伊士顿厂检单
餐饮经营管理-品保稽核单

全虾三明治
顺序:吐司、3片黄瓜、方形虾饼、15g酱油沙拉酱、15g生菜、吐司包装:三明治 盒
保存
米
电饭
饭
煲
洗泡
米
配比
米饭 制作
煮饭
制作
单
温度
保存 时间
黄 规格
瓜
泡冰 盐水
片
保存 期
冷冻
解冻
咖喱 酱
微波
保存 时间
鸡 原料
汁 调配
酱
保存 期
裹粉
煎盘
腌渍 照烧 腿肉
煎制
超级鸡腿堡/双鸡堡/双椒鸡腿米汉堡在保温台保存15分钟;全虾三明治在保温台保 存5分钟
德克士鸡块、方形虾饼保质期12个月
解冻 原料
保质期
枫糖鸡柳、红薯饼保质期9个月
腌渍九块鸡、腌渍大胸牌、腌渍腿肉、腌渍翅、魔法鸡块、腌渍小胸肉、照烧腿 肉、米堡腌渍腿肉完全解冻后0-5℃、48小时废弃
解冻 原料
保存温度
腌渍大胸排、腌渍九块鸡、腌渍腿肉、魔法鸡块、腌渍翅、腌渍小胸肉、照烧腿 肉完全解冻后温度为0-5℃保存德克士鸡块、辣味牛肉饼、方形虾饼、枫糖鸡柳、 红薯饼为-18℃
当天废弃
面包
规格 烤制
重量57g/个、外观色泽均匀、标识正确芝麻均匀5-8粒/CM2、标识正确室温保存 先烤制面包盖,再烤制面包底
切片 吐司
规格 烤制
60±8g/片、5片/袋、长15.5±1cm、宽11±1cm、厚1.5±0.1cm、标识正确室温保 存
一次最多烤制4片
米饼 /口 袋饼
规格 微波
70±3g/片、10片/袋、直径8.0±0.2cm、厚度1.3±0.2cm 最多微波4片,微波后50-75℃
封头酸洗清洁目视检查记录 (锅炉厂有限责任公司)
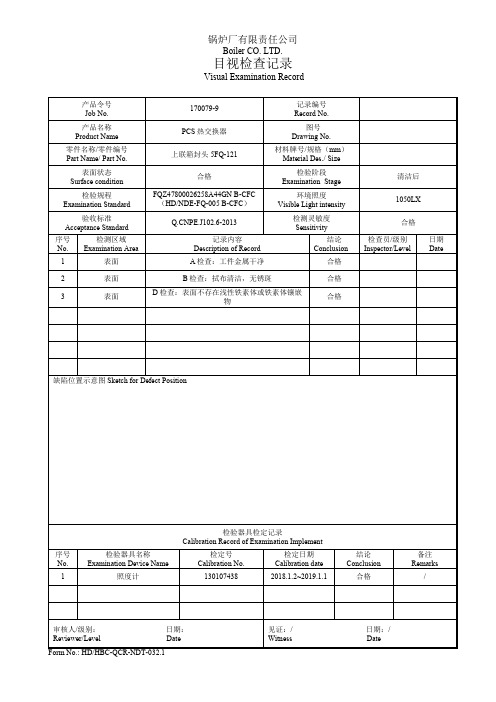
检测灵敏度
Sensitivity
合格
序号
No.
检测区域
Examination Area
记录内容
Description of Record
结论
Conclusion
检查员/级别
Inspector/Level
日期
Date
1
表面
A检查:工件金属干净
合格
2
表面
B检查:拭布清洁,无锈斑
表面状态
Surface condition
合格
检验阶段
ExaminationStage
清洁后
检验规程
ExaminationStandard
FQZ47800026258A44GN B-CFC
(HD/NDE-FQ-005 B-CFC)
环境照度
Visible Light intensity
1050LX
验收标准
表面状态
Surface condition
合格
检验阶段
ExaminationStage
检验规程
ExaminationStandard
FQZ47800026258A44GN B-CFC
(HD/NDE-FQ-005 B-CFC)
环境照度
Visible Light intensity
验收标准
Acceptance Standard
合格
3
表面
D检查:表面不存在浅性铁素体或铁素体镶嵌物
合格
缺陷位置示意图Sketch for Defect Position
检验器具检定记录
Calibration Record of Examination Implement
检具验收标准记录表

不能有未加 工部位 不能有 凸、 BLOCK块间平滑过渡 凹点
检测样板、BLOCK能 要能正常、 否正常、方便装配 方便装配 基准孔与基准销之间 的配合 夹紧器的装夹 部件与检具的干涉 检具涂色 部件清单的附属部件 的清点 铭牌检查 不能有晃动 操作自由 不能有 按照涂色标 准要求检查 清点附属件 按照标准要 求检查
检具保证记录表
检具编号: 特性项目 平面度 底座 限位销和限位块 基准面 K1 (ONLY) 基准孔 检测面 底 座 检测孔 以上 孔角度、孔径 刻线 : 位置 刻线 : 遗漏 K2 (ASSY) ) 基准面 基准孔 检测面 检测孔 评 基准面 测定点数 不合格数 不合格内容 处置 0.05以内 0 to 0.1 ±0.05 ±0.15 ±0.1 按图面 指 示 1.0以内 不能有 遗 漏 +0.05 to -0.15 ±0.1 ±0.2 ±0.15 价 一般形状 孔 限位块&销 RH LH 不合格数 RH LH 检查年月 COMPLETE 检查员 检查数 检查工程 ONLY K1 ASSY K2 SIZE WEIGHT K2 (ASSY) 材质 规格 0.05/1000 ▪SSP ▪AL ▪PT 工厂 部件编号 检查 特性项目 按照图纸检查,有无未 加工部位 部件名称 规格 工厂 检查
检具提供厂家 担当 审查 批准 担当
检具验收厂家 审查 批准
备注: 备注:
判定记号说明 良好 不良 O X 修正后良好 不适
ISIR初期样品检验报告(样表)

样品种类
初期样品检验报告
(I.S.I.R)
■
新开发件
半成品
设计变更件
成品
工程变更件
改善品
□关键■重要□一般·更改单日期更改单编号:;图面版本号:
供方:哈尔滨东安实业发展有限公司(第1次送样)· 样品数量:20件 试生产产量:100件
件号:BYD473QA-1003920件名:排气摇臂Ⅰ样品重量: g
粗线框内由顾客填写。
件号:BYD473QA-1003920件名:排气摇臂Ⅰ
序号
检验项目
规格
1
2
3
4
5
6
7
8
9
10
σ
判定
一
总成部分
1
2
3
4
5
6
7
8
装配后从动轴承在轴向应与摇臂有间隙且转动顺畅
二
摇臂单体
1
2
3
4
5
6
7
8
9
10
件号:BYD473QA-1003920件名:排气摇臂Ⅰ
序号
检验项目
规格
1
2
3
4
5
6
7
8
9
10
σ
判定
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
件号:BYD473QA-1003920件名:排气摇臂Ⅰ
序号
检验项目
规格
12Βιβλιοθήκη 3456
7
产品出厂检验报告单

产品出厂检验报告单报告单编号:XXXXXX报告日期:XXXX年XX月XX日一、产品基本信息:产品名称:XXX产品型号:XXX生产日期:XXXX年XX月XX日生产厂商:XXX公司产品数量:XXX二、检验依据:1.XXXX标准2.XXXX标准3.XXXX标准三、检验环境:1.检验地点:XXX公司检验室2.检验设备:XXXX仪器3.检验人员:XXX工程师、XXX技术人员四、检验内容及结果:1.外观检验:外观检验包括产品的外观、尺寸和标志等方面的检查。
根据检验依据的标准要求,对产品进行了外观检验,结果如下:(1)外观:产品外观无明显损伤、变形、划痕等不良情况。
(2)尺寸:产品尺寸符合标准要求。
(3)标志:产品标志清晰、准确。
综上所述,外观检验结果合格。
2.功能性检验:功能性检验包括产品的性能、功能和工作状态等方面的检测。
根据检验依据的标准要求,对产品进行了功能性检验,结果如下:(1)XXX功能测试:产品在测试中成功完成XXX功能,无异常情况。
(2)XXX功能测试:产品在测试中成功完成XXX功能,无异常情况。
(3)XXX功能测试:产品在测试中成功完成XXX功能,无异常情况。
综上所述,功能性检验结果合格。
3.安全性检验:安全性检验包括对产品安全配置、电气安全等方面的检测。
根据检验依据的标准要求,对产品进行了安全性检验,结果如下:(1)安全配置检验:产品安全配置符合标准要求。
(2)电气安全检验:产品经过电气安全检验,各项指标满足标准要求。
综上所述,安全性检验结果合格。
五、检验结论:根据对产品的外观检验、功能性检验和安全性检验的结果,确认产品在出厂前经过了严格的检验工序,各项指标符合标准要求,因此,本次检验结论为合格。
六、其他事项:1.产品出厂前已完成全面的质量控制,确保产品质量可靠。
2.本次检验报告仅针对产品出厂时的质量情况,不涉及产品在运输、存储和使用过程中的质量问题。
七、备注:1.本报告是依据现有设备和标准要求进行的检验,不能包含所有可能存在的情况。
注塑首末件及巡回检查记录表
品名规格日期
班次原料名称检查员1
2
3
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
颜色/外观检验准则/样件
目视结构/装配
样件
目视/试装
包装无破损目视
综合判定1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
颜色/外观检验准则/样件
目视结构/装配
样件
目视/试装
包装无破损目视
综合判定
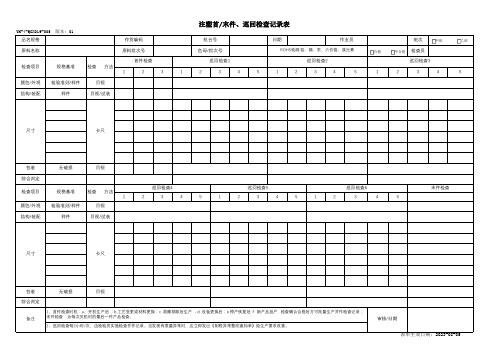
注塑首/末件、巡回检查记录表
YM-4-QCX019-005 版本:01存货编码机台号 作业员
原料批次号
色母/批次号
ROHS检测:铅、镉、汞、六价铬、溴元素
检查项目
规格基准
检查 方法
首件检查
巡回检查1
巡回检查2
巡回检查3
尺寸卡尺
检查项目规格基准检查 方法
巡回检查4
巡回检查5
末件检查
巡回检查6
尺寸卡尺
备注
1、首件检查时机:a、开机生产后 ;b.工艺变更或材料更换;c. 故障排除后生产 ;d. 设备更换后;e.停产恢复后. F. 新产品投产 . 检查确认合格后方可批量生产并作检查记录;末件检查:为每次关机时的最后一件产品检查。
审核/日期
2、巡回检查每2小时/次,由检验员实施检查并作记录。
当发现有质量异常时,应立即发出《制程异常整改通知单》给生产要求改善。
表单生效日期:2023-08-05
乙班
甲班合格
不合格。
298出厂检验成绩书

出厂检验基准/记录表
管理编号:
页码:
3
检 查 部 位 B37 B38 B39 B40 c1 c2 c3 c4 c5 c6 c7 c8 c9
规
格
测 定器 抽检基准
记 录 数 据 (1、当测定器精度高于规格精度时,记录 值的精度要比规格要求多一位;当测定器与规格精度相同时,记录实测值即 判 定 可;2、记录值要记录风险最大的值)
YB YB YB YB YB YB YB YB YB SCY SCY RG SCY SCY RG RG SCY RG RG RG RG SCY SCY YB YB GDC GDC YB
未测量 未测量 未测量 未测量 未测量 未测量
测定器具(测定器具的精度选择原则上要高于规格要求的精度): 内径塞规:SG、牙规:YG、 套 规:TG、 螺纹环规:LWHG、 三次元:SCY、 硬度计:YDJ、游标卡尺:YB、 千分尺:QFC、 千分表:QFB、 百分表:BFB、数显千分尺:SXQF、 目测:MC、 粗糙度:CC、 高度尺:GDC、 目 测:MC 三点内径千分尺、SDQF 检具、JG、R规:RG 标记 处数 变 更 履 历 变更内容 修改日期 批准 审核 制作 上海港鼎精密机械有 限公司
管理编号:
ZL-R824-01 承 认 抽检 13.9.26
页码: 检印
检验总数: 抽检 AQL(1) 基准 AQL(2) 入库日期: 入库数量:
1 检查 员
规
格
测 定器 抽检基准
记 录 数 据 (1、当测定器精度高于规格精度时,记录 值的精度要比规格要求多一位;当测定器与规格精度相同时,记录实测值即 判 定 可;2、记录值要记录风险最大的值)
批准
审核
制作
入厂检验报告单
入厂检验报告单1. 引言本报告旨在对入厂产品进行检验,并提供相应的检验结果及评估。
该入厂检验报告单适用于以下产品:•产品名称:XXXX•产品规格:XXXX•入厂数量:XXXX2. 检验方法本次入厂检验采用了以下检验方法:1.外观检验:对产品的外观进行检查,包括颜色、形状、尺寸等方面的评估。
2.化学成分分析:通过化学分析方法,确定产品中各种成分的含量。
3.物理性能测试:对产品的物理性能进行测试,包括强度、硬度、密度等方面的评估。
3. 检验结果根据以上的检验方法,得出以下的检验结果:1.外观检验结果:产品外观无异常,颜色均匀一致,尺寸符合要求。
2.化学成分分析结果:产品中各种成分的含量均符合标准要求,无异常情况。
3.物理性能测试结果:产品的物理性能达到标准要求,具有良好的强度、硬度和密度。
4. 结论与建议根据本次入厂检验的结果评估,可以得出以下结论:•产品的外观、化学成分和物理性能均符合标准要求,可以进行下一步的生产和加工。
•检验结果证明产品的质量良好,并且符合客户的需求和期望。
基于以上结论,建议公司可以继续与供应商进行合作,并继续对产品质量进行监控和检验,以确保产品的一致性和稳定性。
5. 附录在本报告中,附有以下附件以提供更详细的信息:•外观检验照片•化学成分分析报告•物理性能测试数据6. 参考文献1.XXXX标准规范2.XXXX测试方法手册3.XXXX质量控制要求以上文档为入厂检验报告单的示例,根据具体情况和实际检验需求,可以对文档进行调整和修改,以满足实际检验工作的要求。
进厂设备检验记录表汇编

进厂设备查验记载表单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D01-001进厂设备查验记载表单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D01-002进厂设备查验记载表单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-001进厂设备查验记载表单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-002单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-003单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-004单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-005单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-006单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-007单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-008单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-009单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-010单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-011单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-012单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-013单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-014单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D02-015单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D03-001单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D03-002单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D03-003单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D03-004单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D03-005单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-001单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-002单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-003单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-004单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-005单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-006单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-007单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-008单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-009单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-010单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-011单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-012单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-013单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-014单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-015单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-016单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-017单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-018单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-019单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-020单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-021单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-022单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-023单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-024单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D04-025单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D05-001单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D05-002单元工程名称:鞍钢鲅鱼圈3.8m中厚板生产线自动消防系统工程(主厂房部门)编号BYQ-ZHB-ZCF-D05-003。
入厂检验记录单
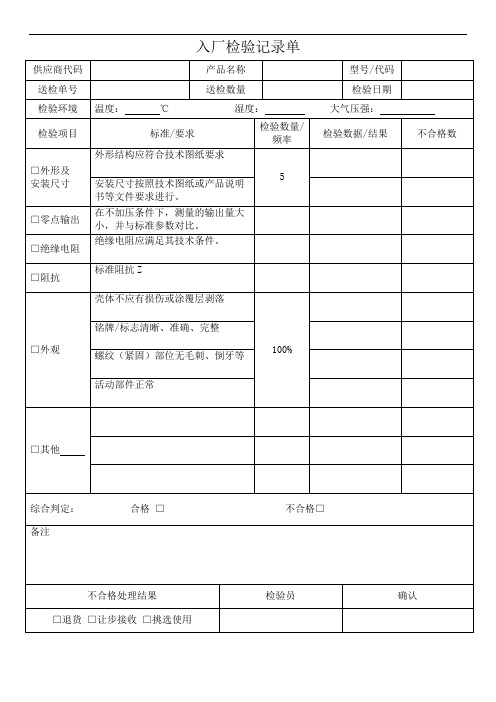
供应商代码
产品名称
型号/代码
送检单号
送检数量
检验日期
检验环境
温度:℃湿度:大气压强:
检验项目
标准/要求
检验数量/频率
检验数据/结果
不合格数
□外形及
安装尺寸
外形结构应符合技术图纸要求
5
安装尺寸按照技术图纸或产品说明书等文件要求进行。
□零点输出
在不加压条件下,测量的输出量大小,并与标准参数对比。
□绝缘电阻
绝缘电阻应满足其技术条件。
□阻抗
标准阻抗Z
□外观
壳体不应有损伤或涂覆层剥落
100%
铭牌/标志清晰、准确、完整
螺纹(紧固)部位无毛刺、倒牙等
活动部件正常
□其他
综合判定:合格□不合格□备注Leabharlann 不合格处理结果检验员
确认
□退货□让步接收□挑选使用
6厂检结果单

符合“SN/T0265-93”标准中规定的Ⅰ类包装,准予出厂。
测试人:尹利军
项目
跌落试验
渗漏或气密
封口试验
液压试验
堆码试验N
结果
1.8m
30kpa
250 kpa
3m
外观质量检验
检验依据:SN/T0265-93
抽样数量:13只
检验日期:2014年1月16日
检查员:王涛
项目
卷边
密封胶圈
桶盖
桶底
桶身
焊缝
结果
合格
合格
合格
合格
合格
合格
项目
漆膜
桶内
结果
合格
合格
包装容器编号:N/M
钢桶性能及外观质量检验
厂检结果单
包装容器名称及规格:200升闭口钢桶
包装材料名称及规格:冷轧钢板1.2x660x1320
1.0x927x1765
生产数量:300只
生产日期:2014年01月16日
拟装货物名称:变压பைடு நூலகம்油
性能测试
检验依据:SN/T0265-93
抽样数量:13只
测试日期:2014年1月16日
产品(出厂)检验记录单

检验项目
检验内容
检验方法
检验结果
路试前准备
仪表盘上各仪器功能、各信号灯工作显示正常
目视
轮胎表面无划伤,胎压正常、无缺气现象
目视
机油是否在要求范围
目视
防冻液是否在要求范围
目视
车辆路试
路试测试发动机工作正常
路试
操纵系统工作正常
路试
50、80公里/小时紧急制动有效,不偏移
目测、手动测试
倒车影像系统用螺丝固定牢固,表面无划伤、划痕,功能正常有效
目测、手动测试
内部部件
内部部件
坐便器安装端正,方向、角度合适;法兰盘与卫生间底托间密封有效,无渗、漏水现象
目测、手动测试
洗手盆台面安装牢固,表面无划伤,与内墙壁接缝<1.5mm,密封有效不漏水
目测、手动测试
水嘴安装应与台面间加密封胶垫或腻子胶;出水口距洗手盆溢水面≥30mm;出水流畅不间断,过滤网无杂质,左开为热水,右开为冷水
目视
各密封部位按技术要求安装
目视
备胎支架按技术要求安装,备胎是否安装
目视
水箱安装按技术要求制作安装
目视
挡泥板安装牢固
目视、手动测试
焊接部位无缺陷,做好防锈处理,符合技术要求
目视
淋雨测试
淋雨时间30分钟,车内、舱室、窗户无渗、漏水现象
淋雨房
外部检验
车辆符合一致性技术参数
目测、卷尺
车体表面玻璃钢无开裂、磕碰、划痕,鼓泡,油漆外观无开裂、磕碰、划痕、漏漆、脱落,色彩均匀光亮;车体表面无胶渍
目测、手动测试
餐桌固定牢固,拆卸自如、锁销插拔灵活、锁止有效;桌面受力后,倾斜、晃动<20mm;桌面无磕碰划伤、污渍
线材押出第一制品检验表

操作员检验
组(班)长检验 品保检验
备注
追溯标签
追溯标签
说明:1.操作员至少每一小时检查填写一次,组(班)长至少每三小时检查填写一次,制程品保员至少每四小时检查填写一次 2.操作员用蓝色笔填写,组(班)长用黑色笔填写,品保员用红色笔填写. 3.每班于开机前,后务必按火花基基操作标准检查火花机是否正常. 4."√"表示合格,"×"表示不合格,"/"表示不需查核. 5.""×"请在"异常状况处理情形"栏内加以说明.
线材押出第一制品检验表
检验员项目 检验标准
导 条数
体 外径
颜色
令
条数
单
外径
进
行
外观
检
颜色
验
印字
偏心
检验人员签字
第一件制品
操作员检验 组(班)长检验 品保检验
备注
线材押出第一制品检验表
检验员项目 检验标准
导 条数
体 外径
外观
依
芯
派
线 颜色
令
条数
单
外径
进
行
外观
检
颜色
验
印字
偏心
检验人员签字
第一件制品
注塑部半成品首检记录表

东莞XX塑胶制品有限公司 注塑部半成品首检记录表
产品型号:
日期 班别
单号
检验 时间
产品名称:
尺寸检测(以图纸为标准,单位mm) 长 宽 高 孔径 其它 结果
加工效果 批锋 油污 水口
外观效果(NG注明原 试装效果(试装不良时记入
NG/O K
因) “NG”不良原因
原因)
产品单
NG/OK “NG”不良原因 重(g)
包装方 法
质检员
注意,首件检验时要用冰箱冷却30分钟后再测试,尺寸检测:长、宽、高、孔径中要填入数字,没有检测到的要划掉,加工效果一栏中合格的打“√”,不合格打“×”。
LL-IБайду номын сангаас-008-A0
制表:
确认:
日期:
日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5、GY-1600《电梯安装过程检验工艺》6、GY-1602《电梯维保定期检验工艺》
7、GB-16899《自动扶梯的制造与安装安全规范》8、GY-1603《扶梯安装完工检验工艺》
9、GY-1604《扶梯维保定期检验工艺》10、GY-1605《电梯施工安全管理规范》
编号:QR-7.5-35序号:CJB
检验项目类型:□电梯安装完工、□电梯维保、□安全专项检查销售性质:□直销、□买断
安装单位类型:□直属班组:、□外包工程公司:、
□分公司(办事处):、□代理商:
项目名称
电梯ID
电梯型号
层/站/门
控制柜型号
曳引机型号
控制柜编号
工程班组
检验依据:
1、GB7588《电梯制造与安装安全规范》2、GB1006《电梯安装验收规范》
整改后结论
一般不合格项由监理(或工程负责人)负责验证:
工程监理/时间:工程部经理/时间:
严重不合格项由质量管理部负责验证:
检验工程师/时间:质量部经理/时间:
START FROM EASTERN
安装(维保)质量及安全检验记录
安装、维保检验工艺中发现的一般不合格项,每项罚款50元(合计3项内/每台不处罚,超出3项/台时累计处罚),重要不符合项每项罚款100元,超出5项/台时提议工程管理部门取消安装与维保资格。
安全检查中发现的重要不合格项,每项罚款200元,超出3项/组提议工程管理部门取消安装与维保资格,出现人身伤害、设备损坏等重大安全事故按照其它规定另行处理。
依据上述等规范,进行验收检查;如带▲号为重要不合格项,其它为一般不合格项,记录如下:
1、
2、
3、
4、
5、
6、
7、
8、
9、
10、
11、
12、
13、
14、
15、
检验结果:(1)质量方面:重要不合格()项一般不合格()项
(2)安全方面:重要不合格()项一般不合格()项
安装(维保)组长:工程监理:检验工程师: