QTY6-15-36型免烧砖机全自动说明书
江麓QTZ315塔吊说明书
制造许可证 Manufacture License:TS2410615-2012
QTZ315(JL7034)塔式起重机
使 用 说 明 书
江麓机电集团有限公司
JIANGLU MACHINERY & ELECTRONICS GROUP CO.,LTD
QTZ315(JL7034)塔式起重机使用说明书
Operating Instructions For QTZ315(JL7034) Tower Crane
QT系列塔吊一体化控制器使用说明书
一、产品概述1.1特点起升机构:具有轻载自动升速功能,工作效率更高。
对启停做了逻辑处理,确保运行平稳无冲击。
采用抱闸逻辑时序控制和双抱闸控制设计,保证使用安全性和可靠性。
可使用开/闭环矢量控制。
闭环模式下具有失速保护、防溜钩保护、制动器定期检测功能。
回转机构:点动强劲有力,响应快,调速性能好。
独特设计确保大臂运行流畅。
承载能力强,就位快捷高效,性能可靠。
涡流控制确保大臂启停平稳无晃动。
停机或变频器故障时有定位功能投入,避免出现“飞车”现象。
变幅机构:内置防摇摆功能,跟钩容易,大大提高工作效率。
人机界面:运行状态实时监控,任意参数快捷修改。
故障信息及时显示,故障点快捷查看,使用更加高效,维护成本更低。
可扩展视频监控功能。
其它:逻辑控制单元:对塔吊运行进行逻辑控制,确保塔机安全使用的前提下高效运行。
内置单元:内置制动单元、刹车及涡流制动单元使用更加方便。
具有涡流线圈、制动线圈短路保护功能。
内置时钟芯片,可设置预授权时间,方便对客户进行管理。
外形美观小巧,运输方便。
接线方式灵活,采用端子和航空插组合形式,人工接线成本更低。
可扩展物联网功能,建立数据交换智能化管理平台。
可实现卫星定位和远程监控(建筑机械信息管理平台)、远程锁机与解锁功能,方便对客户及设备管理。
可扩展黑匣子功能。
11.2施工塔吊一体机外观图1.3型号说明QT 63 - 030 / 015 / 004变幅控制单元功率KW回转控制单元功率KW起升控制单元功率KW塔吊起重力矩T*M塔吊一体化控制器21.4型号及额定输出电流3二、产品尺寸及接线2.1小功率一体机外形尺寸42.2中、大功率一体机外形尺寸5QT系列塔吊一体化控制器使用说明书2.3小功率接线图2.3.1起升机构主电路接线示意图(小功率QT63/QT80/QT100)6QT系列塔吊一体化控制器使用说明书2.3.2回转、变幅机构、控制电源主线路接线示意图(小功率QT63/QT80/QT100)7QT系列塔吊一体化控制器使用说明书2.3.3控制电源主电路接线示意图(小功率QT63/QT80/QT100)2.3.4 主回路端子、外部限位端子、航空插接线示意图(小功率QT63/QT80/QT100)输入电源起升电机制动电阻起升刹车回转电机变幅电机82.4功率接线图2.4.1起升、回转、变幅机构主电路接线示意图(中、大功率QT160/QT250/QT315)9102.4.2控制电路接线示意图(中、大功率QT160/QT250/QT315)N L CN14CN7N LMCU板 J12GPRSPW电源板L2N2CN512V GND12V GNDN L G +-开关电源24V 0V GNDN1L1118117119KM1-1KM1116220219柜内急停 SB1联动台急停 SB2联动台启动SB3柜内启动SB4起升零位回转零位变幅零位L1MCU板J19端口MCU板J13端口MCU板J18端口KM4KT1-1(KM3)延时触头N1LC1D115(150/170)W7CQT系列塔吊一体化控制器使用说明书2.4.3回转、变幅刹车电路接线示意图(中、大功率QT160/QT250/QT315)2.4.4起升直流刹车电路接线示意图(中、大功率QT160/QT250/QT315)VEICHIS200ACDC-A1.0TF20140218L 交流输入 N(-)直流输出(+)(+) (-)N4L4变压器27VAC起升刹车电源361362KM2/1-4363364起升直流刹车11QT 系列塔吊一体化控制器使用说明书122.4.5 主回路端子、外部限位端子、(中、大功率QT160/QT250/QT315)柜内主回路端子与限位端子RSTU1V1W1PB P+输入电源起升电机输出 制动电阻YU YV YW U3V3W3U2V2W2回转电机起升刹车变幅电机NQT系列塔吊一体化控制器使用说明书2.4.6联动台接线图(所有功率段)13142.4.7起升航空插接线标示图(所有功率段)112联动台接线线序10210310410510610710810911111311411611711811912012112345678911121314161718192021起升上升起升下降起升二档起升三档起升四档起升五档弱电急停超重量报警超力矩报警钢筋起升零位强电急停罐车备用外引线联动台内部接线启动按钮自动运行起升零位启动强电急停启动指示P24V定点吊运行指示砂浆点钢材点板材点122123124222324预留线预留线19芯航空插插头101COM COM P24V2.4.8回转、变幅航空插接线标示图(所有功率段)11201202203204205206207208209210211212213214215216218217联动台接线线序24芯航空插插头12345678910回转三档12131415161817变幅前行变幅后退变幅二档变幅三档回转左行回转右行回转二档回转四档旁路开关回转制动超重换速故障复位故障指示运行提示联动台内部接线224219221220222223241921202223联动台回转制动221、222\223、224号线分别并联使用变幅零位回转零位变幅零位回转零位回转制动COMCOM P24V15三、 键盘及操作3.1键盘外观及按键功能按键 功能3.2指示灯含义四、参数表起升参数:163717182021222324回转参数165525262728293031323334对新增回转参数进行说明:1.涡流控制参数其中:FS 为起始频率+FB.03;F1为FB.04涡流频率段1;F2为FB.05涡流频率段2;F3为FB.06涡流频率段3;Ds为FB.07启动占空比D1为FB.08涡流占空比1D3为FB.09涡流占空比2T1为FB.10停机后涡流维持时间注:通过C-06可监视占空比值。
全自动硅片上料机
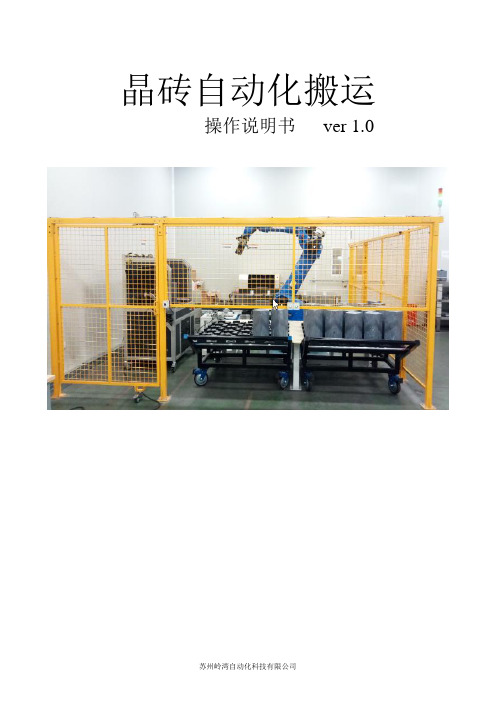
晶砖自动化搬运操作说明书ver 1.01.机器结构图3.机器基本参数1)电源规格: 380V AC/50Hz2)气源要求(kgf/c㎡):4-6 kgf/c㎡二. 安全本机器为自动化生产设备,必须由经过设备厂家培训的专门人员进行操作或维修保养。
所有有资格操作、维护和维修本设备的人员都必须阅读本章。
如有不明请咨询相关设计人员。
1. 人员安全事项1)运转过程中,严禁人员接近或触摸机器运转部位,以免发生危险。
2)运转过程中严禁保养维修。
3)设备启动前确定操作和维护保养人员皆已离开设备。
4)维护保养时,应先确认电源,气压源皆已关闭,方可进行维护保养。
5)未经授权许可,任何人不得拆除设备的安全装置或对设备的安全装置进行改造。
6)人员进入机器内部维护时必须正确佩戴安全帽。
2. 设备安全事项1)启动电源及气源前,请确认机台有可靠接地;请清除机台工作位置物料及杂物并确认各气缸在初始位置,以免发生危险或故障.2)开关机请按正常作业步骤。
3)气缸节流阀已配合各机构调整至最适状态,严禁擅自调整。
4)如设备移动重新联结动力电源时,请确认动力电源规格。
5)每日作业前应对设备进行点检,严禁设备带故障运转。
6)只有经授权的人员才能知道手动操作所需的密码。
3. 急停按钮与警示灯说明。
当发生紧急情况的时候,可以通过快速按下此急停按钮来达到保护的措施。
绿灯----机器自动运转中。
黄灯----表示机台动作暂停中或安全门未关好。
三机器操作流程介绍及注意事项一个大锭共49块晶砖,分别按要求摆放到两辆上料小车上,第一车25块晶砖,第二块24块晶砖。
机器人搬运晶砖依次通过上料小车,电阻率测量,尺寸测量,红外测量,少子检测,划线,最后摆放到下料小车。
1 按顺序摆放晶砖到上料小车上(注意区分上料小车和下料小车)。
第一车晶砖顺序第二车晶砖顺序2 将上下料小车推到固定位置,踩住刹车。
注意上下小车的边缘要紧靠归正(如红色线标识),如果小车与归正之间间隙过大会导致机器人取放晶砖时撞晶砖。
六数控钻说明书2018
F10下一页
F6后退连线设定
F2 IP连线
提示存储成功后,再重新开启模拟器;如果提示连线失败,请检查系统是否已开机正常,网线链接是否正常。
驱控一体系统电池更换
使用周期达7-9个月时间,需更换电池盒内的电池(3节1号干电池1.5V)
注意事项:1;更换电池请在备处于通电的状态下进行操作
2;如果对此有疑问,可咨询专业的人员后进行操作
4加工完毕
4.1:关闭HHcnc→CncMon32→关闭PC系统
4.2:关闭电源停止
4.3:待PC完全关闭后关闭总电源
M
序号
名称
M代码
OUTPUT
1
工作指示灯
R65.0
Y0
Y0.0
2
暂停指示灯
R65.1
Y1
Y0.1
3
上主轴启动
M3/M5
R65.2
Y2
Y0.2
4
上钻包启动
M6/M7
R65.3
Y3
Y0.3
使用手册
全自动六面钻铣加工中心
SKS-690
1、安装注意事项··································3-4
2、面板按钮开关··································5
3、安全注意事项··································6
5
下主轴启动
M13/M15
R65.4
Y4
Y0.4
6
下钻包启动
M16/M17
R65.5
Y5
Y0.5
7
风机启动
M26/M27
R65.6
QTZY说明书
图 3-5
第 8 页 共 57 页
XCMG 徐州建机
塔式起重机安装使用说明书
QTZ100
塔顶是由角钢组焊成的斜锥体,上端通过拉杆使起重臂与平衡臂保持水平, 下端用 4 个销轴与上支座连接,为了安装吊臂拉杆和平衡臂拉杆,在塔顶上部设 有工作平台。 3.1.4 起重臂(见图 3-6)
R(m)
2.5~17 18 19 20 21 22 23 24 25 26 27 28 29 30 31.7 32
α=4
Q(kg) α=2
6000778 4533 4310 4105 3917 3743 3582 3433 3294 3164 3042 2928 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 2927
R(m)
33
34 35 36 37 38 39 40 41 42 43 44 45 46 47 48
Q(kg) α=4 2967 2862 2763 2670 2582 2498 2418 2343 2271 2202 2137 2075 2016 1959 1904 1852
第 4 页 共 57 页
6)电力系统:(1) 三相五线制;(2) 电压 380 伏,允差±10%;(3) 供电频率
50 赫兹;(4) 整机总功率 36.4kw。
7)工地电源供电箱:工地电源开关 Ie≥125A,安装位置在塔机底部电源
进线一侧距标准节 3 米范围内。
第 2 页 共 57 页
XCMG 徐州建机
塔式起重机安装使用说明书
α=4
Q(kg) α=2
6000 3000
普丽盛无菌砖机操作与保养标准规范文件(新)
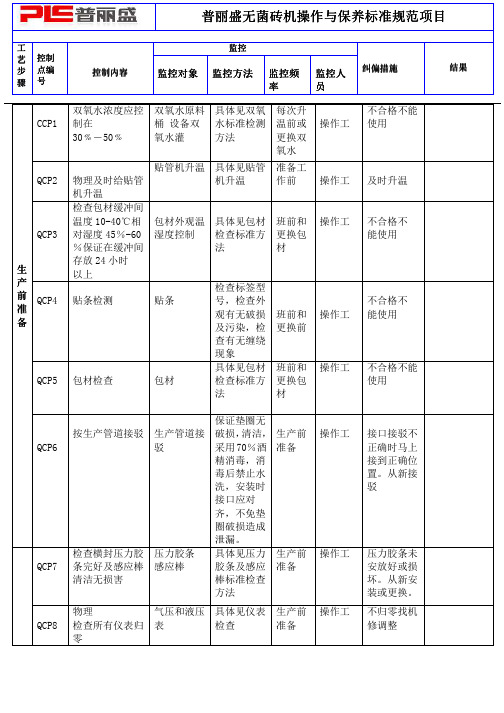
骤号率员CCP1 双氧水浓度应控制在30﹪―50﹪双氧水原料桶 设备双氧水灌具体见双氧水标准检测方法每次升温前或更换双氧水操作工不合格不能使用QCP2 物理及时给贴管机升温 贴管机升温 具体见贴管机升温准备工作前 操作工 及时升温QCP3 检查包材缓冲间温度10-40℃相对湿度45%-60%保证在缓冲间存放24小时以上包材外观温湿度控制具体见包材检查标准方法班前和更换包材操作工 不合格不能使用QCP4 贴条检测 贴条 检查标签型号,检查外观有无破损及污染,检查有无缠绕现象班前和更换前操作工不合格不能使用QCP5 包材检查 包材 具体见包材检查标准方法班前和更换包材操作工 不合格不能使用生产前准备QCP6 按生产管道接驳 生产管道接驳保证垫圈无破损,清洁,采用70%酒精消毒,消毒后禁止水洗,安装时接口应对齐,不免垫圈破损造成泄漏。
生产前准备操作工 接口接驳不正确时马上接到正确位置。
从新接驳QCP7 检查横封压力胶条完好及感应棒清洁无损害压力胶条感应棒具体见压力胶条及感应棒标准检查方法生产前准备操作工 压力胶条未安放好或损坏。
从新安装或更换。
QCP8 物理检查所有仪表归零气压和液压表具体见仪表检查生产前准备操作工 不归零找机修调整骤号率员QCP9 检查冷却水压力0.3-0.45Mpa压缩气压力0.6-0.7 Mpa蒸汽压力70-200Kpa蒸汽温度115-130℃检查冷却水压力压缩气压力蒸汽压力蒸汽温度。
逐一检查数据,并保证蒸汽连接管道均打开并达到设定值要求。
生产前准备操作工 不能达到要求,不能升温,找机修调整。
QCP10 无菌仓干净整洁,无肉眼可见的污垢及水和酒精。
无菌仓卫生 仔细观察无菌仓卫生生产前准备操作工 用干净的酒精棉对无菌仓进行清洁。
直至无肉眼可见的污垢,酒精及水分残留QCP11 检查临时性检查内容临时性针对检查按照要求做针对性检查生产前准备操作工 必须严格按照规定执行生产前准备QCP12 纵封小白轮检查,上灌注管的卫生检查,检查上灌注管O型圈。
QT4-15、6-15系列使用说明书

设备的初始状态,是指设备的压头在上限,模箱在下限,骨料车在后限,送板车在前限。
在自动状态下,即按复位(或回原点)点即可。
1)、手动调试此过程,在触摸屏手动操作界面完成。
操作步骤:a、开启电源,旋开控制盘面上急停和暂停按钮。
开启油泵。
b、待触摸屏开启后,输入密码,进入界面。
c、触摸主控界面中“手动测试”软按键。
d、按照手动测试界面一一进行调试。
当压头及下模处于最高位、布料箱处于最后位置时,按动送板手柄,调试送板的前进后退。
在模箱在下位,压头在上位时,按动骨料车,调试骨料车的进退。
在骨料车在后位时,分别调试压头升降和模箱的升降。
按下下振动,调试振动,一般控制加压时间3-5s,成型振动时间可根据加料量多少来调节,应根据混凝土和料的性能、干湿度及配比,调节掌握振动加料与振动成型时间,以确保产品高度与密实度的一致性。
在成型振动的最后0.5s左右,实施加压振动。
依次调试其他按键。
要求:,为防止误动作,操作时必须用一个手指进行操作。
2)、半自动此过程是操作盘面的手动按钮加自动参数调整配合操作完成。
操作步骤:a、开启电源,旋开控制盘面上急停和暂停按钮。
手自动按钮放在手动状态。
- 1 -b、待触摸屏开启后,输入密码,进入界面。
c、触摸主控界面中“参数设置”软按键。
任意选择一种砖类型。
d、适当调整参数设置界面中,布料时间,摆动开始,加料时间,往返摆动,预振开始,预振时间,振动延时等几个参数值。
具体含义借阅自动过程。
注:如果需要摆动布料,则将主控界面中的“布料无摆动”软按键按下。
e、在设备处于初始状态时,按加料按钮,进行加料。
操纵布料向前,只需点动一下,剩余工作设备会自动进行。
在前进过程中,禁止点动向后。
布料完成,手动压头下降,到达下限自动振动。
待振压成型后,提升模箱,点升压头。
最后送板后退前进,将托板送至振动平台的同时将已成型的砖坯顶出振动平台至前传送输送皮带上面,由前传送传出。
至此完成一个工作循环。
再次降模箱,升压头,回到初始状态,等待下一个循环。
免烧砖机的使用说明

巩义市双免机械厂
免烧砖机的使用说明
作者:双免机械厂
1.接通电源后,(按机器上所示转动方向调整电源相位),将压头拉回碰到挡片,拍下挂钩,点动下降按钮,把模箱与压头重合数次,检查是否顺当。
2.将模箱落至木托板上,将压头后退,开始加料,加之高出模箱少许,启动下震震动约38秒后,把多余的物料刮掉至模箱水平
3.拉回压料头碰指挡片,拍下挂钩,使U型框离开行程开关自动工作。
通过时间继电器(调整5-10s)成型自动完成,(振动、脱模、自动停机)。
用叉砖车将砖坯拉出,完成一个周期,以此类推。
4,检查机械各部位有无松动,注油部位应加润滑油,以减少机械摩擦,从而延长使用寿命。
5.要经常对机械的螺栓、摩擦处、涂抹润滑油和黄油。
对机械的寿命起到一定的作用。
东岳免烧砖机操作使用说明书
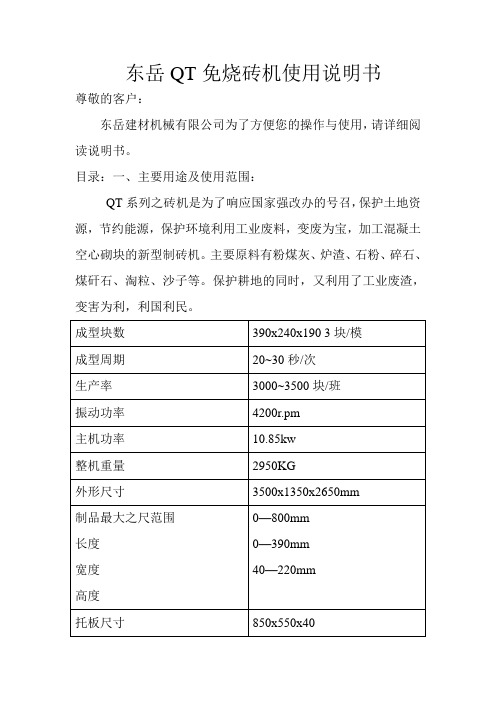
东岳QT免烧砖机使用说明书尊敬的客户:东岳建材机械有限公司为了方便您的操作与使用,请详细阅读说明书。
目录:一、主要用途及使用范围:QT系列之砖机是为了响应国家强改办的号召,保护土地资源,节约能源,保护环境利用工业废料,变废为宝,加工混凝土空心砌块的新型制砖机。
主要原料有粉煤灰、炉渣、石粉、碎石、煤矸石、淘粒、沙子等。
保护耕地的同时,又利用了工业废渣,变害为利,利国利民。
成型块数390x240x190 3块/模成型周期20~30秒/次生产率3000~3500块/班振动功率4200r.pm主机功率10.85kw整机重量2950KG外形尺寸3500x1350x2650mm制品最大之尺范围长度宽度高度0—800mm 0—390mm 40—220mm托板尺寸850x550x40850x450x40三、主要结构:1.本公司的砌块成型转结构紧凑,安全可靠,各项技术指标明显优于同类产品,操作灵活,维护方便。
主要由搅拌机、输送机主机、配套模具组成完整的生产线,其特点产量高,机振力大,是机械、电气和自动化控制相结合的机电一体化产品。
四.使用与操作操作者必须熟悉车机性能规格,各按钮的位置及作用、机械、电气相互关系及动作先后次序,安全技术措施等。
1、开机前应认真阅读使用说明书,详细检查整机各部件,尤其是电气部分是否因长途运输震动而引起松动脱落,以免发生不必要的故障。
2、根据润滑部分,在各处加注规定润滑油。
3、启动漏电保护器,检查电气系统是否正确,各安全保险,定位装置是否可靠。
4、检查震动箱的旋转方向是否正确,及传送方向是否正确。
5、配电盘各按钮用详细了解,做到心中有数。
“升模”按钮:为点动按钮,手离即停,按下按钮,提升机正向运转、带动模具向上升起,定模小孔时,定模销自动插入定模销孔,手既松开,提升机停止工作。
“降模”按钮:为点动按钮,按下按钮,手离即停,按下按钮,提升机反向运转,带动下模脱离上模,落到砖机上,使摇臂垂直,手既松开,提升机停止工作。
砖机操作规程13篇

砖机操作规程13篇1【第1篇】自动压砖机技术:操作规程操作人员必须学习掌握液自动压砖机说明书内容,弄清机器构造、电器控制,否则不得上岗操作和维修。
非操作人员严禁私自操作。
并牢记以下几点:1、安全第一,在运行中,切不可触摸运动部件,生产期间应集中注意力,以防突发情况发生。
2、操作人员操作前应检查液压砖机各运动部件是否处于起始状态。
3、严格按照要求加油,定期检查,正常使用中,润滑油有损耗,必须及时补充。
4、每天检查螺栓松紧情况,如有问题及时解决。
一、操作前准备:1、设备检查:1)在设备开启前应对设备进行全面检查,确保设备在使用时能够正常工作。
2)开机前检查开机三要素即:水、电、气注意:压砖机最佳工作温度在零上10-50℃之间,那么在开机前必须确认下压砖机冷却系统是否能够正常开启。
2、压砖机开启需要对各个电源部分进行检查。
1)确认中控室压砖机总电源是否开启。
2) 确认压砖机现场操控柜各电源是否开启。
3)确认压砖机现场操控柜急停按钮是否旋起。
3、压砖机开启需要开启空气压缩系统:1)确认空压机室空压机已经开启并且正常送气;2)确认压机主气压表通气并且压力保持在0.18-0.2mpa ;3)确认码垛机油水分离器上压力表通气并且压力保持在0.4-0.6mpa。
4、物料检查:在设备进行正常工作前应对物料进行初步检验,以确保物料压制成砖后的合格率。
具体检查如下:1)在压砖机入料后应进行试压,确定湿度合格后方可继续入料;2)入料同时检查物料内是否有杂物和块状物料,发现后及时处理。
二、操作规程:1、启动顺序:1)首先开启压砖机总电源;2)开启冷却水循环系统,确保压砖机工作温度在10- 50℃之间。
3)开启空压机;4)开启操作柜内所需电源;5)开启压砖机电源。
2、显示器1)进入控制面板输入正确密码、点击复位、手动。
2)开启供油、主泵、(开启主泵后听到星角转换的声音后才可以进行操作)。
3)进入控制面板点击复位、手动、确认。
制砖机说明书

产品介绍QTJ4-40型砌块成型机采用机械传动,人工操作混合料进入模箱振捣成型。
其制品外观精美,棱角清晰,制品重量误差±3%,强度可达10.5(MPa),误差10%,几何尺寸<±1.5mm。
该机使用范围广泛,不仅能生产混凝土砌块,而且还能利用煤矸石、粉煤灰、炉渣、粘土陶粒、石膏等一些工业废渣,生产各种型号的承重、非承重砌块。
主要技术参数外形尺寸2000×1480×1150mm制品高度50-250mm托板尺寸850×450×40mm成型周期40S震动频率50Hz震动功率7.4 KW班产量2000块配备功率9.6KW设备润滑润滑部位油类名称间隔时间立柱32机械油每班二次减速机32机械油500小时更换一次模箱固定螺栓32机械油每班二次限位卡32机械油每班二次摇臂螺栓32机械油每班四次其他滚动部位32机械油每班一次一、安装调试:安装:机器进场后将机器安装在指定位置(场机应平整、坚实、无需预埋件),主机应放置平稳,搅拌机应放置在主机后方适当位置,待安装完毕后,检查主机在运输、吊装过程中是否有零部件损坏,各紧固件之间是否有松动,若出现有故障应及时排除。
试机:先将减速机按要求加入齿轮油,各润滑部位,注入润滑油,检测电源是否符合电器要求(三相380V),待安全检查无误后,接通电源,先调试模箱与模头之间是否上下自如,看有无卡阻摩擦等现象,若有要进行调整,直到上下自如为止。
调试好模具后,将搅拌机启动,将物料搅拌好后放出搅拌机,然后启动砌块机上的提升电机,当提升至两挂钩咬合时停止,将合适木托板放入振动平台上,然后再启动提升电机,将模箱落至木托板上停止,之后将搅拌好的物料用铁铲铲入模箱,待料足够后,启动下振3~5s停止,再用料靶将模箱上料布平,多余料用耙拉到地面上,下拉脱钩手柄,模头自由落下,启动上下振动电机等两边限位卡都卡进停止振动,等余振完全消失,启动提升电机,等待挂钩咬合电机停止,将成品砌块连同托板用叉车运走,一周期完毕。
QTZ 系列塔机使用说明书

1 概述我公司设计、生产的 QTZ型系列塔式起重机,其型式为水平臂架、小车变幅、上回转、自升式塔机。
具有固定、行走、附着、内爬等安装形式和功能。
QTZ型塔式起重机适用于工业与民用建筑、货场和露天仓库的起重、吊装作业。
特别适合高层办公楼、饭店、居民住宅和其它高塔型结构的建筑施工,是一种性能可靠,参数先进,造型美观,工作适应性强,效率高,经济实用的建筑起重机。
QTZ型系列塔机起升机构采用变频或变极等多种调速方式驱动,通过滑轮系统可变倍率,可获得多种起升工作速度,并能实现高速轻载、低速重载和慢就位功能。
回转机构采用液力偶合器,使回转启、制动平稳、可靠。
QTZ型系列塔机通过自身液压顶升系统实现自升加节,使起升高度能随着施工建筑物的升高而加高,而塔机的起重性能在规定范围内的各种高度下仍能保持不变。
司机室视野开阔,操作方便、舒适。
QTZ型系列塔机装备有各种安全保护装置,包括:起重力矩限制器,最大起重量限制器,起升高度限位器,回转限位器和变幅限位器,从而确保塔机安全可靠的运行。
2 技术性能QTZ型系列塔机的技术指标符合 GB 5031-2008要求。
2.1 技术参数QTZ型系列塔机主要技术参数见表1。
2.2 起重特性各规格QTZ型塔机的起重特性见表 2-1,表 2-2和表 2-3。
3 主要部件简介与工作原理QTZ型塔机主要由金属结构、工作机构、液压顶升机构、安全保护装置、电气控制等部分组成。
整机示意图见图1。
3.1 金属结构塔机金属结构主要包括:底架,塔身(标准节),起重臂,平衡臂,回转塔身,顶升套架,塔顶,附着装置等。
3.1.1 底架(见图2)底架由十字底梁、基础节、底节和四根撑杆组成。
十字梁由一根整梁和两根半梁用高强度螺栓连接而成,基础节、底节是两个特制标准节,位于十字底梁中心,它们之间以及与底梁连接均采用高强度螺栓。
表1主要技术参数表(机构详细参数见机构介绍)2QTZ63(5013)塔机起重特性曲线表2-1 : QTZ63(T5013)塔机起重特性表QTZ80(T5513)塔机起重特性曲线表2-2 QTZ80(T5513)塔机起重量特性表4550幅度(m)6.0起重量( t )4.03.02.01.05.035403015202551056QTZ80(T5610)塔机起重特性曲线表2-3 QTZ80(T5610)塔机起重量特性表QTZ80(T6010)塔机起重特性曲线表2-4 QTZ80(T6010)塔机起重量特性表图1 塔机总图7图2 底架3.1.2 塔身(标准节)(见图3)塔身是由若干个标准节组合、并用高强度螺栓连接而成。
平顶山成套制砖机操作规程
平顶山成套制砖机操作规程1. 引言平顶山成套制砖机是一种高效、自动化的砖块制造设备,能够大幅度提高砖块生产效率,同时降低劳动力成本。
为了保证安全、顺利地操作机器,减少事故风险,提高工作效率,特制定此操作规程。
2. 设备概述平顶山成套制砖机主要由下列部件组成:- 砖块成型机:用于成型砖块的设备,具有自动化控制系统。
- 混合料供给系统:用于向成型机提供合适的原料。
- 砖块输送系统:用于将成型的砖块进行输送、堆垛等处理。
- 自动化控制系统:用于控制砖机的运行和各个部件之间的协调工作。
3. 操作前的准备工作在使用平顶山成套制砖机之前,操作人员需要进行以下准备工作: 1. 确保设备正常运行,并具备安全性能。
2. 将所需的原料准备齐全,并保持原料的干燥、清洁。
3. 清理工作区域,确保没有其它杂物妨碍操作。
4. 操作步骤4.1 启动机器1.操作人员佩戴好个人防护装备,如安全帽、工作服、防护手套等。
2.按下启动按钮,开启电源,确保各部件正常运转,观察仪表盘的显示是否正常。
3.检查润滑油液位,确保润滑系统正常工作。
4.确保操作面板上的各个按钮和开关处于正常状态。
4.2 安全操作1.在操作期间,严禁将手、脚或工具伸入运动部件内。
2.严禁在机器运行时进行维修、调试等操作。
3.如果发现异常情况,立即停止机器,并向相关人员报告。
4.3 加料操作1.打开混合料供给系统,将所需原料放入料斗中。
2.不得超过设备规定的最大装料量,以免影响机器正常运行。
3.确保混合料均匀地供给到成型机。
4.4 成型操作1.检查成型机的模具、压力等参数是否合适,根据需要进行调整。
2.启动成型机,观察成型过程中是否有异常情况。
3.出现砖块不规则、模具堵塞等情况时,及时停机,清理模具,并调整合适的参数。
4.5 砖块输送和堆垛1.成型的砖块通过输送系统进行输送和堆垛。
2.检查输送带的张紧度,确保带动砖块的稳定运行。
3.保持堆垛区的整洁,砖块堆垛时要注意均匀、稳定,防止砖块倾斜或者堆垛不牢固。
qt6-15型混凝土砌块成型机 (1)

QT(4)6一15型混凝土免烧砖机铭泰机械产品目录-QT6-15产品介绍QT6一15型混凝土砌块成型机主要特点:QT6一15型混凝土砌块成型机经典的振动模式,特别适合生产高强度砌块、标砖等。
成型周期短,效率高。
台振机专用高效振动器,激振力强大,制品的密实效果更好。
成型成积大,能生产多种水泥制品,生产范围广。
强制式机械定位,布料快速,均匀,制品精确,一致性好。
QT6一15型混凝土砌块成型机全自动PLC控制系统,交互式人机界面,控制系统配置安全逻辑控制,有生产程序及故障诊断显示功能。
生产成本低,原材料可充分使用沙、石粉、粉煤灰、炉渣等各种废渣。
铭泰机械有限公司制砖机质量好无粘模.可分期付款.让您享受更多优惠.主要生产有:QT4-15免烧制砖机,QT6-15免烧制砖机,QT8-15免烧制砖机,QT10-15免烧制砖机,QT12-15免烧制砖机,QT160-8型免烧制砖机、固定式4-35免烧制砖机、4-45型小型免烧砖机、4-40型小型制砖机合理的振动分布:通过脱膜油缸将模箱锁定在振动台上,模台合振;压头上另装有专用振动器,以加大振动速度的效果。
这种振动形式使混凝土快速液化、排气、使制品达到高密度,高强度。
可大比例利用多种废灰、废渣、炉渣、矿渣、煤矿石、火山灰、煤灰、石屑、建筑垃圾可生产出各种高质量的承重或非承重制品。
空心砖机的主要特点:1、采用日本三菱PLC程序控制,触摸屏界面操作,砌块生产全部自动化。
设有自动复位、缺料报警、缺板报警等功能,操作更为人性化。
电器元件均由国内知名公司提供,运行安全可靠。
2、主机采用加压和高频同步振动方式成型,使成型砌块更加密实。
3、液压系统采用台湾、日本等进口液压元件。
4、采用快速旋转破拱布料装置,大大缩短了下料时间。
5、系统设有数据外设置装置,成型机布料次数和振动时间可根据材料的不同进行设置和修改。
6、采用四杆导向方式及超长耐磨材料,保证模具及压头精确运动。
7、一机多用,既能生产承重砌块,又能生产非承重砌块,通过更换模具,就可生产相应的多种内外墙砌块,还可生产多孔砖和路面砖。
QTZ说明书
特种设备制造许可证:T S2410636-2008 QTZ63(5013)液压自升塔式起重机使用说明书中国·四川·自贡天成工程机械有限公司制造,LTD,SICHUAN,CHINAZIGONGTIANCHENGENGINEERINGMACHINERYCO。
目录致用户:5注意:6概述: (7)塔机使用条件和工作环境及型号8塔机示意图9第一章、塔机技术性能: (10)1.1、外形尺寸: (10)1.2、起重性能: (10)1.3、技术性能:··································1 11.4、主要技术数据: (12)第二章塔机主要构造及特点: (13)2.1、总体布置:.........................................1 3 2.2、主要金属构件简述:.. (13)2.3、工作机构: (18)2.4、绕绳系统: (22)第三章、塔机的安装: (24)3.1、安装前的检查项目: (24)3.2、安装注意事项:243.3、塔机地基基础: (25)3.4、接地装置:.......................................2 6 3.5、塔机安装:.......................................27 第四章.安全保护装置:. (30)4.1、起升高度、回转及幅度限位器的调整: (30)4.2、力矩限制器: (32)4.3、重量限制器:·····································3 3 第五章塔机的顶升操。
6-15水泥砖机

6-15水泥砖机6-15水泥砖机,是一种中型制砖机,之所以叫做6-15,因为6代表的是这种水泥砖机一次打出6块390x190x190mm空心砖,15代表的是这种砖机最佳的成型周期是15秒成型一板砖。
整体的意思就是6-15水泥砖机。
6-15水泥砖机就是利用河沙、炉渣、钢渣、煤矸石、粉煤灰、建筑垃圾、下脚料、石粉、水泥等为原料,科学配比,加水搅拌,通过制砖机械高压压制出水泥砖、空心砌块或彩色路面砖的机械设备。
这种设备也就是大家所说的免烧砖机,也就是说生产出来的水泥砖或空心砌块,不需要烧结,通过短时间的晾晒就可以出厂,而且坚固耐用,盖房保温性强,透气性好。
6-15水泥砖机技术参数:主机尺寸6050*3500*2950(mm)成型面积800x600(mm)成型高度32-200(mm)成型周期11-15(s)托板尺寸850x700(mm)主机重量12.5(t)主机功率31.5kw6-15水泥砖机8个小时产标砖:240x115x53mm 6万块,每板30块,产空心砖:390x190x190 11500块,每板6块,多排孔砖:240x115x90mm 3000板15块。
6-15水泥砖机特点:1、成型机机架:采用高强型钢及特种焊接工艺制造,极其坚固。
2、导向柱:采用超强特种钢材制成,表面镀铬具有良好的抗扭与耐磨能力。
3、模具压头:机电液压同步驱动,同一托板制品高度误差极小,产品一致性好。
4、贮料分料装置:由电脑控制物料供给,避免物料受外因内压,确保供料均匀一致,使制品强度误差极少。
5、布料器:采用传感与液压比例驱动技术,在摆动式布料车作用下强制离心泄料,布料快速均匀,对簿壁多排孔制品特别有利。
6、振动器:采用电液压技术驱动,多源式振动系统,在电脑控制上由液压驱动产生垂直同步振动,频辅可调,实现低频加料,高频成型的工作原理,对不同原材料可获得良好振实效果,振动加速度可达17.5个级。
7、控制系统:电脑控制、人机界面,电器采用国际知名品牌,控制程序综合15年实际生产经验,结合国际发展潮流,以满足国情设计编写而成,实现无需专业人士,只需简单培训即可操作,强大的内存可备升级之需。
海尔电子9630 351 、9630 353 型号的热泵温室控制器说明书
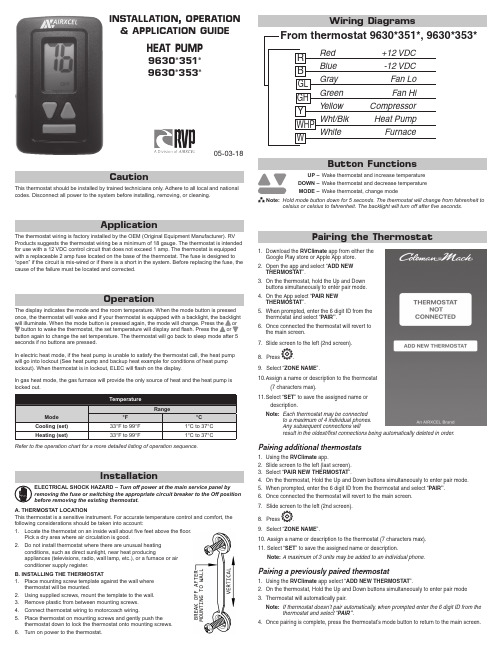
2. Do not install thermostat where there are unusual heating conditions, such as direct sunlight, near heat producing appliances (televisions, radio, wall lamp, etc.), or a furnace or air conditioner supply register.
6. Once connected the thermostat will revert to the main screen.
7. Slide screen to the left (2nd screen).
8. Press .
9. Select “ZONE NAME”.
10.Assign a name or description to the thermostat (7 characters max).
3. On the thermostat, hold the Up and Down buttons simultaneously to enter pair mode.
4. On the App select “PAIR NEW THERMOSTAT”.
5. When prompted, enter the 6 digit ID from the thermostat and select “PAIR”.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QT6-15-36型全自动免烧砖机使用维护说明书山东高唐万达液压机械有限公司一、用户须知1:在本机安装使用前用户须认真仔细阅读本说明书。
由于产品在不断的改进,本说明书只做定期修改,如出现有与产品局部不符之处,请及时与我公司联系咨询,请谅解。
地址:山东省高唐县林寨工业园邮编:252800电话:************免费电话:400-685-9889传真:************网址:2:为了正确使用、维护本设备操作,维修人员必须详尽了解本设备性能及特点,切勿随意动手操作。
以免伤人及损坏机件。
3:在检查检修时,应切断总电源,挂示警牌。
4:当所有部件在原位时方可全自动循环操作。
5:设备运行中切不可将手或身体其他部位伸入压头、模箱下面。
不得触及运动部位。
6:非控制台操作人员不得随意按动电扭,以免伤人损机。
7:每班工作结束时,应当电器开关处于“断电”或“停止”位置上。
8:使用中本机电气应可靠接地,以策安全,(接地电阻不得大于0.5欧,一般情况下接地须深入地下1.5米以上。
)9:储料斗的水泥要及时用尽,防止凝固。
10:托板上凝固混凝土要及时清理干净,送料箱及模箱内粘结的料每班要清理,清理设备时要断开总电源开关并用支撑物将压头固定住,以防下滑发生危险。
11:成型结束时,若料不够,压头不要压下成型,以防损坏压头油缸及压头同步机构,造成压头不同步。
12:振动成型时间要严格控制,成型时间长,压头压不下,则调整布料量。
13:随时检查各行程开关是否到位,若松动及时调整、拧紧,接近开关末端与感应块的距离为5-8mm,以防撞坏。
14:液压站的冷凝器夏天一定要使用,否则油发热,影响正常使用,要及时补油和更换,滤油器应根据发讯器的指示及时更换滤芯,否则将造成液压系统出现故障。
在气温低于0°时,班后应将冷凝器内水排净。
防止冻坏冷凝器。
15:所有螺丝使用前均需拧紧。
16:振动平台、送板床上平面、接砖架上平面一定要平。
否则托板不能平滑输送。
砌块不能推出或开裂。
17:所有润滑部位每班工作前均需润滑。
18:每班结束后及时清理。
20:本机设有紧急停止按钮,当遇到运动部件卡滞或其他紧急情况时应立即按“急停按钮”,当转换开关在自动位置时(及自动运行状态)不得停止油泵。
特别提示:在清理搅拌机内的砼料时必须断开电控箱内的总电源开关。
每个周期料斗放到布料机料箱的料不宜过多,也不可过少。
放料过多则造成撒料,过少则模箱内布料不够。
二、生产线的特点和用途一:QT6-15-36全自动免烧砖机的特点1:本机由布料机、料斗、送板床系统、接砖架系统、液压站、主机、电控柜、等部件组成。
机、电、液一体完成振动台垂直定向震动、液压震动、送板、送砖、接砖、叠板等功能。
采用P LC(工业电脑),人机界面触摸屏智能控制,可实现人机对话,故障诊断。
具有给料方便、适料性强和制品均匀密实、强度高、操作方便、成型周期短等特点。
2:功能全,电控技术先进----------PLC程控可实现自动给料、自动送板、自动成型及自动传送砌块等功能。
并联点动装置(人机控)适合不同文化层次的用户使用。
3:液压马达传动------克服因满足成型工艺的间断性起动而给电机带来的发热问题。
4:整机均液压传动------有效地减低制造成本提高整机可靠性,降低噪音和能耗指标。
与PLC联动实现自动循环。
5:大激振力、大加压值------可用于生产密实砌块(承重墙、车行道路面块、港区路面块等)。
6:压头、模箱------易于拆装更换。
7:机动送板、机动送料------清除人工加料不稳定性对砌块质量的影响。
同时显著地提高设备的生产效率。
8:中等规模的生产能力------可形成一定的产值、效益、可配成生产线。
9:该机震动台板震动采用液压马达带动。
调整系统压力可得到不同的激振力。
以满足不同砌块制品的需要。
10:自动计数------能自动显示当天生产量及累计生产总量。
本机结构新颖,造型美观,技术性能先进,成型时间短,噪音小。
具有较强的实用性、经济性和竞争力,是集机、电、液一体的先进生产线。
二;用途1:该机采用液压传动模箱垂直定向震动,压头振动加压成型,成形效果好。
以该机为核心的生产线,可适合多种物料成型,如混凝土、炉渣粉煤灰、煤矸石、陶粒等,只需要换相应的模具即可生产不同规格形状的制品,如各种砌块、铺路砖、草坪砖、装饰砖等。
2:典型单机生产线配置如下:(1)J S750型强制式双卧轴混凝土搅拌机壹台。
(2)皮带输送机(输送长度9m,输送能力30m³/h)壹台。
本生产线配套厂房500m²,堆场面积2000-2500m²(包括卡车通道),单班生产需托板1500块。
三:主要生产参数1:规格(长×宽×高)砌块390×190×190mm 6块/板多孔砖240×115×90mm 21块/板标准砖240×115×53mm 36块/板2:震动频率:50~75Hz(台振)3:液压站电机功率:22kw+4kw4:压头振动电机功率:2.2kw5:布料机电机减速机功率:4kw6:托板传送速度:0.36m/s8:液压站压力:液压(p=14~18MPa)9:托板尺寸:(长×宽×高)860×860×3010:全线设备重量:12t11:总功率:44kw12:外形尺寸(长×宽×高)?×?×?四设备安装与调试1:主机安装:用户按照公司所给的地基基础图尺寸,挖好地基,按图示位置放好预埋件,回填100mm厚的稳定层后,若地耐力小于10T/2M,应加一层φ12钢筋地网。
将预埋件按中心距离要求放在地坑内,预埋件上部为地面零点。
将整个地坑预埋件用C25混凝土浇灌. 待凝固好后将设备底脚点焊在相应的位置上。
2:送板床安装调试:按图示位置安放好,调整送板床托板上平面、肋板托板上平面在同一平面上。
使送板床与主机架轴线一致。
送板床前端与机架之间留一定距离,保证送板床传送板时,平稳的落在肋板中间,调试好后与机架固定。
3:接砖架安装调试:接砖架轴线须与主机轴线一致,托板上平面与肋板托板上平面在同一平面上。
保证托板平滑的从肋板上输送到输送链条上。
接砖架可用预埋件固定,为了清理方便,也可不固定。
4:液压站的安装调试:液压站放在主机的右侧0.8m处(从前往后看),油管必须拧紧,冷凝器接好冷却水。
5:电脑控制柜及电路的安装调试:装电源(380V50Hz)引入电脑控制柜,按照正确相序接线。
并连接各电机及接近开关,并检查行程开关是否正常工作,为了安全生产,请将电气系统接入地线。
6:出厂的设备已经调试,由于长途运输等因素,在安装时都要进行一次全面的检查。
6.1:检查机器在运输过程中是否变形。
6.2:各部位紧固件是否松动滑落。
6.3:各箱体油量是否合适。
6.4:各运动机件是否干涉。
6.5:电脑控制柜内线路是否松动滑脱。
7:检查以后对设备进行一次全面的清洁保养,并按规定的地点加注机械油。
五:成型原理与动作程序1:成型原理成型机材料到位,托板到位时按启动键,料斗将混凝土料送出,到位后台板震动,做震动加料,时间可调。
布料结束后,压头下,所有震动器震动对模箱内的物料加压震动,到达成品高度时(高度可调),所有震动停止。
延时消除余震。
起模,到位后,压头升起,送板床将另一托板送上震动台,同时将已制的成品砖输送到接砖架,即完成一生产周期。
整个动作由PLC自动控制,若手动/自动旋钮处于自动位置,按动启动键,则完成上述各步骤的自动循环。
上述动作也可由各键单独操作完成。
2:动作程序2.1起始位置(1)、布料机在储料斗下面接料;(2)、已有一板在肋板台面上;(3)、模箱在下到位并压紧托板(模箱下行程开关亮红灯)(4)、压头在上线位(压头上行程开关亮红灯)(5)、存板箱内有一定数量的托板2.2动作程序(1)、启动料箱按钮,料箱向模箱加料。
加料一定数量时自动停止。
(2)按模箱震动按钮,震动加料,启动布料键,加料破拱装置加速下料。
(3)按料箱回按钮,料箱回,到位后自动停止。
(4)按压头下、压头震、模箱震按钮,压头下,压头震动,模箱震动,所需成品成型。
(5)按模箱上,到位后按压头上,成品脱模。
(6)按送板、接砖按钮、托板进。
成品输出。
2.3自动程序保证各机构在2.1起始位置;手动、自动旋钮转至自动位置,再按下启动按钮,成型机按2.2动作,自动运行。
六:操作步骤1:开机前的准备工作1.1胶骨料的准备例砼砌块胶骨料的准备:a、砂:中砂或细沙b、石:碎石5~10mmc、水:普通水、井水d、水泥:325#或425硅酸盐水泥1.2液压站液压站工作液,一般情况采用46#抗磨液压油即可。
油液高度加至油标指示将满处。
油温应控制在60°C一下。
绝对不允许超过80°C,液压油半年换油一次,换油时必须过滤。
系统压力在出厂时已设定,一般情况不得任意调整。
1.3试运转(1)将工作台上手动、自动循环按钮转换到手动状态,并和上电源总开关,操作启动按钮,使电源指示灯亮。
(2)操作油泵启动按钮,是油泵运转。
(3)分别操作模箱上下按钮、压头上下按钮、布料机进退按钮、送板按钮、料斗开关、各油缸动作是否正常,操作模箱振动、压头震动,布料是否正常。
运行上述操作时,程序中有连锁保护措施如下:a、料箱未退到位时,模箱上、压头下操作按钮不起作用。
b、模箱未下到位时,料箱进退按钮不起作用。
c、压头未上到位时,料箱按钮不起作用。
d、模箱下到位时,送板按钮不起作用。
(4)、在上述手动操作油缸动作的同时,应观察各机构接近开关动作是否正常,安装位置是否合适,可打开控制柜后门,观察PLC机输入口发光二极管显示。
上述各种动作及显示均正常时,可进行手动或自动作业。
1.4托板的喂入:在成品成型时,送料之前,首先要检查各动作是否正常,用自动循环动作喂入托板。
(1)放入托板:将托板置入送板床存板箱内。
(2)模箱升到位,手动送板按钮将托板喂入振动台上,并保证存板箱内有备用托板。
1.5喂板到位后,在手动位置时,按舱门开按钮,使舱门下面的送料箱内放满料。
在上述准办工作完成后,即可把旋钮转至自动位置运转成型。
如遇紧急情况,需取消作业,可采取一下两种方法之一:(1)按动清零按钮。
(2)按急停按钮。
急停按钮启动后,自动位时重新开启系统、油泵按钮,整机则自动复位。
2、自动运行(连续循环)2.1在机械部件处于自动运行所需的初始位置时,将旋钮转至自动位置,按动启动按钮,则机器PLC程序指令自动作业------连续循环。
2.2在紧急情况下,亦可按紧急急停按钮或清零按钮,停止工作。
2.3停机或手动操作各按钮之后如需恢复按上述2.1操作。
2.4在进行自动循环操作时,如托板供应不及时,要立即停止自动循环操作。