心把feeder 推进去有撞断吸嘴得可能 NG NG NGNGNGNGNGNG NGNG不附合操作规范与5S要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面批准作成:审核
生产状臧政查看抛料信息止信息运转信
料传板贴装中的基板PC
基板传送方
与PT电脑网络联接状态
生产中,此时有报警信息待处
理.
TBL7-物料用完自基板PC
跳过(此料多个站位,时供给物料后按存储器件供给,消除报警信产生不良吸嘴,自动跳或指定(人为)跳过,现此信息及时反馈给线工艺人
暂生产状态10-原因TBL站的料皮断开或松将其正确处理方法feede好后,确前吸取中心点盖料带剪断后开机生产有损(如处理不当吸嘴的可能
Table行了按键操
Table安全再进行操作
原因:1.机器在生产过table-2feede被拔2供料带受阻成(此时feede指灯会亮或闪烁
解(此异常有撞断嘴的可能1暂停状态或该站报警时才可以feeder2把feede取出确
认其状态,把端料带、供料带和料后开始生O处理
原因吸取位取不良抛料装不良
解决方法料的清洁feede维护等
原基板末搬到位,传感器末应到该基
解把基板移传感器上(不放到阻挡块上面起告知线体工处
原因:机器检测到feeder盖、前端料带、料皮、feeder防(如处理不当,起
盖.
原:高速机贴装度受阻报警,有多件压件、乱件的可
解确认贴装状态反馈给线体工艺检(如不经确认处理当,有撞断吸嘴的能)
原机器在高运行feede被出造(有撞断吸的可能解决:此做法禁止的
原因1.生中紧急开关被
解决1恢复急开关,回原开机生2处查机器可动部开机生后
原生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:UNLOCK
(“-吸嘴设定”-解锁键“生产设定”进UNLOCK
,将其关闭关”/“挡板开+)
原因多功能机贴高度受阻报警,有件压件乱件的可
解确认贴装状态反馈给线体工艺检
(如不经确认处理当,有断吸嘴的可能)
原因生产中换料、料或处Tra盘其它警时Tra盘末放置位,超限造
解决打Tra装安全门或机器安全门Tra盘放置到位后开(如不经确认直接盘的可能Tra有机,
原因Table3.位置发生基板末搬到位或卡
解决根据机器示把基板移到指定置后开机生产如能自行处理叫线体艺处理,处理不当漏贴元件的可能
原A工台Table2,)安全门打开状下操作机feede防浮起盖将此按下复位feede状O后关闭安全门进行操(如不确认开机后有断吸嘴的可能)
OK
NG
请有缠绕齿轮的可能,剪刀剪断
Feede末驱动取中间位置,会造设备吸取不良报警贴装角度不正、缺(也有损伤的可NG
嘴的可能)
装料或中途理报,警前NG 嘴,此做法止)
不附合操作规范要求,如果前
5NG
不小料带不剪断推进去feede 撞断吸嘴的可NG
NG
NG
NG
NG
NG
NG
NG
NG
要5不附合操作规范和。