关于高创NBC350机器的制作方案(1)
自制电焊机、废弃电动机改装电焊机

自制电焊机、废弃电动机改装电焊机
在家闲来无事做个电焊机用,当时想做一台功率大点的,在废品场买了个22KW的。
需要材料:废电动机一台(不小于7.5KW)、漆包线、接线板、接线柱。
1、把电机拆开取出转子,然后去掉电机壳,把定子取出(制作的时候没有拍照片)不过相信都知道定子什么样吧。
2、把铁芯杂物去除,内圈线槽口垫一圈绝缘纸然后用绝缘布在铁芯缠一圈(顺着线槽方向),把整个铁芯包起来(防止划破线圈)。
3、计算线径,以及匝数,以这台为准算出:初级用10-12平方(铝线)绕255匝左右次级用45-50平方(铝线)绕23匝+30匝。
右边里面为初级外边次级电抗,左边为次级。
(由于之前电源接触不良造成初级线圈烧毁,未拆次级,重绕初级后造型不太好看了)
4、接线柱:铜螺丝(漆包线店里有,也可用一般螺丝代替但要用未生锈的)。
接线板:绝缘板(不要用木板代替,之前烧毁就是因为用木板电源线未固定紧)
初级有三根线(从左往右)0、220、380,1、2为220v即家用电,1/3为380v即两根火线。
次级有四根线(从左往右)打铁线、弱、中、强,(个人感觉强中弱只是对引弧的长短有关,)
5、主要就是外形的设计了,这个就不重要了,看个人得了。
次级线圈接线柱
初级线圈接线柱
用木板压住铁芯固定在两根角铁上轮子找不到东西用四个废轴承。
包装后的成品。
焊接专机方案

焊接专机方案一、方案背景随着现代工业的快速发展,焊接作为一种重要的工艺技术广泛应用于各个行业中。
为了提高焊接质量、效率和生产自动化水平,需要采用焊接专机。
本文将介绍一种可行的焊接专机方案,以满足工业生产中的需求。
二、方案概述本方案基于先进的焊接技术和自动化控制系统,设计了一种智能焊接专机。
该焊接专机具备高精度、高效率、稳定性好等特点,适用于各种焊接工艺。
三、方案设计1. 焊接机器人为了实现焊接自动化,本方案采用了机器人进行焊接操作。
机器人具备多轴自由度,可灵活调整焊接姿态和焊接路径。
同时,机器人配备先进的视觉系统和传感器,能够准确感知焊接位置和缺陷,进一步提高焊接质量。
2. 焊接电源与控制系统焊接电源是焊接专机的核心组成部分。
本方案选用了高功率、高效率的焊接电源,能够提供稳定的焊接电流和电压。
控制系统采用先进的闭环控制算法,通过实时监测焊接过程中的参数,调整焊接速度和电流大小,以实现最佳的焊接效果。
3. 工作台与夹具为了保持工件的稳定性和准确位置,本方案设计了专用的工作台和夹具。
工作台采用高强度材料制作,能够承受焊接过程中的振动和力量。
夹具具备可调节的功能,适应不同尺寸和形状的工件。
4. 安全保护系统为了确保焊接操作的安全性,本方案配置了完善的安全保护系统。
系统具备过热保护、过载保护、防火防爆等功能,有效减少安全事故的发生。
四、方案优势采用本方案的焊接专机具有如下优势:1. 高精度:机器人配备先进的视觉系统和传感器,能够实现精准焊接,提高焊接质量。
2. 高效率:自动化控制系统实现了焊接过程的实时监测和调整,提高了焊接速度和效率。
3. 稳定性好:焊接电源和控制系统采用先进的闭环控制算法,保证焊接稳定性。
4. 安全可靠:安全保护系统提供了全方位的安全保护,确保焊接操作的安全性。
五、方案应用本方案适用于各种焊接工艺,可以广泛应用于航空航天、汽车制造、电子设备等行业中。
特别是对于大批量焊接需求的生产线,该焊接专机能够实现高效率、稳定性好的焊接作业。
自制电焊机的详细方法
自制电焊机的详细方法
电焊机是一种重要的电气设备,用于将两个金属零件连接在一起。
如果您需要一个电焊机但又不想花费大量的钱购买它,那么自制电焊机就是一个好选择。
以下是自制电焊机的详细方法:
材料:
- 1个变压器
- 2个电容器(至少400V,1000μF)
- 1个桥式整流器(至少400V)
- 1个电源开关
- 1个焊接插头和插座
- 1个电源线
- 1个焊接电缆和夹子
- 1个瓷瓶(用于电容器)
- 热缩管
- 电线绑带
步骤:
1. 首先,您需要购买所需的材料。
请确保所有材料都符合规格
要求,并且没有损坏。
2. 取出变压器,并将其绕线插头插入插座中。
然后,将变压器
的剪刀线剪断,但请勿将其切断。
3. 将电容器安装在瓷瓶中,并使用热缩管将其包裹。
4. 将桥式整流器连接到电容器的正极和负极上。
5. 将电源开关连接到桥式整流器的输出端。
6. 将焊接插头和插座连接到电源开关和电源线上。
7. 将焊接电缆和夹子连接到电容器的输出端。
8. 最后,检查电焊机的所有接线是否正确,并使用电线绑带将其固定在一起。
现在,您的自制电焊机就已经制作完成了。
您可以通过将电源开关打开来启动电焊机,然后使用焊接电缆和夹子将两个金属零件连接在一起。
请注意,使用电焊机时一定要注意安全,并避免将电流设置得太高,以免引起危险。
FM350-1调试简单说明(适用于飞剪)

编者注:此文档尽对软件设置进行简单描述,目的是记录末架轧机脉冲数并带锁存功能,相关硬件知识请参照FM350-1光盘中使用手册。
建议:首先请简单阅读用户手册相关内容,再做此实验。
目录:1.1实验平台 (2)1.2准备工作 (3)1.3硬件组态 (4)1.4程序调试 (8)1.1实验平台z电源模块:307-1EA00-0AA0z CPU模块:315-2AG10-0AB0z存储卡:953-8LG10-0AA0z高速计数模块:350-1AH03-0AE0 z编码器:EB58B10-H6PR-1024z STEP7 5.4.0.0z FM350-1软件包(模块光盘中)1.2准备工作z搭建实验平台z安装软件包(先要安装STEP7)1.3硬件组态z建立一个新项目z插入一个300站z组态硬件(如图1)图1z双击FM350 COUNTER,出现COUNTER MODULE画面(图2)图2z进入Operating Modes,修改Gate的模式为Latch(图3)图3z进入Encoders,修改Signal Type为24V incremental(图4)图4z进入Input,修改Set Counter(Set DI)为Multiple,同时取消Evaluate zero mark for setting(图5)图5z进入Output,修改DO1为Active on reaching the comparison value for pulse duration(up),把Pulse duration改为500ms(图6)图6z保存设置,编译并下载1.4程序调试z打开Libraries,选择FMx50Lib(图7)图7z复制FC2和UDT1到实验工程中(图8)图8z回到实验项目,插入DB1(图9)图9z编程注意事项¾必须要赋值的三个参数DB1.DBW6(高数模块地址),DB1.DBD8(高数模块地址首址),DB1.DBB12(高数模块地址长度)(图10)图10¾必须置位的点,FC2中的SW_GATE(允许计数),DB1.DBX27.0和DB1.DBX27.1(允许硬件I2清零),DB1.DBX28.0和DB1.DBX28.1(允许硬件Q0和Q1输出)¾FC2说明(主要参数说明)(图11)DB_NO 对应DB块的DB号,本例为1SW_GATE 软件门,为“真”的时候,允许计数L_DIRECT 软件清零L_PIRPER 设置LOAD_V AULT_CMP_V1 设置比较值1(对应DO1)T_CMP_V2 设置比较值2(对应DO2)图11¾当前值为DB1.DBD30,锁存值为DB1.DBD34(硬件I0出现上升沿,当前值就被锁存到DB1.DBD34中)(图12)图12¾设置DB1.DBD14(装载值):在给DB1.DBD14赋值的同时,必须给FC2FM350-1调试说明(适用于飞剪系统) TJ-BJ自动化2室-马楠的L_PREPAR为“真”一次¾设置DB1.DBD18(比较值1)和DB1.DBD22(比较值2):在给DB1.DBD18和DB1.DBD22赋值的同时,必须给FC2的T_CMP_V1和T_CMP_V2为“真”一次\\自动化2室-1\f\自动化2室文档\调试报告\调试报告pdf文档\ 11。
自制微型电焊机方法
自制微型电焊机方法自制微型电焊机的方法很简单,首先需要准备一些材料和工具。
以下是一个简单的制作步骤。
材料:1. 电焊变压器(可以从旧的微波炉或电视机中拆卸得到)2. 电焊枪(可以购买或自己制作)3. 电焊电缆和夹子4. 电焊电极(焊条)5. 电焊面具和手套6. 电焊保护胶条工具:1. 锯子或切割机2. 锉刀和砂纸3. 焊接机4. 铁钳和螺丝刀5. 测量工具(尺子、量角器等)步骤:1. 选择一个合适的电焊变压器,确保其适用于微型电焊机的功率要求。
拆卸变压器外壳,获得内部线圈和铁芯。
2. 将铁芯和线圈清洁干净。
用砂纸或锉刀去除任何锈迹或氧化物。
3. 测试电焊变压器的线圈和铁芯是否正常工作。
使用万用表来测量线圈的阻抗和绝缘电阻。
4. 使用锯子或切割机将一个合适大小的金属盒子切割成两半。
一个作为电源箱,另一个作为焊接控制箱。
5. 在焊接控制箱上切割适当的孔,以容纳电焊枪的插头、电流调节和其他控制开关。
6. 将电焊变压器的线圈和铁芯安装在电源箱内。
确保它们安全稳固地固定。
7. 将电焊枪的插头连接到焊接控制箱上的适当插座。
确保插头和插座之间的连接牢固。
8. 连接电焊电缆和夹子到电焊枪上。
确保电缆和夹子之间的连接牢固。
9. 将电流调节开关和其他控制开关安装到焊接控制箱上的相应孔洞内。
10. 将电焊面具和手套准备好,并将焊条插入电焊枪。
11. 确保所有的连接都做好,然后将插头插入电源插座。
打开电源开关,电焊机即可投入使用。
需要注意的是,在使用自制的微型电焊机时要注意安全。
由于自制的电焊机可能没有像商用电焊机那样的安全控制系统,所以使用过程中需要额外小心。
使用时务必佩戴电焊面具和手套,避免直接接触焊条和工件。
同时,在操作过程中要注意防止触电和火灾等意外情况的发生。
总结起来,自制微型电焊机的方法主要是通过拆解和组装电焊变压器、制作电焊枪和相关控制器,然后把它们安装在一个金属盒子内,并连接电源和焊接电缆。
虽然自制的微型电焊机可能没有商用电焊机那么稳定和安全,但在简单的焊接工作中仍然能够发挥一定的作用。
焊接机器人智能制造建设方案(一)

焊接机器人智能制造建设方案一、实施背景随着科技的快速发展,制造业正面临着从传统制造向智能制造的转型。
焊接作为制造业中的重要环节,其生产效率和产品质量直接影响到整个制造过程的效率和竞争力。
因此,引入焊接机器人进行智能制造建设,是制造业转型升级的必然趋势。
二、工作原理焊接机器人是一种集成了计算机技术、机器人技术、焊接技术等先进技术的自动化设备。
它通过预设的程序或外部控制信号,实现自动识别、定位、焊接等功能。
在具体操作中,焊接机器人可以精确地控制焊接参数,如电流、电压、焊接速度等,确保焊接质量的稳定和一致。
同时,焊接机器人还可以实现连续、高效的自动化生产,大大提高了生产效率。
三、实施计划步骤1.需求分析:明确生产需求,确定焊接机器人的型号、规格和功能。
2.设备采购:根据需求分析结果,采购合适的焊接机器人及其配套设备。
3.安装调试:将焊接机器人安装到生产线上,并进行调试,确保其正常工作。
4.员工培训:对生产线上的员工进行培训,使其熟悉焊接机器人的操作和维护。
5.正式投入使用:经过试运行后,正式将焊接机器人投入到生产线中。
四、适用范围该方案适用于各种需要大量焊接作业的制造业,如汽车制造、船舶制造、钢结构制造等。
通过引入焊接机器人,可以大大提高生产效率,降低人工成本,提高产品质量。
同时,该方案还可以应用于其他需要自动化生产的领域,如电子制造、食品加工等。
五、创新要点1.自动化程度高:焊接机器人可以实现连续、自动化的生产,大大提高了生产效率。
2.精度高:焊接机器人采用先进的计算机技术和传感器技术,可以实现精确的焊接定位和参数控制,提高了产品质量。
3.节约人力成本:引入焊接机器人可以减少人工操作,降低人力成本。
4.灵活性好:焊接机器人可以根据生产需求进行编程和调整,适应不同的生产环境和产品需求。
5.可扩展性强:焊接机器人的系统架构设计灵活,可以根据需要进行扩展和升级。
六、预期效果1.提高生产效率:通过引入焊接机器人,可以大大提高生产线的自动化程度,减少人工操作时间,从而提高生产效率。
PXUT-350步骤(斜)(精)
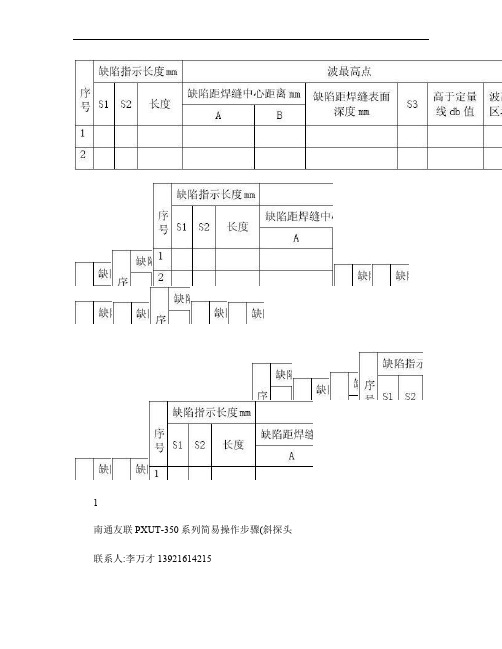
1
南通友联 PXUT-350系列简易操作步骤(斜探头联系人:李万才 139********
一.开机:长按 <电源 >键,按两次
键。
二.初始化仪器
键,选 0,再选 1,按 Y。
三 . 调试
:长按键,按 <1>测零点,
按键开始测试, 如图
1:将斜探头放在
CSK-IA 试块上移动,寻找 R100的最高回波,按
键,用钢尺量出探头最前端至 100mm 弧顶的距离 L 键。
图 1
值 :长按键,按 <2>测 K 值, 按键开始测试,如图 2:将斜探头放在 CSK-IA 试块上移动,寻找
Ф50孔的最高回波,按键。
图 2
3. 作 DAC 曲线键,按 <3>
制作 DAC ,
按键开始测试, 如图 3:
试块上,寻找 10mm 键使回波
到 80键锁定回波,按点制作;按上述步骤依次采定测试点(20mm,30mm
, 40mm , 50mm ...... 图 3
各点采集完成后按键,输入表面补偿 4dB 及所探焊缝板材厚度 , 键,屏幕上曲线自动生成。
S2---缺陷终点距试板左端头的距离
S3---缺陷波幅最高点距试板左端头的距离。
设备制作方案模板范文
设备制作方案模板范文1. 引言本文档旨在为设备制作方案提供一个模板范文。
设备制作方案是指为了解决某项特定任务或需求而制作的设备的技术方案和流程。
该方案模板提供了一个基本的结构和内容,可根据具体项目需求进行适当调整和补充。
下面是一个典型的设备制作方案范文。
2. 背景在此处描述设备制作的背景和目的。
可以包括相关的市场需求、技术挑战或其他背景信息。
3. 目标在此处阐述设备制作的目标。
明确设备所需实现的功能和性能要求。
4. 设计方案在此处描述设备的设计方案。
可以包括以下内容:4.1 工作原理描述设备的工作原理和核心技术。
可以通过示意图或流程图来说明工作原理。
4.2 结构和组件描述设备的整体结构和组件。
可以包括外观设计、主要组件和连接方式等信息。
4.3 材料和制造工艺描述设备所采用的材料和制造工艺。
可以包括材料的选取原则和制造工艺的流程。
4.4 功能模块描述设备的各个功能模块。
可以根据设备的功能需求划分不同的模块,然后详细描述每个模块的功能和实现方式。
4.5 控制系统描述设备的控制系统。
可以包括控制算法和控制器的选取、传感器的使用以及通信接口等信息。
4.6 电源系统描述设备的电源系统。
可以包括电源的类型和容量计算、电源管理和电源连接方式等信息。
4.7 安全性和可靠性描述设备的安全性和可靠性设计。
可以包括安全监测、故障诊断和容错机制等信息。
5. 制造流程在此处描述设备的制造流程。
可以包括以下步骤:1.原料采购和质检2.零部件加工和组装3.系统测试和调试4.最终装配和包装5.出厂质检和交付6. 测试和验证在此处描述设备的测试和验证过程。
可以包括以下内容:6.1 功能测试描述对设备功能进行的测试。
列出需要测试的各个功能模块,并说明测试方法和标准。
6.2 性能测试描述对设备性能进行的测试。
列出需要测试的各项性能指标,并说明测试方法和标准。
6.3 可靠性测试描述对设备可靠性进行的测试。
列出需要测试的可靠性指标,并说明测试方法和标准。
几种电焊机制作方法
几种电焊机制作方法电焊机是利用电热作用进行金属熔接的设备,它在各个行业中都有广泛的应用。
下面将介绍几种电焊机的制作方法。
1. 手工电焊机的制作方法:手工电焊机是最简单常见的电焊机,其制作原理是利用变压器将低电压高电流转换为高电压低电流。
制作手工电焊机的关键是转换器的设计和制作。
制作步骤如下:1.1 首先,需要购买一个合适的变压器。
变压器的选购要根据焊接所需的电压和电流来确定,一般选择额定电流大于焊接最大电流的变压器。
1.2 将变压器的二次侧输出线圈连接到焊接电极。
1.3 连接电源线,并连接一个手工焊接触头到电极,即可完成手工电焊机的制作。
2. 气体保护电焊机的制作方法:气体保护电焊机是一种通过在焊接区域提供保护气体来防止氧化的焊接机。
它主要由气体保护装置和电源组成。
制作气体保护电焊机的步骤如下:2.1 首先,选择合适的电源和焊接电极,确保它们的额定电流和电压适合所需的焊接任务。
2.2 制作气体保护装置。
气体保护装置可以使用氩气或二氧化碳等惰性气体。
将气瓶和减压器连接到气体保护装置上,使气体保持稳定的流量和压力。
2.3 连接气体喷嘴和焊接设备,确保气体从喷嘴中正常流出并覆盖焊接区域。
2.4 连接电源,接通电源后,可以开始进行气体保护焊接。
3. 电弧切割机的制作方法:电弧切割机是一种使用电弧切割金属材料的设备,其制作方法如下:3.1 首先,选择合适的电源和切割电极,确保它们的额定电流和电压适合所需的切割任务。
3.2 制作切割装置。
切割装置由电源、切割电极、气体供应装置和水冷装置等组成。
将这些部件按照正确的方式连接在一起。
3.3 连接气体供应装置,选择合适的气体(如氧气或可燃气体),通过供气管路将气体输送到切割电极附近,以支持切割过程中的气体化学反应。
3.4 连接水冷装置,如果需要切割高温材料,可以通过水冷装置来降低切割电极的温度,以保护设备。
4. 气体焊接机的制作方法:气体焊接机是一种利用可燃气体进行金属熔接的设备。
ZQ350型减速机机体加工工艺及铣机__毕业设计说明书

ZQ350型减速机机体加工工艺及铣机座结合面和钻10-ф17孔夹具设计摘要本次毕业设计的题目是“ZQ350减速器机体工艺规程及工装夹具设计”,其主要任务有两项:第一项是箱体零件加工工艺规程的设计;第二项是箱体零件工装夹具的设计。
在工艺规程的设计中,首先对零件进行分析,根据生产纲领、零件材料及其它要求来确定毛坯的制造形式;其次根据基准选择原则进行粗基准和精基准的选择,然后拟定工艺路线,通过综合比较与分析确定最终工艺方案;最后进行机械加工余量、工序尺寸、毛坯尺寸、切削用量及基本工时的确定。
在工装夹具部分的设计中,首先是定位方案的确定,根据各道工序的加工特点合理的选择定位基准并进行误差分析,如果定位基准与设计基准不重合则要进行尺寸链的计算;其次根据加工特点进行切削力的计算,综合以上因素设计合理的夹紧方案并计算夹紧力,最后进行夹具整体设计。
关键词:减速器,工艺规程,工装夹具。
攀枝花学院本科毕业设计(论文) ABSTRACTABSTRACTThe title of graduation project is "the design of ZQ350 reducer body of technological procedure and assembly technology clamp "there are two main tasks: The first is the design of technological procedure of box parts ,and the second is the design of assembly technology clamp of box parts .During the design of technological procedure, the first step is to analysis the parts according to production program, materials of parts and the other requirements ,and to determine the manufacture form of rough;the followed is to select rough and precise in accordance with the principles of reference, then deciding the process routes ,and detetmining the final programme by the Integrated Comparison and analysis ; the final is to determine mechanical allowance, process dimension, blank dimensions, cutting parameters and the basic working hours. In the design of part of assembly technology clamp, the first is the determination of location programme,choosing location reference reasonably and analysising error in accordance with the characteristics of every process. if the location reference does not coincide with design reference , we must work out the dimension chain;the followed is the calculation of the cutting force by the characteristics of the processing .considering all the factors ,we will design the clamping programmes reasonably and calculate the clamping force, and design the clamp finally.Key words: reducer; technological procedure; assembly technology clamp目 录摘 要 ........................................................................... I ABSTRACT ....................................................................... Ⅱ 绪 论 ........................................................................... 3 1 零件的分析 .. (4)1.1零件的作用分析 (4)1.2零件的工艺分析 (4)1.2.1 以结合面为主的加工面 (4)1.2.2 以机体底面为主的加工面 (4)1.2.3 以轴承座两端面为主的加工面 .......................................... 4 2 工艺规程设计 .. (5)2.1确定毛坯的制造形式 (5)2.2基准面的选择 (5)2.2.1粗基准的选择 (5)2.2.2精基准的选择 (5)2.3制定工艺路线 (6)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (8)2.4.1结合面的尺寸公差及加工余量 (9)2.4.2机体下底面的尺寸公差及加工余量 (9)2.4.3机盖上平面的尺寸公差及加工余量 (9)2.4.4放油孔端面的尺寸公差及加工余量 (9)2.4.5孔的尺寸公差及加工余量 (9)2.4.6轴承孔端面的尺寸公差及加工余量 (10)2.4.7ф110轴承孔的尺寸公差及加工余量 (10)2.4.8ф150轴承孔的尺寸公差及加工余量 (10)2. 5 确定切削用量及基本工时 (10)2.5.1 工序Ⅰ 粗铣机盖上平面 (10)2.5.2 工序Ⅱ 铣机盖结合面 (12)2.5.3 工序Ⅲ 钻结合面1017-Φ的孔 (16)2.5.4 工序Ⅳ 锪平35mm φ沉头孔 (18)2.5.5 工序Ⅴ 钻43-Φ孔、钻攻88M -孔 (19)2.5.6 工序Ⅰ粗铣机体下底面 (22)2.5.7 工序Ⅱ粗铣机体结合面 (23)2.5.8 工序Ⅲ精铣机体下底面 (23)2.5.9 工序Ⅳ半、精铣机体结合面 (23)2.5.10 工序Ⅴ钻2—20地脚螺栓孔并锪两沉头孔 (29)2.5.11 工序Ⅵ钻扩铰另外2地脚螺栓孔 (31)2.5.12 工序Ⅶ锪沉头孔35mm φ (35)2.5.13 工序Ⅷ钻结合面1017-Φ的孔 (35)2.5.14 工序Ⅸ锪沉头孔35mmφ (37)2.5.15 工序Ⅹ钻放油孔20 1.56HM⨯-底孔 (38)2.5.16 工序Ⅰ钻铰10φ锥孔。
多功能焊机——精选推荐

Power Wave ® 355M 是一款将林肯先进技术和工艺囊括于一体的高效逆变焊接电源,设计应用于高端的半自动焊接生产。
林肯的波形控制技术是Power Wave ® 355M 焊接电源优良性能的核心,该机能操作Pulse-On-Pulse ™ 和Power Mode ™ 等工艺。
焊接工艺参数的精确控制使您能利用该机焊接多种母材,包括碳钢、不锈钢、铝合金及镍基合金。
无论使用哪种类型和尺寸的焊丝均能获得最佳的焊接电弧,从而获得成形均匀一致的焊缝。
• 林肯的波形控制技术使您能够根据自身需要选择正确的波形 ——意味着无论使用哪种类型和尺寸的焊丝均能获得最佳的电 弧,从而获得平滑的电弧性能。
• 采用Arclink ™进行通讯——焊接领域领先的通迅协议Arclink ™与 Power Wave ® 355M 结合能达到无痕化连接和临界时间整合。
• Power Feed 10M 送丝机上的推拉送丝功能为铝合金的焊接提供 了根本的解决方法。
• Pulse-On-Pulse ™工艺改进了铝焊接时的焊缝清洁作用,所产生 的焊缝表面类似于TIG 焊接的焊缝。
• Power Mode ™工艺在短弧焊接薄板材料时能维持稳定、平滑的 电弧。
• 优良的逆变技术使焊机具有高效、优良的焊接性能,而且机身 重量轻,设计简洁。
• 该机能适应恶劣的工作环境,经测试该机坚固耐用,焊接性能 可靠。
• 零部件保修期内提供保修。
• 制造符合ISO9001质保体系和ISO14001环保标准。
优点手工焊 TIG 焊 MIG 焊 脉冲MIG 焊 药芯焊丝焊 碳弧气刨焊接工艺• 连接送丝机的2/0 焊接电缆(10 英尺),一端为快速接头,另一 端为接线片。
• 两个凸出的快速电缆插头(K852-70)。
• 焊接输入电缆(10英尺)。
包含的元件高级可调节气体流量计和软管组件,电源和送丝机手推车,双气瓶安装组件,带储物架的推车支架,快速接头电缆插头,快速接头电缆插座,快速接头与接线片连接的适配器,感应导线组件,波形设计软件,工件和送丝机电源电缆组件。
CM350简易教程
CM350简易教程cam350使用教程1、当资料有大面积铜箔覆盖,线路或PAD与铜皮的距离不在制作要求之内,且外型尺寸又较大时,(如广上的)可用下列方法快速修整线路或PAD与铜皮的间距。
先将线路层(此层为第一层)的所有PAD 拷贝到一个空层,把对应在大铜皮上的PAD删除后将剩余PAD 放大做为减线路层(即第二层),然后把第一层拷贝到一个空层,将大铜皮删除后作为第三等。
合层方式为:第一层(加层)、第二层(减层)、第三层(加层)。
一般来说我们为了减小数据量,可以将第一层只保留大铜皮。
如果只是防焊到大铜皮的间距不够,就可以把放大后(满足制程能力)的防焊拷贝到一个空层,把对应在大铜皮上的防焊删除后将剩余防焊放大做为第二层。
ps:用此方法做好线路后,一定要用命令将多个层面合成Utilities-->Convert Composite 的一个复合层转换成一个层面,然后将此层和原稿用Anglysis-->Compare Layers 命令进行仔细核对。
2、有些资料的文字层有很多文字框,且文字框到线路PAD 间距不满足制程能力时,可借鉴以下方法:先将任何类型的以个文字框用Edit-->Move Vtx/Seg 命令拉伸至规格范围后做成Flash,接着将其同类型的其它文字框做成与之相同的Flash 即可。
但要注意的是,做成Flash 后一定要将其打散,以防下此打开资料时D 码会旋转cam350中文教程详解精华版1、cam350怎么打开gerber文件?1.导入geber文件。
文件——I导入——U自动导入,打开自动导入窗口。
找到geber 文件,在右面窗口可以到geber文件。
2.选好后,点下一步,可以看到自动导入的geber文件列表3.点完成后,开始导入geber文件,导入完成后在主界面窗口可以看到PCB版图4.在CAM350软件中,如图所示,可以查看电路板的每一个层,双击可以切换到指定的层。
附上Gerber文件各层的表示GTL---toplayer 顶层GBL---bottomlayer 底层GTO---TopOverlay顶层丝印层GBO---Bottomlayer 底层丝印层GTP---TopPaste 顶层表贴(做激光模板用)GBP---BottomPaste 底层表贴GTS---Topsolder 顶层阻焊(也叫防锡层/绿油,负片)GBS---BottomSolder 底层阻焊G1---Midlayer1 内部走线层1G2---Midayerr2 内部走线层2GP1---InternalPlane1 内平面1(负片)GP2---InternalPlane2 内平面2(负片) ...GM1---Mechanical1 机械层1GM2---Mechanical2 机械层2 ...GKO---KeepOuter 禁止布线层GG1---DrillGuide 钻孔引导层GD1---DrillDrawing钻孔图层GPT---Top pad Master 顶层主焊盘GPB---Bottom pad Master 底层主焊盘2、cam350怎么拼版?系统会自动拼版3、cam350怎么输出坐标文件?1.gerber导出为cad文件,选择文件类型.dxf文件即可2.pads中导出SMT坐标,pads中设置好原点后,选择菜单“File→CAM Plus”,弹出如下图所示界面,在Side栏中选择PCB 顶层或底层,Parts栏中选择SMT,Output中选择输出贴片机格式。
机械制造投标书创意方案成功之道
机械制造投标书创意方案成功之道尊敬的投标委员会:首先,我代表我们的公司衷心感谢贵委员会提供这个宝贵的机会,允许我们提交我们公司的机械制造投标书创意方案。
我们深知投标书对于我们成功赢得合同的重要性,因此我们精心策划并准备了以下创意方案,希望能够得到您的青睐。
一、项目背景分析在开始我们的创意方案之前,让我们先分析一下项目背景。
这个机械制造项目是一项重要的生产线升级工程,旨在提高生产效率和质量。
项目所需的机械设备和工艺技术需要精确符合规范和要求,以确保顺利完成工程目标。
二、创意方案介绍1. 技术方案我们的创意方案主要集中在提供先进的技术解决方案上。
通过引入最新的自动化设备和先进的生产工艺技术,我们可以实现生产线的高效运行和产品质量的稳定提升。
我们将配备先进的数据监控系统,以及自动化控制系统,确保生产过程的稳定性和可靠性。
2. 人才培训方案为了确保项目的顺利实施和长期运营的可持续性,我们提出了全面的人才培训方案。
我们将安排专业的培训师资,为贵公司的员工提供全方位的技术培训和操作指导,以确保他们能够熟练掌握新设备和工艺技术,提高工作效率和产品质量。
3. 售后服务方案我们深知售后服务对于项目的成功工程交付至关重要。
因此,我们承诺提供全面而高效的售后服务方案。
我们将设立专门的售后服务团队,为贵公司提供快速响应和高质量的服务支持,包括设备维修、备件供应和技术咨询等方面。
三、项目实施计划1. 项目阶段划分我们将项目划分为以下几个关键阶段:方案设计、设备采购和安装、系统调试和培训、完工验收和售后服务。
每个阶段将严格按照计划和里程碑进行管理,以确保项目的按时交付和质量保证。
2. 时间安排和任务分配我们的项目团队将根据项目计划和工作量分配,合理安排人力和物力资源。
同时,我们将配备专门的项目经理和团队成员,并设立有效的沟通机制,加强项目进度和质量的监控。
四、项目保障措施1. 质量保证我们将确保项目的质量符合合同要求和技术规范。
设备技术方案格式模板范文
设备技术方案格式模板范文以下是为您生成的一篇关于“设备技术方案格式模板范文”的作文,希望能符合您的要求:---#在当今这个科技飞速发展的时代,各种各样的设备层出不穷,而要让这些设备能够高效、稳定地运行,一份详尽、科学的设备技术方案就显得至关重要。
接下来,我就给您详细唠唠设备技术方案的格式模板到底是咋回事。
先来说说这设备技术方案的开头部分。
一般来讲,得有个项目概述,就好比给人介绍一个新朋友,得先告诉人家他叫啥、从哪儿来。
这项目概述就得说明这个设备是干啥用的,是要解决啥问题,还有为啥要搞这个设备。
比如说,咱要搞一个新型的智能灌溉设备,那在项目概述里就得讲清楚,这设备是为了解决农田浇水不均匀、浪费水资源的问题,因为现在水资源越来越宝贵啦,咱得精打细算地用。
然后呢,就是设备的详细规格和参数。
这就像是给设备做个“全身检查”,啥身高、体重、血压、心跳都得记录得明明白白的。
比如说设备的尺寸大小、重量、工作电压、功率、运行速度等等。
就拿那个智能灌溉设备来说,得写清楚它的喷头射程有多远,能调节的角度有多大,每小时的出水量是多少。
这些数据可都不是随便写写的,那得经过反复的测试和计算,容不得半点马虎。
再往下,就是设备的工作原理和流程。
这部分就像是给设备画一幅“工作流程图”,让人一看就明白它是咋干活的。
比如说智能灌溉设备,得讲清楚它是怎么通过传感器检测土壤湿度,然后根据设定的阈值自动开启或关闭喷头的,中间的信号传输、控制逻辑是咋样的。
这就好比是设备的“大脑”在指挥它的一举一动,得给人讲得清清楚楚。
还有很重要的一点,就是设备的材料和零部件。
这就像是给设备选“衣服”和“零部件”,得选质量好、耐用的。
得把用的啥材料,是不锈钢还是塑料,是国产的还是进口的,还有零部件的品牌、型号都列清楚。
比如说喷头用的是某某品牌的不锈钢喷头,耐磨损、耐腐蚀;传感器用的是某某型号的高精度传感器,测量准确等等。
接下来,就是设备的安装和调试了。
这就像是给设备“安家落户”,得告诉人家怎么把设备安到合适的地方,怎么调试才能让它正常工作。
建筑新设备施工方案

建筑新设备施工方案建筑新设备施工方案一、项目背景目前,随着科技的不断进步和建筑行业的发展,新型建筑设备的应用越来越广泛。
为了提高施工效率和质量,本次施工计划引入了一系列新的建筑设备。
二、施工设备介绍1. 高空作业平台:引进高空作业平台可解决传统施工方法中存在的高空作业风险问题。
此平台在保证操作人员安全的同时,提高了施工效率,减少了工期。
2. 智能施工机器人:采用智能施工机器人可以提高施工的精度和效率。
该机器人能够根据预设的程序,自动执行施工任务,并且可以根据实际情况进行实时调整,大大减少了人力资源的浪费。
3. 混凝土泵:引入混凝土泵能够实现远距离输送混凝土,减轻了工人的体力负担,提高了混凝土施工质量。
4. 塔吊:塔吊是一种起重设备,常用于建筑工地。
引入塔吊能够提高起重的效率,缩短工期,减少人力资源的使用。
5. 砌筑机器人:砌筑机器人可以实现自动砌筑墙体,提高了砌筑的准确性和速度,减少了人工砌筑的劳动强度。
三、施工方案1. 高空作业平台的使用:(1) 在对楼层进行施工时,需提前安装高空作业平台。
安装时要注意平台的稳定性和可靠性,确保操作人员的安全。
(2) 在高空作业平台的使用过程中,施工人员应严格按照使用说明书进行操作,确保操作的安全和正确性。
(3) 对于高空作业平台的维护和保养,应定期进行检查,以确保其正常运行。
2. 智能施工机器人的使用:(1) 在使用智能施工机器人前,需要对机器人进行编程和测试,确保其能够准确执行施工任务。
(2) 施工过程中,需要专人进行监控和管理,及时解决机器人可能出现的问题。
(3) 智能施工机器人的使用需要配合传统施工方法,确保施工过程的顺利进行。
3. 混凝土泵的使用:(1) 在使用混凝土泵前,需要对设备进行检查和维护,确保其安全可靠。
(2) 在输送混凝土时,需保持泵的稳定性,减少泵损坏和泵送事故的发生。
(3) 施工人员应掌握混凝土泵的基本操作和维护,遵守操作规程,确保施工质量。
广告机施工方案
广告机施工方案广告机施工方案一、前期准备工作1. 调查在开始施工之前,我们需要进行调查和分析。
首先,我们要对施工地点进行勘测,包括地形、环境、道路等情况。
其次,我们需要了解客户的要求和需求,确定广告机的规格、尺寸和材质等。
2. 设计根据调查的结果和客户的需求,我们开始进行广告机的设计工作。
设计包括结构、材料和安装方式等。
我们会根据客户的品牌形象和宣传需求,设计出独特、吸引眼球的广告机。
二、施工准备工作1. 材料采购在进入施工阶段之前,我们需要提前采购所需材料,包括金属、电子设备、液晶屏等。
我们会选择质量可靠、工艺先进的材料,确保施工质量和广告机的稳定性。
2. 施工团队组织我们会组织专业的施工团队,包括设计师、工程师和技术人员等,确保施工过程的顺利进行。
团队成员拥有丰富的经验和专业的技术,能够高效、安全地完成施工任务。
三、施工过程1. 地基挖掘和基础施工我们会按照设计要求,在施工地点进行地基挖掘和基础施工。
地基和基础的稳固性对广告机的稳定性非常重要,我们会采取一系列的措施,确保施工质量。
2. 结构安装在完成地基和基础施工后,我们开始进行广告机的结构安装。
结构包括支撑架、外框和钢结构等。
我们严格按照设计图纸和安装规范进行安装,确保广告机的结构牢固。
3. 电子设备安装在结构安装完成后,我们开始进行电子设备的安装工作。
电子设备包括液晶屏、音频设备和网络设备等。
我们会按照制造商的要求进行安装和连接,测试设备的功能和效果。
四、施工收尾工作1. 系统调试和测试在施工完成后,我们会进行系统的调试和测试,确保广告机的正常运行。
我们会检查音频、视频、网络等功能,确保广告机的各项功能正常。
2. 环境整理和清理我们会对施工现场进行整理和清理工作,确保施工现场的整洁和安全。
我们会清理施工产生的垃圾和废料,并在必要的地方进行环境恢复。
3. 客户验收完成施工收尾工作后,我们将邀请客户进行验收。
我们会向客户演示广告机的功能和效果,并提供相关的操作指导和维护建议。
NBC气保焊使用说明书
NBC气保焊使用说明书▲NBC-系列逆变式CO2气体保护焊机是一种用于CO2气体保护焊的高性能通用半自动电焊机。
可使用Φ1.0~Φ1.6直径实芯及药芯焊丝焊接低碳钢.低合金钢构件。
该系列逆变焊机具有合理的静外特性及良好的动态性能。
该系列逆变焊机性能特点如下:♂逆变技术可以保证焊接电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,焊接过程稳定。
♂焊接飞溅小,金属熔敷率高。
♂焊缝成型好,焊接变形小。
♂采用强脉冲引弧,引弧成功率高。
♂收弧时具有消球功能。
♂自锁功能在大规范长焊缝焊接是时可降低焊工劳动强度。
♂送丝电路采用高稳定电源,送丝平稳。
♂送丝装置接口独立,便于拆装加长电缆。
♂体积小,重量轻,便于移动。
节能省电,使用费用低,对电网容量要求低。
该系列焊机的制造符合标准GB15579.1-2004 《弧焊设备第一部分:焊接电源》。
一般安全注意事项●请务必遵守本说明书规定的注意事项,否则可能发生事故。
●输入电源的设计施工,安装场地的选择,高压气体的使用等,请按照相关标准和规定进行。
●无关人员请勿进入焊接作业场所内。
●请有专业资格的人员对焊机进行安装,检修,保养及使用。
●不得将本焊机用于焊接以外的用途(如充电,加热,管道解冻等等)。
●如果地面不平,要注意防止焊机倾倒。
防止触电造成电击或灼伤●请勿接触带电部位。
●请专业电气人员用规定截面的铜导线将焊机接地。
●请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
●在潮湿,活动受限处作业时,要确保身体与母材之间的绝缘。
●高空作业时,请使用安全网。
不用时请关闭输入电源。
避免焊接烟尘及气体对人体的危害●请使用规定的排风设备,避免发生气体中毒和窒息等事故。
●在容器底部作业时,保护气体会沉积在周围,造成窒息。
应特别注意通风。
避免焊接弧光,飞溅及焊渣对人体的危害●请佩戴足够遮光度的保护眼镜。
弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
●请使用焊接用的皮质保护手套,长袖衣服,帽子,护脚,围裙等保护用品,以免弧光,飞溅及焊渣灼伤,烫伤皮肤。
教学印刷设备设计方案

一、设计背景随着我国经济的快速发展,印刷行业在我国国民经济中的地位日益重要。
为了提高印刷技术人才的素质,培养更多的专业人才,学校需要引进先进的印刷设备,以适应现代印刷行业的发展需求。
本设计方案旨在为学校设计一套教学印刷设备,以满足教学和科研的需求。
二、设计目标1. 提高教学质量,培养高素质的印刷技术人才;2. 满足教学和科研的多样化需求;3. 提高设备利用率,降低维护成本;4. 适应现代印刷行业的发展趋势。
三、设计方案1. 设备选型(1)印刷机:选择一款适合教学使用的平版印刷机,如国产海德堡SM74印刷机。
该机器具有结构紧凑、操作简便、性能稳定等特点,适合学生学习和掌握印刷技术。
(2)晒版机:选择一款性能稳定的平版晒版机,如科雷克KX-2000型晒版机。
该机器具有自动化程度高、操作简便、晒版速度快等特点,满足教学需求。
(3)制版机:选择一款高精度、易操作的制版机,如上海映美JY-1000型制版机。
该机器适用于制作不同规格的印刷版,满足教学和科研需求。
(4)印前设备:选择一款功能齐全、操作简便的印前设备,如方正飞腾CS5软件。
该软件具有强大的排版、图像处理等功能,满足教学和科研需求。
2. 设备布局(1)印刷车间:将印刷机、晒版机、制版机等设备合理布局,确保设备之间操作方便、安全。
(2)印前工作室:设置独立的印前工作室,配备计算机、显示器、打印机等设备,供学生进行印前设计。
(3)晒版室:设置独立的晒版室,确保晒版过程不受外界干扰。
3. 设备维护与保养(1)建立健全设备管理制度,明确设备使用、维护、保养责任。
(2)定期对设备进行检查、保养,确保设备正常运行。
(3)加强教师培训,提高教师对设备的操作和维护能力。
四、预期效果1. 提高印刷技术教学效果,使学生掌握先进的印刷技术。
2. 满足教学和科研需求,提高学校在印刷领域的科研水平。
3. 培养高素质的印刷技术人才,为我国印刷行业的发展贡献力量。
4. 提高设备利用率,降低维护成本,实现资源优化配置。
设备制造方案
设备制造方案本次投标的设备包括氨洗涤塔、氨汽提塔、氨塔、水解塔、NH3-CO2吸收塔、尾气冷凝器、氨汽提塔冷凝器、氨汽提塔再沸器等46台设备。
本方案仅供投标使用,实际施工需根据图纸要求进行修改。
参照的主要施工规范有《钢制焊接常压》JB/4735-1997、《钢制塔式》JB4710-2000、《钢制压力》GB150-1998、《管壳式换热器》GB151-1999、《钢制压力焊接规程》JB4709-92和《压力无损检测》JB4730-94.施工程序包括图纸会审、技术交底、施工方案及技术措施编制、放样、下料、零部件预制、组焊筒体、组焊接管和内件、水压试验、严密性试验、防腐和出厂。
在塔类设备制作中,原材料应按质量证明书核对并逐张进行外观检查,钢板切割采用机加工或半自动火焰切割,不锈钢、有色金属和有裂纹敏感性的材料应采用机械加工坡口。
封头各种不相交的拼焊焊缝中心线间距离应大于封头钢材厚度的三倍且不小于100mm,封头的压制由外协完成。
成型前应打磨与母材平齐,成型后应进行内表面形状偏差和纵向皱折深度的检查。
筒节的预制也需要按规范进行。
对于接管或圆筒的法兰面,应当垂直于主轴中心线。
同时,接管法兰的水平或垂直偏差不应超过法兰外径的1%,且不得超过3mm。
螺栓通孔应与壳体主轴线或铅垂线跨中布置。
内件和支座应根据图纸要求进行制作,并按照装配位置进行组对施焊。
在施焊前,应根据图纸要求以及施焊单位评定的合格焊接工艺,制定焊接工艺规程。
焊工必须严格按照规程进行施焊。
同时,当施焊环境出现下列情况且无有效防护措施时,禁止施焊:手工焊时风速大于10m/s;气体保护焊时风速大于2m/s;相对湿度大于90%;雨、雪环境;焊件温度低于-20℃。
在施焊前,应将坡口表面和两侧至少20mm范围内的油污、水份及其他有害杂质清除干净。
多层焊时层间接头应错开。
定位焊时,焊接工艺应与筒体工艺相同,并不损伤母材表面。
同时,焊条、焊剂应按规定烘干和保温;焊丝需去除油、锈;保护气体应保持干燥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于高创NBC350机器的制作方案
一、客户要求:
1.送丝机改为送丝机构和气管、六芯控制线、焊接电缆线可拆开及装配的送丝机。
电缆线的长度为40米,横截面积为70平方毫米,六芯控制线长度为40.2米,气管长度为41.5米。
2.Ø 1.0的导电嘴另配60个,Ø1.2的另配40个。
3.电源输入线为4芯线,一根接地线,共长15米。
4.订单要求机器做4套,在2007年12月14日前完成。
二、协作事项:
1.请PMC部协助安排生产4套高创NBC350PRO机器,从生产锐龙机器的物料中配4套做高创的,不同的物料由专机部申请购买。
请在12月10日前完成。
2.请工程部协助做高创NBC350PRO的BOM清单、送丝机作业指导书、装箱清单、说明书等资料。
请在12月08日前完成。
3.请生产部协助完成高创NBC350PRO机器的装配、调试和试焊及改进等。
请在12月12日前完成。
4.请品质部协助对高创NBC350PRO的来料,制程的品质,成品的性能等进行全面控制。
请在12月04日到产品出货前全面跟进。
5.请专机部协助对产品的机械进行改进,申请采购新物料,对产品的输入信息和反馈信息实时的收集和发布。
6.研发部负责跟进产品的制作进度,提供技术支持。