压力容器用热轧不锈钢复合钢板可行性的探讨
论不锈钢复合钢板压力容器制造质量控制

成 型 缺 陷 对 焊 缝 质 置 影 响
复 合 板 的 复 层 较 薄 , 成 型 质 量 不 好 , 造 成 错 边 量 和 若 将
脱 硫 塔 的制 造 为 例 , 设 备 的 组 装 成 型 和 焊 接 两 方 面 来 论 棱 角 度 超 标 , 而 对 焊 缝 质 量 造 成 不 良影 响 : 从 因
现 代 商 贸 工 业
N o. 201 9, 0
Mo enB s e a eId s y dr ui s Trd n ut ns r
21 0 0年 第 9期
论不锈钢 复合钢板压力容器制造质量 控制
叶 时 尧
( 州 市 中制 药机 械 设 备 厂 , 江 温 州 3 5 2 ) 温 浙 2 0 4
作压力 为 1 1 a 最 高 操 作 温 度 为 4 0 介 质 为 变换 . Mp , 5,
() 3棱角度使焊缝余 高超标 , 引起应力集中, 从而降低了焊
.mm。 气 、 胶 液 体 , 体 材 料 选 用 1M n 烤 主 6 R+ 1 r8 9 。设 备 按 缝 的疲 劳 寿命 。本设 备 要 求对 接 焊缝 错 边量 不 大 于 15 C l Ni Ti G 1 0 9 行 制 造 检 验 和验 收 , 接 受 《 力 容 器 安 全 技 3 简 体 成 型 质 量 控 制 B 5 - 8进 并 压 ( ) 主 体 工 程 施 工 过 程 中 , 控 制 开 挖 和 回 填 产 生 的 4 2 水 土 保 持 的 植 物 措 施 1在 为 . 水 土 流 失 , 路 基 尤 其 回 填 路 段 和 一 侧 开 挖 路 段 施 工 前 应 在
各 业 , 处 的工 况 既 复 杂 又 恶 劣 。 尤 其 是 石 油 化 工 企 业 使 所 板 按 J / 7 0 9《 力 容 器 无 损 探 伤 》 行 1 0 UT 检 B T4 3 - 4 压 进 0
不锈钢复合板在压力容器焊接方面的讨论

工程技术
D O I : 1 0 . 1 9 3 9 2 / j . e n k i . 1 6 7 1 - 7 3 4 1 . 2 0 1 7 2 2 1 1 9
不锈 钢 复合 板在 压 力 容 器 焊 接 方 面 的讨 论
郑祖 杰
江 苏省 种 设 备 安 全 监 督 检 验 研 究 院 无 锡 分 院 江 西无锡 2 1 4 0 0 0
坏, 且不可在其表 面 随意进行 引弧 。焊接 支架 、 吊环 以及 卡兰 时, 禁止使用铁锤 、 铁棒等工具敲击其表面 。 关 于 T型接头焊 接方 面 , 焊接筒 体时 , 若在 完成 复合 板纵 缝焊接后 进行 环焊缝 焊 接 , 则极 易将 过渡 层 焊缝融 入 基 层焊 缝, 从而形成硬脆组织 。另外 , 此处焊 接应力较为集 中 , 本 身就 较容 易出现裂 纹问题 , 故 为保 证 T型 接头 焊接质 量 , 应在 环形 基层 焊接工作完成之后 , 再进行分层 和过渡层焊接 。
4 . 2过 渡 层 焊 接
在熔 合 良好的情 况下才 能开 展过 渡缝焊 接工 作 , 焊丝 、 焊 条应尽量 选择接线能量小且直径小 的类 型 , 还应避免基 材金属 融入量过 高 , 从而保 证融 合 比的合理 性 , 避免化 学成 分遭 到破 坏而引发的裂纹问题 , 过 渡层 厚度一般 需控 制在 2 a r m 以内 , 且 需覆 盖全 部基 材。
一
缝 的影响 , 可先对基 层部 分进 行焊接 , 并 尽量 将工作 转移 到基 层侧 进行 , 避免焊接过程 中对 于复合层 造成 的影 响和损坏 。当 复材接合面与基材 加工 至 2 m m左 右时 , 应 先去 除基 层焊 缝加 强高再进行过渡层 焊 接。另外 , 还应 禁止 触碰熔 化复 材 , 焊缝 余 高需控制在合理范 围内。综合权衡 基材结构 、 种类 以及厚度 等因素 , 必要时可进行相应 的预热处理。
锅炉压力容器用热轧不锈钢复合钢板-钢铁标准网

ICS点击此处添加中国标准文献分类号YB 中华人民共和国黑色冶金行业标准YB/T XXXXX—20XX锅炉、压力容器用热轧不锈钢复合钢板Hot-rolled stainless steel clad plates for boiles and pressure vessels点击此处添加与国际标准一致性程度的标识(征求意见稿)20XX-XX-XX发布20XX-XX-XX实施中华人民共和国国家发展和改革委员会发布前言目前国内不锈钢复合板的主要标准有GB/T8165-2008《不锈钢复合钢板和钢带》和行业标准NB/T47002.1—2009《压力容器用爆炸焊接复合板——第1部分:不锈钢-钢复合板》,国内对压力容器用轧制不锈钢复合板未形成统一的国家规范或标准,现有标准规格范围等均不能满足轧制不锈钢复合板的生产要求。
因此,为丰富压力容器用不锈钢复合板开发和应用,遵循节能减排的原则,建立具有技术特色、规范和控制压力容器用轧制不锈钢复合板技术质量的行业标准具有重大意义。
本标准参照日本标准JISG 3601《不锈复合钢》、GB/T 8165《不锈钢复合钢板和钢带》和NB 47002.1《压力容器用爆炸焊接复合板第1部分不锈钢-钢复合板》中有关锅炉压力容器用不锈钢复合板的技术内容制定的。
本标准与JISG 3601、GB/T 8165和 NB 47002.1相比,主要技术内容差异如下:复合钢板尺寸规格扩大,厚度、宽度允许偏差和不平度严于GB/T 8165、NB47002.1标准的要求。
产品厚度范围:本标准规定≥5mm,GB/T 8165规定≥8mm,JISG 3601规定≥8mm, NB 47002.1规定≥8mm。
剪切强度:本标准规定R1、R2≥220 N/mm2,R3≥210 N/mm2,GB/T 8165规定R1、R2≥210 N/mm2,R3≥200 N/mm2,NB 47002.1规定剪切强度不小于210 N/mm2复合钢板种类:轧制复合钢板本标准由中国钢铁工业协会提出。
复合钢板制造压力容器分析
复合钢板制造压力容器分析1下料在切割复合钢板时,采纳的是等离子切割方式,在划线和切割过程中,要严格操纵周长方向的尺寸,这样才能保证错边量符合相关要求。
一般均质钢板筒体下料尺寸要以实测封头的外周长为基础来计算,以中径展开长度下料。
复合钢板制压力容器的错边量要求比较严格,所以,在制作时,要考虑卷制延伸量、焊缝对接间隙和纵焊缝焊接收缩量等因素。
因为制成复合钢板的2种材料的力学性能不同,基层与覆层之间存有过渡的结合面,所以,复合板的性能与基层板和覆层板也都不同,所以,复合钢板筒体的下料尺寸也与一般均质板的下料尺寸不同。
在卷制时,钢板的中性面向强度比较高的金属侧,即覆层侧移动。
在制作产品时,测得淬冷器封头直段外周长为8338mm和8340mm,取平均值为8339mm,厚度取2个封头直段均布8点厚度的平均值为28.15mm。
变换气分离器Ⅰ封头直段外周长为7047mm和7049mm,取平均值为7048mm;变换气分离器Ⅱ封头直段外周长为7044mm和7047mm,取平均值为7045.5mm;变换气分离器Ⅰ厚度取2个封头直段均布8点厚度的平均值为21.9mm;变换气分离器Ⅱ厚度取2个封头直段均布8点厚度的平均值为22.3mm。
在制作产品时,对于淬冷器,如果筒体按一般均质钢板理论展开,其长度为8247mm,按复合钢板筒体展开,其长度为8231mm,实际筒体下料尺寸为8231mm。
对于变换气分离器Ⅰ,如果筒体按一般均质钢板理论展开,其长度为6982mm,按复合钢板筒体展开,其长度为6963.5mm,实际筒体下料尺寸为6963.5mm。
对于变换气分离器Ⅱ,如果筒体按一般均质钢板理论展开,其长度为6982mm,按复合钢板筒体展开,其长度为6958mm,实际筒体下料尺寸为6958mm。
对于产品制成后的环缝最大错边量,淬冷器为1.0mm,变换气分离器Ⅰ为0.8mm,变换气分离器Ⅱ为1.1mm。
2坡口的选择采纳等离子弧切割、气割方法加工坡口,应除去坡口表面的氧化层和过热层。
不锈钢复合板压力容器设计制造技术探讨
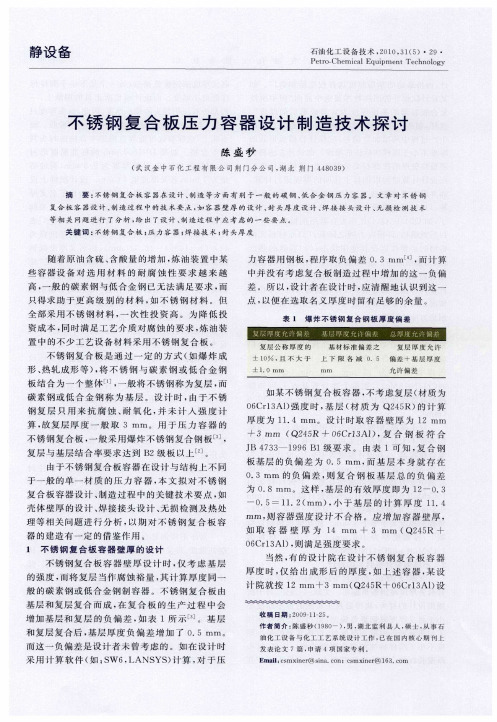
J 7 3 1 9 1级要 求 。 由表 1可 知 , B 4 3 - 9 6B 复合 钢 板基 层 的负偏 差 为 0 51r , 基 层 本 身 就 存 在 . T i 而 I1
0 3Im 的负 偏 差 , 复合 钢 板 基 层 总 的 负偏 差 . n 则
为 0 8mm 。这 样 , 层 的有 效 厚 度 即 为 l — 0 3 . 基 2 .
静 设Байду номын сангаас备
P o-工 ia 术 2 0 Te )2・ 石r化 em备lEqui0 nt1chnolgy 油 Ch设c技 .1 3 5・ ,( 9 e t pm e o
不 锈 钢 复 合 板 压 力 容 器 设 计 制 造 技 术 探 讨
陈 盛 秒
( 汉金 中 石 化 工 程 有 限公 司荆 门 分 公 司 , 北 荆 门 4 8 3 ) 武 湖 4 0 9
0 5 1. ( i , 于基 层 的计 算 厚 度 1. . — 1 2 1m) 小 T 14
mm, 容器 强度 设 计 不 合格 。应 增加 容 器 壁 厚 , 则
如 取 容 器 壁 厚 为 1 4 mm + 3 mm ( 4 R + Q2 5 0 C l A1, 满 足 强 度 要 求 。 6 r3 ) 则
算 , 复 层 厚 度 一 般 取 3 mm。 用 于 压 力 容 器 的 故
中并没 有考 虑 复合板 制 造过 程 中增加 的这 一 负偏 差 。所 以 , 计 者在 设计 时 , 设 应清 醒地 认识 到这 一 点, 以便 在选 取 名义 厚度 时 留有 足够 的余 量 。
表 1 爆 炸 不 锈 钢 复 合钢 板 厚 度 偏 差
—
复合 板 容器设 计 、 制造 过 程 中的关 键技 术要 点 , 如 壳体 壁厚 的设 计 、 焊接 接 头设 计 、 无损 检测 及热 处 理 等相 关 问题 进行 分析 , 期 对 不 锈 钢 复 合 板 容 以 器 的建 造有 一 定 的借鉴 作用 。
爆炸焊不锈钢复合钢板制造压力容器难点分析

爆炸焊不锈钢复合钢板制造压力容器难点分析随着工业领域的发展,压力容器在石油、化工、航空航天等领域的应用越来越广泛。
而不锈钢复合钢板制造压力容器是一种新型的工艺,可以有效提高压力容器的耐腐蚀性和耐磨性。
爆炸焊不锈钢复合钢板制造压力容器也存在一些难点,本文将对这些难点进行分析。
一、材料选择不锈钢复合钢板是由不锈钢板和普通碳钢板经过爆炸焊接而成的,在材料选择上需要考虑不锈钢和碳钢的适应性和相容性。
不锈钢复合板材的基板需具有足够的韧性和强度,而不锈钢面板则需要具有良好的耐腐蚀性和抗压性。
在材料选择上需要充分考虑两种材料的性能和匹配度,以确保制造出的压力容器具有优良的性能和稳定的品质。
二、爆炸焊工艺爆炸焊是将两种金属材料通过爆炸的冲击力进行结合的一种特殊焊接工艺,这种工艺涉及到多种物理、化学过程,并且需要严格控制焊接过程中的各项参数。
在爆炸焊不锈钢复合钢板制造压力容器过程中,需要保证爆炸焊接的工艺参数和条件的精确控制,确保不锈钢复合钢板的结合强度和质量达到设计要求,避免出现焊接质量不良或者结合层出现裂纹等问题。
三、加工工艺不锈钢复合钢板制造压力容器的加工工艺也是一个重要的难点。
由于复合板材的结构和性能的特殊性,对加工工艺的要求也比较高。
需要使用适当的切割、成型、焊接等加工设备和工艺,合理控制加工参数和工艺过程,确保不锈钢复合钢板的加工精度和表面质量,避免因加工不良导致的材料损坏或者制造压力容器的性能下降。
四、质量控制不锈钢复合钢板制造压力容器的质量控制是整个制造过程中最为重要的环节。
需要对复合板材的每一个工序进行严格的质量控制,包括材料的检验、工艺的检测、成品的检验等,确保每一个制造出来的压力容器都达到设计要求的性能和品质,避免因质量不良导致压力容器在使用过程中出现故障或者事故。
五、技术人员素质不锈钢复合钢板制造压力容器需要具备较高的技术含量,而且需要一定的经验和技能。
技术人员的素质也是一个重要的难点,需要有一支经验丰富、技术过硬的团队,能够熟练掌握爆炸焊工艺和加工工艺,能够及时发现和解决制造过程中出现的问题,确保不锈钢复合钢板制造压力容器的顺利进行。
不锈钢复合板压力容器的热处理
不锈钢复合板压力容器的热处理摘要:不锈钢复合板有着十分优良的经济性,因此在当前的压力容器制造过程中得到日益广泛的应用,不锈钢耐腐蚀层呈现出特别良好的耐腐蚀性能,不锈钢基层可选择强度更高的钢质底板,使钢板厚度有效减少,进一步降低不锈钢制作过程中的制造难度和成本。
需要注意的是,在焊接之后,要着重做好热处理工作,这样才能使其性能进一步优化。
基于此,下文重点探讨和分析不锈钢复合板压力容器的热处理技术等相关内容。
关键词:不锈钢复合板;压力容器;热处理引言在不锈钢结构中复合板是两种材料的复合,两种材料所涉及的成分在物理和化学性质方面有一定的差异,所以复合压力容器制造过程中要着重做好每一个步骤,这是至关重要的。
其中,热处理技术应用是特别关键的内容,在实际的操作过程中,主要是应用相对应的介质,把压力容器的复合材料加热到冷却,通过这样的处理,进一步有效改变压力容器材料的化学成分和金相组织中的不稳定因素,以此使材料的金属性能进一步改进,使其最优化,进一步提升整体压力容器的安全性能。
1不锈钢复合板压力容器的热处理技术综述热处理主要指的是把固态金属及其合金(钢及其合金)结合相应的要求对其展开加热、保温和冷却,通过这样的方式,对其内部组织进行有针对性的改变,从而有效实现既定要求的性能的工艺过程,其中,在具体的操作中,对热处理造成影响的因素包括温度和时间等。
在温度的变化下,不锈钢在固体状态下能够发生相对应的相变。
针对此类压力容器进行处理的过程中,所涉及的热处理技术,主要包括三个阶段,分别是,加热,保温,冷却。
这三个阶段既是互相独立,又是互相配合,有效统一的。
2不锈钢复合板压力容器的热处理不同阶段具体来说,相关阶段主要体现在以下内容:2.1加热阶段在热处理技术中,这是特别重要的阶段,同时也是关键所在,和能否完成相对应的加热目标,有着至关重要的紧密联系。
在实际的操作过程中,要设置相对应的加温温度系数,在热处理技术的发展过程中,最开始是煤和木炭加热,然后用气体液体燃料或电进行加热当前有效应用熔融金属的加热处理,为了使热处理质量和效果得到更有效的加强,呈现出更加良好的加热效果,要针对加热温度进行有效控制。
浅谈应用复合钢板的压力容器制造工艺及相关要求

浅谈应用复合钢板的压力容器制造工艺及相关要求摘要:应用复合钢板的压力容器制造工艺有众多要求,制造具有一定特殊性,为更好的提升其制造工艺,本文对复合钢板的压力容器的制造相关工艺进行了分析研究。
关键词:复合钢板压力容器制造工艺工艺要求压力容器是工业生产中较长使用到的一种工业设备,目前压力容器的制造经常选择复合钢板为主要材料,这主要是由于复合钢板以某种钢作为基层,以另一种钢或有色金属为复层,能够满足压力容器使用中经常需要面对重大危险环境的秀,在确保其能够承受工作压力的情况下避免腐蚀作用较强物质带来的负面影响,确保石油化工等产业生产工作顺利进行。
在使用负荷钢板制造压力容器过程中伴随着不少问题,加强研究解决这些问题对于更好的提升其制造工艺具有积极作用。
复合钢板压力容器的生产流程为:下料—>成型—>焊接—>无损检测—>组对、焊接—>无损检测—>热处理—>耐压实验[1],下面我们对这些流程工艺和制造要求进行分析。
压力容器的设计要以标准体系为依据,进行设计计算,在制造、检验、验收环节加强监管,从而降低问题发生率。
以通常设计时使用的标准体系GB150、NB/T47003.1为例,其主要是一种出于经济考虑而诞生的设计标准,过程中较为关键的是确定设计载荷、选用设计公式、曲线或图表,取材料安全应力,最终得出容器基本厚度,然后根据相关构造细则与制造标准进行设计、制造[2]。
准备阶段,复合钢板基层与复层的材料要根据应用需求进行合理选择。
压力容器使用材料则要根据具体用途综合考虑各方面性能因素,诸如温度、压力、介质腐蚀性、介质对材料的脆化作用及其是否易燃、易爆、有毒等,从而根据需求设计经济合理的方案,在确保其机械性能、耐腐蚀性能、物理性能等满足使用要求的前提下,保证经济效益。
以复合钢板的选材为例,其必须保证符合国家相关质量标准,板面平整,无外观缺陷,尤其是基层与复层之间,结合面积至少要超过95%以上,抗拉强度和延伸率满足应用标准,在探伤试验中不出现有害的分层现象[3]。
关于复合钢板压力容器制造技术分析
关于复合钢板压力容器制造技术分析摘要:复合钢板因其良好的适用性和经济性而在石油、化工、航海、医疗、食品行业中被广泛应用,但其制造具有特殊性。
文章主要从应用复合钢板的压力容器制造中的板材复合、筒体下料、排版、焊接工艺及相关要求进行阐述。
关键词:复合钢板;压力容器;制造工艺;筒体下料;排版;焊接1复合前准备1.1复合钢板的准备复合钢板基层与复层的材料因需要而定。
一般情况下,基层材料为16MnR,复层材料为0Crl8Ni9的不锈钢复合钢板较为常用。
在复合前,复合钢板应符合以下条件:(1)被选用的复合钢板应具有符合国家现行标准的质量证明书,并确保板面平整。
(2)复合钢板不得有使用上的有害外观缺陷。
基层与复层的结合面积应占总面积的95 %以上,局部未结合面积不得超过50 cm2。
对加工时有较大应力(如冲压封头)或使用时有较大负荷(如管板)的复合钢板要求更严。
基层与复层表面的浅平缺陷,如果不可磨掉,则复层表面的全部缺陷面积总和不得超过复合面积的20 %。
同时,复层材料的表面质量应与复合方法相适应,厚度均匀,公差应符合规定值。
(3)对复合钢板的机械性能,其抗拉强度和作延伸率原则上应等于或大于母材(基层材料)值;抗弯试验标准应与总厚度相等的母材相同,抗剪强度对任何总厚度25 mm~28 mm时,若预热温度在100 ℃以上就不需消除应力;当母材厚度>38 mm时,才进行应力消除。
(4)由于基层焊缝对复层焊缝有稀释作用,容易降低复层焊缝金属中的铬、镍等合金元素的含量。
因此,焊接时,过渡层的焊材应采用高铬、镍钢等焊材,以得到双向组织的焊缝,避免大量马氏体组织的产生,出现焊接冷裂纹。
(5)焊前,应先通气排除管路中的空气;当CO2气体保护焊焊接复合钢板时,应确保有足够的保护气体流量,以避免空气侵入焊接区;焊接结束后,应及时清理焊嘴上的飞溅物;焊丝伸出长度不应太长,以10 mm~15 mm为宜。
(6)除按图样规定对复合钢板焊缝进行射线检测或超声波检测外,对所有的复层焊缝也应作渗透检测,以检验焊缝表面有无裂纹;焊缝检验不能在焊后立即进行,最好在退火之前进行,检验方法可用着色、磁粉及射线探伤均可。
不锈钢复合钢板制造压力容器设计厚度探讨

第44卷第4期2007年8月化 工 设 备 与 管 道PROCESS E QU I P M E NT &P I P I N G Vol 144 No 14Aug 12007 压力容器不锈钢复合钢板制造压力容器设计厚度探讨肖文丽 韩玉梅(中国石油天然气华东勘察设计研究院,青岛 266071)摘 要:说明了不锈钢复合钢板制造压力容器的设计厚度与制造成品的最终厚度之间的差异,及可能造成不满足设计要求的严重后果,提出了设计制造应注意的问题。
关键词:不锈钢复合钢板; 压力容器; 设计厚度; 成品厚度中图分类号:T Q050.4+1文献标识码:A文章编号:100923281(2007)0420014202D iscussi on of D esi gn Th i ckness of Pressure Vessel Fabr i ca ted by St a i n less Steel C l ad Pl a teX i a o W en li Han Y u m e i(CN PC Eastchina D esign Institute,Q ingdao 266071)Abstract I n this article,the fact that the difference existed bet w een the design thickness of the vessel fabricated by stainless steel clad p late and the final thickness of the p r oductmay result in severe consequence was indicated .The as pects needed t o be noted in fab 2ricati on were,then,p resented .Keywords stainless steel clad p late,p ressure vessel,design thickness,thickness of p r oduct收稿日期:2007201212作者简介:肖文丽(1963—),女,高级工程师。
探讨应用复合钢板的压力容器制造工艺

探讨应用复合钢板的压力容器制造工艺摘要:从当前我国压力容器制造企业的生产作业情况来看,复合钢板已经成为了容器制造的主要材料之一,通过对此种原材料的运用,可以实现对容器结构稳定性的有效保证。
但与此同时,复合钢板在压力容器制造中的应用,使得制造工艺独特性及复杂性明显提高,因此对相关技术人员自身专业素质有很高要求,需要其可以根据具体的生产要求来对压力容器制造过程中多方面影响因素进行有效判断,这样才能使实现对压力容器制造工艺的准确选用,进而保证容器制造综合品质。
基于此,本文对应用复合钢板的压力容器制造工艺进行了分析。
关键词:复合钢板材料;压力容器;制造工艺前言随着我国压力容器在工业产业中的应用范围不断扩展,多种新进的材料及制造工艺被应用到了压力容器制造过程中,使得压力容器在我国石油化工、医疗领域中的应用受到了业内人士广泛欢迎。
同时,由于压力容器在投入使用过程中,还体现出了较为良好的环保效用,使其可以开发出更为广阔的应用空间。
目前,复合钢板材料已经成为了我国压力容器生产制造过程中经常应用的原材料,应用此种材料进行压力容器制造,可以实现对压力容器承压能力、抗腐蚀能力的有效保证,并且,由于复合钢板材料的成本造价比以往的不锈钢材料低,这也使得此种材料的应用更加有利于对压力容器的生产成本进行有效控制,进而保证压力容器制造企业获得更为理想的经济效益。
但整体来看,基于复合钢板的压力容器制造工艺在我国依然属于一种新型工艺,工艺体系完善程度并不高,同时,我国在此方面的人才结构尚且不够完善,因此,对复合钢板的压力容器制造工艺进行进一步探究非常有必要。
一、复合钢板的压力容器制造前期准备工作在正式开展复合钢板的压力容器生产制造操作之前,应该注意先做好相应的准备工作,这也是保证接下来一系列生产操作体系完整性的关键,通常来说,前期准备工作应该涉及到以下内容:首先,科学处理复合钢板基层与复合层之间的问题。
基层与复合层的材料选择非常关键,其选择情况直接影响到最终压力容器的生产质量。
压力容器材料的性能及应用研究分析
压力容器材料的性能及应用研究分析压力容器广泛应用于化工、石化、医药、食品等工业领域中,以储存、运输和处理各种气体或液体物质。
在这些应用中,压力容器材料的选择和性能至关重要,因为它们直接影响到容器的安全性和可靠性。
本文将探讨压力容器材料的性能及应用研究分析。
首先,我们将关注三种常用的压力容器材料:钢、铝和复合材料。
这些材料在压力容器领域中具有广泛的应用。
钢是目前最常用的压力容器材料之一。
其主要优点是强度高、刚度好、耐腐蚀性能较好以及可焊性强。
钢材可以分为普通碳素钢和合金钢两类。
普通碳素钢较为常用,主要包括Q235B、Q345R等级。
合金钢具有较强的耐腐蚀性能,可用于承受高温高压的工作环境。
然而,钢材的缺点是重量较大,这对于大型容器而言可能会增加运输和安装的困难。
铝是另一种常用的压力容器材料。
与钢相比,铝具有更轻的重量、更好的导热性和较高的耐腐蚀性。
此外,铝材还具有良好的加工性能和可塑性,方便制造各种形状的容器。
然而,铝材的强度较低,对于需要承受高压的容器而言并不适用。
此外,铝容器在制造过程中需要特殊注意防止氧化物生成。
复合材料是新兴的压力容器材料。
它由两种或更多种不同材料的复合而成,如玻璃纤维增强塑料(GFRP)、碳纤维增强塑料(CFRP)等。
复合材料具有极高的强度和刚度,同时重量轻、耐腐蚀性能优良。
此外,复合材料还具有良好的疲劳寿命和较长的使用寿命。
然而,复合材料的制造工艺相对复杂,生产成本较高,且易受到湿度和高温环境的影响。
对于不同的应用需求,选择合适的压力容器材料至关重要。
对于一般的气体贮存容器,普通碳素钢是较好的选择。
当涉及到储存腐蚀性气体或液体时,合金钢或不锈钢是更合适的选项。
对于要求重量轻且对强度要求不高的容器,可以考虑使用铝或复合材料。
而对于高温高压等特殊工况,合金钢或者复合材料是更适合的选择。
除了材料的选择外,还有一些关键的性能指标需要考虑。
其中,压力承受能力和耐蚀性是最重要的指标之一。
基于压力容器用热轧不锈钢复合钢板可行性的探讨

基于压力容器用热轧不锈钢复合钢板可行性的探讨摘要:为保证工业稳定的大批量生产,轧制方法是生产宽、大尺寸复合钢板的有效生产方式,是复合钢板生产方法的主流。
与爆炸性复合工艺相比,该工艺更符合低碳经济和绿色生态的要求,更适合机械化、规模化、连续生产。
生产大尺寸复合板方便,减少非金属杂质对界面的污染。
在基材与不锈钢之间加入镍,形成保护膜,防止不锈钢层的碳增加。
关键词:压力容器;热轧不锈钢;复合板;可行性;压力容器复合板不仅具有耐腐蚀、耐热、耐磨性,而且具有基材的强度和刚度。
不锈钢包壳板在金属包壳板中所占比例超过80%,不锈钢包壳板是在低碳或低合金钢板中经过一定工艺后,在低碳或低合金钢板中具有高耐腐蚀不锈钢的层状复合材料。
一、结合机理复合界面的结合是复合板的性能关键影响因素。
在金属复合材料金属复合材料制各需要在较高温度下进行,两种金属在高温复合时容易发生不同程度的界面反应,金属在冷却、凝固、热处理过程中还会发生元素扩散、固溶、相变等。
这些均使金属复合材料的界面结构十分复杂。
界面区域的组成、结构明显不同于基体,受基体成分、增强类型、复合工艺参数等多种因素的影响。
复合材料的结构缺陷,如小孔、杂质和微裂缝,常常倾向于集中在界面相区,这会引起性能的恶化。
界面结构主要指界相区的结构,也包括邻近界相区的基体和增强体的结构。
许多复合材料的界相区与基体或增强体并无明确的边界。
即便是同一种复合材料,界面结构也非均匀一致,有的是明锐的边界,有的是模糊的边界。
而界相区可能是一个结构逐渐过渡的区域。
对界面结构的研究,应该包括对界面两侧区域的结构的研究。
二、压力容器用热轧不锈钢复合钢板可行性1.热轧复合法。
热轧法也称叠轧法,是将基层和覆层两种金属板坯叠在一起,四周封焊,结合层中抽真空,然后在高温(固态)下轧制压合产生一定的连接强度。
热轧法的结合大致要经过以下3道工序:(1)轧制产生的塑性变形使覆材与母材的接触面出现新生金属面,并在大范围内将两种材料完全紧密地结合在一起。
爆炸焊不锈钢复合钢板制造压力容器难点探讨

爆炸焊不锈钢复合钢板制造压力容器难点探讨摘要:近年来,压力容器被广泛地应用于工业生产的各个领域中,在生产中占据着重要的地位。
压力容器的制造中,不锈钢复合钢板的应用较为普遍,基于其制造中对于错边量有着极为严格的要求,就需要在制作中考虑多方面的因素,尽量将其错边量控制在合理的范围内。
另外,不锈钢复合钢板的焊接处理工艺要求较高,否则会引发严重的质量问题,因此,要对焊接工艺加以严格控制。
基于此,本文详细分析了爆炸焊不锈钢复合钢板制造压力容器的难点,在一定程度上避免可各种制造缺陷。
关键词:复合钢板;压力容器;错边量;裂纹近年来,随着压力容器应用领域的扩大,不锈钢复合钢板逐步成为压力容器制造中使用的主要材料。
从不锈钢复合钢板的生产过程来看,其主要是由不锈钢板与碳钢板爆炸复合形成的,其中,不锈钢板具有耐腐蚀特性,而碳钢板的强度较高,二者的结合使用充分发挥了两者的优势,具有经济性与技术性的优势。
但是,爆炸焊不锈钢复合钢板制造压力容器具有一定的难度,在制造过程中如果使用不当将会造成压力容器的质量问题,因此,需要在制造过程中科学应用该材料。
1.设备概述在压力容器的制造中,不锈钢复合钢板的应用具有明显的应用优势,与普遍的钢板相比,其抗腐蚀性能良好,并且其强度较高,成本低廉,满足了压力容器制造的各方面性能要求,因此,在压力容器的制造中,不锈钢复合钢板的应用极为普遍,其制造形成的压力容器被广泛地应用于石油化工、医药等生产领域。
但是,不锈钢复合钢板应用于压力容器的制造中,其制造过程具有一定的工艺难点,主要体现在其在爆炸焊不锈钢复合压力容器的制造中,因此,在制造中需要解决有关的工艺难点,以保证压力容器制造的顺利进行。
基于压力容器加工与制造的要求,在加工开始之前,相关的人员要根据其制造需求,对有关的机械设备型号、参数等加以确定与核对,从而为后期的下料、坡口、焊接等创造良好的前提条件,保证压力容器在制造的效率,提高其加工的精度。
浅谈复合板材料制造压力容器的问题
浅谈复合板材料制造压力容器的问题摘要:复合板在近几年来得到了较广泛的应用,以取代某些环境下采用的纯不锈钢。
本文针对复合板制压力容器制造常见的问题进行了阐述,并对I类和II 类复合板制压力容器之间的异同和应注意的事项进行了深入论述。
关键词:复合板;压力容器;设计;制造;检验复合板是由基层材料和复层材料通过爆炸或爆炸——轧制等方法复合而成的双金属板。
由于复合板具有强度高、耐蚀耐磨等特殊性能好和造价较低等优点,近年来在石化、冶金、机械、能源、航天等领域得到广泛应用。
在压力容器行业中,复合板主要用于制造反应釜、换热器、贮罐等设备。
用于制造压力容器的复合板目前主要有两类,一类是基层材料与复层材料焊接性较好,这类材料有不锈复合钢板、镍基合金复合钢板等(以下简称I类材料);一类是基层材料与复层材料焊接性较差或不能焊接,这类材料有钛复合板、铜复合板、铝复合板等(以下简称II类材料)。
对这两类复合材料,在容器产品设计、制造和检验时都有很大的不同,应区别对待。
1.材料要求对于复合板材料来说,基层与覆层贴合的紧密程度是非常关键的问题,如果基层与覆层间贴合不好,不仅不能满足防腐的要求,而且在使用过程中还有可能导致鼓包和大面积脱层,从而严重影响设备的安全使用。
同时在设备制造过程中会直接影响壳体的组对焊接质量,尤其容易导致焊缝及母材微裂纹的产生,给设备的安全使用留下隐患。
因此,在用复合板生产之前,仍然需要进行复验,用超声波探伤的方法对复合板的贴合程度进行抽查,不允许任何超标缺陷存在。
除此之外,还应视设备类别及所使用的介质等,对复合材料的力学性能,化学成分进行复验,以确保压力容器主体材料的可靠性。
2.容器制造采用机械切割时,复层朝上,并应注意防止复层表面的损伤。
对厚度大于12mm以上的复合钢板,可按设备装备情况依次采用等离子切割、气割、氧助熔剂切割。
切割后用机械方法切除热响区及端面缺陷和裂纹,严禁将切割熔渣溅在复层表面上。
等离子切割时,将复层面朝上,从复层侧开始切割;采用气割时,复层朝下,从基层侧开始振动切割。
不锈钢及复合钢板的压力容器设计与施工技术

浅谈不锈钢及复合钢板的压力容器设计与施工技术摘要:本文介绍不锈钢及复合钢板的压力容器设计与施工技术。
关键字:不锈钢及复合钢板;设计;施工方案。
1.前言不锈钢及复合钢板是一种以碳钢为基体单面或双面整体连续地包覆2~16mm不锈钢的金属高效材料。
它充分发挥两种材料特性优势,既具有不锈钢的耐腐蚀、耐磨性、抗磁性、豪华性和装饰性;又具有碳钢良好的可焊性、成型性、拉延性和导热性,因而它是一种多功能材料。
同时由于它可节约不锈钢,可降低成本,价格低廉,因而被广泛用于石油、化工、制盐制碱等国民经济各行各业,用于取代全不锈钢,甚至取代B30铜和蒙及尔合金,具有巨大的社会经济效益。
2.不锈钢复合钢板压力容器设计2.1材料的选择及要求a) 基材基材主要作用是是承受载荷的部分,其技术要求(如交货状态、力学性能检验率、超声波检测)应该符合GB 150或JB 4732的规定,以锻件为基材时,应采用Ⅲ级或Ⅳ级锻件。
基材的标准抗拉强度下限值大于或等于540MPa的复合板,须经技术评定后才能使用[1]。
b) 覆材覆材是与介质直接接触的部分,主要利用其耐腐蚀、耐磨性、抗磁性等特点。
覆材选用的不锈钢板,对不计入强度计算的奥氏体型不锈钢覆材,可选用GB24511以外的国家标准中的钢材,该覆材钢号的技术要求(如磷、硫含量,强度指标等)允许低于GB 24511相应钢号的规定[2]。
选择覆材时,应考虑容器内的介质对覆层不锈钢的影响,比如应力腐蚀和晶间腐蚀等。
c) 常见复合钢板选取可按表一进行选择:表一覆材和基材[1]2.2设计及技术要求的提法1)按照工艺专业所提委托,选择合适的基材和覆材,并且根据所提设计参数计算基层材料的厚度。
确定基层名义厚度时应考虑容器的强度以及刚度等问题,须留有适当的安全余量。
在确定覆层厚度时应满足以下两点的要求:①覆材厚度为2mm~16mm[1];②基材最小厚度为6mm,且基材厚度与覆材厚度之比通常不小于3[1]。
2)复合钢板压力容器设计中常常需要涉及的对制造、检验和验收的要求主要有:钢板的超声复验、焊接接头无损检测比例、力学性能、冲击试验、结合状态检验及弯曲性能检验、是否需要做焊接试板、是否需要进行热处理等。
不锈钢复合板压力容器的设计制造技术研究

不锈钢复合板压力容器的设计制造技术研究发布时间:2021-10-28T07:40:38.599Z 来源:《城镇建设》2021年16期(上)作者:夏志毅[导读] 在国家快速发展的过程中,我国的科学技术水平得到显著提高,夏志毅44122919770118****摘要:在国家快速发展的过程中,我国的科学技术水平得到显著提高,进而我国行业的发展提供了极大的助力,同样也使得不锈钢的应用范围不断增加。
尤其是不锈钢复合板压力容器的应用更加广泛。
但是在应用的过程中,却存在设计制造问题,影响使用的效果。
本文以不锈钢复合板压力容器的设计制造技术研究为例,分析不锈钢复合压力板容器的设计要求和技术内容,以此保障设计制造的科学合理性,保障不锈钢复合板压力容器的使用效果,推动国家经济的发展。
希望本文的分析,可以为同行工作者提供借鉴经验。
关键词:设计制造技术;不锈钢;复合压力板;容器不锈钢复合板是借助技术把碳素钢和低合金钢与不锈钢进行融合的一种新型材料,它具有耐氧化和抗腐蚀性的特点,备受现如今行业发展的喜爱,这就导致这种材料的应用范围逐渐扩大。
但是在实际的使用的过程中,却因为设计制造的问题,导致不锈钢复合板压力容器的质量存在问题,并不能满足所有人的使用要求。
因此,就要对不锈钢复合板压力容器的设计制造技术进行研究,分析其中的技术要点,采取相应的措施,保障设计制造的效果,提高使用的效果,以此为国家的进一步发展提供助力。
一、不锈钢复合板的压力容器的要求(一)对材料的要求在设计制造复合板的过程中,它基层与覆层的贴合状态,直接影响复合板的质量。
一旦没有紧密贴合,就会导致仿防腐的要求不能满足,同时在使用的过程中,还会出现脱皮和鼓包的现象,导致安全隐患出现。
在这种情况下,对复合材料进行使用,还会导致壳体的组对焊接质量受到不良影响,进而会出现绗缝和材料裂纹,最终留下安全问题。
所以,在实际的生产过程中,要进行二次检查,在这个过程中,可以技术超声检测技术进行检查,一定要保障不能存在问题和缺陷[1]。
爆炸焊不锈钢复合钢板制造压力容器难点分析
爆炸焊不锈钢复合钢板制造压力容器难点分析爆炸焊不锈钢复合钢板制造压力容器是目前工业生产中常见的一种工艺,它能够在一定程度上提高压力容器的耐压性能和耐腐蚀性能。
在工程实践中,爆炸焊不锈钢复合钢板制造压力容器存在一定的难点和挑战,需要合理的工艺和技术来解决。
本文就对爆炸焊不锈钢复合钢板制造压力容器的难点进行分析,并提出相应的解决方案。
一、材料选择难点在爆炸焊不锈钢复合钢板制造压力容器过程中,材料选择是首要的一环。
不锈钢和复合钢板的选择直接关系到制造出的压力容器的耐压性能和耐腐蚀性能。
不锈钢复合钢板的材料选择需要考虑不锈钢和基材的熔点、热膨胀系数、热导率等物理性能,同时还需要考虑两种材料的化学成分和相容性等因素。
这需要进行详细的材料实验和分析,确保选用的不锈钢复合钢板能够满足压力容器的使用要求。
解决方案:在材料选择方面,需要结合压力容器的使用环境和使用要求,进行详细的材料实验和分析。
通过实验数据和工程经验,选择合适的不锈钢复合钢板,确保在爆炸焊制造压力容器时,材料能够满足压力容器的使用要求。
二、焊接难点爆炸焊不锈钢复合钢板制造压力容器的关键环节是焊接工艺。
由于不锈钢和复合钢板的物理和化学性质不同,焊接时容易产生热变形、气孔和裂纹等缺陷。
焊接工艺对不锈钢复合钢板的性能影响很大,需要严格控制焊接参数和工艺。
解决方案:在焊接工艺方面,需要结合不锈钢复合钢板的物理和化学性质,制定合理的焊接参数和工艺。
采用专业的爆炸焊设备和技术人员,严格控制焊接参数和工艺,确保焊接质量和性能。
三、热处理难点在爆炸焊不锈钢复合钢板制造压力容器的过程中,热处理是必不可少的一环。
由于不锈钢和复合钢板的物理性能和结构相差较大,需要进行合理的热处理工艺,以提高压力容器的耐压性能和耐腐蚀性能。
热处理时还需考虑热处理温度、时间和冷却速度等参数,以避免不锈钢复合钢板因热处理而产生变形和裂纹等缺陷。
四、质量控制难点在爆炸焊不锈钢复合钢板制造压力容器的过程中,质量控制是至关重要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
c l a d p l a t e s h a v e b e e n
p r o d u c e d wi t h d i r e c t r o l l e d p r o c e d u r e i n t h e o v e r s e a . Ac c o r d i n g wi t h c u re n t s t a n d a r d, c o mp a r i n g wi t h e x — p l o s i o n me t h o d a n d r o l l e d p r o c e d u r e, t he a d v a n t a g e s a n d i s s u e s a r e a n a l y z i n g .T he me t h o d o f ho t r o l l e d c a n b e c o n t i n uo u s p r o d u c t i o n, n o t a f f e c t e d b y t h e n a t u r l a e n v i r o n me n t . I t i s mo r e e f f e c t i v e a n d c o n v e n i e n t t o p r o du c e c l a d p l a t e s wi t h wi d e a nd l a r g e s i z e .Al o n g wi t h de v e l o p me n t o f p r o d u c t i o n t e c hn o l o g y, ho t r o l l e d c l a d p l a t e s wi l l mo r e u nd e r s t a n d i n g b y t h e p e r s o n i n t h e c h e mi c a l i nd u s t r y . I t wi l l b e t h e ma i n wa y o f c l a d p l a t e s f o r mi n g i n t he f u t ur e . Ke y wo r d s: h o t - r o l l e d s t a i n l e s s s t e e l c l a d p l a t e s; r o l l e d p r o c e d u r e; c o mb i n a t i o n r a t e
的, 而国外 8 0 %的复合板采用直接轧制复合法生产。结合现行标准, 分析 了爆炸复合 法和轧制复 合 法 的优 势 与 问题 , 指 出轧 制复合 法 可 以不 受 自然环 境 影 响连 续 生产 , 比较 方便 地 生产宽 幅 、 大 尺
寸的复合 板 , 是 一种较 有效 的生产 方 式。 随着 生产技术 的发 展 , 以及 业 内对压力 容器 用热 轧不锈 钢 复合板 认识 的提高 , 热 轧复合 法将 有 可能成 为复 合钢板 生产 的主流 。
关键词: 热轧 不锈 钢 复合 钢板 ; 轧制 法 ; 结合 率
中图分类号 : T H 4 9 ; T G 3 3 5 文献标志码 : B 文章编号 : 1 0 0 1 - 4 8 3 7 ( 2 0 1 5 ) 0 3—0 0 7 6— 0 5
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1 — 4 8 3 7 . 2 0 1 5 . 0 3 . 0 1 1
Fe a s i b i l i t y Di s c u s s i o n f o r Ho t Ro l l e d St a i n l e s s S t e e l Cl a d Pl a t e s
o f Pr e s s u r e Ve s s e l
压 力容器用热轧不锈钢复 合钢板可行性的探讨
唐 华, 肖伟 亭 , 曹洪海 , 王耀 明 2 1 4 1 3 1 ) ( 无 锡化 工装 备股 份有 限公 司 , 江苏 无锡
摘 要: 不锈钢 复合 钢板在 化 工装置 中使 用较 多。 目前 , 国 内9 0 % 的复 合钢 板是 用 爆 炸法 生 产 出来
TANG Hua, XI AO W e i—t i ng, CAO Ho ng—ha i , W ANG Ya o—m i n g
( Wu x i C h e m i c a l E q u i p me n t C o . , L t d . , Wu x i 2 1 4 1 3 1 , C h i n a )
Ab s t r ac t : S t a i n l e s s s t e e l c l a d p l a t e s h a v e b e e n u s e d i n ma n y c h e mi c a l d e v i c e s .I n c u r r e n t , 9 0% p l a t e s h a v e b e e n p r o d uc e d b y e x pl o s i o n me t ho d i n d o me s t i c, a n d t h e r e a r e 8 0 % c l a d