华为结构类物料签样流程V2.0
华为FAI尺寸管理流程

非受控受控受控号:□一级(绝密)□二级(机密)三级(秘密)□四级(一般)1目的规范终端结构件产品在正式签样之前(含正式签样)FAI尺寸操作规则,包括:抽样方法、FAI尺寸报告的产生,以及FAI尺寸异常时的处理方法和管理要求,推动FAI在生产过程的合理应用,有效监控结构件的品质状况,在满足产品功能前提下,有良好的可制造性。
2适用范围华为终端手机结构件的冲压、注塑成型、压铸及部分机加工物料3参考文件3.1终端手机结构件FAI尺寸管理规范4定义FAI :First Article Inspection(首次样品检测)正式签样:正式签样是对技术领域已经成熟,生产领域达到初步量产状态的产品或物料的一种承认方式,包括签样样品和签样承认书两部分,是技术标准的有效补充,对研发、制造、供应商和EMS厂具有广泛的约束力。
FAI尺寸:FAI尺寸报告基于华为MD提供的2D图纸规格制作,包含但不限于CPK尺寸(跑道框标识)、重点尺寸(“*”号标识)、一般尺寸、参考尺寸(矩形框标识,作为测量及位置参考)、形位尺寸、注释、公差等信息。
未标注公差的FAI尺寸请参考标题栏中重点尺寸、一般尺寸公差带要求。
5职责5.1NPI :5.1.1负责对工程图上FAI尺寸合理性评估, 并明确测量方式,与MD达成一致意见5.1.2根据2D工程图纸提供时间(临时归档前,由MD邮件发出),输出评审建议5.1.3负责FAI测量样品收集、编号并与客户签FAI测量样品5.1.4负责FAI尺寸报告中异常处理方案的评估落实,修改方案与交期与MD达成一致意见并执行修改5.2品质:5.2.1负责试制段样品送测5.2.2按要求向客户输出FAI尺寸报告5.2.3负责保留送测FAI尺寸报告及测量样品5.3检测中心5.3.1负责向NPI提供重点尺寸测量方案5.3.2负责对送测FAI尺寸进行测量5.3.3测量结果按华为FAI尺寸报告格式输出5.4PSE:5.4.1确保试制段外购件外发件FAI尺寸报告提供5.5SQE:5.5.1确保量产后外购件外发件FAI尺寸报告提供5.5.2负责对供应商外协件FAI尺寸管理过程监控和报告的审核,对要求的FAI尺寸管理过程协助进行改善(包括但不限于供应商模具的改善,及反馈研发要求其对产品的结构变更、尺寸规格的变更等)5.5.3对供应商FAI尺寸管理实施监控与改善6程序6.1FAI尺寸报告操作说明6.1.1NPI工程师对工程图上FAI尺寸合理性评估,明确量测方式,与MD达成一致意见6.1.2NPI根据2D工程图纸提供时间(临时归档前,由MD邮件发出)二个工作日内输出评审建议6.1.3制定重点尺寸测量方案由测量中心依据测量设备情况制定,最终由NPI同客户达成一致意见6.1.4NPI工程师收集样品,品工对样品进行编号并送测6.1.5检测中心对送测的样品按照要求的测量方式进行测量,测量结果按照华为FAI尺寸报告格式输出数据,在取样后,一般三个自然日内输出FAI尺寸报告6.1.6品工向客户输出FAI尺寸报告并保留报告6.1.7NPI工程师将测量样品交华为对应MD进行签字确认,签字后的样品交品工保管6.1.8对不合格的FAI尺寸报告结果,NPI工程师正式组织相关单位进行模具&制程类改善6.1.9SQE对供应商外协件FAI尺寸管理过程监控,对要求的FAI尺寸管理过程协助进行改善,并提供FAI尺寸报告6.1.10试制阶段供应商FAI报告由PSE向供应商收集6.2FAI尺寸测量要求:在提供FAI尺寸报告前,需明确FAI尺寸报告中每个尺寸的测量方式、基准以及检具需求,同时符合易测量及合理公差规则,如下情况需要与客户沟通并达成一致意见6.2.1不易测量的尺寸如圆弧或倒角延伸的尖点为尺寸的一起点的或测量时需破坏产品等6.2.2公差超出了工艺本身能达到的要求6.2.3测量面有拔模角时,需在图纸上标注双方认可的标识6.2.4有特定检测治具需求时6.2.5其余测量不准或不易测量尺寸,不建议设置为CPK尺寸,双方检讨修改6.2.6测量工具及方法请参考支持文件《重点尺寸量测方案》6.2.7更改FAI尺寸测量方式、测量基准及检具时,涉及尺寸需重测,并更新到FAI尺寸报告6.3FAI成品尺寸与素材尺寸转化6.3.1针对有外观工艺需求的产品,外观工艺处理效果及区域请按照ID外观工艺图纸,客户MD提供的2D图纸中标识需要单独管控素材尺寸的尺寸6.3.2针对有外观工艺需求的产品,产品按照不同工艺剥皮后的素材尺寸进行开模,具体工艺所对应的的膜厚请参考支持文件《终端结构件供应商华为图纸转化工作稽核管理流程》中膜厚数据6.3.3工艺变更所导致的产品尺寸规格变更由客户共同决策是否重新开模、重置模仁,或者接受新的尺寸规格。
DKBA01019799华为结构件检具、工装设计与验收操作指导书V1.0
图目录 List of Figures
图1 图2 图3 图4 图5 图6 图7 通止规检具示意图 .................................................................................................... 6 通止规检具公差带图 ................................................................................................ 7 滑道间尺寸公差示意图 ............................................................................................. 8 滑道检具示意图 ....................................................................................................... 8 盒体高度尺寸公差示意图 ......................................................................................... 9 盒体外形尺寸通止规检具 ......................................................................................... 9 背板工装示意图 ..................................................................................................... 20
华为 SPC&CPK数据分析管理程序

文件属性:系统文件版本号: A / 0 页次: 1 / 6编制部门:第三事业部品质部QP科适用范围:第三事业部华为业务拟稿人:乐来兵发行:第三事业部文控中心受控状态:☐非受控☑受控受控号:密级设定:□一级(绝密)□二级(机密)☑三级(秘密)□四级(一般)文件发行/修订履历版本号发行日期修改内容拟稿审核批准A/0 首次发行乐来兵刘波王江文件属性:系统文件版本号: A / 0 页次: 2 / 6章节号内容页次1 目的 22 适用范围 23 参考文件 24 定义 25 职责2-36 程序3-67 附件 61 目的本规范规定了终端结构件产品在试制、爬坡和量产阶段Cpk 的要求,包括抽样方法、报告的产生及Cpk异常时处理方法、及爬坡、量产时的 SPC 管理方法,以推动 Cpk、SPC 在生产过程的合理应用,有效监控品质趋势,确保量产的制程稳定性。
2 适用范围华为产品结构件的冲压、注塑成型及部分机加工物料。
3 参考文件3.1 《SPC应用及管理程序》(MSP-18-D03-0-18)4 术语与定义Cpk 制程能力指数,用一个数值来表达制程的水准, Cpk = (1-|Ca|)*Cp,。
;SPC 统计制程控制,用于确认产品生产的制程是否达到统计制程状态的质量应用工具;Ca 表示制程特性中心位置的偏移程度,代表制程准确度,Ca=(实际平均值-规格中心值)/ (规格公差/2);Cp 表征工艺或设备的相对于允许规格的能力,代表制程精密度,体现为数据的离散程序,CP=∣规格公差(规格上限-规格下限)/ (6*Sigma );δ(Sigma) 标准差,体现机台设备精密度最重要的指标,数值越小说明距均值越集中。
CL:控制中心线,非规格中心值,而制程稳定后的数据求均值u计算得出,CL=u 。
UCL: 上控制界限,UCL= CL+3Sigma;LCL: 下控制界限,LCL= CL-3Sigma;5 职责5.1 NPI :文件属性:系统文件版本号: A / 0 页次: 3 / 65.1.1 跟进项目总体进度,对工程图上Cpk/SPC尺寸合理性评估并向华为研发提出改进建议;5.1.2 协调SPC / Cpk管控过程中的问题,与客户进行沟通。
华为结构类物料签样流程样本
1. 概述
针对终端结构类物料不同的签样类型, 分别定义相应的签样流程, 用以规范签样过程, 明确相关角色的职责。
2. 目的
规范终端结构类物料的签样过程, 指导相关领域的签样活动和工作配合关系, 在保证签样质量的前提下, 顺利完成签样活动。
签样样品是产品技术要求的重要补充, 是我司MQE/IQC检查来料时的其中一项重要依据。
供应商在启动生产我司采购物料前, 需得到我司的签样认可, 取得签样。
3. 术语
4. 流程范围
5. 流程绩效指标
6. 角色与职责
7. 正式签样流程图
8. 正式签样流程说明。
华为结构类物料签样流程V2.0

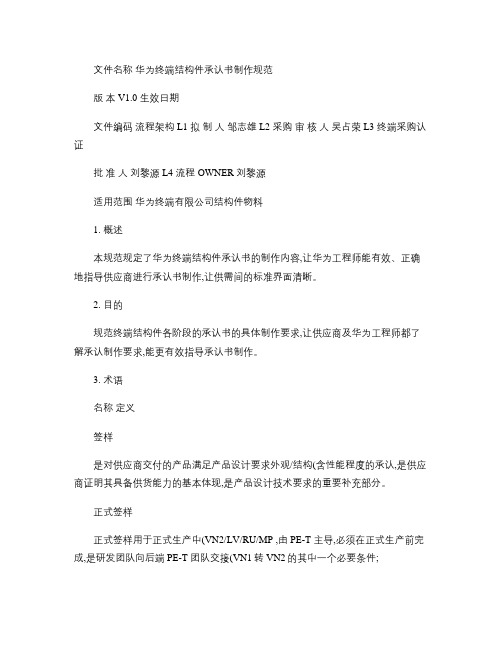
华为结构类物料签样流程V2.0流程名称版本文件编码拟制人审核人批准人流程owner适用范围终端结构类物料签样流程v2.0王杰/172293焦向峰/40322郑平方/112316郑平方/112316终端各产品线结构类物料(不含包装、标签及tk模式物料)流程架构生效日期l1l2l3l4标准角色iqcipd管理研发整机开发md设计师、id设计师、pe-t、sqe、mqe、1.概述针对终端结构类物料相同的签样类型,分别定义适当的签样流程,用来规范签样过程,明晰有关角色的职责。
2.目的规范终端结构类物料的签样过程,指导有关领域的签样活动和工作协调关系,在确保签样质量的前提下,顺利完成签样活动。
签样样品是产品技术要求的重要补充,是我司mqe/iqc检查来料时的其中一项重要依据。
供应商在启动生产我司采购物料前,需得到我司的签样认可,取得签样。
3.术语4.流程范围流程起点流程终点输入输出tr3ga签样启动条件、待签承认书、待签样品已签承认书、已签样品5.流程绩效指标指标名称签样周期指标定义计算公式从发动签样,至mqe发送至样品的时间,mqe收件人样品的时间点-发动签样的时间点用以来衡量签样活动的效率。
6.角色与职责角色名称md设计师职责1、发动v研制及vn1研制阶段的限量签样活动;2、制订并保护v3/v4研制及vn1研制阶段的结构签样临时标准;3、化解研制过程及供应商生产意见反馈的影响可以量产性的设计问题;4、对产品结构满足用户设计规格展开证实;5、对供应商提供更多的签样材料展开审查并盖章;对应职位/岗位md设计师6、对供应商提供更多的合乎签样条件的等待签下样品展开盖章;7、v研制及vn1研制阶段结构物料问题的主导者。
id设计师1、制订并保护v研制及vn1研制阶段的结构外观签样临时标准;2、化解研制过程及供应商生产意见反馈的影响可以量产性的设计问题;3、对产品外观满足用户设计规格展开证实;4、对供应商提供更多的签样材料展开审查并盖章;5、对供应商提供更多的合乎签样条件的等待签下样品展开盖章;6、v研制及vn1研制阶段结构物料外观/性能设计问题的主导者。
华为手机结构件单体ORT测试规范

camera
lens)
盐雾测试
是 次/批 是 1次/月
3pcs(陪镀片) 6
1.可在镜片单体上测试的, 使用单体测试 2.双面AR工艺要求小镜片 300次钢丝绒每批次测试
水煮测试
是 次/批
3
太阳辐射
是 1次/月
6
背面油墨阻抗测试
是 次/批
3
挤压测试
是 次/批
10
镜片推脱力测试
是 次/批
6
环境测试按照月度频率测试
是否测试
ORT测试要求 测试频率
是
(首件+IPQC巡检(生产超过2小 时需要)+尾件)/批
是 1次/月
是
(首件+IPQC巡检(生产超过2小 时需要)+尾件)/批
是 1次/月 是 1次/月 是 1次/月 是 首件/批
是
(首件+IPQC巡检(生产超过2小 时需要)+尾件)/批
是 1次/月 是 1次/月 否/ 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月
2.在不影响测试结果的前提下,可以使用外观不良品测试,且样品可以复用,需要在SIP中明确定义复用原则;
3.产品是否需要进行该项测试、具体测试条件及操作手法以《终端_手机_结构件可靠性测试技术标准》为准,图纸有明确要求的以图纸为 准;
4.镜片类测试,陪镀片及单体均满足测试规格;
5. 量产交付华为的物料,必须按照此规范要求附上对应批次的测试报告,长期测试可不提供,由华为SQE现场不定期稽核; 6.若对应物料为外购件,ORT中测试频率为批的测试项目,来料检验环节需要进行一次验收,长期测试按照对应频率执行;
华为终端结构件承认书制作规范V1.0.
文件名称华为终端结构件承认书制作规范版本 V1.0 生效日期文件编码流程架构 L1 拟制人邹志雄 L2 采购审核人吴占荣 L3 终端采购认证批准人刘黎源 L4 流程OWNER 刘黎源适用范围华为终端有限公司结构件物料1. 概述本规范规定了华为终端结构件承认书的制作内容,让华为工程师能有效、正确地指导供应商进行承认书制作,让供需间的标准界面清晰。
2. 目的规范终端结构件各阶段的承认书的具体制作要求,让供应商及华为工程师都了解承认制作要求,能更有效指导承认书制作。
3. 术语名称定义签样是对供应商交付的产品满足产品设计要求外观/结构(含性能程度的承认,是供应商证明其具备供货能力的基本体现,是产品设计技术要求的重要补充部分。
正式签样正式签样用于正式生产中(VN2/LV/RU/MP ,由PE-T 主导,必须在正式生产前完成,是研发团队向后端PE-T 团队交接(VN1转VN2的其中一个必要条件;完成正式签样,表明产品结构设计已经通过验证比较成熟,结构件达到启动量产的状态;后续量产提升的优化工作不再需要通过更改设计来达到。
对于ID 领域而言,正式签样包括标准中值,标准上限和标准下限三种类型。
图纸包括MD 2D 结构图纸、ID 工艺图纸等CPK Complex Process Capability index 过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态下的实际加工能力。
4. 内容4.1 各类承认书具体制作要求见如下表格:承认书制作.xlsx4.2 正式承认书制作:4.2.1 样品承认书相关资料相关资料包含但不仅限于:●承认书要求硬质文件夹保护;承认书封面包含客户、项目名称、物料编码(没有编码的部件需要注明所属编码或者研发试制单号、供应商名称、供应商制定确认项和华为承认确认项等基本内容。
●正式签样承认书内容要求:✓图纸(包括ID、MD等整个承认编码的图纸✓标准确认单✓素材全尺寸报告(需要附供应商转换的图纸✓成品全尺寸报告✓CPK报告✓测试报告✓外观检查及签核确认单✓环保信息(Reach和Rohs✓供应商BOM信息包含材质证明✓供应商品质控制计划PMP或QC工程图✓工艺流程图(Process Chart✓质量检查标准书SIP✓制程关键控制要素表格✓包装方式POP✓开发遗留问题确认报告✓样板(承认时主件的所有模穴✓硬质封面4.2.2 签样样品◆签样样品获得的原则:达到品质及量产要求,缺任何一个条件,都是不合格的样板;且由PE-T在供应商量试合格品中随机抽取的样板。
华为手机结构件单体ORT测试规范

可靠性测试项目
膜厚测试
抗MEK(丁酮)测试
附着力测试
RCA纸带耐磨耐磨 酒精摩擦 橡皮摩擦 振动摩擦
铅笔硬度
抗脏污测试 牛顿笔测试 显微维氏硬度测试 耐化妆品测试 表面处理类 耐手汗测试 低温存储 高温存储 交变湿热 温度冲击 太阳辐射 盐雾测试
水煮测试
2019/10/30
846042010.xlsx
846042010.xlsx
10
10
10
20
10
10
10
6 3 1pcs(陪镀片)+10pcs (单体镜片) / 6 6 6
6
6 6
3pcs(陪镀片)
可在镜片单体上测试的,使 用单体测试
华为机密,未经许可不得扩散
文档密级: 第3页,共4页
846042010.xlsx
非功能类镜
片(包含 钢丝绒测试
camera
卡托弯折测试 抗化学试剂 附着力测试 铅笔硬度 显微维氏硬度测试 耐化妆品测试 耐手汗测试 低温存储 高温存储 交变湿热 温度冲击 酒精摩擦
非功能类镜 片(包含 camera
20l1e9n/s1)0/30
是 1次/月
是 1次/月
是 1次/月
是 1次/月
是 次/批
是 次/批
是 1次/月 是 1次/月 是 次/批 是 次/批 否/ 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月 是 1次/月
是 1次/月
10
2019/10/30
华为机密,未经许可不得扩散
文档密级:
针对无法做弯折的壳体补充 测试
手感有问题时进行补充验证 量产阶段仅执行卡托插拔 环境测试按照月度频率测试
终端结构件物料试制规范V1.0-2012-03-14

1. 概述
本规范规定了终端新项目结构件物料开发阶段中各角色的职责,各阶段试制的目标、输入输出、
判定标准及异常时处理。
2. 目的
规范终端新项目结构件物料试制,理清终端结构件物料试制中的角色职责,试制的目标及判定标准,以保证试制快速有效实施、流程规范化、制度化。
3. 术语
4. 内容
4.1试制角色及职责
4.2开发阶段各活动具体内容
开模.xls开模判定标准.xls
SV1.xls SV1试制判定标准.x
ls
SV2工作内容.xls SV2试制判定标准.x
ls
SV3工作内容.xls SV3试制判定标准.x
ls
正式签样.xls正式样判定标准.xl
s
爬坡试制.xls
爬坡试制验收标准.
xls
与
量产认证段.xls
量产认证验收标准.
xls
5.支持文件
6. 相关文件
7. 记录的保存
8. 文件拟制/修订记录。
签样流程

版本 V00 有问题;3、要签样的物料在试生产中没有问题;4、外观达到设计要
准、质量测试规范和结果、SGS测试报告、ROHS测试报告、包装物料 项目一套、工厂一套、供应商一套;
样品检查内容 样品颜色 样品尺寸,实际装配
签字人员 ID工程师 MD工程师
外观限度确认
质量工程师
签样
分类 结构件
电子料 配件
参与人员 ID工程师 MD工程师
质量工程师
项目经理 MD工程师 HW工程师
质量工程师
项目经理 HW工程师 质量工程师 项目经理
输入内容 外观规划检查表 结构规划检查表,零件检验图 纸 结构件单体测试报告、整机质 量测试报告、试生产报告
器件规格书 器件规格书 电子料单体测试报告、整机质 量测试报告、试生产报告
器件尺寸 器件功能检查 外观限度确认
功能检查 外观限度确认
项目经理 MD工程师 HW工程师
质量工程师
项目经理 HW工程师 质量工程师 项目经理
签样前提
项目签样流程
1、对于要签样的物料单体测试OK;2、要签样的物料在整机测试时没有问题;3、要签样的物料在试生产中没 求;5
1、承认书,包括零件检验图纸、尺寸报告、工艺线路图、外观检验标准、质量测试规范和结果、SGS测试报 BOM;2、签样样板;3、签样承认书至少5套,研发一套、质量一套、项目一套、工厂一套、供应商一套;
华为《结构件供应商试制物料质量管理规定》

关于执行《结构件供应商试制物料质量管理规定》的通知函尊敬的供应商:您好!基于目前华为终端结构件供应商试制物料来料判退频繁,造成试制物料不能及时上线试制或降级使用,延误产品开发进度及影响产品开发质量,为督促和强化供应商严格执行华为质量标准,避免华为IQC、产线试制质量判退与抱怨,影响产品质量和开发进度,华为终端采购技术管理部特此拟定《结构件供应商试制物料质量管理规定》面对所有结构件供应商进行执行,即日生效!请各供应商收到通知后组织学习并立即执行!并以回执方式回传确认有收到此函件。
特别感谢贵公司对于华为公司一贯的支持!谢谢!华为终端有限公司采购技术管理部2012-04-01 结构件供应商试制物料质量管理规定:1. 概述本文主要描述了华为终端对结构件供应商试制物料的质量管理规定与要求。
2. 目的通过对结构件供应商试制物料的质量管理,有效传递质量压力,督促和强化供应商严格执行华为质量标准,避免华为IQC、产线试制质量判退与抱怨,影响产品质量和开发进度。
3. 试制质量管理要求3.1.1项目ESI阶段,供应商ESI专业团队按照华为ESI流程要求积极参与到ESI评审,并通过E-CAR系统反馈DFX问题直到关闭。
3.1.2供应商严格按华为规格、技术规范开发生产,并正式或临时内部发行图纸、PMP、SOP、SIP、样品供生产指导,确保试制产品符合华为质量要求。
3.1.3试制时供应商需完成3~5pcs首件生产及检查,产品如因外观、尺寸、功能、可靠性不符合华为图纸或规范要求时,需及时通知华为PET和研发书面确认(包括邮件、临时图纸、限度样品);研发确认的临时规格(限量样、限度样等),供应商需及时传递给华为MQE。
3.1.4试制物料制程管理必须采用更严格的质量管理体系管控,包括原材料的进料检验、产品组件制程检验、出货检验等,均需按质量管控计划执行,及时暴露问题,做好CLCA闭环管理并保留测试、检验、改进等记录;对于试制物料批量小于200pcs,供应商的出货检验必须执行全检并附上出货检验报告。
华为要求终端结构件Cpk及SPC执行操作规范V2.0

1. 概述本规范规定了终端结构件对产品在试制、爬坡和量产阶段Cpk的要求包括抽样方法、报告的产生及Cpk异常时处理方法、及量产时的SPC管理方法。
2. 目的规范终端结构件对Cpk、SPC具体要求和操作规范,以推动Cpk、SPC在生产过程的合理应用,有效监控结构件的品质状况,提升物料制程的稳定。
3. 术语4. 内容4.1 Cpk操作流程中的角色及其职责4.2 华为结构件Cpk要求及Cpk尺寸定义的说明4.2.1 对需要测量Cpk的尺寸根据抽样样板要求实施Cpk程序,Cpk≥1.33;4.2.2 研发在2D工程图上标注2~3个Cpk尺寸,Cpk尺寸的选择应为关键的装配尺寸,特别是可能影响装配及装配后产生间隙或断差的尺寸;要求关键尺寸Cpk≥1.33,同时符合易测量及合理公差、能反映制程稳定属性。
以下尺寸需要双方沟通更改:✓不易测量的尺寸如圆弧或倒角延伸的尖点为尺寸的一起点的或测量时需破坏产品的等;✓公差超出了工艺本身能达到的要求;✓反映不了制程稳定的尺寸。
更改确定的Cpk要求的尺寸需重做Cpk。
4.2.3 成品尺寸与素材尺寸转化:✓供应商根据初版2D工程物料图纸,若图纸为成品图纸,则基于物料工艺转换为注塑素材尺寸,公差保持不变;例:图纸标注外形100±0.05,2涂的膜厚为0.02mm,这样转化后素材为:99.96±0.05,然后以此尺寸作为CPK管控;图纸本身就为素材图纸的,不用进行转换;✓供应商转换的素材关键Cpk尺寸,需要华为研发审批才可执行;可以通过邮件或其它正规方式交流;(供应商需对工艺的膜厚负责,由于评估不准确或制程管控等原因导致的偏差由供应商负责) ✓研发在后期升级2D工程图纸时,要在2D上标注素材Cpk基准尺寸和公差以便供应商执行。
✓若后制程工艺不同导致成品尺寸变异或产品变形的,则要根据从成品中随机取样40pcs做模拟CPK报告对照;若超出的,供应商需要提醒华为,要求华为考虑修正成品规格或重新开模或修改模来应对。
华为客户可靠性测试标准

1测试标准框架 (15)1.1整体框架 (15)1.2测试样品数 (15)1.3不同工艺测试项选择 (18)2外观等级面划分 (18)2.1外观等级面定义 (18)3测量条件及环境的要求 (19)3.1距离 (19)3.2时间 (19)3.3位置 (19)3.4照明 (19)3.5环境 (19)4表面处理可靠性测试方法 (19)4.1膜厚测试 (19)4.1.1试验目的 (19)4.1.2试验条件 (19)4.1.3合格判据 (19)4.2抗MEK(丁酮)测试 (19)4.2.1试验目的 (19)4.2.2试验条件 (20)4.2.3程序 (20)4.2.4合格判据 (20)4.3附着力测试 (20)4.3.1试验目的 (20)4.3.2试验条件 (21)4.3.3程序 (21)4.3.4合格判据 (22)4.3.5等级描述说明 (23)4.3.6测试工具 (23)4.4RCA纸带耐磨测试 (23)4.4.2试验条件 (24)4.4.3程序 (24)4.4.4合格判据 (24)4.5酒精摩擦测试 (24)4.5.1试验目的 (24)4.5.2试验条件 (25)4.5.3程序 (25)4.5.4合格判据 (25)4.6橡皮摩擦测试 (25)4.6.1试验目的 (25)4.6.2试验条件 (25)4.6.3程序 (25)4.6.4合格判据 (26)4.7振动摩擦测试 (26)4.7.1试验目的 (26)4.7.2试验条件 (26)4.7.3程序 (26)4.7.4合格判据 (27)4.7.5说明 (28)4.8铅笔硬度测试 (28)4.8.1试验目的 (28)4.8.2试验条件 (28)4.8.3程序 (28)4.8.4合格判据 (30)4.8.5测试工具 (30)4.9抗脏污测试 (31)4.9.1试验目的 (31)4.9.2试验条件 (31)4.9.3程序 (31)4.9.4合格判据 (31)4.10牛顿笔测试 (31)4.10.1试验目的 (31)4.10.2试验条件 (31)4.10.4合格判据 (32)4.10.5说明 (32)4.11显微维氏硬度测试 (32)4.11.1试验目的 (32)4.11.2试验条件 (32)4.11.3程序 (32)4.11.4合格判据 (33)4.12耐化妆品测试 (33)4.12.1试验目的 (33)4.12.2试验条件 (33)4.12.3程序 (33)4.12.4合格判据 (33)4.13耐手汗测试 (33)4.13.1试验目的 (33)4.13.2试验条件 (33)4.13.3程序 (34)4.13.4合格判据 (34)4.13.5说明 (34)4.14低温存储 (35)4.14.1试验目的 (35)4.14.2试验条件 (35)4.14.3程序 (35)4.14.4合格判据 (35)4.15高温存储 (35)4.15.1试验目的 (35)4.15.2试验条件 (35)4.15.3程序 (35)4.15.4合格判据 (35)4.16交变湿热 (36)4.16.1试验目的 (36)4.16.2试验条件 (36)4.16.3程序 (36)4.16.4合格判据 (36)4.17.1试验目的 (36)4.17.2试验条件 (37)4.17.3程序 (37)4.17.4合格判据 (37)4.18太阳辐射 (37)4.18.1试验目的 (37)4.18.2试验条件 (37)4.18.3程序 (37)4.18.4合格判据 (38)4.18.5说明 (38)4.19盐雾测试 (38)4.19.1试验目的 (38)4.19.2试验条件 (39)4.19.3程序 (39)4.19.4合格判据 (39)4.20水煮测试 (40)4.20.1试验目的 (40)4.20.2试验条件 (40)4.20.3程序 (41)4.20.4合格判据 (41)4.20.5说明 (41)4.21切片测试 (41)4.21.1试验目的 (41)4.21.2试验条件 (41)4.21.3程序 (41)4.21.4合格判据 (43)4.22内部件附着力测试 (43)4.22.1试验目的 (43)4.22.2试验条件 (43)4.22.3程序 (43)4.22.4合格判据 (43)4.23内部件交变湿热 (43)4.23.1试验目的 (43)4.23.3程序 (44)4.23.4合格判据 (44)4.23.5说明 (44)4.24内部件温度冲击 (44)4.24.1试验目的 (44)4.24.2试验条件 (44)4.24.3程序 (44)4.24.4合格判据 (44)4.25内部五金件阻抗测试 (44)4.25.1试验目的 (44)4.25.2试验条件 (44)4.25.3程序 (45)4.25.4合格判据 (45)4.26内部五金件高温高湿 (46)4.26.1试验目的 (46)4.26.2试验条件 (46)4.26.3程序 (46)4.26.4合格判据 (46)4.27钢丝绒测试 (46)4.27.1试验目的 (46)4.27.2试验条件 (46)4.27.3程序 (46)4.27.4合格判据 (46)4.283D涂层及小部件验证策略 (47)4.28.13D涂层 (47)4.28.2小部件 (47)5结构件强度测试方法 (47)5.1强度测试位置识别方法 (47)5.1.1试验目的 (47)5.1.2试验条件 (47)5.2落锤测试 (48)5.2.1试验目的 (48)5.2.2试验条件 (48)5.2.4合格判据 (50)5.3弯折测试 (51)5.3.1试验目的 (51)5.3.2试验条件 (51)5.3.3程序 (53)5.3.4合格判据 (53)5.4拉力测试 (54)5.4.1试验目的 (54)5.4.2试验条件 (54)5.4.3程序 (54)5.4.4合格判据 (55)5.5NMT粘合质量初判 (55)5.5.1试验目的 (55)5.5.2试验条件 (55)5.5.3程序 (55)5.5.4合格判据 (55)5.6NMT剪切强度测试 (56)5.6.1试验目的 (56)5.6.2试验条件 (56)5.6.3程序 (57)5.6.4合格判据 (57)5.7NMT定向跌落测试 (57)5.7.1试验目的 (57)5.7.2试验条件 (57)5.7.3程序 (58)5.7.4合格判据 (58)5.8按键手感 (58)5.8.1试验目的 (58)5.8.2试验条件 (59)5.8.3合格判据 (59)5.9按键弹力曲线测试 (59)5.9.1试验目的 (59)5.9.2试验条件 (59)5.9.4测试步骤 (60)5.9.5合格判据 (60)5.10USB/耳机/卡托模拟插拔测试 (61)5.10.1试验目的 (61)5.10.2试验条件 (61)5.10.3程序 (61)5.10.4合格判据 (62)5.11表面能测试 (62)5.11.1试验目的 (62)5.11.2试验条件 (62)5.11.3程序 (62)5.11.4合格判据 (63)5.11.5说明 (63)5.11.6附OWENS 计算方法 (63)5.12装饰件拉拔力测试 (64)5.12.1试验目的 (64)5.12.2试验条件 (64)5.12.3程序 (64)5.12.4合格判据 (64)5.13卡托三杆弯测试 (64)5.13.1试验目的 (64)5.13.2试验条件 (64)5.13.3程序 (65)5.13.4合格判据 (65)5.14卡托横梁正向挤压测试 (65)5.14.1试验目的 (65)5.14.2试验条件 (65)5.14.3程序 (66)5.14.4合格判据 (66)5.15卡托横梁侧向挤压测试 (66)5.15.1试验目的 (66)5.15.2试验条件 (66)5.15.3程序 (67)5.16卡托扭曲测试 (67)5.16.1试验目的 (67)5.16.2试验条件 (68)5.16.3程序 (68)5.16.4合格判据 (68)5.17卡托钢片推出力测试 (68)5.17.1试验目的 (68)5.17.2试验条件 (69)5.17.3程序 (69)5.17.4合格判据 (69)5.18卡托弯折测试 (69)5.18.1试验目的 (69)5.18.2试验条件 (69)5.18.3程序 (70)5.18.4合格判据 (70)5.19螺钉防松扭力测试 (70)5.19.1试验目的 (70)5.19.2试验条件 (70)5.19.3程序 (70)5.19.4合格判据 (71)5.20螺钉破坏扭力测试 (71)5.20.1试验目的 (71)5.20.2试验条件 (71)5.20.3程序 (71)5.20.4合格判据 (71)6非功能类镜片可靠性测试方法 (72)6.1抗化学试剂测试 (72)6.1.1试验目的 (72)6.1.2试验条件 (72)6.1.3程序 (72)6.1.4合格判据 (72)6.2附着力测试 (72)6.2.1试验目的 (72)6.2.3程序 (72)6.2.4合格判据 (72)6.2.5说明 (72)6.3铅笔硬度测试 (73)6.3.1试验目的 (73)6.3.2试验条件 (73)6.3.3程序 (73)6.3.4合格判据 (73)6.3.5测试工具 (73)6.4显微维氏硬度测试 (73)6.4.1试验目的 (73)6.4.2试验条件 (73)6.4.3程序 (73)6.4.4合格判据 (74)6.5耐化妆品测试 (74)6.5.1试验目的 (74)6.5.2试验条件 (74)6.5.3程序 (74)6.5.4合格判据 (74)6.6耐手汗测试 (75)6.6.1试验目的 (75)6.6.2试验条件 (75)6.6.3程序 (75)6.6.4合格判据 (75)6.6.5说明 (75)6.7低温存储 (75)6.7.1试验目的 (75)6.7.2试验条件 (75)6.7.3程序 (75)6.7.4合格判据 (75)6.8高温存储 (76)6.8.1试验目的 (76)6.8.2试验条件 (76)6.8.4合格判据 (76)6.9交变湿热 (76)6.9.1试验目的 (76)6.9.2试验条件 (76)6.9.3程序 (76)6.9.4合格判据 (76)6.10温度冲击 (77)6.10.1试验目的 (77)6.10.2试验条件 (77)6.10.3程序 (77)6.10.4合格判据 (77)6.11酒精摩擦 (77)6.11.1试验目的 (77)6.11.2试验条件 (77)6.11.3程序 (77)6.11.4合格判据 (77)6.12钢丝绒测试 (78)6.12.1试验目的 (78)6.12.2试验条件 (78)6.12.3程序 (78)6.12.4合格判据 (78)6.13盐雾试验 (78)6.13.1试验目的 (78)6.13.2试验条件 (78)6.13.3程序 (78)6.13.4合格判据 (79)6.14水煮测试 (79)6.14.1试验目的 (79)6.14.2试验条件 (79)6.14.3程序 (79)6.14.4合格判据 (79)6.14.5说明 (79)6.15太阳辐射 (79)6.15.2试验条件 (79)6.15.3程序 (79)6.15.4合格判据 (80)6.15.5说明 (80)6.16背面油墨阻抗测试 (80)6.16.1试验目的 (80)6.16.2试验条件 (80)6.16.3程序 (80)6.16.4合格判据 (80)6.17挤压测试 (80)6.17.1试验目的 (80)6.17.2试验条件 (81)6.17.3程序 (81)6.17.4合格判据 (81)6.18镜片推脱力测试 (82)6.18.1试验目的 (82)6.18.2试验条件 (82)6.18.3程序 (82)6.18.4合格判据 (82)6.19镜片背面贴膜拉拔力 (82)6.19.1试验目的 (82)6.19.2试验条件 (82)6.19.3合格判据 (82)6.20四杆弯折(强化指标)测试 (82)6.20.1试验目的 (82)6.20.2试验条件 (82)6.20.3程序 (83)6.20.4合格判据 (83)6.21落球测试 (84)6.21.1试验目的 (84)6.21.2试验条件 (84)6.21.3程序 (84)6.21.4合格判据 (85)6.22.1试验目的 (85)6.22.2试验条件 (85)6.22.3程序 (85)6.22.4合格判据 (85)6.23透光率 (86)6.23.1试验目的 (86)6.23.2试验条件 (86)6.23.3合格判据 (86)6.23.4说明 (86)6.24水滴角 (86)6.24.1试验目的 (86)6.24.2试验条件 (86)6.24.3合格判据 (87)6.25表面能测试 (87)7特殊工艺测试方法 (87)7.1贴片logo附着力测试 (87)7.1.1试验目的 (87)7.1.2试验条件 (87)7.1.3程序 (87)7.1.4合格判据 (87)7.2贴片logo拉拔力测试 (87)7.2.1试验目的 (87)7.2.2试验条件 (87)7.2.3判定依据 (87)7.3贴片logo环境测试 (88)7.3.1试验目的 (88)7.3.2试验条件 (88)7.3.3合格判据 (88)7.4PET板材电池盖拉拔力测试 (88)7.4.1试验目的 (88)7.4.2试验条件 (88)7.4.3程序 (88)7.4.4合格判据 (88)7.5.1高温测试 (89)7.5.2吃锡测试 (89)7.5.3绝缘电阻测试 (89)7.5.4耐电压测试 (89)8供应商ORT测试要求 (89)8.1应用说明 (89)错误!未找到引用源。
华为包装物料基本技术要求

DKBA 华为技术有限公司内部技术规范DKBA3411-2010.07代替DKBA3411-2009.04 采购物料包装基本技术要求2010年07月25日发布 2010年08月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:工艺工程部本规范的相关系列规范或文件:相关国际规范或文件一致性:替代或作废的其它规范或文件:DKBA3411-2008.04采购物料包装基本技术要求、《外购直接发货物料标识V4.0》中包装、标识部分内容相关规范或文件的相互关系:本标准主要起草专家:工艺工程部:徐培东本标准主要评审专家:结构造型设计部:刘红春(00118488)采购TQC:陈敦利(00117763)、孔祥贤(00150648)、王国群(00118619)、吕书江(00118490)、吕志华(00118861)、陈国华(00119311)、辛书照(00119491)、邱俊(28492)、李文建(00120160)、罗林(00118480)、黄仕琴(00114950)、张莉琼(47920)、李拉虎(52014)、孙晓莉(00137617)、李莉(00129380)、李勇(33580)采购CEG:谢主生(00119249)质量MQE:朱江山(00118542)、陈志明(40906)、李全喜(00146774)、李挺(31114)、施维(45875)、宋志锋(38105)质量管理部/市场接口处:薛勇波(00150102)质量IQC:徐艳丽(47939)工艺工程部:康路勇(00118500)、黄承文(58766)目录Table of Contents1 常用包装材料技术要求 (9)1.1 木箱 (9)1.2 纸箱 (10)1.3 EPE塑料泡沫 (11)1.4 防静电EPE塑料泡沫 (11)1.5 普通PE胶袋 (11)1.6 防静电普通PE胶袋 (11)1.7 防静电屏蔽袋; (12)1.8 压敏胶带 (12)2 包装件尺寸要求 (12)2.1 原包装直接发货物料 (12)2.2 正常发货物料 (12)3 包装数量要求 (13)3.1 原包装直接发货物料 (13)3.2 正常发货物料 (13)4 包装防护要求 (13)4.1 物理和机械防护要求 (13)4.1.1 包装材料试验结果判定标准 (13)4.1.2 设备外观试验结果判定标准 (14)4.1.3 设备机械性能试验结果判定标准 (14)4.1.4 设备电性能试验结果判定标准 (14)4.2 防潮、防静电要求 (14)4.3 特殊防护要求 (14)5 包装标识要求 (15)5.1 一般标识要求 (15)5.2 外包装标签标识 (15)6 实装率要求 (19)7 包装法规要求 (20)7.1 包装环保要求 (20)7.2 法检物料包装要求 (20)7.3 原产地与净重标识要求 (21)8 其它要求 (22)9 货物到达华为时的外观要求 (23)9.1 原包装直接发货物料 (23)9.2 正常发货物料 (23)10 附录:华为原包装直接发货物料识别方法 (23)表目录 List of Tables表1 物料标签具体要求.................................................... 错误!未定义书签。
华为客户可靠性测试标准

华为客户可靠性测试标准1.......................... 测试标准框架361.1整体框架361.2测试样品数361.3不同工艺测试项选择422........................ 外观等级面划分422.1外观等级面定义423.................. 测量条件及环境的要求433.1距离433.2时间443.3位置443.4照明443.5环境444................ 表面处理可靠性测试方法444.1膜厚测试44试验目的 (44)试验条件 (44)合格判据 (45)4.2抗MEK(丁酮)测试45试验目的 (45)试验条件 (45)程序 (46)合格判据 (47)4.3附着力测试47试验目的 (47)试验条件 (47)程序 (49)合格判据 (51)等级描述说明 (52)测试工具 (53)4.4RCA纸带耐磨测试53试验目的 (53)试验条件 (53)程序 (54)合格判据 (55)4.5酒精摩擦测试55试验目的 (55)试验条件 (55)程序 (56)合格判据 (57)4.6橡皮摩擦测试57试验目的 (57)试验条件 (57)程序 (58)合格判据 (58)4.7振动摩擦测试59试验目的 (59)试验条件 (59)程序 (60)合格判据 (61)说明 (62)4.8铅笔硬度测试62试验目的 (62)试验条件 (62)程序 (63)合格判据 (66)测试工具 (67)4.9抗脏污测试67试验目的 (67)试验条件 (67)程序 (68)合格判据 (69)4.10牛顿笔测试69试验目的 (69)试验条件 (69)程序 (70)合格判据 (70)说明 (70)4.11显微维氏硬度测试71试验目的 (71)试验条件 (71)程序 (71)合格判据 (72)4.12耐化妆品测试72试验目的 (72)试验条件 (72)程序 (72)合格判据 (73)4.13耐手汗测试73试验目的 (73)试验条件 (73)程序 (74)合格判据 (75)说明 (75)4.14低温存储76试验目的 (76)试验条件 (77)程序 (77)合格判据 (77)4.15高温存储78试验目的 (78)试验条件 (78)程序 (78)合格判据 (78)4.16交变湿热79试验目的 (79)程序 (80)合格判据 (80)4.17温度冲击81试验目的 (81)试验条件 (81)程序 (81)合格判据 (82)4.18太阳辐射82试验目的 (82)试验条件 (82)程序 (83)合格判据 (84)说明 (84)4.19盐雾测试86试验条件 (86)程序 (86)合格判据 (87)4.20水煮测试90试验目的 (90)试验条件 (90)程序 (90)合格判据 (90)说明 (91)4.21切片测试91试验目的 (91)试验条件 (92)程序 (92)合格判据 (95)4.22内部件附着力测试95试验目的 (95)试验条件 (95)程序 (96)合格判据 (96)4.23内部件交变湿热96试验目的 (96)试验条件 (96)程序 (96)合格判据 (97)说明 (97)4.24内部件温度冲击97试验目的 (97)试验条件 (97)程序 (97)4.25内部五金件阻抗测试98试验目的 (98)试验条件 (98)程序 (98)合格判据 (99)4.26内部五金件高温高湿100试验目的 (100)试验条件 (101)程序 (101)合格判据 (101)4.27钢丝绒测试101试验目的 (101)试验条件 (101)程序 (102)4.283D涂层及小部件验证策略1023D涂层 (102)小部件 (103)5.................... 结构件强度测试方法1055.1强度测试位置识别方法105试验目的 (105)试验条件 (105)5.2落锤测试106试验目的 (106)试验条件 (107)程序 (109)合格判据 (110)5.3弯折测试111试验目的 (111)试验条件 (111)程序 (114)合格判据 (114)5.4拉力测试115试验目的 (115)试验条件 (115)程序 (116)合格判据 (116)5.5NMT粘合质量初判117试验目的 (117)试验条件 (117)程序 (117)合格判据 (118)5.6NMT剪切强度测试119试验目的 (119)试验条件 (119)程序 (121)合格判据 (121)5.7NMT定向跌落测试121试验目的 (121)试验条件 (122)程序 (123)合格判据 (124)5.8按键手感124试验目的 (124)试验条件 (124)合格判据 (125)5.9按键弹力曲线测试125试验目的 (125)试验条件 (125)资源要求 (125)测试步骤 (126)合格判据 (128)5.10USB/耳机/卡托模拟插拔测试128试验目的 (128)试验条件 (129)程序 (130)合格判据 (131)5.11表面能测试131试验目的 (131)试验条件 (132)程序 (132)合格判据 (134)说明 (135)附OWENS 计算方法 (135)5.12装饰件拉拔力测试136试验目的 (136)试验条件 (136)程序 (136)合格判据 (137)5.13卡托三杆弯测试137试验目的 (137)试验条件 (137)程序 (138)合格判据 (139)5.14卡托横梁正向挤压测试139试验目的 (139)程序 (140)合格判据 (140)5.15卡托横梁侧向挤压测试141试验目的 (141)试验条件 (141)程序 (142)合格判据 (142)5.16卡托扭曲测试143试验目的 (143)试验条件 (143)程序 (144)合格判据 (144)5.17卡托钢片推出力测试144试验目的 (144)程序 (145)合格判据 (145)5.18卡托弯折测试146试验目的 (146)试验条件 (146)程序 (147)合格判据 (147)5.19螺钉防松扭力测试147试验目的 (147)试验条件 (147)程序 (148)合格判据 (148)5.20螺钉破坏扭力测试149试验目的 (149)程序 (149)合格判据 (150)6............ 非功能类镜片可靠性测试方法1506.1抗化学试剂测试150试验目的 (150)试验条件 (150)程序 (150)合格判据 (151)6.2附着力测试151试验目的 (151)试验条件 (151)程序 (151)合格判据 (151)说明 (151)6.3铅笔硬度测试152试验目的 (152)试验条件 (152)程序 (152)合格判据 (152)测试工具 (153)6.4显微维氏硬度测试153试验目的 (153)试验条件 (154)程序 (154)合格判据 (155)6.5耐化妆品测试155试验目的 (155)试验条件 (155)程序 (155)合格判据 (156)6.6耐手汗测试156试验目的 (156)试验条件 (156)程序 (156)合格判据 (157)说明 (157)6.7低温存储157试验目的 (157)试验条件 (157)程序 (157)合格判据 (157)6.8高温存储158试验目的 (158)试验条件 (158)合格判据 (159)6.9交变湿热159试验目的 (159)试验条件 (159)程序 (159)合格判据 (160)6.10温度冲击160试验目的 (160)试验条件 (160)程序 (160)合格判据 (161)6.11酒精摩擦161试验目的 (161)试验条件 (161)合格判据 (162)6.12钢丝绒测试162试验目的 (162)试验条件 (163)程序 (163)合格判据 (163)6.13盐雾试验164试验目的 (164)试验条件 (164)程序 (165)合格判据 (165)6.14水煮测试165试验目的 (165)试验条件 (165)合格判据 (166)说明 (166)6.15太阳辐射167试验目的 (167)试验条件 (167)程序 (167)合格判据 (167)说明 (167)6.16背面油墨阻抗测试167试验目的 (167)试验条件 (167)程序 (168)合格判据 (168)6.17挤压测试169试验条件 (169)程序 (169)合格判据 (170)6.18镜片推脱力测试171试验目的 (171)试验条件 (171)程序 (171)合格判据 (172)6.19镜片背面贴膜拉拔力172试验目的 (172)试验条件 (172)合格判据 (172)6.20四杆弯折(强化指标)测试172试验目的 (172)程序 (173)合格判据 (174)6.21落球测试175试验目的 (175)试验条件 (176)程序 (176)合格判据 (176)6.22环对环挤压测试177试验目的 (177)试验条件 (178)程序 (178)合格判据 (178)6.23透光率179试验目的 (179)合格判据 (179)说明 (179)6.24水滴角180试验目的 (180)试验条件 (180)合格判据 (180)6.25表面能测试1807...................... 特殊工艺测试方法1807.1贴片logo附着力测试180试验目的 (180)试验条件 (181)程序 (181)合格判据 (181)7.2贴片logo拉拔力测试181试验目的 (181)试验条件 (181)判定依据 (182)7.3贴片logo环境测试182试验目的 (182)试验条件 (182)合格判据 (182)7.4PET板材电池盖拉拔力测试183试验目的 (183)试验条件 (183)程序 (183)合格判据 (184)7.5屏蔽罩性能测试184高温测试 (184)吃锡测试 (184)绝缘电阻测试 (184)耐电压测试 (185)8................... 供应商ORT测试要求1858.1应用说明185错误!未找到引用源。
【必读】华为产品开发流程框架V2

HUAWEI TECHNOLOGIES Co., Ltd.
HUAWEI Confidential
Page 6
跨部门功能团队
产品开发团队PDT
销售S
早期客户支持ESP
SE
硬件EE 软件SWE 工业设计
定单履行专员FF 市场行销计划专员 MKTE
市场代表 MKTPDT
各领域QA,包 括SQA,HQA, TQA等
HUAWEI Confidential
Page 3
IPD流程:什么是IPD?
IPD是什么?
IPD强调市场导向和投资驱动。
“集成产品开发”,英文“Integrated Product Development”的缩写。
HUAWEI TECHNOLOGIES Co., Ltd.
HUAWEI Confidential
Develop Business Strategies & Plans
•Target market/opportunities selection •Create the business plan by driving multifunctional/ multi-discipline input •Develop the value proposition
Page 2
MM流程
Understand the Marketplace and Perform Market Segmentation
•Drive analysis of marketplace •Internalizes customer wants and needs; customer buying behavior •Determine potential targets of opportunity •Establishes segmentation standards/framework
公司样品签样流程

样品签样流程
为了保证公司产品量产物料的准确可靠,特制定以下的样品签样流程:
1.样品的确认工作由品质工程师主导,品质工程师不在的情况下由项目助理或相关采购主导;
3.样品承认书四份,由品质工程师或项目助理寄一份给供应商,一份交外协加工厂来料检验负责人,一
份留公司品质部保管,一份交公司采购部保管;
4.临时物料或应急物料未能及时签样,量产需要下单时由第一、第二责任人负责首批来料确认,并在来
料后1日内完成签样工作;
5.贵重物料签样如无足够样品,请按照外协厂来料检验、公司品质部、采购顺序留样;
6.贵重物料(表中1-8项)未能签样而需下风险订单时须有公司领导同意;。
华为试制阶段结构件供应商需准备承认书的通知函_20120514
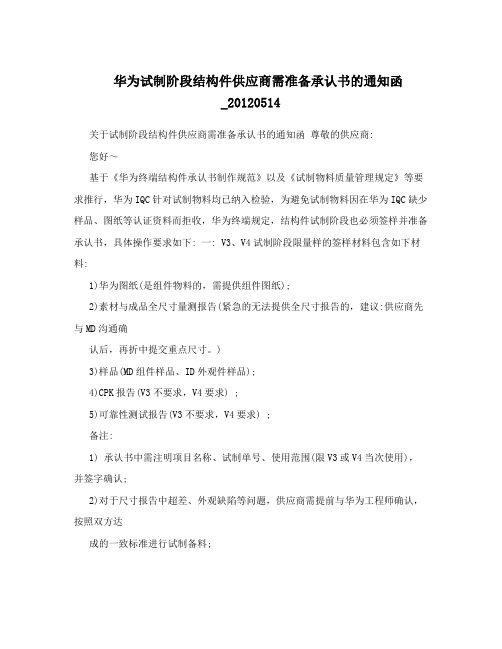
华为试制阶段结构件供应商需准备承认书的通知函_20120514关于试制阶段结构件供应商需准备承认书的通知函尊敬的供应商:您好~基于《华为终端结构件承认书制作规范》以及《试制物料质量管理规定》等要求推行,华为IQC针对试制物料均已纳入检验,为避免试制物料因在华为IQC缺少样品、图纸等认证资料而拒收,华为终端规定,结构件试制阶段也必须签样并准备承认书,具体操作要求如下: 一: V3、V4试制阶段限量样的签样材料包含如下材料:1)华为图纸(是组件物料的,需提供组件图纸);2)素材与成品全尺寸量测报告(紧急的无法提供全尺寸报告的,建议:供应商先与MD沟通确认后,再折中提交重点尺寸。
)3)样品(MD组件样品、ID外观件样品);4)CPK报告(V3不要求,V4要求) ;5)可靠性测试报告(V3不要求,V4要求) ;备注:1) 承认书中需注明项目名称、试制单号、使用范围(限V3或V4当次使用),并签字确认;2)对于尺寸报告中超差、外观缺陷等问题,供应商需提前与华为工程师确认,按照双方达成的一致标准进行试制备料;3)完成签样后供应商将临时承认书随物料一起发货到华为库房,请在外包装箱上注明临时承认书放置的位置,“内附样品”标示需清楚明晰。
4) 供应商需在物料外包装箱上添加注明“V3或V4试制物料”等字样。
5) 试制节点参照:供应商 SV1 SV2 SV3华为 V3 V4 VN1二:VNx试制阶段正式签样参照《华为终端结构件承认书制作规范》执行,如附件。
华为终端结构件承认书制作规范V1 0.doc请各供应商收到通知后立即组织学习并执行~输出学习纪要(格式不限)并以回执方式回传确认有收到此函件。
特别感谢贵公司对于华为公司一贯的支持!谢谢~华为终端有限公司采购技术管理部2012-05-09――――――――――回,―――执―――――――――经确认,我司已经收到华为终端发放的文件:《关于试制阶段结构件供应商需准备承认书的通知函》,并已组织人员学习、宣导并立即执行。
华为FAI尺寸管理流程

1 目的规范终端结构件产品在正式签样之前(含正式签样)FAI尺寸操作规则,包括:抽样方法、FAI尺寸报告的产生,以及FAI尺寸异常时的处理方法和管理要求,推动FAI在生产过程的合理应用,有效监控结构件的品质状况,在满足产品功能前提下,有良好的可制造性.2适用范围华为终端手机结构件的冲压、注塑成型、压铸及部分机加工物料3参考文件3.1 终端手机结构件FAI尺寸管理规范4定义FAI :First Article Inspection(首次样品检测)正式签样:正式签样是对技术领域已经成熟,生产领域达到初步量产状态的产品或物料的一种承认方式, 包括签样样品和签样承认书两部分,是技术标准的有效补充,对研发、制造、供应商和EMS厂具有广泛的约束力。
FAI尺寸:FAI尺寸报告基于华为MD提供的2D图纸规格制作,包含但不限于CPK尺寸(跑道框标识)、重点尺寸(“*”号标识)、一般尺寸、参考尺寸(矩形框标识,作为测量及位置参考)、形位尺寸、注释、公差等信息.未标注公差的FAI尺寸请参考标题栏中重点尺寸、一般尺寸公差带要求。
5职责5.1 NPI :5.1.1 负责对工程图上FAI尺寸合理性评估,并明确测量方式,与MD达成一致意见5.1.2 根据2D工程图纸提供时间(临时归档前,由MD邮件发出),输出评审建议5.1.3 负责FAI测量样品收集、编号并与客户签FAI测量样品5.1.4 负责FAI尺寸报告中异常处理方案的评估落实,修改方案与交期与MD达成一致意见并执行修改5.2 品质:5.2.1 负责试制段样品送测5.2.2 按要求向客户输出FAI尺寸报告5.2.3 负责保留送测FAI尺寸报告及测量样品5.3 检测中心5.3.1 负责向NPI提供重点尺寸测量方案5.3.2 负责对送测FAI尺寸进行测量5.3.3 测量结果按华为FAI尺寸报告格式输出5.4 PSE:5.4.1 确保试制段外购件外发件FAI尺寸报告提供5.5 SQE:5.5.1 确保量产后外购件外发件FAI尺寸报告提供5.5.2 负责对供应商外协件FAI尺寸管理过程监控和报告的审核,对要求的FAI尺寸管理过程协助进行改善(包括但不限于供应商模具的改善,及反馈研发要求其对产品的结构变更、尺寸规格的变更等)5.5.3 对供应商FAI尺寸管理实施监控与改善6程序6.1 FAI尺寸报告操作说明6.1.1 NPI工程师对工程图上FAI尺寸合理性评估,明确量测方式,与MD达成一致意见6.1.2 NPI根据2D工程图纸提供时间(临时归档前,由MD邮件发出)二个工作日内输出评审建议6.1.3 制定重点尺寸测量方案由测量中心依据测量设备情况制定,最终由NPI同客户达成一致意见6.1.4 NPI工程师收集样品,品工对样品进行编号并送测6.1.5 检测中心对送测的样品按照要求的测量方式进行测量,测量结果按照华为FAI尺寸报告格式输出数据,在取样后,一般三个自然日内输出FAI尺寸报告6.1.6 品工向客户输出FAI尺寸报告并保留报告6.1.7 NPI工程师将测量样品交华为对应MD进行签字确认,签字后的样品交品工保管6.1.8 对不合格的FAI尺寸报告结果,NPI工程师正式组织相关单位进行模具&制程类改善6.1.9 SQE对供应商外协件FAI尺寸管理过程监控,对要求的FAI尺寸管理过程协助进行改善,并提供FAI尺寸报告6.1.10 试制阶段供应商FAI报告由PSE向供应商收集6.2 FAI尺寸测量要求:在提供FAI尺寸报告前,需明确FAI尺寸报告中每个尺寸的测量方式、基准以及检具需求,同时符合易测量及合理公差规则,如下情况需要与客户沟通并达成一致意见6.2.1 不易测量的尺寸如圆弧或倒角延伸的尖点为尺寸的一起点的或测量时需破坏产品等6.2.2 公差超出了工艺本身能达到的要求6.2.3 测量面有拔模角时,需在图纸上标注双方认可的标识6.2.4 有特定检测治具需求时6.2.5 其余测量不准或不易测量尺寸,不建议设置为CPK尺寸,双方检讨修改6.2.6 测量工具及方法请参考支持文件《重点尺寸量测方案》6.2.7 更改FAI尺寸测量方式、测量基准及检具时,涉及尺寸需重测,并更新到FAI尺寸报告6.3 FAI成品尺寸与素材尺寸转化6.3.1 针对有外观工艺需求的产品,外观工艺处理效果及区域请按照ID外观工艺图纸,客户MD提供的2D图纸中标识需要单独管控素材尺寸的尺寸6.3.2 针对有外观工艺需求的产品,产品按照不同工艺剥皮后的素材尺寸进行开模,具体工艺所对应的的膜厚请参考支持文件《终端结构件供应商华为图纸转化工作稽核管理流程》中膜厚数据6.3.3 工艺变更所导致的产品尺寸规格变更由客户共同决策是否重新开模、重置模仁,或者接受新的尺寸规格。
各主要客户签样要求[空白模板]
![各主要客户签样要求[空白模板]](https://img.taocdn.com/s3/m/993e0aeebed5b9f3f80f1c16.png)
1. 华为客户 1-1.SV1-SV3试制的标准样和试制样需封制两套,一套留存,一套随货走;
1-2.正式封样时一式9份(个别大项目要求一式10份),限度样不需要提供封样资料,标 准样各阶段提供封样资料按以下要求提供:
华为各阶段承认书资料要求(打勾代表需要提供)
序号
资料类别
SV1 SV2
SV3 正式签样段
1 图纸
√
√
√
√
2 标准确认单
√
√
3
素材全尺寸报告(需要附供应商 转换的图纸)
√
√
√
√
4 成品全尺寸报告
√
√
√
√
5 CPK报告
√
√
√
6 测试报告
√
√
√
7 外观检查及签核确认单
√
√
8 环保信息(Reach和Rohs)
√
√
9 供应商BOM信息包含材质证明
√
√
10 供应商品质控制计划PMP或QC工程
序号 1 2
3
资料类别 成品全尺寸报告 CPK报告 性能检测报告(振动摩擦报告须 采用中兴专用格式)
试制
小批量 正式签样段
时不提供样品和封样资只提供试制报告; 3-2.正试封样时一式2份,需提供以下资料:
序号
资料类别
试制
1 图纸 2 产品结构图 3 全尺寸报告 4 CPK报告 5 产品材质及性能报告 6 QC工程图 7 产品检验作业指导书 8 包装规范
正式签样段
√ √ √ √ √ √ √ √
4. 海信客户
4-1.试制时不提供样品和封样资;
4-2.正试封样时一式2份,需提供以下资料:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 概述
针对终端结构类物料不同的签样类型,分别定义相应的签样流程,用以规范签样过程,明确相关角色的职责。
2. 目的
规范终端结构类物料的签样过程,指导相关领域的签样活动和工作配合关系,在保证签样质量的前提下,顺利完成签样活动。
签样样品是产品技术要求的重要补充,是我司MQE/IQC检查来料时的其中一项重要依据。
供应商在启动生产我司采购物料前,需得到我司的签样认可,取得签样。
3. 术语
4. 流程范围
5. 流程绩效指标
6. 角色与职责
7. 正式签样流程图
8. 正式签样流程说明
9. 研发限量签样流程图
(适用于启动V3/V4/VN1时的限量签样场景)
10. 研发限量签样流程说明
11. 临时方案验证限量签样流程图
(适用于VN2及之后的限量签样场景)
12. 临时方案验证限量签样流程说明
VN2 -TR6 限量签样流程说明(用于临时方案验证)
TR6后限量签样流程说明(用于临时方案验证)
13. 限度签样流程图
注:MD环节非必选环节。
签样发起人判断是否涉及MD领域,只有涉及时,MD设计师才参与限度签样。
14. 限度签样流程说明
TR6前限度签样流程说明
TR6后限度签样流程说明
15. 结构类物料定制签样流程图
16. 结构类物料定制签样流程活动说明
17.支持文件
18. 相关流程及接口
19. 记录的保存
20. 补充说明
若正式签样后仍有设计变更,需根据正式签样流程,由PE-T负责发起和协调重新启动正式签样,更新签样样品和承认书;
正式签样入口条件C
hecklist.xlsx
21. 文件拟制/修订记录。