Steel Work Design and Analysis of a Mobile FloorCrane
电子企业常用英语术语
电子公司常用英语术语一:常用术语CMM Component module move 机动组件整合CEM Contract Manufaction service 合约委托代工IBSC Internet Business Solution Center 国际互联网应用中心PCEG Personal Computer Enclosure group 个人计算机外设事业群(FOXTEQ)CCBG Connector&cable business groupCPBG Competition business groupESBG Enterprise system business group 鸿富锦事业群SABG system assembly business group 系统组装事业群NWE Net Work EnclosureNSE Network system enclosureNSG Network system groupNFE Network flexible enclosureFoxcavity = HZ = Hong Zhun 鸿准Stamping tool shop I 冲模一厂Stamping tool shop II 冲模二厂Prototype workshop 样品中心Steel factory 裁剪厂PCE molding tooling workshop PCE塑模厂Hua Nan test and measurement center 华南检测中心MPE mobile phone enclosure MPEMBE mobile phone and notebook enclosure 明塑厂MGE Alloy magnesium alloy enclosure 镁合金Engineer standard 工标Document center (database center)数据中心Design Center 设计中心Painting 烤漆(厂) Assembly组装(厂)Stamping 冲压(厂)Education and Training教育训练proposal improvement/creative suggestion提案改善Technological exchange and study 技术交流研习会Technology and Development Committee 技术发展委员会BS Brain Storming 脑力激荡QCC Quality Control Circle 品质圈PDCA Plan Do Check Action 计划执行检查总结DCC delivery control center 交货管制中心3CComputer 计算机类产品Consumer electronics 消费性电子产品Communication 通讯类产品Core value(核心价值)Love 爱心Confidence 信心Decision 决心Corporate culture(公司文化)Integration 融合Responsibility 责任Progress 进步3T STRATEGYTime to market 及时切入生产Time to volume 及时大量生产Time to money 及时大量交货FOUR CONTROL YSTEM 四大管制系统Engineering control system 工程管制系统Quality control system质量管理系统Manufacturing control system生产管制系统Management control system经营管制系统7SClassification整理(sorting, organization)-seiri Regulation整顿(arrangement, tidiness)-seiton Cleanliness清扫(sweeping, purity)-seiso Conservation清洁(cleaning, cleanliness)-seiktsu Culture教养(discipline)-shitsukeSave 节约Safety安全二:英文缩写质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商质量评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 质量/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它质量术语类QIT Quality Improvement Team 质量改善小组ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准CGOO China General PCE龙华厂文件IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 数据中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)标识符SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略质量保证DQA Design Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance 销售及服务质量保证LRR Lot Reject Rate 批退率SPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱) DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessA VL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable三:专业词汇通用类president董事长operator作业员position职务general manager总经理special assistant 特助deputy manager |'depjuti|=vice manager副理deputy supervisor =vice supervisor副课长group leader组长line leader线长supervisor 课长responsible department负责单位Human Resources Department 人力资源部Head count 人头数production department生产部门planning department企划部QC Section品管课stamping factory冲压厂painting factory烤漆厂molding factory成型厂administration/general affairs dept./总务部production unit生产单位meeting minutes会议记录distribution department分发单位subject主题conclusion结论decision items决议事项pre-fixed finishing date预定完成日Color management 颜色管理Visual management 目视管理production capacity生产力first count初盘first check初盘复棹second count 复盘second check复盘复核quantity of physical inventorysecond count 复盘点数量physical inventory盘点数量physical count quantity账面数量difference quantity差异量spare parts physical inventorylist备品盘点清单cause analysis原因分析waste materials废料description品名specification 规格model机种work order工令revision版次remark备注registration登记registration card登记卡to control管制application form for purchase请购单consume, consumption消耗to notify通知to fill in填写to collect, to gather收集statistics统计cosmetic inspection standard外观检验规范computer case 计算机外壳(组件)personal computer enclosure计算机机箱产品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上盖base pan 基座bezel 面板riser card 扩充卡flat cable 扁平电缆TOP driver cage 上磁架bottom driver cage 下磁架resin film 树脂膜raw materials原料materials物料steel plate钢板roll/coil material卷料spare parts =buffer备品plastic parts塑料件sheet metal parts/stamping parts冲件material check list物料检查表finished product成品semi-finished product半成品good product/accepted goods/accepted parts/good parts良品defective product/non-goodparts不良品disposed goods处理品warehouse/hub仓库packing material包材basket蝴蝶竺plastic basket胶筐flow chart流程窗体production tempo生产进度现状lots of production生产批量manufacture procedure制程to revise, modify修订to switch over to, switch—to, switching over切换engineering bottleneck, project difficulty工程瓶颈glove(s)手套glove(s) with exposed fingers割手套Band-Aid创可贴Industrial alcohol工业酒精broom扫把mop拖把vacuum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison联络单rags抹布lamp holder灯架to mop the floor拖地to clean a table擦桌子air pipe 气管delivery deadline交货期die worker模工production, to produce生产equipment设备resistance电阻beacon警示灯coolant冷却液crusher破碎机club car高尔夫球车plate电镀power button电源按键reset button重置键forklift叉车Workshop traveler 天车trailer =long vehicle拖板车Hydraulic trolley手压车hydraulic hand jack油压板车casing = containerization装箱velocity速度patent专利coordinate坐标supply and demand供求career card履历卡barricade隔板carton box纸箱to pull and stretch拉深work cell/work shop工作间sub-line支线bottleneck 瓶颈模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模stage die工程模compound die复合模shearing die剪边模riveting die铆合模feature die公母模male die公模female die母模cavity型控母模core模心公模die change 换模to fix a die装模to repair a die修模punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)upper supporting blank上承板upper padding plate blank上垫板top plate上托板(顶板)top block上垫脚stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块die locker锁模器pressure plate =plate pinch压板thickness gauge厚薄规cutting die, blanking die冲裁模die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条panel board镶块to load a die装上模具to unload a die 御模具active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing block衬套cover plate盖板guide pad导料块pilot导正筒trim剪外边pierce剪内边pocket for the punch head挂钩槽slug hole废料孔radius半径shim/wedge/heel/pad/spacer/gas ket楔子torch-flame cut火焰切割set screw止付螺丝form block折刀round pierce punch =die button 圆冲子shape punch =die insert异形子stock located block定位块metal plate钣金miller铣床grinder磨床tolerance公差score =groove压线sliding block滑块lathe车active plate活动板baffle plate挡块cover plate盖板groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板capability能力parameter参数factor系数driller钻床set up die架模height of die setting up架模高度analog-mode device类模器inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves =spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套press specification冲床规格die height闭模高度flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞handle mold手持式模具flash mold溢流式模具positive mold挤压式模具split mold分割式模具die lifter举模器top stop上死点bottom stop下死点one stroke一行程to continue, cont.连动to grip(material)吸料location lump, locating piece,location block定位块reset复位to file burr 锉毛刺embedded lump |in'bed| |l mp|镶块stamping-missing漏冲to tight a bolt拧紧螺栓to loosen a bolt拧松螺栓punched hole冲孔to cut edge =side cut =side scrap切边to bending折弯to pull, to stretch拉伸engraving, to engrave刻印stamping 油印to stake铆合designing, to design设计design modification设计修改成gauge(or jig)治具pedal踩踏板stopper阻挡器flow board流水板torque扭矩spline =the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的forming成型(抽凸,冲凸) draw hole抽孔bending折弯emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线stamp letter冲字(料号)tick-mark nearside正面压印tick-mark farside反面压印extension DWG展开图procedure DWG工程图die structure DWG模具结构图冲压类punch, press冲punching machine 冲床hydraulic machine油压机jack升降机decoiler整平机manufacture management制造管理stamping, press冲压feeder送料机rack, shelf, stack料架taker取料机to reverse material 翻料to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|报废scrape ..v.刮;削robot机械手production line流水线packaging tool打包机packaging打包成型类well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleeve套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆)slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口submarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口runner less无浇道sprue less 无射料管方式long nozzle延长喷嘴方式spur浇口;溶waste废料board广告牌sliding rack滑料架to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料material change, stock change材料变更feature change 特性变更prepare for, make preparations for准备rotating speed, revolution转速abnormal handling异常处理组装类Assembly line组装线Layout布置图Conveyer流水线运输带Rivet machine拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Hydraulic machine 液压机Pneumatic screw driver气动起子automation自动化to stake, staking, riveting铆合add lubricant oil加润滑油argon welding氩焊cylinder油缸robot机械手conveying belt输送带transmission rack输送架to draw holes抽孔bolt螺栓nut 螺母screw 螺丝identification tag标示单screwdriver plug起子插座automatic screwdriver电动启子to move, to carry, to handle搬运be put in storage入库packing包装staker = riveting machine铆合机fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet/skid栈板barcode条形码barcode scanner条形码扫描仪fuse together熔合fuse machine/heat stake热熔机processing, to process加工delivery, to deliver 交货to return delivery to. to senddelivery back to return of goods退货easily damaged parts易损件standard parts标准件to lubricate润滑spring 弹簧spare tools location/buffer手工备品仓spare molds location模具备品仓tox machine自铆机烤漆类phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉organic solvent有机溶剂demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料volatile挥发性degrease脱脂rinse水洗alkaline etch龄咬desmot剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔scraped products报放品disposed products处理品dismantle the die折模auxiliary function辅助功能heater band 加热片thermocouple热电偶derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response =reaction =interaction感应ram连杆edge finder巡边器concave凸convex凹cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线grit沙砾granule =pellet =grain细粒sand blasting喷沙grit maker抽粒机cushion缓冲fillet镶;嵌边roller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴品质类qualified products, up-to-grade products良品defective products, notup-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part来件不良exposed metal/bare metal金属裸露excessive defect过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格cosmetic defect外观不良lack of painting烤漆不到位slipped screw head/slippery slipped thread滑丝missing part漏件wrong part错件oxidation氧化defective threading抽芽不良poor staking铆合不良deficient purchase来料不良deficient manufacturing procedure 制程不良cosmetic inspection外观检查inner parts inspection内部检查blister 气泡angular offset 角度偏差dent 压痕scratch 刮伤deformation 变形filings 铁削defective label 不良标签abrasion 磨损Breaking. (be)broken,(be)cracked断裂short射料不足nick缺口speck瑕疪shine亮班splay 银纹gas mark焦痕delaminating起鳞speckle斑点mildewed =moldy = mouldy发霉deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excessive gap间隙过大grease/oil stains油污inclusion杂质shrinking/shrinkage缩水mixed color杂色fold of packaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍impurity 杂质Mismatch 错位failure, trouble 故障deformation 变形rust 生锈peel 脱漆Shrink 缩水Contamination 脏污water spots 水渍Gap 间隙label error 标签错误Missing label 漏贴rejection criteria 拒收标准Suspected rejects 可疑庇abrasion 损伤、磨损Texture surface 印花纹表面Streak 条纹stains 污点Blotch 斑点discoloration 脱色Inclusion 杂质slug mark 压痕dirt grime 灰尘blush 毛边薄膜sink 下凹Hickey 漏漆labels and logos 贴纸与商标Configuration labels 组合贴纸corrugated container 瓦摆纸箱Delaminating 脱层splattering 散点Gouge 锉孔puckering 折痕。
莱恩林德说明书

FSIFunctional SafetyIntegratedPage 8THE TECHNOLOGY AND PEOPLE AT LEINE & LINDE2016/2017DevelopmentWHEN DESIGNCREATES BENEFITSPage 10News LINEAR 4000 SERIES MINDS THE GAPPage 3Technology ADS ONLINEFOR INDUSTRY 4.0Page 5ABB chooses FSI 800 seriesPage 6SAFE SPEEDautomation, control and machine safety. It is together that we build success.Strängnäs, October 2016CEO, Leine & Linde GATEWAY NEWSTHE GATEWAY CONCEPT enables the use of smalland very robust EnDat encoders, suitable in applica-tions where very high ambient temperatures are aLeine & Linde’s gatewayproducts are among the mostcompact and robust onthe market.Product Manager Linda Carnbo showsthe use of encoders in various zones onan oil platform.Linear absolute encoders are oneof this year’s new products.MAGNETIC ENCODER WITH ROBUST ENCAPSULATIONFor the toughest environments in heavy duty industries, such as pulp and paper, oil and gas, as well as steel, Leine & Linde is now presenting the latest addition to the Magnetic 2000 series: MRI 2850.THE MRI 2850 ENCODER has been designed to provide velocity feedback with high preci-sion for extended periods without production stops. Without ball bearings or other contact surfaces, it will be immune to mechanical wear. Its mechanical service life is virtually unlimited. MRI 2850 is built on the well-pro-ven technology from the Leine & Linde 2000 series, where a ring with a magnetic band is mounted directly on the rotating shaft. The speed is detected by a fixed scanning head. What is new with MRI 2850 is that robustaluminium encapsulation protects both the magnetic band and the scanning head. This means that the risk of damage duringtransport, installation and use is entirely eliminated.Good choice for NEMA standard C-Face motorsThese encoders fit motors with the NEMA standard 8.5” C-Face, shaft diameters 25 mm to 100 mm (or 1”-4”). The distance from the scanning head to the ring is fixed, and consequently no additional tools are needed for distance adjustment. The product on the whole is designed for easy installation, with multiple connection capabilities and electri-cal interfaces that match users’ needs.Dual outputsMRI 2850 is available with single or dual outputs for incremental signals. The two outputs are independent of one another and can be supplied with various resolutions, 1 – 16 383 ppr, as well as with electronic interfaces, such as HTL, RS422 and High Current HTL for transfer over long distances.An entirely new bearingless encoder for high-horsepower electric motors is available for flange mounting per the NEMA standard.4 | News Technology | 5Leine & Linde’s series of absolute encoders with EtherCAT® interface support thefastest cycle times on the market. Thanks to the optimised electronics, the encoders are able to provide position values in 31.25 microseconds.THE MAIN ARGUMENT for choosing Leine & Linde’s encoders is durability . The robust design, combined with their reliability and ability to handle extremely long periods of operation despite tem-perature fluctuations, moisture, shocks and vibration, make the encoders the first choice in process industries with deman-ding production conditions.Faster automation systemsFast feedback and precision are also important factors in present day automation systems and those of the future. When using an EtherCATinterface and a Leine & Linde absolute encoder from the Industrial 600 or Premium 900 series, the cycle time can be as short as 31.25 microseconds. Leine & Linde has optimi-sed the electronics so that the encoder is able to read the value, process it in accordance with the chosen configu-ration and then supply it faster than any other encoder on the market today . This provides support to the fastest automation systems on the market, through reliablefeedback on rotary movements in everything from process industries to steelworks and wind turbines.Leine & Linde’s encoders are available with a wide range of different output signals and fieldbus interfaces, such as EtherNet/IP™, DRIVE-CLiQ™, PROFINET®, PROFIBUS®, CANopen® and DeviceNet™ – all so that the feedback and control needs of industrial automation can be met.THE SHORTEST CYCLE TIME ON THE MARKETADS ONLINE-THE STEP INTO INDUSTRY 4.0Predict the maintenance needs of the encoder and get more control, more data. ADS Online pro-vides the step into Industry 4.0.PREDICTIVE maintenance is noted among the key themes of Industry 4.0. The maintenance processes evolve from being pre-ventive to being predictive. Finding the potential source of failure, before problems occur, is crucial. Encoders are perfectly suited for this.Leine & Linde’s advanced diagnostic system ADS was developed to permit the early detection of fault functions internally in ro-tary incremental encoders. The diagnostics turned out to be very useful for deducting the cause of deviation and finding the source of error, which in many cases is an installation imbalance in the motor, or bearings starting to wear out.Several sensors in oneADS Online constantly reads off the levels for several environme-ntal parameters in the encoder’s surroundings, including vibra-tion, shaft speed, frequency , temperature, and supply voltage. The system conducts automatic interpretation and analysis of detected internal deviations. Detailed logs for operational and environmental parameters are provided, and can be analysed by the included software or in the system of the users’ choice. The encoder provides recommendations for when to check the instal-lation and how to correct deficiencies.ADS Online can also be purchased as ADS Upgrade Unit, a sepa-rate module that can be installed on any Leine & Linde 800-series encoder in operation. This way ADS Online can provide the step into industry 4.0 for any existing drive system.T oday’s rotary incremental encoders supply both diagnostics and operat-ing environment data.In reality|7 6|In realityImagine that you work with process automation in pulp and paper production. You design controland drive systems for producing and moving paper at a speed of nearly 2000 metres per minute– which is 120 kilometres per hour. The final product is rolled up on 12-metre wide reels that areautomatically cut and changed. Each reel weighs 85 tons. The slightest unevenness in how themotor runs can tear the paper apart and stop the process.IF YOU WORK AT ABB’S unit Process Industries in Västerås, Sweden, you understand what precision and reliability mean for productivity. The entire facility is a flow, where innumerable tasks are conducted in parallel and people workin shifts. When your client is in the pulp and paper industry, production processes are expected to be in operation around the clock, often without operational stops more than every third month.“Safe speed is a requirement for most industries today,” says Project Manager Finn Agensjö from ABB. He works with among other things, engineering and implementing effective control and drive systems based on each facility’s needs. His specialty areas include applications in the iron and steel industry, mining, as well as pulp and paper production.Finn Agensjö tells of processes thatare complex and environments that are tough on machines and equipment, whereweight, speed and force can create haz-ards for people.“Machine operators need access to per-form certain maintenance and productiontasks while machines are in operation,”he explains. “This is why the EU has amachinery directive, which applies to allsafety-critical functions in active systems.Major damage and high costs can be in-curred if something goes wrong.”“Safe speed is arequirement for mostindustries today.”Finn Agensjö, ABBFunctionally safe encoder FSI 800In systems for safe control and speedmonitoring, Leine & Linde’s FSI 800 encod-ers have an important task: reliable andexact feedback of rotation speed in realtime. The encoder is safety certified anddesigned with either a solid or hollowshaft mount that cannot slip. It inter-operates with ABB’s ACS880 frequencyconverter that optimises motor functionand energy consumption by direct torquecontrol (DTC). It also communicates wellwith ABB’s embedded safety functionality.Self-control and signal strengthThe FSI 800 series encoders not onlyprovide feedback on speed in the machine,but also monitor the quality of their ownsignal reading. If a deviation should be de-tected, the signals enter a fail-safe modeso that checks and maintenance can beperformed. This integrated, functionallysafe solution eliminates the need of aABB’S MACHINE SAFETY INCREASES PRODUCTIVITY redundant signal from another encoder.Leine & Linde’s encoders provide highcurrent HTL signals, which also enablegood signal connections in environmentswith considerable noise interference, andsending signals over long cables.Efficiency-improvement processThe safety system is activated when a per-son enters a hazardous area. All productiontasks are therefore analysed, which mayresult in that certain steps can be simpli-fied or eliminated. When a person needsto work close to a hazardous machine inoperation, the safe speed function is acti-vated. This is accomplished with automaticcontrollers, such as safety gates or sensorsthat detect movement, so that work cancontinue without interruption.“Each assignment begins with an analysis,which often constitutes the starting pointfor the process of improving efficiency,”explains Drives Systems Manager EricCarlsten at Process Industries at ABB. “Cor-rectly defined machine safety increasesproductivity.”Safe process controlAt the end of the production line it iscommon that the paper is manually fedbetween rollers when changing reels.By a machine operator switching in acontrol unit, operation is automaticallyslowed to a safe speed, and the machine’smovements can then be regulated at themachine by the operator.“Changing the speed of rotating massis one of the machine’s most dangerousmanoeuvres,” Eric Carlsten explains. “It’stherefore important that regulation in safemode is based on functionally safe signalsfrom the encoder.”ABB meets the customer’s skills require-ments within the safety area, and thus notonly complies with the current Machinery“It’s an advantage to have products thatwork well together”, says Eric Carlsten, andFinn Agensjö agrees. “It means the customerknows that there is a proven safety conceptfor motors and drive systems that can beinstalled directly.”Photo: Per SandbergDirective, but adapts, integrates and se-cures effective production processes.As a supplier of reliable and safe speedfeedback devices, Leine & Linde is proud ofits involvement in this work.Photo: ABBries is installed. In the event of power out-age, the machine enters the state defined by the customer as failsafe, as a result of the failsafe relay output setting., quality and high precision are as usual, signatures of Leine & Linde products. The role of the encoder inautomated processes is expanding, as it is from now on highly involved in simple and safe solutions for safety systems.The FSI 900 series has many different application areas.Safe speed in a crane application can be achieved by FSI being mounted on a motor shaft or directly on the winch drum. As the pictures above show, it can be connected with or without PLC.movement. By connecting its failsafe relay outputs to for example motor power off and/or brake activation, a failsafe state will be realised at the event of a critical limit being reached. Overspeed, acceleration, end limits, and standstill, are safe functions maintained by the FSI 900.be made aware of movement properties – such as position,acceleration and speed – for various purposes. Allsafety functions are still controlled integratedin FSI. The application is thus monito-red in a certified functional safetymanner and the Machinery Directive is complied with, even without the PLC needingto be certified.Power offPower offFSI 900FSI 900Functional Safety Integrated . FSI is a trade name for Leine & Linde’s certified, functional safety encoder solutions. They comply with the cur-rent Machinery Directive for safety in applications in which an operator must have access to machines when they are Programmable Logic Cont and designates the computer device that is used to make control program- is one of the market’s interfa-ces for industrial fieldbus communica-tions, based on the Ethernet standard.10 |I verkligheten 10 | Development Around the world | 11PART OF A BIG FAMILYSentronics Automation and Marketing inS ingapore is one of Leine & Linde’s distributors in Southeast Asia.“We’re strongly dedicated to providing excep-tional and efficient service to all of our custom-ers,” says Sentronics CEO, David Teo.Sentronics was founded in 1989 to provide customers withsolutions to their industrial automation needs. The company is continuously expanding to meet the ever-increasing needs of Southeast Asian industrial expansion projects. Since 2008, there has also been a sales office in western Malaysia, Apextronic Sdn Bhd. David Teo attributes a large portion of sales successes to theLeine & Linde Group’s family feel.“Our trained and experienced staff receive very good backup support from the head office and the worldwide sales organisa-tion,” he says. “We pride ourselves in exceeding our customers’ expectations.”Some of Sentronics office staff members and CEO David Teo (at the right) send their regards to the readers of Impulse Magazine.RESPONSIVE WEBSITE IN ELEVEN LANGUAGESVisits from mobile devices are increasing. Leine & Linde’s website features responsive design and easily adapts to different web browsers and mobile formats. It is available in eleven languages: Swedish, English, Finnish, Danish, German, Italian, Spanish, Portu-guese (Brazil), Chinese, Japanese and Korean. The website is a part of Leine & Linde’s strategy for maintaining a high level of service and availability for its customers in different parts of the world. Everything is designed for quick access:• Trace orders directly from the start page, and receive informa-tion each step of the way from product to delivery .• Search for products via different technical criteria in theproduct guide, and obtain detailed information, including data sheets, 3D drawings and installation instructions.• Use the shortcut to downloadable files under the Support tab to download everything from software and manuals to brochu-res and press photos.DUAL OUTPUTS SAVE SPACEMotors and drive system can receive direct speed feedback via pulse signals, while other control systems can receive absolute position data via fieldbus interfaces – from one and the same robust encoder. Several of Leine & Linde’s encoders can be ordered with dual outputs for both absolute and incremental signals. This dual output solutionsaves space, since only one encoder is needed to provide feedback on rotating movement to several systems or processes. It also means that the mechanical installation takes less space, since fewer connections and adapter components are needed. Appreciated by designers, system integrators, as well as operations and maintenance personnel.WHEN DESIGN CREATES BENEFITS“Appropriate design gives the user cost benefits in the form of saved time,” says Therese Kjellgren at Leine & Linde. Together with software engineer Mattias Jadelius, she describes the design objec-tives: “The product should be easy to install, understand, use, and be smoothly integrated with other systems.”ENCODERS are being developed today as increasingly more intelligent and commu-nicative products. They include embedded software and are also often delivered with customer-optimised software, where custo-mers can make settings or read off values in their own computers or systems that are connected to the product.Only relevant choices“The user experience is not just in the phy-sical product, but also in the software,” The-rese Kjellgren emphasises, conducting work with design and user friendliness for the customer software being created by Leine & Linde. An example of this type of software is the FSI Monitor, where customers can make settings so that velocity , acceleration and end-limit positions are regulated in a certified functional safety manner directly through the encoder in the FSI series.“The customer’s safety coordinator speci-fies which functions need to be safe in theparticular application where the encoder will be used, directly in the software,” says Therese Kjellgren. “The customer will then be guided through setting of the limit va-lues. Thanks to the design of the software, only the alternatives that are relevant to the customer will be shown. This reduces the risk of making mistakes. It also makes the interface more pleasant to look at and easy to understand.”“We approach every step of our work with a question: ‘How can we make this simp-ler?’,” says Mattias Jadelius, who works as software engineer at Leine & Linde. “This saves time for the user. When we work with embedded software in the products, we also consider what we can do to simplify communications and integration in the customer’s systems or production.”Early customer testingAn example of this is Overspeed, Leine & Linde’s integrated speed monitor, whichcan now be programmed by the custo-mer thanks to an embedded virtual series protocol that is accessible via a USB port. Previously , customers ordered an overspeed encoder which acted within a pre-program-med speed range. Now, the customer’s own settings can be made for four relays within the range 0–6000 rpm. This results in signi-ficantly greater flexibility than other similar products on the market.Ease of use is especially important since Leine & Linde’s products are used in bran-ches with exceptionally high investments in machinery , where operating time must always be maximised.“Early customer testing is important for us in making effective design choices,” says Mattias Jadelius and emphasises that design and functionality are two sides of the same coin.“The earlier we can participate in the pro-cess, the more we can benefit the customer,” says Therese Kjellgren.Therese Kjellgren demonstrates the FSI Monitor software at an in-house exhibit where all employees at Leine & Linde had the opportunity to learn about the product and contribute to the development.Incoming inspection。
富士康常用英语简写

二:英文縮寫品質人員名稱類QC quality control 品質管理人員FQC final quality control 終點品質管制人員IPQC in process quality control 制程中的品質管制人員OQC output quality control 最終出貨品質管制人員IQC incoming quality control 進料品質管制人員TQC total quality control 全面質量管理POC passage quality control 段檢人員QA quality assurance 質量保證人員OQA output quality assurance 出貨質量保證人員QE quality engineering 品質工程人員品質保證類FAI first article inspection 新品首件檢查FAA first article assurance 首件確認CP capability index 能力指數CPK capability process index 模具製程能力參數SSQA standardized supplier quality audit 合格供應商品質評估FMEA failure model effectiveness analysis 失效模式分析FQC運作類AQL Acceptable Quality Level 運作類允收品質水準S/S Sample size 抽樣檢驗樣本大小ACC Accept 允收REE Reject 拒收CR Critical 極嚴重的MAJ Major 主要的MIN Minor 輕微的Q/R/S Quality/Reliability/Service 品質/可靠度/服務P/N Part Number 料號L/N Lot Number 批號AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件檢查報告PPM Percent Per Million 百萬分之一制程統計品管專類SPC Statistical Process Control 統計製程管制SQC Statistical Quality Control 統計品質管制GRR Gauge Reproductiveness & Repeatability 量具之再制性及重測性判斷量可靠與否DIM Dimension 尺寸DIA Diameter 直徑N Number 樣品數其它品質術語類QIT Quality Improvement Team 品質改善小組ZD Zero Defect 零缺點QI Quality Improvement 品質改善QP Quality Policy 目標方針TQM Total Quality Management 全面品質管理RMA Return Material Audit 退料認可7QCTools 7 Quality Control Tools 品管七大手法通用之件類ECN Engineering Change Notice 工程變更通知(供應商)ECO Engineering Change Order 工程改動要求(客戶)PCN Process Change Notice 工序改動通知PMP Product Management Plan 生產管制計劃SIP Standard Inspection Procedure 製程檢驗標準程序SOP Standard Operation Procedure 製造作業規範IS Inspection Specification 成品檢驗規範BOM Bill Of Material 物料清單PS Package Specification 包裝規範SPEC Specification 規格DWG Drawing 圖面系統文件類ES Engineering Standard 工程標準CGOO China General PCE龍華廠文件IWS International Workman Standard 工藝標準ISO International Standard Organization 國際標準化組織GS General Specification 一般規格部類PMC Production & Material Control 生產和物料控制PCC Product control center 生產管制中心PPC Production Plan Control 生產計劃控制MC Material Control 物料控制DC Document Center 資料中心QE Quality Engineering 品質工程(部)QA Quality Assurance 品質保證(處)QC Quality Control 品質管制(課)PD Product Department 生產部LAB Laboratory 實驗室IE Industrial Engineering 工業工程R&D Research & Design 設計開發部生產類PCs Pieces 個(根,塊等)PRS Pairs 雙(對等)CTN Carton 卡通箱PAL Pallet/skid 棧板PO Purchasing Order 采購訂單MO Manufacture Order 生產單D/C Date Code 生產日期碼ID/C Identification Code (供應商)識別碼SWR Special Work Request 特殊工作需求L/N Lot Number 批號P/N Part Number 料號OEM Original Equipment Manufacture 原設備製造PC Personal Computer 個人電腦CPU Central Processing Unit 中央處理器A.S.A.P As Soon As Possible 盡可能快的E-MAIL Electrical-Mail 電子郵件N/A Not Applicable 不適用QTY Quantity 數量I/O input/output 輸入/輸出NG Not Good 不行,不合格C=0 Critical=0 極嚴重不允許APP Approve 核準,認可,承認CHK Check 確認ASS'Y Assembly 裝配,組裝T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,財務,技術,時間(資源) SQA Strategy Quality Assurance 策略品質保證DQA Design Quality Assurance 設計品質保證MQA Manufacture Quality Assurance 製造品質保證SSQA Sales and service Quality Assurance 銷售及服務品質保證LRR Lot Reject Rate 批退率SPS Switching power supply 電源箱DT Desk Top 臥式(機箱)MT Mini-Tower 立式(機箱) DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷電路板CAR Correction Action Report 改善報告NG Not Good 不良WDR Weekly Delivery Requirement 周出貨要求PPM Percent Per Million 百萬分之一TPM Total Production Maintenance 全面生產保養MRP Material Requirement Planning 物料需計劃OS Operation System 作業系統TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 電子音樂工業Electrical Magnetic Interference 電子干扰RFI Read Frequency Input 讀頻輸入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 發光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessA VL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable三:專業詞匯通用類president董事長operator作業員position職務general manager總經理special assistant 特助deputy manager |'depjuti|=vice manager副理deputy supervisor =vice supervisor副課長group leader組長line leader線長supervisor 課長responsible department負責單位Human Resources Department 人力資源部Head count 人頭數production department生產部門planning department企劃部QC Section品管課stamping factory沖壓廠painting factory烤漆廠molding factory成型廠administration/general affairs dept./總務部production unit生產單位meeting minutes會議記錄distribution department分發單位subject主題conclusion結論decision items決議事項pre-fixed finishing date預定完成日Color management 顏色管理Visual management 目視管理production capacity生產力first count初盤first check初盤復櫂second count 復盤second check復盤復核quantity of physical inventorysecond count 復盤點數量physical inventory盤點數量physical count quantity帳面數量difference quantity差異量spare parts physical inventorylist備品盤點清單cause analysis原因分析waste materials廢料description品名specification 規格model機種work order工令revision版次remark備注registration登記registration card登記卡to control管制applicationforconsume, consumption消耗to notify通知to fill in填寫to collect, to gather收集statistics統計cosmetic inspection standard外觀檢驗規範computer case 電腦外殼(組件)personal computer enclosure電腦機箱產品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上蓋base pan 基座bezel 面板riser card 擴充卡flat cable 排線TOP driver cage 上磁架bottom driver cage 下磁架resin film 樹脂膜raw materials原料materials物料steel plate鋼板roll/coil material捲料spare parts =buffer備品plastic parts塑膠件sheet metal parts/stamping parts沖件material check list物料檢查表finished product成品semi-finished product半成品good product/accepted goods/accepted parts/good parts良品defective product/non-goodparts不良品disposed goods處理品warehouse/hub倉庫packing material包材basket蝴蝶竺plastic basket膠筐flow chart流程表單production tempo生產進度現狀lots of production生產批量manufacture procedure制程to revise, modify修訂to switch over to, switch—to,switching over切換engineering bottleneck, project difficulty 工程瓶頸 glove(s)手套gl o v e (s ) w i t h e x p o s e d f i n g e r s Band-Aid 創可貼Industrial alcohol 工業酒精 broom 掃把 mop 拖把vacuum cleaner 吸塵器 rag 抹布garbage container 灰箕 garbage can 垃圾箱 garbage bag 垃圾袋 liaison 聯絡單 rags 抹布 lamp holder 燈架 to mop the floor 拖地 to clean a table 擦桌子 air pipe 氣管delivery deadline 交貨期 die worker 模工production, to produce 生產 equipment 設備 resistance 電阻 beacon 警示燈 coolant 冷卻液 crusher 破碎機 club car 高爾夫球車 plate 電鍍power button 電源按鍵 reset button 重置鍵 forklift 叉車Workshop traveler 天車 trailer =long vehicle 拖板車 Hydraulic trolley 手壓車 hydraulic hand jack 油壓板車 casing = containerization 裝箱velocity 速度 patent 專利 coordinate 座標 supply and demand 供求 career card 履歷卡 barricade 隔板 carton box 紙箱 to pull and stretch 拉深 work cell/work shop 工作間 sub-line 支線bottleneck 瓶頸模具工程類 plain die 簡易模 pierce die 沖孔模 forming die 成型模 progressive die 連續模 stage die 工程模 compound die 復合模 shearing die 剪邊模 riveting die 鉚合模 feature die 公母模 male die 公模 female die 母模 cavity 型控 母模 core 模心 公模 die change 換模to fix a die 裝模 to repair a die 修模 punch set 上模座 punch pad 上墊板 punch holder 上夾板 stripper pad 脫料背板 up stripper 上脫料板upper plate 上模板 lower plate 下模板 die pad 下墊板 die holder 下夾板 die set 下模座 bottom block 下墊腳 bottom plate 下托板(底板) upper supporting blank 上承板 upper padding plate blank 上墊板 top plate 上托板(頂板) top block 上墊腳stripping plate 內外打(脫料板) outer stripper 外脫料板 inner stripper 內脫料板 lower stripper 下脫料板punch 沖頭insert 入塊(嵌入件) deburring punch 壓毛邊沖子 groove punch 壓線沖子 stamped punch 字模沖子 round punch 圓沖子special shape punch 異形沖子 bending block 折刀 roller 滾軸 baffle plate 擋塊 located block 定位塊 supporting block for location 定位支承塊air cushion plate 氣墊板 air-cushion eject-rod 氣墊頂桿 trimming punch 切邊沖子 stiffening rib punch = stinger 加強筋衝子ribbon punch 壓筋沖子 reel-stretch punch 卷圓壓平沖子 guide plate 定位板 sliding block 滑塊sliding dowel block 滑塊固定塊 die locker 鎖模器pressure plate =plate pinch 壓板 thickness gauge 厚薄規 cutting die, blanking die 沖裁模die block模塊folded block折彎塊sliding block滑塊location pin定位銷lifting pin頂料銷die plate, front board模板padding block墊塊stepping bar墊條panel board鑲塊to load a die裝上模具to unload a die 御模具active plate活動板lower sliding plate下滑塊板upper holder block上壓塊upper mid plate上中間板spring box彈簧箱spring-box eject-rod彈簧箱頂桿spring-box eject-plate彈簧箱頂板bushing block襯套cover plate蓋板guide pad導料塊pilot導正筒trim剪外邊pierce剪內邊pocket for the punch head挂鉤槽slug hole廢料孔radius半徑shim/wedge/heel/pad/spacer/gas ket楔子torch-flame cut火焰切割set screw止付螺絲form block折刀round pierce punch =die button 圓沖子shape punch =die insert異形子stock located block定位塊metal plate鈑金miller銑床grinder磨床tolerance公差score =groove壓線sliding block滑塊lathe車active plate活動板baffle plate擋塊cover plate蓋板groove punch壓線沖子air-cushion eject-rod氣墊頂桿spring-box eject-plate彈簧箱頂板capability能力parameter參數factor系數driller鉆床set up die架模height of die setting up架模高度analog-mode device類模器inner guiding post內導柱inner hexagon screw內六角螺釘dowel pin固定銷coil spring彈簧lifter pin頂料銷eq-height sleeves =spool等高套筒pin銷lifter guide pin浮升導料銷guide pin導正銷wire spring圓線彈簧outer guiding post外導柱stop screw止付螺絲located pin定位銷outer bush外導套press specification沖床規格die height閉模高度flow mark流痕welding mark溶合痕post screw insert螺紋套筒埋值self tapping screw自攻螺絲stripper plate脫料板piston活塞handle mold手持式模具flash mold溢流式模具positive mold擠壓式模具split mold分割式模具die lifter舉模器top stop上死點bottom stop下死點one stroke一行程to continue, cont.連動to grip(material)吸料location lump, locating piece,location block定位塊reset復位to file burr 銼毛刺embedded lump |in'bed| |l mp|鑲塊stamping-missing漏沖to tight a bolt擰緊螺栓to loosen a bolt擰鬆螺栓punched hole沖孔to cut edge =side cut =side scrap切邊to bending折彎to pull, to stretch拉伸engraving, to engrave刻印stamping 油印to stake鉚合designing, to design設計design modification設計脩改成gauge(or jig)治具pedal踩踏板stopper阻擋器flow board流水板torque扭矩spline =the multiple keys花鍵quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel鎢高速的moly high speed steel鉬高速的forming成型(抽凸,沖凸) draw hole抽孔bending折彎emboss凸點dome凸圓semi-shearing半剪stamp mark沖記號deburr or coin壓毛邊punch riveting沖壓鉚合side stretch側沖壓平reel stretch卷圓壓平groove壓線stamp letter沖字(料號)tick-mark nearside正面壓印tick-mark farside反面壓印extension DWG展開圖procedure DWG工程圖die structure DWG模具結構圖沖壓類punch, press沖punching machine 沖床hydraulic machine油壓機jack升降機decoiler整平機manufacture management製造管理stamping, press沖壓feeder送料機rack, shelf, stack料架taker取料機to reverse material 翻料to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|報廢scrape ..v.刮;削robot機械手production line流水線packaging tool打包機packaging打包成型類well type蓄料井insulated runner絕緣澆道方式hot runner熱澆道runner plat澆道模塊valve gate閥門澆口band heater環帶狀的電熱器spindle閥針spear head鉋尖頭slag well冷料井cold slag冷料渣air vent排氣道welding line熔合痕eject pin頂出針knock pin頂出銷return pin回位銷反頂針sleeve套筒stripper plate脫料板insert core放置入子runner stripper plate澆道脫料板guide pin導銷eject rod (bar)(成型機)頂業捧subzero深冷處理three plate三極式模具runner system澆道系統stress crack應力電裂orientation定向sprue gate射料澆口,直澆口nozzle射嘴sprue lock pin料頭鉤銷(拉料杆)slag well冷料井side gate側澆口edge gate側緣澆口tab gate搭接澆口film gate薄膜澆口flash gate閘門澆口slit gate縫隙澆口fan gate扇形澆口dish gate因盤形澆口diaphragm gate隔膜澆口ring gate環形澆口submarine gate潛入式澆口tunnel gate隧道式澆口pin gate針點澆口runner less無澆道sprue less 無射料管方式long nozzle延長噴嘴方式spur澆口;溶waste廢料board看板sliding rack滑料架to impose lines壓線to compress, compressing壓縮character die字模to feed, feeding送料material change, stock change材料變更feature change 特性變更prepare for, make preparations for準備rotating speed, revolution轉速abnormal handling異常處理組裝類Assembly line 組裝線 Layout 布置圖Conveyer 流水線運輸帶 Rivet machine 拉釘機 Rivet gun 拉釘槍 Screw driver 起子Electric screw driver 電動起子 Hydraulic machine 液壓機 Pn e u m a t i c s c r e w d r i v e r 氣 automation 自動化to stake, staking, riveting 鉚合 add lubricant oil 加潤滑油 argon welding 氬焊 cylinder 油缸 robot 機械手 conveying belt 輸送帶 transmission rack 輸送架 to draw holes 抽孔 bolt 螺栓 nut 螺母 screw 螺絲identification tag 標示單 screwdriver plug 起子插座 automatic screwdriver 電動啟子 to move, to carry, to handle 搬運 be put in storage 入庫 packing 包裝staker = riveting machine 鉚合機 fit together 組裝在一起 fasten 鎖緊(螺絲) fixture 夾具(治具) pallet/skid 棧板barcode 條碼barcode scanner 條碼掃描器 fuse together 熔合fuse machine/heat stake 熱熔機 processing, to process 加工 delivery, to deliver 交貨to return delivery to. to send de l i v e r y b a ck t o r e t u r n o f g o oeasily damaged parts 易損件 standard parts 標準件 to lubricate 潤滑 spring 彈簧spare tools location/buffer 手工備品倉spare molds location 模具備品倉 tox machine 自鉚機烤漆類 phosphate 皮膜化成 viscosity 涂料粘度 alkalidipping 脫脂 main manifold 主集流脈 organic solvent 有機溶劑 demagnetization 去磁;消磁 high-speed transmission 高速傳遞 heat dissipation 熱傳 rack 上料 volatile 揮發性 degrease 脫脂 rinse水洗 alkaline etch 齡咬desmot 剝黑膜 D.I. rinse 純水次 Chromate 鉻酸處理 Anodize 陽性處理 seal 封孔scraped products 報放品 disposed products 處理品 dismantle the die 折模 auxiliary function 輔助功能 heater band 加熱片 thermocouple 熱電偶 derusting machine 除銹機 degate 打澆口 dryer 烘干機 induction 感應 induction light 感應光 response =reaction =interaction 感應 ram 連杆 edge finder 巡邊器 concave 凸convex 凹 cold slug 冷塊 blush 導色 gouge 溝槽;鑿槽 satin texture 段面咬花 witness line 證示線 grit沙礫 granule =pellet =grain 細粒 sand blasting 噴沙 grit maker 抽粒機 cushion 緩沖 fillet 鑲;嵌邊roller pin formality 滾針形式 cam driver 鍘楔 shank 摸柄 crank shaft 曲柄軸品質類qualified products, up-to-grade products良品defective products, notup-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part來件不良exposed metal/bare metal金屬裸露excessive defect過多的缺陷critical defect極嚴重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合規格cosmetic defect外觀不良lack of painting烤漆不到位slipped screw head/slippery slipped thread滑絲missing part漏件wrong part錯件oxidation氧化defective threading抽芽不良poor staking鉚合不良deficient purchase來料不良deficient manufacturing procedure 制程不良cosmetic inspection外觀檢查inner parts inspection內部檢查blister 氣泡angular offset 角度偏差dent 壓痕scratch 刮傷deformation 變形filings 鐵削defective label 不良標簽abrasion 磨損Breaking. (be)broken,(be)cracked斷裂short射料不足nick缺口speck瑕疪shine亮班splay 銀紋gas mark焦痕delaminating起鱗speckle斑點mildewed =moldy = mouldy發霉deformation變形burr(金屬)flash(塑件)毛邊poor staking鉚合不良excessive gap間隙過大grease/oil stains油污inclusion雜質shrinking/shrinkage縮水mixed color雜色fold of packaging belt打包帶折皺painting make-up補漆discoloration羿色water spots水漬impurity 雜質Mismatch 錯位failure, trouble 故障deformation 變形rust 生銹peel 脫漆Shrink 縮水Contamination 臟污water spots 水漬Gap 間隙label error 標簽錯誤Missing label 漏貼rejection criteria 拒收標准Suspected rejects 可疑庇abrasion 損傷、磨損Texture surface 印花紋表面Streak 條紋stains 污點Blotch 斑點discoloration 脫色Inclusion 雜質slug mark 壓痕dirt grime 灰塵blush 毛邊薄膜sink 下凹Hickey 漏漆labels and logos 貼紙與商標Configuration labels 組合貼紙corrugated container 瓦擺紙箱Delaminating 脫層splattering 散點Gouge 銼孔puckering 折痕CMM Component module move 機動元件整合CEM Contract Manufaction service 合約委托代工IBSC Internet Business Solution Center 國際互聯網應用中心PCEG Personal Computer Enclosure group 個人電腦外設事業群(FOXTEQ)CCBG Connector&cable business groupCPBG Competition business groupESBG Enterprise system business group 鴻富錦事業群SABG system assembly business group 系統組裝事業群NWE Net Work EnclosureNSE Network system enclosureNSG Network system groupNFE Network flexible enclosureFoxcavity = HZ = Hong Zhun 鴻準Stamping tool shop I 沖模一廠Stamping tool shop II 沖模二廠Prototype workshop 樣品中心Steel factory 裁剪廠PCE molding tooling workshop PCE塑模廠Hua Nan test and measurement center 華南檢測中心MPE mobile phone enclosure MPEMBE mobile phone and notebook enclosure 明塑厂MGE Alloy magnesium alloy enclosure 鎂合金Engineer standard 工標Document center (database center)資料中心Design Center 設計中心Painting 烤漆(廠) Assembly組裝(廠)Stamping 沖壓(廠)Education and Training教育訓練proposal improvement/creative suggestion提案改善Technological exchange and study 技術交流研習會Technology and Development Committee 技術發展委員會BS Brain Storming 腦力激蕩QCC Quality Control Circle 品質圈PDCA Plan Do Check Action 計劃執行檢查總結DCC delivery control center 交貨管制中心3CComputer 電腦類產品Consumer electronics 消費性電子產品Communication 通訊類產品Core value(核心价值)Love 愛心Confidence 信心Decision 決心Corporate culture(公司文化)Integration 融合Responsibility 責任Progress 進步3T STRATEGYTime to market 及時切入生產Time to volume 及時大量生產Time to money 及時大量交貨FOUR CONTROL YSTEM 四大管制系統Engineering control system 工程管制系統Quality control system品質管制系統Manufacturing control system生產管制系統Management control system經營管制系統7SClassification整理(sorting, organization)-seiri Regulation整頓(arrangement, tidiness)-seiton Cleanliness清掃(sweeping, purity)-seiso Conservation清洁(cleaning, cleanliness)-seiktsu Culture教養(discipline)-shitsukeSave 節約Safety安全。
工业常用的英文缩写
工業常用的英文縮寫品質人員名稱類QC quality control 品質管理人員FQC final quality control 終點品質管制人員IPQC in process quality control 制程中的品質管制人員OQC output quality control 最終出貨品質管制人員IQC incoming quality control 進料品質管制人員TQC total quality control 全面質量管理POC passage quality control 段檢人員QA quality assurance 質量保證人員OQA output quality assurance 出貨質量保證人員QE quality engineering 品質工程人員新增:fool proof 防呆screen printing 網印品質保證類FAI first article inspection 新品首件檢查FAA first article assurance 首件確認CP capability index 能力指數CPK capability process index 模具製程能力參數SSQA standardized supplier quality audit 合格供應商品質評估FMEA failure model effectiveness analysis 失效模式分析FQC運作類AQL Acceptable Quality Level 運作類允收品質水準S/S Sample size 抽樣檢驗樣本大小ACC Accept 允收REE Reject 拒收CR Critical 極嚴重的MAJ Major 主要的MIN Minor 輕微的Q/R/S Quality/Reliability/Service 品質/可靠度/服務P/N Part Number 料號L/N Lot Number 批號AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件檢查報告PPM Percent Per Million 百萬分之一制程統計品管專類SPC Statistical Process Control 統計製程管制SQC Statistical Quality Control 統計品質管制GRR Gauge Reproductiveness & Repeatability 量具之再制性及重測性判斷量可靠與否DIM Dimension 尺寸DIA Diameter 直徑N Number 樣品數其它品質術語類QIT Quality Improvement Team 品質改善小組ZD Zero Defect 零缺點QI Quality Improvement 品質改善QP Quality Policy 目標方針TQM Total Quality Management 全面品質管理RMA Return Material Audit 退料認可7QCTools 7 Quality Control Tools 品管七大手法通用之件類ECN Engineering Change Notice 工程變更通知(供應商)ECO Engineering Change Order 工程改動要求(客戶)PCN Process Change Notice 工序改動通知PMP Product Management Plan 生產管制計劃SIP Standard Inspection Procedure 製程檢驗標準程序SOP Standard Operation Procedure 製造作業規範IS Inspection Specification 成品檢驗規範BOM Bill Of Material 物料清單PS Package Specification 包裝規範SPEC Specification 規格DWG Drawing 圖面系統文件類ES Engineering Standard 工程標準CGOO China General PCE龍華廠文件IWS International Workman Standard 工藝標準ISO International Standard Organization 國際標準化組織GS General Specification 一般規格部類PMC Production & Material Control 生產和物料控制PCC Product control center 生產管制中心PPC Production Plan Control 生產計劃控制MC Material Control 物料控制DC Document Center 資料中心QE Quality Engineering 品質工程(部)QA Quality Assurance 品質保證(處)QC Quality Control 品質管制(課)PD Product Department 生產部LAB Laboratory 實驗室IE Industrial Engineering 工業工程R&D Research & Design 設計開發部生產類PCs Pieces 個(根,塊等)PRS Pairs 雙(對等)CTN Carton 卡通箱PAL Pallet/skid 棧板PO Purchasing Order 采購訂單MO Manufacture Order 生產單D/C Date Code 生產日期碼ID/C Identification Code (供應商)識別碼SWR Special Work Request 特殊工作需求L/N Lot Number 批號P/N Part Number 料號OEM Original Equipment Manufacture 原設備製造PC Personal Computer 個人電腦CPU Central Processing Unit 中央處理器A.S.A.P As Soon As Possible 盡可能快的E-MAIL Electrical-Mail 電子郵件N/A Not Applicable 不適用QTY Quantity 數量I/O input/output 輸入/輸出NG Not Good 不行,不合格C=0 Critical=0 極嚴重不允許APP Approve 核準,認可,承認CHK Check 確認ASS'Y Assembly 裝配,組裝T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,財務,技術,時間(資源)SQA Strategy Quality Assurance 策略品質保證DQA Design Quality Assurance 設計品質保證MQA Manufacture Quality Assurance 製造品質保證SSQA Sales and service Quality Assurance 銷售及服務品質保證LRR Lot Reject Rate 批退率SPS Switching power supply 電源箱DT Desk Top 臥式(機箱)MT Mini-Tower 立式(機箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷電路板CAR Correction Action Report 改善報告NG Not Good 不良WDR Weekly Delivery Requirement 周出貨要求PPM Percent Per Million 百萬分之一TPM Total Production Maintenance 全面生產保養MRP Material Requirement Planning 物料需計劃OS Operation System 作業系統TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 電子音樂工業Electrical Magnetic Interference 電子干扰RFI Read Frequency Input 讀頻輸入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size LED lighting-emitting diode 發光二极管 QBR Quarter Business Record CIP Continuous improvement process FGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listPOPProcedure of packaging EOL End of life VDCSVender defect correcting sheet PDCSProcess defect correcting sheet GRN Goods receivingnote A/RAccounting receivable A/P Accounting payableMSN: modern@.twmodern@[楼 主] From: | Posted:2004-11-13 00:59|modern降龍十八掌级别: 论坛讲师精华: 0发帖: 1087威望: 39 点專業詞匯 通用類 president 董事長 operator 作業員 position 職務 general manager 總經理金钱: 0 RMB贡献值: 0 点注册时间:2004-10-20 最后登陆:2005-07-03 special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor副課長group leader組長line leader線長supervisor 課長responsible department負責單位Human Resources Department人力資源部Head count 人頭數production department生產部門planning department企劃部QC Section品管課stamping factory沖壓廠painting factory烤漆廠molding factory成型廠administration/general affairs dept./總務部production unit生產單位meeting minutes會議記錄distribution department分發單位subject主題conclusion結論decision items決議事項pre-fixed finishing date預定完成日Color management 顏色管理Visual management 目視管理production capacity生產力first count初盤first check初盤復櫂second count 復盤second check復盤復核quantity of physical inventory second count 復盤點數量physical inventory盤點數量physical count quantity帳面數量difference quantity差異量spare parts physical inventory list備品盤點清單cause analysis原因分析waste materials廢料description品名specification 規格model機種work order工令revision版次remark備注registration登記registration card登記卡to control管制application form for purchase請購單consume, consumption消耗to notify通知to fill in填寫to collect, to gather收集statistics統計cosmetic inspection standard 外觀檢驗規範computer case 電腦外殼(組件)personal computer enclosure 電腦機箱產品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上蓋 base pan 基座bezel 面板riser card 擴充卡flat cable 排線TOP driver cage 上磁架bottom driver cage 下磁架resin film 樹脂膜raw materials原料materials物料steel plate鋼板roll/coil material捲料spare parts =buffer備品plastic parts塑膠件sheet metal parts/stamping parts 沖件material check list物料檢查表finished product成品semi-finished product半成品good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods處理品warehouse/hub倉庫packing material包材basket蝴蝶竺plastic basket膠筐flow chart流程表單production tempo生產進度現狀lots of production生產批量manufacture procedure制程to revise, modify修訂to switch over to, switch—to, switching over切換engineering bottleneck, project difficulty工程瓶頸glove(s)手套glove(s) with exposed fingers割手套Band-Aid創可貼Industrial alcohol工業酒精broom掃把mop拖把vacuum cleaner吸塵器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison聯絡單rags抹布lamp holder燈架to mop the floor拖地to clean a table擦桌子air pipe 氣管delivery deadline交貨期die worker模工production, to produce生產equipment設備resistance電阻beacon警示燈coolant冷卻液crusher破碎機club car高爾夫球車plate電鍍power button電源按鍵reset button重置鍵forklift叉車Workshop traveler 天車trailer =long vehicle拖板車Hydraulic trolley手壓車hydraulic hand jack油壓板車casing = containerization裝箱velocity速度patent專利coordinate座標supply and demand供求career card履歷卡barricade隔板carton box紙箱to pull and stretch拉深work cell/work shop工作間sub-line支線bottleneck 瓶頸模具工程類plain die簡易模pierce die沖孔模forming die成型模progressive die連續模stage die工程模compound die復合模shearing die剪邊模riveting die鉚合模feature die公母模male die公模female die母模cavity型控母模core模心公模die change 換模to fix a die裝模to repair a die修模punch set上模座punch pad上墊板punch holder上夾板stripper pad脫料背板up stripper上脫料板upper plate上模板lower plate下模板die pad下墊板die holder下夾板die set下模座bottom block下墊腳bottom plate下托板(底板) upper supporting blank上承板upper padding plate blank上墊板top plate上托板(頂板)top block上墊腳stripping plate內外打(脫料板) outer stripper外脫料板inner stripper內脫料板lower stripper下脫料板punch沖頭insert入塊(嵌入件)deburring punch壓毛邊沖子groove punch壓線沖子stamped punch字模沖子round punch圓沖子special shape punch異形沖子bending block折刀roller滾軸baffle plate擋塊located block定位塊supporting block for location定位支承塊air cushion plate氣墊板air-cushion eject-rod氣墊頂桿trimming punch切邊沖子stiffening rib punch = stinger 加強筋衝子ribbon punch壓筋沖子reel-stretch punch卷圓壓平沖子guide plate定位板sliding block滑塊sliding dowel block滑塊固定塊die locker鎖模器pressure plate =plate pinch壓板thickness gauge厚薄規cutting die, blanking die沖裁模die block模塊folded block折彎塊sliding block滑塊location pin定位銷lifting pin頂料銷die plate, front board模板padding block墊塊stepping bar墊條panel board鑲塊to load a die裝上模具to unload a die 御模具active plate活動板lower sliding plate下滑塊板upper holder block上壓塊upper mid plate上中間板spring box彈簧箱spring-box eject-rod彈簧箱頂桿spring-box eject-plate彈簧箱頂板bushing block襯套cover plate蓋板guide pad導料塊pilot導正筒trim剪外邊pierce剪內邊pocket for the punch head挂鉤槽slug hole廢料孔radius半徑shim/wedge/heel/pad/spacer/gasket楔子torch-flame cut火焰切割set screw止付螺絲form block折刀round pierce punch =die button圓沖子shape punch =die insert異形子stock located block定位塊metal plate鈑金miller銑床grinder磨床tolerance公差score =groove壓線sliding block滑塊lathe車active plate活動板baffle plate擋塊cover plate蓋板groove punch壓線沖子air-cushion eject-rod氣墊頂桿spring-box eject-plate彈簧箱頂板capability能力parameter參數factor系數driller鉆床set up die架模height of die setting up架模高度analog-mode device類模器inner guiding post內導柱inner hexagon screw內六角螺釘dowel pin固定銷coil spring彈簧lifter pin頂料銷eq-height sleeves =spool等高套筒pin銷lifter guide pin浮升導料銷guide pin導正銷wire spring圓線彈簧outer guiding post外導柱stop screw止付螺絲located pin定位銷outer bush外導套press specification沖床規格die height閉模高度flow mark流痕welding mark溶合痕post screw insert螺紋套筒埋值self tapping screw自攻螺絲stripper plate脫料板piston活塞handle mold手持式模具flash mold溢流式模具positive mold擠壓式模具split mold分割式模具die lifter舉模器top stop上死點bottom stop下死點one stroke一行程to continue, cont.連動to grip(material)吸料location lump, locating piece, location block定位塊reset復位to file burr 銼毛刺embedded lump |in'bed| |l mp|鑲塊stamping-missing漏沖to tight a bolt擰緊螺栓to loosen a bolt擰鬆螺栓punched hole沖孔to cut edge =side cut =side scrap 切邊to bending折彎to pull, to stretch拉伸engraving, to engrave刻印stamping 油印to stake鉚合designing, to design設計design modification 設計脩改成gauge(or jig)治具pedal踩踏板stopper阻擋器flow board流水板torque扭矩spline =the multiple keys花鍵quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel鎢高速的moly high speed steel鉬高速的forming成型(抽凸,沖凸)draw hole抽孔bending折彎emboss凸點dome凸圓semi-shearing半剪stamp mark沖記號deburr or coin壓毛邊punch riveting沖壓鉚合side stretch側沖壓平reel stretch卷圓壓平groove壓線stamp letter沖字(料號)tick-mark nearside正面壓印tick-mark farside反面壓印沖壓類punch, press沖punching machine 沖床hydraulic machine油壓機jack升降機decoiler整平機manufacture management製造管理stamping, press沖壓feeder送料機rack, shelf, stack料架taker取料機to reverse material 翻料to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|報廢scrape ..v.刮;削robot機械手production line流水線packaging tool打包機packaging打包成型類well type蓄料井insulated runner絕緣澆道方式hot runner熱澆道runner plat澆道模塊valve gate閥門澆口band heater環帶狀的電熱器spindle閥針spear head鉋尖頭slag well冷料井cold slag冷料渣air vent排氣道welding line熔合痕eject pin頂出針knock pin頂出銷return pin回位銷反頂針sleeve套筒stripper plate脫料板insert core放置入子runner stripper plate澆道脫料板guide pin導銷eject rod (bar)(成型機)頂業捧subzero深冷處理three plate三極式模具runner system澆道系統stress crack應力電裂orientation定向sprue gate射料澆口,直澆口nozzle射嘴sprue lock pin料頭鉤銷(拉料杆) slag well冷料井side gate側澆口edge gate側緣澆口tab gate搭接澆口film gate薄膜澆口flash gate閘門澆口slit gate縫隙澆口fan gate扇形澆口dish gate因盤形澆口diaphragm gate隔膜澆口ring gate環形澆口submarine gate潛入式澆口tunnel gate隧道式澆口pin gate針點澆口runner less無澆道sprue less 無射料管方式long nozzle延長噴嘴方式spur澆口;溶waste廢料board看板sliding rack滑料架to impose lines壓線to compress, compressing壓縮character die字模to feed, feeding送料material change, stock change材料變更feature change 特性變更prepare for, make preparations for 準備rotating speed, revolution轉速abnormal handling異常處理組裝類Assembly line組裝線Layout布置圖Conveyer流水線運輸帶Rivet machine拉釘機Rivet gun拉釘槍Screw driver起子Electric screw driver電動起子Hydraulic machine 液壓機Pneumatic screw driver氣動起子automation自動化to stake, staking, riveting鉚合add lubricant oil加潤滑油argon welding氬焊cylinder油缸robot機械手conveying belt輸送帶transmission rack輸送架to draw holes抽孔bolt螺栓nut 螺母screw 螺絲identification tag標示單screwdriver plug起子插座automatic screwdriver電動啟子to move, to carry, to handle搬運be put in storage入庫packing包裝staker = riveting machine鉚合機fit together組裝在一起fasten鎖緊(螺絲)fixture 夾具(治具)pallet/skid棧板barcode條碼barcode scanner條碼掃描器fuse together熔合fuse machine/heat stake熱熔機processing, to process加工delivery, to deliver 交貨to return delivery to. to send delivery back to return of goods退貨easily damaged parts易損件standard parts標準件to lubricate潤滑spring 彈簧spare tools location/buffer手工備品倉spare molds location模具備品倉tox machine自鉚機烤漆類phosphate皮膜化成viscosity涂料粘度alkalidipping脫脂main manifold主集流脈organic solvent有機溶劑demagnetization去磁;消磁high-speed transmission高速傳遞heat dissipation熱傳rack上料volatile揮發性degrease脫脂rinse水洗alkaline etch齡咬desmot剝黑膜D.I. rinse純水次Chromate鉻酸處理Anodize陽性處理seal封孔scraped products報放品disposed products處理品dismantle the die折模auxiliary function輔助功能heater band 加熱片thermocouple熱電偶derusting machine除銹機degate打澆口dryer烘干機induction感應induction light感應光response =reaction =interaction感應ram連杆edge finder巡邊器concave凸convex凹cold slug冷塊blush 導色gouge溝槽;鑿槽satin texture段面咬花witness line證示線grit沙礫granule =pellet =grain細粒sand blasting噴沙grit maker抽粒機cushion緩沖fillet鑲;嵌邊roller pin formality滾針形式cam driver鍘楔shank摸柄crank shaft曲柄軸品質類qualified products, up-to-grade products良品defective products, not up-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part來件不良exposed metal/bare metal金屬裸露excessive defect過多的缺陷critical defect極嚴重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合規格cosmetic defect外觀不良lack of painting烤漆不到位slipped screw head/slippery slipped thread滑絲missing part漏件wrong part錯件oxidation氧化defective threading抽芽不良poor staking鉚合不良deficient purchase來料不良deficient manufacturing procedure制程不良cosmetic inspection外觀檢查inner parts inspection內部檢查blister 氣泡angular offset 角度偏差dent 壓痕scratch 刮傷deformation 變形filings 鐵削defective label 不良標簽abrasion 磨損Breaking. (be)broken,(be)cracked 斷裂short射料不足nick缺口speck瑕疪shine亮班splay 銀紋gas mark焦痕delaminating起鱗speckle斑點mildewed =moldy = mouldy發霉deformation變形burr(金屬)flash(塑件)毛邊poor staking鉚合不良excessive gap間隙過大grease/oil stains油污inclusion雜質shrinking/shrinkage縮水mixed color雜色fold of packaging belt打包帶折皺painting make-up補漆discoloration羿色water spots水漬impurity 雜質Mismatch 錯位failure, trouble 故障deformation 變形rust 生銹peel 脫漆Shrink 縮水Contamination 臟污water spots 水漬Gap 間隙label error 標簽錯誤Missing label 漏貼rejection criteria 拒收標准Suspected rejects 可疑庇abrasion 損傷、磨損Texture surface 印花紋表面Streak 條紋stains 污點Blotch 斑點discoloration 脫色Inclusion 雜質slug mark 壓痕dirt grime 灰塵blush 毛邊薄膜sink 下凹Hickey 漏漆labels and logos 貼紙與商標Configuration labels 組合貼紙corrugated container 瓦擺紙箱Delaminating 脫層splattering 散點Gouge 銼孔puckering 折痕。
3 迈达斯海外应用案例 - Kapil-迈达斯 16-9

MIDAS Global ApplicationKAPIL DEV BANSALIntegrated work flowmidas GenMIDAS Complete Solution Frame + Wall •Axial + Flexure •Shear Design •Serviceability Check Slab• Flexure/Shear Design• Deflection Check Steel Design • Axial/Flexure/Shear Design• Lateral Torsion Buckling CheckMember Design •Pile Cap Design •Isolated pad footing Design •Steel connection Design•Base plate DesignMat Foundation• Flexure Design, Punching Check• Deflection Check Drawing Generation•Structural Drawings Integrated Solutionmidas Gen & midas Design +-Structure Modelling-High-end Analysis-Beam/Column Design-Slab Design midas Gen-Steel Connection Design -Base Plate Design -Stair case Design -Retaining Wall Design midas Design+ -Plan generation -Elevation drawings -Member schedule (.dwg) -Member detail (.dwg)Midas DShopmidas Gen in Global Market including Intl. codesDesign Codes in midas Genmidas in One Belt One Road Countries RC Design Steel DesignEurocode 2 & Eurocode 8 EurocodeBS8110 BS5950ACI318 AISC-ASD & AISC-LRFDIS:456 & IS:13920 IS:800CSA-A23.3 CSA-S16GB50010 GBJ17, GB50017AIJ-WSD AIJ-ASDTWN-USD TWN-ASD, LSDAIK-USD, WSD AIK-ASD, LSD, CFSDKSCE-USD KSCE-ASDGlobal ApplicationsBurj Khalifa•The structural system consists of a“buttressed” core, the hexagonal huband perimeter columns.•The primary structure is reinforcedconcrete.•To account for the time-dependenteffects, a comprehensive constructionsequence analysis incorporating theeffects of creep & shrinkage wasutilized to monitor and adjust for thetime-dependent behavior of thestructure. Kingdom/Jeddah Tower•Kingdom Tower utilizes a cast-in-placereinforced concrete bearing wallsystem.•The triangular footprint and slopedexterior of Jeddah Tower is designedto reduce wind loads.•midas Gen is used to perform columnshortening analysis for the structureincorporating time dependentmaterial effect•midas GTS NX is used for the sub-structure design for the structureSteel, RC and Seismic Designmidas GenConcrete DesignFooting Design Results Graphic Design ResultsDetailed Design Results P-M Curve by Column Tabular Design ResultsChange a steel sectionSteel DesignSection Classification Axial ResistanceShear ResistanceBending Resistance Lateral TorsionalBuckling Forces Interaction Design Report Tabular Results Detailed Report Graphic Report Graphical ResultsSeismic Design•Auto Search Principal Angle •Correction according to Damping Ratio •Interpolation of Spectral data[Earthquake Response spectrum] Principal Axes of a building are generally two mutually perpendicular horizontal directions in a plan of a building along which the geometry of the building is oriented. Direction in which the seismic load has the largest influence on the structure.X XYR xR YComplete SolutionDesign ToolElastic AnalysisAdvanced AnalysisDrawingComponent DesignAt OnceDetailedEasy implementationmidas GenAll in one solutionAnalysis DesignModelling ConcreteSteelbine various materials2.Eurocode automation3.Integrated pile cap design & connection designWhat made midas Gen a unique toolEasy to understand•Detail calculation report–Step-by-step calculation–Capacity parameters–Detailed equations used–Equation reference numberProject Detail Designmidas GenMARINA BAY SANDSMICECasinoTheaterArt MuseumRetail Sky ParkPodium(Atrium)HotelConstruction Sequence Analysis Construction Stage – L09 Construction Stage – L15 Construction Stage – L21Construction Stage – L30 Construction Stage – L55 Completed StructureStructure Analysis3D-model of the mainstructural systemTilted StructureVertical StructureStructure Analysis✓To reduce the stress due to self-weight, inclined structure usedPost-tensioning✓Cable Specifications:✓Cable Diameter: D=110mm✓Steel Material: BS(04) S355MK07 AT 19 TUAS AVENUE 20Project Specifications (Proposal & Dimensions)StructuralPlan(Phase 1 &Phase 2)Model Summary–The structure was modelled with concrete frame and steel truss roof–The modelling was done in one model–The complete process from modelling, analysis and design was completely integratedColor by materialSteelConcrete–The design reports were available in the various formats.–Detail design reports were compared with the hand calculations and the results were accurateDesign ReportsDesign of structural elements Drawings were generated directly using midas Package.Isolated Pile cap design using Design+ The design was completed using midas Design+Spreadsheets were used to cross check the designmidas Design+ helped to quickly and efficientlyidentify the grouping of the pile capsThe results of the spreadsheets were almost similarto the results obtained from midas Design+Pile cap section drawingBlock 435A•Tower Height = 36 m•Resting on combination of pad footings•Frame Structure•Following codes needed to be implemented:–SS EN 1990–SS EN 1991-1-1–SS EN 1991-1-4–SS EN 1992-1-1–SS EN 1993-1-1•Designed for:–Gravity Load–Lateral Wind Load–Lateral Seismic Load–Imperfection Load–Notional LoadLateral loads•Seismic Load–Ground Type: C–Peak Acceleration: 0.0178g–Eccentricity: Positive & Negative–Importance Factor: LowerSeismic Load Flow ChartDesign of structural elementsBeam DesignStructure design processColumn DesignFooting DesignWall DesignSteel Design•Overturning Check •Sliding Check•Bearing Capacity Check •Pad Structural Design• Section Classification •Axial Resistance •Shear Resistance •Bending Resistance •LTB Check•Force Interaction CheckSlab Design•Axial Force design•Flexure Design/P-M-M Interaction check •Shear design•Serviceability Limit State Design• Flexure Design •Shear Design•Stress Limit Check •Deflection Check •Crack Width Check•Axial Force design•Flexure Design/P-M-M Interaction check •Shear design•Serviceability Limit State Design•Flexure Design•One-way shear checkComponent DesignEklavya Tower•Tower Height = 42.8 m•Resting on pile raft foundation•Flat slab structure•Following codes needed to beimplemented:–IS:1875 (1987)–IS:1893 (2002)–IS:800-2007–IS:456-2000•Designed for:–Gravity Load–Lateral Wind Load–Static Seismic Load–Dynamic Seismic Load–Notional LoadLateral Loads•Wind Load–Wind Speed: 39 m/s–Terrain Category: III–Class of Structure: B•Seismic Load–Seismic Code: IS1893(2002)–Zone: III–Linear Dynamic Analysis–Base Shear equivalenceDesign of structural elementsPunching Shear Check by Force ResultBasic Rebar / Additional RebarDynamic Report GeneratorOffice building with car parkModelling Challenges–Ramps for Car Parking–Concrete structure with curved steel roof–Basement walls–Ramps for Car Parking–RC & Steel design–Punching Shear check for slab designStupa (Thailand)Model Challenges–Dome Structure–Wind load application–Quick generation of the structureUnderground Water TankModel Challenges–Soil load on tank wall–Hydrostatic Pressure Load–Stress Integration–Slab & Wall designBuilding with Flat SlabModel Challenges–Large model size–Modelling of Stair Case–Long Analysis time–Design of circular columnCrane GirderModel Challenges–Crane Load–Pile reaction–Steel design as per SS EN–Pile cap designMall building with flat slabModel Challenges–Flat plate structure–Large size of structure–Irregular shaped slab designIndustrial Structure with RC ColumnsModel Challenges–Integrated design of steel & concreteelements of structure–Wind load on steel truss–Load of sheeting on steel truss–Steel design–Concrete design–Isolated Pad foundation designTwin Star TaiwanModel Challenges–Large model size–Lateral load on multiple tower–Story drift for each tower separately–Soil pressure on underground wall–Response Spectrum Analysis–Total shear force for the base moduleSummary•Intuitive user interface that helps to model various structures conveniently •International codes are available with midas Gen•Complete design solution for RC and Steel structures•Transparent design results that help to understand the design procedure •Uniform working procedure for all codes谢谢。
Advanced Structural Analysis and Design
Advanced Structural Analysis and Design Advanced Structural Analysis and Design is a field that encompasses the design and analysis of structures that are subjected to various types of loads, such as gravity, wind, earthquake, and temperature. It is a critical field that requires a deep understanding of the behavior of different materials, such as concrete, steel, and timber, under different loading conditions. In this essay, I will discuss the various challenges and requirements of advanced structural analysis and designfrom multiple perspectives. From the perspective of a structural engineer, advanced structural analysis and design require a deep understanding of the principles of mechanics, mathematics, and physics. Structural engineers need to be able to analyze the behavior of different materials and structures under various loading conditions and design structures that can withstand these loads. They need to be familiar with various design codes and standards, such as the American Concrete Institute (ACI) and the American Institute of Steel Construction (AISC), and ensure that their designs comply with these codes. From the perspective of a construction manager, advanced structural analysis and design require careful planning and coordination. Construction managers need to ensure that the design is constructible and that the construction process is efficient and safe. They needto work closely with the structural engineer to ensure that the design is feasible and that the construction process does not compromise the safety and integrity of the structure. From the perspective of a building owner, advanced structural analysis and design require a balance between cost, safety, and aesthetics. Building owners need to ensure that the structure is safe and meets all applicable codes and standards, but they also need to consider the cost of construction and the aesthetic value of the structure. They need to work closely with thestructural engineer and the architect to ensure that the design meets their needs and expectations. From the perspective of a material supplier, advancedstructural analysis and design require the production of high-quality materialsthat meet the specifications and requirements of the structural engineer. Material suppliers need to ensure that their products are reliable and consistent and that they can provide the necessary technical support to the structural engineer during the design and construction process. From the perspective of a governmentregulator, advanced structural analysis and design require the enforcement of codes and standards that ensure the safety and integrity of structures. Government regulators need to ensure that the design and construction of structures comply with applicable codes and standards and that the structures are safe for the public to use. They also need to ensure that the structural engineer and the construction team are qualified and licensed to perform their respective roles. In conclusion, advanced structural analysis and design is a critical field that requires a deep understanding of the behavior of different materials andstructures under various loading conditions. It requires careful planning and coordination between the structural engineer, the construction manager, the building owner, the material supplier, and the government regulator. It also requires a balance between cost, safety, and aesthetics. Advanced structural analysis and design plays a crucial role in ensuring the safety and integrity of structures and the well-being of the public.。
富士康常用英语
Engineering control system
四大管制系統
Quality control system
Manufacturing control system
Management control system
工程管制系統 品質管制系統 生產管制系統 經營管制系統
第 1 页,共 8 页
OQC IQC TQC POC QA OQA QE
output quality control incoming quality control total quality control passage quality control quality assurance output quality assurance quality engineering
lighting-emitting diode 發光二极管
生產類
PCs PRS CTN PAL PO MO D/C ID/C SWR L/N P/N OEM PC CPU A.S.A.P E-MAIL N/A QTY I/O NG Pieces Pairs Carton Pallet/skid Purchasing Order Manufacture Order Date Code Identification Code Special Work Request Lot Number Part Number Original Equipment Manufacture Personal Computer Central Processing Unit As Soon As Possible Electrical-Mail Not Applicable Quantity input/output Not Good 個(根,塊等) 雙(對等) 卡通箱 棧板 采購訂單 生產單 生產日期碼 (供應商)識別碼 特殊工作需求 批號 料號 原設備製造 個人電腦 中央處理器 盡可能快的 電子郵件 不適用 數量 輸入/輸出 不行,不合格
富士康常用英语简写

deputy manager |'depjuti|
=vice manager副理
deputy supervisor =vice
supervisor副課長
group leader組長
line leader線長
supervisor課長
responsible department負責單位
Not Applicable不適用
Quantity數量
input/output輸入/輸出
Not Good不行,不合格
Critical=0極嚴重不允許
Approve核準,認可,承認
Check確認
Assembly裝配,組裝
True Position真位度
When, Where, Who, What, Why, How to
Manufacture Quality Assurance製造品質保證
Sales and service Quality Assurance銷售及服務品質保證Lot Reject Rate批退率
Switching power supply電源箱
Desk Top臥式(機箱)
DVD Digital Video Disk
OS Operation System
TBA To Be Assured
D/C Drawing Change
P/P Plans & Procedure
EMI Electrical-Music Industry
RFI Read Frequency Input
MMC Maximum Material Condition
Color management顏色管理
SOLIDWORKS 模具设计用户指南说明书
SOLIDWORKSMold Design Using SOLIDWORKS Dassault Systèmes SolidWorks Corporation175 Wyman StreetWaltham, MA 02451 U.S.A.© 1995-2022, Dassault Systemes SolidWorks Corporation, a Dassault Systèmes SE company, 175 Wyman Street, Waltham, Mass. 02451 USA. All Rights Reserved.The information and the software discussed in this document are subject to change without notice and are not commitments by Dassault Systemes SolidWorks Corporation (DS SolidWorks).No material may be reproduced or transmitted in any form or by any means, electronically or manually, for any purpose without the express written permission of DS SolidWorks.The software discussed in this document is furnished under a license and may be used or copied only in accordance with the terms of the license. All warranties given by DS SolidWorks as to the software and documentation are set forth in the license agreement, and nothing stated in, or implied by, this document or its contents shall be considered or deemed a modification or amendment of any terms, including warranties, in the license agreement.For a full list of the patents, trademarks, and third-party software contained in this release, please go to the Legal Notices in the SOLIDWORKS documentation.Restricted RightsThis clause applies to all acquisitions of Dassault Systèmes Offerings by or for the United States federal government, or by any prime contractor or subcontractor (at any tier) under any contract, grant, cooperative agreement or other activity with the federal government. The software, documentation and any other technical data provided hereunder is commercial in nature and developed solely at private expense. The Software is delivered as "Commercial Computer Software" as defined in DFARS 252.227-7014 (June 1995) or as a "Commercial Item" as defined in FAR 2.101(a) and as such is provided with only such rights as are provided in Dassault Systèmes standard commercial end user license agreement. Technical data is provided with limited rights only as provided in DFAR 252.227-7015 (Nov. 1995) or FAR 52.227-14 (June 1987), whichever is applicable. The terms and conditions of the Dassault Systèmes standard commercial end user license agreement shall pertain to the United States government's use and disclosure of this software, and shall supersede any conflicting contractual terms and conditions. If the DS standard commercial license fails to meet the United States government's needs or is inconsistent in any respect with United States Federal law, the United States government agrees to return this software, unused, to DS. The following additional statement applies only to acquisitions governed by DFARS Subpart 227.4 (October 1988): "Restricted Rights - use, duplication and disclosure by the Government is subject to restrictions as set forth in subparagraph (c)(l)(ii) of the Rights in Technical Data and Computer Software clause at DFARS 252-227-7013 (Oct. 1988)."In the event that you receive a request from any agency of the U.S. Government to provide Software with rights beyond those set forth above, you will notify DS SolidWorks of the scope of the request and DS SolidWorks will have five (5) business days to, in its sole discretion, accept or reject such request. Contractor/ Manufacturer: Dassault Systemes SolidWorks Corporation, 175 Wyman Street, Waltham, Massachusetts 02451 USA.Document Number: PMT2305-ENGContents IntroductionAbout This Course . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Prerequisites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Course Design Philosophy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Using this Book . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Laboratory Exercises . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3A Note About Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Conventions Used in this Book . . . . . . . . . . . . . . . . . . . . . . . . . . . 3About the Training Files. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Training Templates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Windows. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Use of Color . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5Color Schemes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5SOLIDWORKS Plastics. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6More SOLIDWORKS Training Resources. . . . . . . . . . . . . . . . . . . . . . 6Local User Groups . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Lesson 1Surface Concepts and Imported GeometryCourse Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Surfaces in Mold Design. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83D Model Types . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Wireframe Models . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Surface Models. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Solid Models. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Geometry vs Topology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9What is a Solid? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Euler’s Formula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11iContents SOLIDWORKSii Behind the Scenes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 Adjusting FeatureManager Settings . . . . . . . . . . . . . . . . . . . . . . . 12 Extruded Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 Turning on the Surfaces Toolbar . . . . . . . . . . . . . . . . . . . . . . . . . 13 Planar Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 Trim Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 Untrim Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 Face Curves and Mesh Preview . . . . . . . . . . . . . . . . . . . . . . . . . . 17 Surface Types. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 Four-Sided Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Knit Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Gap Control. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 Creating Solids from Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 Create Solid. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 Thicken. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 Summary. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Decomposing a Solid into Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Delete Face. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Additional Surface Concepts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Boolean Operations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Edges vs. Holes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Surfaces Concepts Takeaways . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 Importing and Mold Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 Modeling Kernels. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 Contents of a CAD File . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 File Formats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 Format Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 File Translation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 Why Do Imports Fail? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 SOLIDWORKS Import Options. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 3D Interconnect for Native File Formats . . . . . . . . . . . . . . . . . . . 30 3D Interconnect for Neutral File Formats. . . . . . . . . . . . . . . . . . . 31 Case Study: Importing a STEP File . . . . . . . . . . . . . . . . . . . . . . . . . . 31 Import Diagnostics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 Addressing Errors in 3D Interconnect Imports. . . . . . . . . . . . . . . 34 Another Option. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 Comparing Geometry. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37 Addressing Translation Errors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 Repairing and Editing Imported Geometry . . . . . . . . . . . . . . . . . . . . 39 Check Entity. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 Display Curvature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42 Patching Strategies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 Filled Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 Another Strategy. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46SOLIDWORKS ContentsProcedure for Rebuilding Fillets. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Making Copies of Faces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Offset Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Extend Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Editing Imported Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Delete Hole. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Exercise 1: Import Diagnosis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Exercise 2: Using Import Surface and Replace Face . . . . . . . . . . . . . 58 Lesson 2Core and CavityCore and Cavity Mold Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Steps in the Mold Design Process. . . . . . . . . . . . . . . . . . . . . . . . . 62Summary of Steps. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64SOLIDWORKS Mold Tools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Case Study: Camera Body . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Mold Analysis Tools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65GPU-based Processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Analyzing Draft on a Model. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65What is Draft?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Determining the Direction of Pull . . . . . . . . . . . . . . . . . . . . . . . . 66Using the Draft Analysis Tool . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Positive and Negative Draft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Requires Draft. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Draft Analysis Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Gradual Transition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Face Classification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Find Steep Faces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Adding Draft. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70Scaling the Model. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Establish the Parting Lines. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Parting Lines Options. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Manual Parting Lines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Shut-Off Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Shut-off Surface Patch Types. . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Manual Shut-off Surfaces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Creating the Parting Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Parting Surfaces Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Smoothing the Parting Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . 80Surface Bodies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Creating the Mold Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83Tooling Split. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83Seeing Inside the Mold. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85Interlocking the Mold Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86Creating Interlock Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86Creating Part and Assembly Files. . . . . . . . . . . . . . . . . . . . . . . . . . . . 88Completing the Mold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89iiiContents SOLIDWORKSiv Exercise 3: Casting. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90 Exercise 4: Ribbed Part. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94 Exercise 5: Dustpan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Lesson 3Side Cores and PinsAdditional Mold Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110Additional Tooling Design Process . . . . . . . . . . . . . . . . . . . . . . 110Case Study: Power Saw Housing . . . . . . . . . . . . . . . . . . . . . . . . . . . 111Thickness Analysis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112Detecting Undercuts. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114Undercut Analysis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114Trapped Molding Areas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116Side Cores. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116Core Feature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116Feature Freeze. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117Lifters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120Core Pins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122Manual Selection Techniques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123Selection Tools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123The Message Pane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124Case Study: Mixer Base . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124Modifying Shut-Off Surfaces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127Manual Shut-Off Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127Manually Selecting Loops . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128Completing the Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133Exercise 6: Towing Mirror. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134Exercise 7: Completing the Mixer Base. . . . . . . . . . . . . . . . . . . . . . 141Exercise 8: Electrode Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150 Lesson 4Advanced Parting Line OptionsCase Study: Manual Parting Line. . . . . . . . . . . . . . . . . . . . . . . . . . . 158Using Split Faces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159Using Entities to Split. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160Case Study: Splitting a Part . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164Creating Ruled Surfaces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 166Exercise 9: Peeler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169 Lesson 5Creating Custom Surfaces for Mold DesignSurface Modeling for Mold Design . . . . . . . . . . . . . . . . . . . . . . . . . 176Case Study: Drill Bezel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 177Manual Interlock Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 178Using Select Partial Loop. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 179Ruled Surface Direction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 180Problem Areas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 182Creating the Parting Surface. . . . . . . . . . . . . . . . . . . . . . . . . . . . 184Organizing Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185SOLIDWORKS ContentsCase Study: Router Bottom . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 187Manual Parting Surface Techniques. . . . . . . . . . . . . . . . . . . . . . 190Organizing Manual Shut-off Surfaces . . . . . . . . . . . . . . . . . . . . 193Copying Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193Exercise 10: Power Strip. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 196Exercise 11: Router Top. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 200 Lesson 6Advanced Surfacing for Mold DesignSurface Modeling for Mold Design . . . . . . . . . . . . . . . . . . . . . . . . . 208The Mixer. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 208Case Study: Mixer Rear Housing. . . . . . . . . . . . . . . . . . . . . . . . . . . 209Manual Parting Surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 212Insert Mold Folders. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216Case Study: Mixer Handle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 219Manual Shut-off Surfaces. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 219No Fill Shut-off Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221Manual Side Cores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 228Exercise 12: Mixer Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 231Exercise 13: Fan Bezel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236 Lesson 7Alternative Methods for Mold DesignAlternate Methods for Mold Design. . . . . . . . . . . . . . . . . . . . . . . . . 248When to use Alternate Methods . . . . . . . . . . . . . . . . . . . . . . . . . 248Using Combine and Split . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 248Copying Bodies in Place. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 250Creating a Cavity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252Case Study: Cavity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252Case Study: Using Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 255Techniques for Mold Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 258Using the Up To Surface Method. . . . . . . . . . . . . . . . . . . . . . . . 258Using the Split Method. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259Exercise 14: Peeler Using Combine. . . . . . . . . . . . . . . . . . . . . . . . . 261Exercise 15: Handle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265Exercise 16: Filter. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269 Lesson 8Reusable DataReusing Data. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 280Library Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 280Smart Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2803DEXPERIENCE Marketplace . . . . . . . . . . . . . . . . . . . . . . . . . 280Task Pane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 281SOLIDWORKS Resources. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 281Design Library . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282Essentials of Using the Design Library . . . . . . . . . . . . . . . . . . . 283Folder Graphics. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 283Main Directory Structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284vContents SOLIDWORKSvi File Explorer. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 286 Library Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287 Two Techniques for Locating. . . . . . . . . . . . . . . . . . . . . . . . . . . 287 Case Study: Create A Library Feature . . . . . . . . . . . . . . . . . . . . . . . 287 Library Feature Characteristics. . . . . . . . . . . . . . . . . . . . . . . . . . 291 Organizing Library Feature Part Dimensions. . . . . . . . . . . . . . . 293 Replacing Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293 Renaming Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293 Sorting Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294 Configurations in Library Features. . . . . . . . . . . . . . . . . . . . . . . . . . 297 Case Study: Water Line. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 297 Creating Library Features from Existing Parts. . . . . . . . . . . . . . 301 Smart Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 301 Create the Defining Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . 301 Make Smart Component. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304 Inserting the Smart Component . . . . . . . . . . . . . . . . . . . . . . . . . 305 Inserting Smart Features. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305 Exercise 17: Smart Components. . . . . . . . . . . . . . . . . . . . . . . . . . . . 309 Exercise 18: Complete Mold Insert Project . . . . . . . . . . . . . . . . . . . 310 Developing a Plan. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 311 Modeling Repairs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313 Runners and Gates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 321 Side Cores. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 322 Ejector Pins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 327 Core Pins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 328 Creating Individual Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 331Lesson 9Completing the Mold BaseCase Study: Mold Base. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334Organizing the Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 336Assembly Structure Editing . . . . . . . . . . . . . . . . . . . . . . . . . . . . 336Modifying the Lifters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 341Lifter Motion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343Ejector Pins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 346Adding the Bezel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 347Cooling the Mold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 350Making the Drawing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 356Making Changes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 357Completing the Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 361。
U形管换热器尾部支撑结构的应用
U形管换热器尾部支撑结构的应用董玉群 (中国石化工程建设公司北京100101) 摘要:针对U 形管换热器尾部无支撑跨距大于 GB 151 规定的最大无支撑跨距时,U 形管尾部如何支撑问题,介绍了石化装置建设工程中常用的2 种结构形式,并对不同结构形式的制作过程进行了介绍,对其优缺点进行了比较。
关键词: U 形管换热器; 尾部; 支撑结构 1 问题的提出 GB 151 - 1999《管壳式换热器》对 U 形管换热器尾部支撑提出了的要求是 [ 1 ] : U 形管换热器中,靠近弯管段起支撑作用的折流板(图1) ,结构尺寸 A + B + C之和应不大于最大无支撑跨距(见 GB 151 - 1999 表42) ,超过表中数值时,应在弯管部分加特殊支撑。
在工程实际中,结构尺寸 A + B + C 之和大于 GB 151 规定的最大无支撑跨距的情况时有发生, 但 GB151 并没有给出“特殊支撑”的具体结构,较难处理;笔者提供了2 种“特殊支撑”结构形式。
2 支撑结构所谓特殊支撑结构,就是将所有换热管尾部通过一定的方式连接起来,减少各换热管之间由于流体冲击而产生振动和碰撞,避免管束产生破坏。
本文介绍2 种在工程中应用过的“特殊支撑” 结构,均以<19 的换热管按正三角形排列为例,换热管间距25mm ,最内排 U 形管弯曲半径40 mm。
2. 1 A型支撑结构由内往外,在相邻两排 U 形管弯曲部分之间, 并排插入 2 根直径为 8 mm 的圆钢(见图 2、图 3 的 A - A 剖面图给出了较多层管束时的情况,且图3 仅绘制了一半,另一半以B - B 轴对称) ,在管束外将所有圆钢用 2 块扁钢(夹持板) 进行固定, 以达到固定换热管的目的。
因相邻 2 排换热管外壁距离仅 2. 65 mm ,为了能够插入圆钢,需要将外层换热管的直管段长度增加 6 mm。
具体制造过程为,由内往外,每安装一层 U 形管,插入 2 根圆钢,直到最外层换热管配管技术石油化工设计 Pet rochemical Design 2009 ,26 (1) 56~57 安装完毕,最后将所有圆钢端部都焊接在夹持板上,达到固定圆钢的目的。
Mechanical Design and Manufacturing
Mechanical Design and ManufacturingAs a mechanical design and manufacturing expert, I understand the importance of creating innovative and efficient solutions to meet the needs of various industries. One of the key challenges in this field is ensuring that the design and manufacturing processes are both cost-effective and produce high-quality products. This requires a deep understanding of materials, production techniques, and the ability to think creatively to solve complex problems. When it comes to mechanical design, one of the main considerations is ensuring that the product is both functional and aesthetically pleasing. This involves carefully considering the form, fit, and function of the product, as well as the materials and manufacturing processes that will be used. It's important to strike a balance between these factors to create a product that not only meets the technical requirements but also appeals to the end user. In addition to the design aspect, manufacturing plays a crucial role in the overall success of a product. The manufacturing process must be carefully planned and executed to ensure that the product is produced efficiently and with high quality. This involves selecting the right production methods, optimizing the production line, and continuously improving processes to minimize waste and reduce costs. One of the biggest challenges in mechanical design and manufacturing is staying ahead of the curve in terms of technology and innovation. With rapid advancements in materials, automation, and digital manufacturing, it's crucial to constantly adapt and evolve to remain competitive. This requires a proactive approach to research and development, as well as a willingness to embrace new technologies and methodologies. Another important aspect to consider is the environmental impact of the design and manufacturing processes. Sustainable design and manufacturing practices are becoming increasingly important, and it's essential for mechanical designers and manufacturers to consider the lifecycle of their products, as well as the environmental impact of the materials and processes used. From a business perspective, it's also important to consider the cost implications of design and manufacturing decisions. Balancing the need for high-quality products with the need to keep costs down is a constant challenge. This requires careful cost analysis, value engineering, and a deep understanding of the market and customerneeds. In conclusion, the field of mechanical design and manufacturing is a complex and challenging one, requiring a deep understanding of technical, creative, and business aspects. By carefully considering the design, manufacturing, technological, environmental, and cost factors, it's possible to create innovative and efficient solutions that meet the needs of various industries. It's anexciting and dynamic field that requires constant learning and adaptation to stay ahead of the curve.。
工业常用的英文缩写
工業常用的英文縮寫2010/02/06 10:24:12瀏覽6631|回應1|推薦3品質人員名稱類QC quality control 品質管理人員FQC final quality control 終點品質管制人員IPQC in process quality control 制程中的品質管制人員OQC output quality control 最終出貨品質管制人員IQC incoming quality control 進料品質管制人員TQC total quality control 全面質量管理POC passage quality control 段檢人員QA quality assurance 質量保證人員OQA output quality assurance 出貨質量保證人員QE quality engineering 品質工程人員品質保證類FAI first article inspection 新品首件檢查FAA first article assurance 首件確認CP capability index 能力指數CPK capability process index 模具製程能力參數SSQA standardized supplier quality audit 合格供應商品質評估FMEA failure model effectiveness analysis 失效模式分析FQC運作類AQL Acceptable Quality Level 運作類允收品質水準S/S Sample size 抽樣檢驗樣本大小ACC Accept 允收REE Reject 拒收CR Critical 極嚴重的MAJ Major 主要的MIN Minor 輕微的Q/R/S Quality/Reliability/Service 品質/可靠度/服務P/N Part Number 料號L/N Lot Number 批號AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件檢查報告PPM Percent Per Million 百萬分之一制程統計品管專類SPC Statistical Process Control 統計製程管制SQC Statistical Quality Control 統計品質管制GRR Gauge Reproductiveness & Repeatability 量具之再制性及重測性判斷量可靠與否DIM Dimension 尺寸DIA Diameter 直徑N Number 樣品數其它品質術語類QIT Quality Improvement Team 品質改善小組ZD Zero Defect 零缺點QI Quality Improvement 品質改善QP Quality Policy 目標方針TQM Total Quality Management 全面品質管理RMA Return Material Audit 退料認可7QCTools 7 Quality Control Tools 品管七大手法通用之件類ECN Engineering Change Notice 工程變更通知(供應商)ECO Engineering Change Order 工程改動要求(客戶)PCN Process Change Notice 工序改動通知PMP Product Management Plan 生產管制計劃SIP Standard Inspection Procedure 製程檢驗標準程序SOP Standard Operation Procedure 製造作業規範IS Inspection Specification 成品檢驗規範BOM Bill Of Material 物料清單PS Package Specification 包裝規範SPEC Specification 規格DWG Drawing 圖面系統文件類ES Engineering Standard 工程標準CGOO China General PCE龍華廠文件IWS International Workman Standard 工藝標準ISO International Standard Organization 國際標準化組織GS General Specification 一般規格部類PMC Production & Material Control 生產和物料控制PCC Product control center 生產管制中心PPC Production Plan Control 生產計劃控制MC Material Control 物料控制DC Document Center 資料中心QE Quality Engineering 品質工程(部)QA Quality Assurance 品質保證(處)QC Quality Control 品質管制(課)PD Product Department 生產部LAB Laboratory 實驗室IE Industrial Engineering 工業工程R&D Research & Design 設計開發部生產類PCs Pieces 個(根,塊等)PRS Pairs 雙(對等)CTN Carton 卡通箱PAL Pallet/skid 棧板PO Purchasing Order 采購訂單MO Manufacture Order 生產單D/C Date Code 生產日期碼ID/C Identification Code (供應商)識別碼SWR Special Work Request 特殊工作需求L/N Lot Number 批號P/N Part Number 料號OEM Original Equipment Manufacture 原設備製造PC Personal Computer 個人電腦CPU Central Processing Unit 中央處理器A.S.A.P As Soon As Possible 盡可能快的E-MAIL Electrical-Mail 電子郵件N/A Not Applicable 不適用QTY Quantity 數量I/O input/output 輸入/輸出NG Not Good 不行,不合格C=0 Critical=0 極嚴重不允許APP Approve 核準,認可,承認CHK Check 確認ASS'Y Assembly 裝配,組裝T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,財務,技術,時間(資源)SQA Strategy Quality Assurance 策略品質保證DQA Design Quality Assurance 設計品質保證MQA Manufacture Quality Assurance 製造品質保證SSQA Sales and service Quality Assurance 銷售及服務品質保證LRR Lot Reject Rate 批退率SPS Switching power supply 電源箱DT Desk Top 臥式(機箱)MT Mini-Tower 立式(機箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷電路板CAR Correction Action Report 改善報告NG Not Good 不良WDR Weekly Delivery Requirement 周出貨要求PPM Percent Per Million 百萬分之一TPM Total Production Maintenance 全面生產保養MRP Material Requirement Planning 物料需計劃OS Operation System 作業系統TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 電子音樂工業Electrical Magnetic Interference 電子干扰RFI Read Frequency Input 讀頻輸入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 發光二极管QBR Quarter Business RecordCIP Continuous improvement process FGI Forecasted Goal InventoryCNC Computerized numeral controller B2C Business to customerB2B Business to businessA VL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheet PDCS Process defect correcting sheet GRN Goods receiving noteA/R Accounting receivableA/P Accounting payable專業詞匯通用類president董事長operator作業員position職務general manager總經理special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor副課長group leader組長line leader線長supervisor 課長responsible department負責單位Human Resources Department人力資源部Head count 人頭數production department生產部門planning department企劃部QC Section品管課stamping factory沖壓廠painting factory烤漆廠molding factory成型廠administration/general affairs dept./總務部production unit生產單位meeting minutes會議記錄distribution department分發單位subject主題conclusion結論decision items決議事項pre-fixed finishing date預定完成日Color management 顏色管理Visual management 目視管理production capacity生產力first count初盤first check初盤復櫂second count 復盤second check復盤復核quantity of physical inventory second count 復盤點數量physical inventory盤點數量physical count quantity帳面數量difference quantity差異量spare parts physical inventory list備品盤點清單cause analysis原因分析waste materials廢料description品名specification 規格model機種work order工令revision版次remark備注registration登記registration card登記卡to control管制application form for purchase請購單consume, consumption消耗to notify通知to fill in填寫to collect, to gather收集statistics統計cosmetic inspection standard 外觀檢驗規範computer case 電腦外殼(組件)personal computer enclosure 電腦機箱產品front plate前板rear plate后板chassis |'∫?si| 基座bezel panel面板Hood 上蓋?base pan 基座bezel 面板riser card 擴充卡flat cable 排線TOP driver cage 上磁架bottom driver cage 下磁架resin film 樹脂膜raw materials原料materials物料steel plate鋼板roll/coil material捲料spare parts =buffer備品plastic parts塑膠件sheet metal parts/stamping parts 沖件material check list物料檢查表finished product成品semi-finished product半成品good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods處理品warehouse/hub倉庫packing material包材basket蝴蝶竺plastic basket膠筐flow chart流程表單production tempo生產進度現狀lots of production生產批量manufacture procedure制程to revise, modify修訂to switch over to, switch—to, switching over切換engineering bottleneck, project difficulty工程瓶頸glove(s)手套glove(s) with exposed fingers割手套Band-Aid創可貼Industrial alcohol工業酒精broom掃把mop拖把vacuum cleaner吸塵器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison聯絡單rags抹布lamp holder燈架to mop the floor拖地to clean a table擦桌子air pipe 氣管delivery deadline交貨期die worker模工production, to produce生產equipment設備resistance電阻beacon警示燈coolant冷卻液crusher破碎機club car高爾夫球車plate電鍍power button電源按鍵reset button重置鍵forklift叉車Workshop traveler 天車trailer =long vehicle拖板車Hydraulic trolley手壓車hydraulic hand jack油壓板車casing = containerization裝箱velocity速度patent專利coordinate座標supply and demand供求career card履歷卡barricade隔板carton box紙箱to pull and stretch拉深work cell/work shop工作間sub-line支線bottleneck 瓶頸模具工程類plain die簡易模pierce die沖孔模forming die成型模progressive die連續模stage die工程模compound die復合模shearing die剪邊模riveting die鉚合模feature die公母模male die公模female die母模cavity型控母模core模心公模die change 換模to fix a die裝模to repair a die修模punch set上模座punch pad上墊板punch holder上夾板stripper pad脫料背板up stripper上脫料板upper plate上模板lower plate下模板die pad下墊板die holder下夾板die set下模座bottom block下墊腳bottom plate下托板(底板)upper supporting blank上承板upper padding plate blank上墊板top plate上托板(頂板)top block上墊腳stripping plate內外打(脫料板)outer stripper外脫料板inner stripper內脫料板lower stripper下脫料板punch沖頭insert入塊(嵌入件)deburring punch壓毛邊沖子groove punch壓線沖子stamped punch字模沖子round punch圓沖子special shape punch異形沖子bending block折刀roller滾軸baffle plate擋塊located block定位塊supporting block for location定位支承塊air cushion plate氣墊板air-cushion eject-rod氣墊頂桿trimming punch切邊沖子stiffening rib punch = stinger 加強筋衝子ribbon punch壓筋沖子reel-stretch punch卷圓壓平沖子guide plate定位板sliding block滑塊sliding dowel block滑塊固定塊die locker鎖模器pressure plate =plate pinch壓板thickness gauge厚薄規cutting die, blanking die沖裁模die block模塊folded block折彎塊sliding block滑塊location pin定位銷lifting pin頂料銷die plate, front board模板padding block墊塊stepping bar墊條panel board鑲塊to load a die裝上模具to unload a die 御模具active plate活動板lower sliding plate下滑塊板upper holder block上壓塊upper mid plate上中間板spring box彈簧箱spring-box eject-rod彈簧箱頂桿spring-box eject-plate彈簧箱頂板bushing block襯套cover plate蓋板guide pad導料塊pilot導正筒trim剪外邊pierce剪內邊pocket for the punch head挂鉤槽slug hole廢料孔radius半徑shim/wedge/heel/pad/spacer/gasket楔子torch-flame cut火焰切割set screw止付螺絲form block折刀round pierce punch =die button圓沖子shape punch =die insert異形子stock located block定位塊metal plate鈑金miller銑床grinder磨床tolerance公差score =groove壓線sliding block滑塊lathe車active plate活動板baffle plate擋塊cover plate蓋板groove punch壓線沖子air-cushion eject-rod氣墊頂桿spring-box eject-plate彈簧箱頂板capability能力parameter參數factor系數driller鉆床set up die架模height of die setting up架模高度analog-mode device類模器inner guiding post內導柱inner hexagon screw內六角螺釘dowel pin固定銷coil spring彈簧lifter pin頂料銷eq-height sleeves =spool等高套筒pin銷lifter guide pin浮升導料銷guide pin導正銷wire spring圓線彈簧outer guiding post外導柱stop screw止付螺絲located pin定位銷outer bush外導套press specification沖床規格die height閉模高度flow mark流痕welding mark溶合痕post screw insert螺紋套筒埋值self tapping screw自攻螺絲stripper plate脫料板piston活塞handle mold手持式模具flash mold溢流式模具positive mold擠壓式模具split mold分割式模具die lifter舉模器top stop上死點bottom stop下死點one stroke一行程to continue, cont.連動to grip(material)吸料location lump, locating piece, location block定位塊reset復位to file burr 銼毛刺embedded lump |in'bed| |l?mp|鑲塊stamping-missing漏沖to tight a bolt擰緊螺栓to loosen a bolt擰鬆螺栓punched hole沖孔to cut edge =side cut =side scrap 切邊to bending折彎to pull, to stretch拉伸engraving, to engrave刻印stamping 油印to stake鉚合designing, to design設計design modification 設計脩改成gauge(or jig)治具pedal踩踏板stopper阻擋器flow board流水板torque扭矩spline =the multiple keys花鍵quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel鎢高速的moly high speed steel鉬高速的forming成型(抽击,沖击)draw hole抽孔bending折彎emboss击點dome击圓semi-shearing半剪stamp mark沖記號deburr or coin壓毛邊punch riveting沖壓鉚合side stretch側沖壓平reel stretch卷圓壓平groove壓線stamp letter沖字(料號)tick-mark nearside正面壓印tick-mark farside反面壓印沖壓類punch, press沖punching machine 沖床hydraulic machine油壓機jack升降機decoiler整平機manufacture management製造管理stamping, press沖壓feeder送料機rack, shelf, stack料架taker取料機to reverse material 翻料to load material上料to unload material卸料to return material/stock to退料scraped |'skr?pid|報廢scrape ..v.刮;削robot機械手production line流水線packaging tool打包機packaging打包成型類well type蓄料井insulated runner絕緣澆道方式hot runner熱澆道runner plat澆道模塊valve gate閥門澆口band heater環帶狀的電熱器spindle閥針spear head鉋尖頭slag well冷料井cold slag冷料渣air vent排氣道welding line熔合痕eject pin頂出針knock pin頂出銷return pin回位銷反頂針sleeve套筒stripper plate脫料板insert core放置入子runner stripper plate澆道脫料板guide pin導銷eject rod (bar)(成型機)頂業捧subzero深冷處理three plate三極式模具runner system澆道系統stress crack應力電裂orientation定向sprue gate射料澆口,直澆口nozzle射嘴sprue lock pin料頭鉤銷(拉料杆) slag well冷料井side gate側澆口edge gate側緣澆口tab gate搭接澆口film gate薄膜澆口flash gate閘門澆口slit gate縫隙澆口fan gate扇形澆口dish gate因盤形澆口diaphragm gate隔膜澆口ring gate環形澆口submarine gate潛入式澆口tunnel gate隧道式澆口pin gate針點澆口runner less無澆道sprue less 無射料管方式long nozzle延長噴嘴方式spur澆口;溶waste廢料board看板sliding rack滑料架to impose lines壓線to compress, compressing壓縮character die字模to feed, feeding送料material change, stock change材料變更feature change 特性變更prepare for, make preparations for 準備rotating speed, revolution轉速abnormal handling異常處理組裝類Assembly line組裝線Layout布置圖Conveyer流水線運輸帶Rivet machine拉釘機Rivet gun拉釘槍Screw driver起子Electric screw driver電動起子Hydraulic machine 液壓機Pneumatic screw driver氣動起子automation自動化to stake, staking, riveting鉚合add lubricant oil加潤滑油argon welding氬焊cylinder油缸robot機械手conveying belt輸送帶transmission rack輸送架to draw holes抽孔bolt螺栓nut 螺母screw 螺絲identification tag標示單screwdriver plug起子插座automatic screwdriver電動啟子to move, to carry, to handle搬運be put in storage入庫packing包裝staker = riveting machine鉚合機fit together組裝在一起fasten鎖緊(螺絲)fixture 夾具(治具)pallet/skid棧板barcode條碼barcode scanner條碼掃描器fuse together熔合fuse machine/heat stake熱熔機processing, to process加工delivery, to deliver 交貨to return delivery to. to send delivery back to return of goods退貨easily damaged parts易損件standard parts標準件to lubricate潤滑spring 彈簧spare tools location/buffer手工備品倉spare molds location模具備品倉tox machine自鉚機烤漆類phosphate皮膜化成viscosity涂料粘度alkalidipping脫脂main manifold主集流脈organic solvent有機溶劑demagnetization去磁;消磁high-speed transmission高速傳遞heat dissipation熱傳rack上料volatile揮發性degrease脫脂rinse水洗alkaline etch齡咬desmot剝黑膜D.I. rinse純水次Chromate鉻酸處理Anodize陽性處理seal封孔scraped products報放品disposed products處理品dismantle the die折模auxiliary function輔助功能heater band 加熱片thermocouple熱電偶derusting machine除銹機degate打澆口dryer烘干機induction感應induction light感應光response =reaction =interaction感應ram連杆edge finder巡邊器concave击convex凹cold slug冷塊blush 導色gouge溝槽;鑿槽satin texture段面咬花witness line證示線grit沙礫granule =pellet =grain細粒sand blasting噴沙grit maker抽粒機cushion緩沖fillet鑲;嵌邊roller pin formality滾針形式cam driver鍘楔shank摸柄crank shaft曲柄軸品質類qualified products, up-to-grade products良品defective products, not up-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part來件不良exposed metal/bare metal金屬裸露excessive defect過多的缺陷critical defect極嚴重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合規格cosmetic defect外觀不良lack of painting烤漆不到位slipped screw head/slippery slipped thread滑絲missing part漏件wrong part錯件oxidation氧化defective threading抽芽不良poor staking鉚合不良deficient purchase來料不良deficient manufacturing procedure制程不良cosmetic inspection外觀檢查inner parts inspection內部檢查blister 氣泡angular offset 角度偏差dent 壓痕scratch 刮傷deformation 變形filings 鐵削defective label 不良標簽abrasion 磨損Breaking. (be)broken,(be)cracked 斷裂short射料不足nick缺口speck瑕疪shine亮班splay 銀紋gas mark焦痕delaminating起鱗speckle斑點mildewed =moldy = mouldy發霉deformation變形burr(金屬)flash(塑件)毛邊poor staking鉚合不良excessive gap間隙過大grease/oil stains油污inclusion雜質shrinking/shrinkage縮水mixed color雜色fold of packaging belt打包帶折皺painting make-up補漆discoloration羿色water spots水漬impurity 雜質Mismatch 錯位failure, trouble 故障deformation 變形rust 生銹peel 脫漆Shrink 縮水Contamination 臟污water spots 水漬Gap 間隙label error 標簽錯誤Missing label 漏貼rejection criteria 拒收標准Suspected rejects 可疑庇abrasion 損傷、磨損Texture surface 印花紋表面Streak 條紋stains 污點Blotch 斑點discoloration 脫色Inclusion 雜質slug mark 壓痕dirt grime 灰塵blush 毛邊薄膜sink 下凹Hickey 漏漆labels and logos 貼紙與商標Configuration labels 組合貼紙corrugated container 瓦擺紙箱Delaminating 脫層splattering 散點Gouge 銼孔puckering 折痕。
公司英语
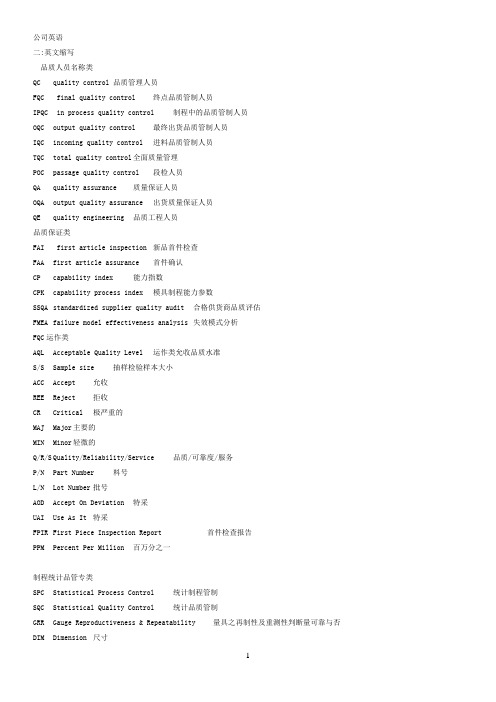
公司英语二:英文缩写品质人员名称类QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商品质评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 品质/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它品质术语类QIT Quality Improvement Team 品质改善小组ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准CGOO China General PCE龙华厂文件IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 品质管制(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Design Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Reject Rate 批退率SPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable三:专业词汇通用类president董事长operator作业员position职务general manager总经理special assistant 特助deputy manager |'depjuti| =vicemanager副理deputy supervisor =vice supervisor 副课长group leader组长line leader线长supervisor 课长responsible department负责单位Human Resources Department人力资源部Head count 人头数production department生产部门planning department企划部QC Section品管课stamping factory冲压厂painting factory烤漆厂molding factory成型厂administration/general affairs dept./总务部production unit生产单位meeting minutes会议记录distribution department分发单位subject主题conclusion结论decision items决议事项pre-fixed finishing date预定完成日Color management 颜色管理Visual management 目视管理production capacity生产力first count初盘first check初盘复棹second count 复盘second check复盘复核quantity of physical inventory second count 复盘点数量physical inventory盘点数量physical count quantity帐面数量difference quantity差异量spare parts physical inventory list 备品盘点清单cause analysis原因分析waste materials废料description品名specification 规格model机种work order工令revision版次remark备注registration登记registration card登记卡to control管制application form for purchase请购单consume, consumption消耗to notify通知to fill in填写to collect, to gather收集statistics统计cosmetic inspection standard 外观检验规范computer case 计算机外壳(组件)personal computer enclosure 计算机机箱产品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上盖base pan 基座bezel 面板riser card 扩充卡flat cable 排线TOP driver cage 上磁架bottom driver cage 下磁架resin film 树脂膜raw materials原料materials物料steel plate钢板roll/coil material卷料spare parts =buffer备品plastic parts塑料件sheet metal parts/stamping parts 冲件material check list物料检查表finished product成品semi-finished product半成品good product/accepted goods/accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库packing material包材basket蝴蝶竺plastic basket胶筐flow chart流程窗体production tempo生产进度现状lots of production生产批量manufacture procedure制程to revise, modify修订to switch over to, switch—to,switching over切换engineering bottleneck, projectdifficulty工程瓶颈glove(s)手套glove(s) with exposed fingers割手套Band-Aid创可贴Industrial alcohol工业酒精broom扫把mop拖把vacuum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison联络单rags抹布lamp holder灯架to mop the floor拖地to clean a table擦桌子air pipe 气管delivery deadline交货期die worker模工production, to produce生产equipment设备resistance电阻beacon警示灯coolant冷却液crusher破碎机club car高尔夫球车plate电镀power button电源按键reset button重置键forklift叉车Workshop traveler 天车trailer =long vehicle拖板车Hydraulic trolley手压车hydraulic hand jack油压板车casing = containerization装箱velocity速度patent专利coordinate坐标supply and demand供求career card履历卡barricade隔板carton box纸箱to pull and stretch拉深work cell/work shop工作间sub-line支线bottleneck瓶颈capability能力parameter参数factor系数gauge(or jig)治具tolerance 公差abnormal handling异常处理1.Howareyoudoing?(你好吗?)2.I'mdoinggreat.(我过得很好。
Experimental and numerical analysis of the

In recent years, several ÿnite element large strain formulations usually deÿned within the plasticity framework have been developed and applied to the analysis of this test under isothermal and non-isothermal conditions (see, e.g. [4,6–10]). Moreover, some of such formulations have been validated, generally under isothermal conditions, with experimental data considering cylindrical specimens of di erent materials. In contrast, there have been only few studies focused on the necking phenomenon of strips (see, e.g. [11,12]).
steel design
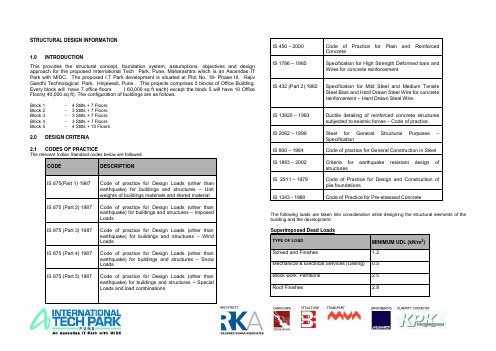
STRUCTURAL DESIGN INFORMATION1.0 INTRODUCTIONThis provides the structural concept, foundation system, assumptions, objectives and design approach for the proposed International Tech Park, Pune, Maharashtra which is an Ascendas IT Park with MIDC. The proposed I.T Park development is situated at Plot No. 18- Phase III, Rajiv Gandhi Technological Park, Hinjewadi, Pune . This projects comprises 5 blocks of Office Building. Every block will have 7 office floors ( 60,000 sq ft each) except the block 5 will have 10 Office Floors( 40,000 sq ft). The configuration of buildings are as follows.Block 1 - 4 Stilts + 7 FloorsBlock 2 - 3 Stilts + 7 FloorsBlock 3 - 3 Stilts + 7 FloorsBlock 4 - 3 Stilts + 7 FloorsBlock 5 - 4 Stilts + 10 Floors2.0 DESIGN CRITERIA2.1 CODES OF PRACTICEThe following loads are taken into consideration while designing the structural elements of the building and the development.2.2 LATERAL LOADSWind LoadsThe wind pressure shall be calculated based on the basic wind speed and other provisions laid in IS 875 (part 3) – 1987. The wind speed for Pune is 39m / secEarthquake LoadsPune is classified under Earthquake Zone III (Moderate) as per the latest classification.The loading due to earthquake shall be assessed based on the provisions of IS 1893 –2002.The design parameters adopted are as follows:Seismic Zone III with seismic zone factor Z = 0.16 (Moderate)BASE SHEARBase Shear for Static AnalysisAs per IS 1893:2002 , the total design lateral force or design seismic base shear (Vb) is determined by the following expression.Vb = Ah WWhere Ah is Design horizontal acceleration spectrum value using fundamental natural period and W is Seismic weight of the building.The Seismic weight is estimated based on Full dead load + 50 % Live Load.The Fundamental natural period of vibration ( Ta) in seconds of a RC building is estimated by using the following formulaTa = 0.075 h 0.75Where h is the height of building in metres.The height of building = 28mFundamental Natural Period = 0.913 SecFrom IS 1893: 2002 , Clause 6.4.2, Design horizontal seismic coefficientAh = Z I Sa 2 R g Where Z for Zone III = 0.16 I for Hotel Building = 1.0 R for Ordinary shear wall with Ordinary Moment Resisting Frame = 3.0 ( Table 7)Sa/g = 1.0 (Refer to IS 1893, page 16, Fig 2)Design horizontal seismic coefficient Ah = 0.027 Base Shear = 0.027 WSTATIC ANALYSISIS 1893: 2002 , Clause 7.7 , the base shear for static analysis computed as above isdistributed along the height of the building as per the following expression.Qi = Vb x Wi hi 2 XWj hj 2Where Qi = Design Lateral force at Floor Wi = Seismic Weight of FloorHi = Height of floor measured from baseThe total shear in any horizontal plane shall be distributed to various vertical elements of lateral force resisting system assuming the floors to be infinitely rigid in the horizontal plane by providing rigid horizontal diaphragm action. The shear forces are applied at every floor level at centre of mass. As per clause 6.3.2.1, since the lateral load resisting elements are oriented along orthogonal horizontal direction, the structure is designed for the effects due to full design earthquake load in one horizontal direction at time. For the analysis, full design earthquake load in X direction and Y direction to be considered separately.2.3 Load combinations The various loads shall be combined in accordance with the stipulations in IS 875 (Part 5) 1987 and IS 456: 2000. The structural elements will be checked and designed to resist the most critical forcesunder the following load combinations :Earth and hydrostatic pressures are considered as dead loads under the various loadcombinations if these are applicable.2.4 Deflection Criteria 2.4.1 Lateral Deflection (Wind) Overall Deflection < Height/500 Storey Deflection < Storey height/500 2.4.2 Lateral Deflection (Seismic)Overall Drift < H / 250 Storey Drift < 0.004 times storey height2.4.3 Vertical Deflection of Beams and Slabs due to Gravity LoadsTotal Deflection (DL + LL) < Span/250 up to 25mm maximum Live Load Deflection < Span/3602.5 MATERIAL PROPERTIESa) Concrete All structural elements M35 (fcu = 35 N/mm2) b) Reinforcement Steel reinforcement shall be of Grade Fe415, Fe500 conforming to IS 1786:1985 and Grade Fe250 conforming to IS 432:1982. c) Post-Tensioned Steel Strands Prestressing strands shall be of low relaxation type conforming to IS 14268-1995. Ducts shall be of Galvanized steel 2.6 DURABILITY2.7 FIRE RATINGSThe following fire ratings shall be applied to the design of structural elements: Basement 2 hours Typical Floor2 hoursGenerator and M&E rooms2 hours(To be confirmed by the M& E)3.0SUBSOIL CONDITIONBased on Soil Investigation report, from existing ground surface to 1m depth consists ofBrownish coloured Hard Murum. From 1.0 to 3.0 m depths consists of brownishcoloured highly weathered Amygdoidal Basalt contains infilling material of whitish and greenish coloured. From 3.0 to 7.2m depths consists of grayish coloured moderatelyweathered Amygdoidal Basalt contains infilling material of whitish and greenish coloured. The values of core recovery varied from 8 % to 90 % & RQD(Rock Quality Designation)values of rock core sample varied from 35 % to 90 %. As per IS 4464 – 1985, therock can be classified as Fair to Good quality.The unconfined compressive strength of selected rock core samples are ranged from17.66 N/mm2 to 51.03 N/mm2.4.0 STRUCTURAL SYSTEM 4.1 GENERAL DESCRIPTION The building consists of 7 to 10 Storey with 3 to 4 Stilts levels. The Column grid is 11m x 11m and the column sizes are generally 1000 x 1000mmFloor to floor height for typical floors are 4.0m and Stilts / Basements are 3.0m4.2 SUB-STRUCTURE The structural system for Basement 1 to 2 are 250mm thick Post-tensioned flat slab system with drop panel. The structural system for lower Basement is RC flat slab with footing (Drop Panel). The basement wall is generally 350 mm thick. 4.3 SUPERSTRUCTURE The structural system for superstructure for the building is 250mm thick Post-Tensioned Flat slab system. The size of drop panel shall be 4400x4400x500mm. The abovestructural system has been selected to suit architectural / M&E requirements.4.4 LATERAL STABILITY ANALYSISLateral loads due to wind and earthquake to be considered in the analysis and design of the building to be carried out according to Indian Standard codes IS 875 and IS 1893. The slab acts as rigid diagram which transfer the lateral load to central lift core and column. Three-dimensional analysis using ETABS (Structural and Earthquake engineering software from Computers & Structures Inc., USA) to be carried out for the lateral load analysis of the building.5.0 FOUNDATION SYSTEMBased on soil report, Shallow foundation of Footing to be adopted. The allowable bearingpressure of rock shall be 1000 kN/m2 for footing design. The bearing capacity shall be verifiedat foundation level using plate bearing test.6.0 SOFTWARE / PROGRAMThe following Software / spreadsheet to be used to carry out Structural analysis and design.1. PROKON Ver2.2 - Continuous Beam analysis and Column Design2. ETABS Ver 8.4.5 - Three Dimensional Program (Lateral Stability Analysis)3. RAPT Ver 6.1.1 - Analysis and design of RC and Post-tensioning design.4. SAFE Ver 7.0 - Slab Analysis by Finite element method5. In-House Spreadsheet – Column load taking and one way / two way Slab designTYPICAL FLOOR LAYOUT。
厂内英文简称台资
✂目录摘要 (4)第一章企业常用缩写 (5)1.1 常用术语 (5)1.2 品质人员名称类 (7)1.3 制程统计品管专类 (8)1.4 通用之件类 (9)1.5 系统文件类 (10)1.6 部门类 (10)1.7 生产类 (11)第二章专业词汇 (17)2.1 通用类 (17)2.2 模具工程类 (20)- 1 - FOXCONN Microsystem Corporation AMBIT✂2.3 冲压类 (24)2.4 成型类 (24)2.5 组装类 (30)2.6烤漆类 (31)2.7 品質類 (33)2.8 SFIS名詞縮寫与解釋 (36)第三章中英对照及名词解释 (41)3.1 SOP常用名词中英文对照………………………………………………………………( 4 1)3.1.1产品类……………………………………………………………………………( 4 1)3.1.2 产品流程类…………………………………………………………………………( 4 2)3.1.3 设备工具类…………………………………………………………………………( 4 3)3.1.4 零组件类……………………………………………………………………………( 4 4)3.2 名词缩写及中文解释..............................................................................( 4 7)第四章工厂常用英语词汇查询一览表 (65)4.1 按字母查询 (65)✂4.2 按类别查询 (66)4.3 焊锡品质常用词汇 (75)附錄郭語錄 (77)- 3 - FOXCONN Microsystem Corporation AMBIT✂摘要一.目的1 .使廠內常用名詞統一、瞭解名詞用法及意義。
2 .用於新人訓練的參考教材,可加速其對產品、流程的認識。
3 .用于 COM制造工程部人员学习用,使每个人具备良好的英语水平,以提高自身能力。
基于铁木辛柯梁理论的工字梁剪切变形计算方法研究

基于铁木辛柯梁理论的工字梁剪切变形计算方法研究辛育霞,王勇,付佳豪,倪天琦,齐贺阳(航空工业北京长城计量测试技术研究所,北京 100095)摘要:飞机机翼通常采用工字梁作为支撑结构,然而由于工字梁的几何参数改变,理论计算会受到影响,梁理论的选择会直接影响计算结果。
目前,现有的工字梁挠度计算主要基于欧拉-伯努利梁理论,未充分考虑梁弯曲时存在的剪切变形。
因此,本文提出了一种基于铁木辛柯梁理论的考虑剪切作用的工字梁计算方法,用于针对受集中力影响的工字梁进行计算。
通过表征剪切变形对梁变形的影响,获得了剪切变形对梁的作用规律,并解释了剪切变形在梁中的变形机制。
研究表明,当工字悬臂梁靠近固定端一定范围内以及梁的跨高比小于5时,计算时应考虑剪切变形的影响。
该计算方法得出的内力计算理论结果与仿真及电测法结果基本一致,可以应用于实际工程计算中。
关键词:工字梁;剪切变形;铁木辛柯梁理论;电测法中图分类号:TB9;V224 文献标志码:A 文章编号:1674-5795(2023)05-0031-08Research on calculation method of shear deformation of I⁃beam based onTimoshenko beam theoryXIN Yuxia, WANG Yong, FU Jiahao, NI Tianqi, QI Heyang(Changcheng Institute of Metrology & Measurement, Beijing 100095, China)Abstract: Aircraft wings usually use I⁃beams as support structures. However, due to changes of the geometric param⁃eters of the I⁃beams, theoretical calculations will be affected, and the choice of beam theory will directly affect the calcula⁃tion results. At present, the existing deflection calculation of I⁃beams is mainly based on the Euler Bernoulli beam theory, without fully considering the shear deformation during beam bending. Therefore, this article proposes a calculation method for I⁃beams considering shear effects based on the Timoshenko beam theory, which is used to calculate I⁃beams af⁃fected by concentrated forces. By characterizing the effect of shear deformation on beam deformation, the law of action of shear deformation on the beam was obtained, and the deformation mechanism of shear deformation in the beam was ex⁃plained. Research has shown that when the I⁃shaped cantilever beam is within a certain range near the fixed end and the span to height ratio of the beam is less than 5, the influence of shear deformation should be considered in the calculation. The theoretical results of internal force calculation obtained by this method are basically consistent with the results of simulation and electrical measurement method, and can be applied to practical engineering calculation.Key words: I⁃beam; shear deformation; Timoshenko beam theory; electrometric methoddoi:10.11823/j.issn.1674-5795.2023.05.05收稿日期:2023-03-17;修回日期:2023-04-12基金项目:航空创新基金项目(ZC02102280)引用格式:辛育霞,王勇,付佳豪,等.基于铁木辛柯梁理论的工字梁剪切变形计算方法研究[J].计测技术,2023,43(5):31-38.Citation:XIN Y X,WANG Y,FU J H,et al.Research on calculation method of shear deformation of I⁃beam based on Timoshenko beam theory[J].Metrology & Measurement Technology,2023,43(5):31-38.0 引言工字梁是一种空腹式杆件,这种截面设计主要通过离形心最远的翼缘抵抗弯曲,利用腹板抵抗剪切,具有强度高、重量轻的优点,是飞机机翼的理想支撑结构[1],针对工字梁的研究是研究机翼变形的基础。
品质相关英文缩写和不良现象表述

CEM Contract Manufacture service 合约委托代工IBSC Internet Business Solution Center 国际互联网应用中心PCEG Personal Computer Enclosure group 个人计算机外设事业群(FOXTEQ)SABG system assembly business group 系统组装事业群Engineer standard 工标Document center (database center)资料中心Design Center 设计中心Painting 烤漆(厂) Assembly组装(厂)Stamping 冲压(厂) Education and Training教育训练proposal improvement/creative suggestion提案改善Technological exchange and study 技术交流研习会Technology and Development Committee 技术发展委员会BS Brain Storming 脑力激荡QCC Quality Control Circle 品质圈PDCA Plan Do Check Action计划执行检查总结DCC delivery control center 交货管制中心Computer 计算机类产品Consumer electronics 消费性电子产品Communication 通讯类产品Core value(核心价值)Love 爱心Confidence 信心Decision 决心Corporate culture(公司文化)Integration 融合Responsibility 责任Progress 进步Time to market 及时切入生产Time to volume 及时大量生产Time to money 及时大量交货 中国最庞大的数据库下载FOUR CONTROL SYSTEM 四大管制系统Engineering control system 工程管制系统Quality control system品质管制系统Manufacturing control system生产管制系统Management control system经营管制系统Classification整理(sorting, organization)-seiri Regulation整顿(arrangement, tidiness)-seiton Cleanliness清扫(sweeping, purity)-seisoConservation清洁(cleaning, cleanliness)-seiktsu Culture教养(discipline)-shitsukeSave 节约Safety安全二:英文缩写品质人员名称类QC qual ity control品质管理人员FQC fin al quality contro终点品质管制人员IPQC in pro cess quality control制程中的品质管制人员OQC outp ut quality control最终出货品质管制人员IQC in coming quality control进料品质管制人员TQC tot al quality control全面质量管理sage quality control段检人员QA q uality assurance质量保证人员OQA outp ut quality assurance出货质量保证人员QEquality engineering品质工程人员品质保证类FAI fi rst article inspectio新品首件检查FAA fir st article assurance首件确认CPcapability index能力指数CPI ca pability process index模具制程能力参数SSQA standa rdized supplier quality audit 合格供货商品质评估FMEA failure mo del effectiveness analysis失效模式分析FQC运作类AQL Acce ptable Quality Level运作类允收品质水准S/S S ample size抽样检验样本大小ACC Acce pt允收REE Rej ect拒收CRCritical极严重的MAJ Maj or主要的MIN Min or轻微的Q/R/S Quali ty/Reliability/Service品质/可靠度/服务P/N Pa rt Number料号L/N Lot Number批号AOD Acce pt On Deviation特采As It特采FPIR Fir st Piece Inspection Report 首件检查报告PPM Perc ent Per Million百万分之一制程统计品管专类SPC Sta tistical Process Control统计制程管制SQC Sta tistical Quality Contro统计品质管制GRR Gau ge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dim ension尺寸DIA Dia meter直径NNumber样品数其它品质术语类QIT Qu ality Improvement Team品质改善小组ZDZero Defect零缺点QIQuality Improvement品质改善QPQuality Polic目标方针TQM Total Q uality Management全面品质管理RMA Retu rn Material Audit退料认可7QCTools 7 Quality Cont rol Tools品管七大手法通用之件类ECN Engi neering Change Notice工程变更通知(供货商)ineering Change Order工程改动要求(客户)PCN Pro cess Change Notice工序改动通知PMP Prod uct Management Plan生产管制计划SIP St andard Inspection Procedure 制程检验标准程序SOP Sta ndard Operation Procedure 制造作业规范ISInspection Specification成品检验规范BOM Bill Of Material物料清单PSPackage Specification包装规范SPEC Specif ication规格DWG Drawin g图面系统文件类ESEngineering Standard工程标准IWS Int ernational Workman Standard 工艺标准ISO In ternational Standardization Organization 国际标准化组织GSGeneral Specification一般规格部类PMC Product ion & Material Control生产和物料控制PCC Product control center 生产管制中心PPC Pro duction Plan Control生产计划控制MC M aterial Control控制DCC Docu ment Control Center数据控制中心QEQuality Engineering品质工程(部)QA Q uality Assurance品质保证(处)QC Q uality Control品质管制(课)PDProduct Departmen生产部LAB Lab oratory实验室IEIndustrial Engineering工业工程R&D Researc h & Design设计开发部生产类PCs Pi ece个(根,块等)PRS Pai rs双(对等)CTN Cart on卡通箱PAL Pal let/skid栈板POPurchasing Orde采购订单MO M anufacture Order生产单D/C Da te Code生产日期码ID/C Ide ntification Code(供货商)识别码SWR Spec ial Work Request特殊工作需求L/N Lo t Number批号P/N Pa rt Number料号OEM Origina l Equipment Manufacture 原设备制造PCPersonal Computer个人计算机CPU Cent ral Processing Unit中央处理器A.S.A.P As Soon As Possible尽可能快的E-MAIL Electrical-M ail电子邮件N/A Not Applicable不适用QTY Quan tity数量I/O i nput/output输入/输出NG N ot Good不行,不合格C=0 Cri tical=极严重不允许APP App rove核准,认可,承认CHK Chec k确认ASS'Y Assembly装配,组装T/P Tru e Position真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Materia l, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assuran ce策略品质保证DQA Design Quality Assuranc e设计品质保证MQA Manufacture Quality Assuran ce制造品质保证SSQA Sales and service Quality A ssurance销售及服务品质保证LRR Lot Reject Rate批退率DT Desk Top卧式(机箱)T Mini-Tower立式(机箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal Display 液晶显示器CAD Computer Aided Design 计算器辅助设计CAM Computer Aided Manufacturin g 计算器辅助生产PCB Printed Circuit Board印刷电路板CAR Correction Action Repor t改善报告NG Not Good不良WDR Weekly Delivery Requiremen t周出货要求PPM Percent Per Million百万分之一TPM Total Production Mainten ance全面生产保养MRP Material Requirement Pla nning物料需计划OS Operation System操作系统TBA To Be Assured待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Indust r电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Inpu t读频输入MMC Maximum Material ConditionLED lighting-emitting diode 发光二极管CIP Continuous improvement process持续改善过程B2C Business to customerB2B Business to businessAVL Approved vendor listPOP Procedure of packaging 包装程序三:专业词汇通用类president董事长operator作业员position职务general manager总经理special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor副课长group leader组长line leader线长supervisor 课长responsible department负责单位Human Resources Department人力资源部Head count 人头数production department生产部门planning department企划部QC Section品管课stamping factory冲压厂painting factory烤漆厂molding factory成型厂administration/general affairs dept./总务部production unit生产单位meeting minutes会议记录distribution department分发单位subject主题conclusion结论decision items决议事项pre-fixed finishing date预定完成日Color management 颜色管理Visual management 目视管理production capacity生产力first count初盘first check初盘复棹second count 复盘second check复盘复核quantity of physical inventory second count 复盘点数量physical inventory盘点数量physical count quantity帐面数量difference quantity差异量spare parts physical inventory list备品盘点清单cause analysis原因分析waste materials废料description品名specification 规格model机种work order工令revision版次remark备注registration登记registration card登记卡to control管制application form for purchase请购单consume, consumption消耗to notify通知to fill in填写to collect, to gather收集statistics统计cosmetic inspection standard 外观检验规范computer case 计算机外壳(组件)personal computer enclosure 计算机机箱产品front plate前板rear plate后板chassis |'∫æsi| 基座bezel panel面板Hood 上盖base pan 基座bezel 面板riser card 扩充卡flat cable 排线pin header 排针TOP driver cage 上磁架bottom driver cage 下磁架resin film 树脂膜raw materials原料materials物料steel plate钢板roll/coil material卷料spare parts =buffer备品plastic parts塑料件sheet metal parts/stamping parts 冲件material check list物料检查表finished product成品semi-finished product半成品good product/accepted goods/ accepted parts/good parts 良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库packing material包材plastic basket胶筐flow chart流程窗体production tempo生产进度现状lots of production生产批量manufacture procedure制程to revise, modify修订to switch over to, switch—to, switching over切换engineering bottleneck, project difficulty工程瓶颈glove(s)手套glove(s) with exposed fingers割手套Band-Aid创可贴Industrial alcohol工业酒精broom扫把mop拖把vacuum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋liaison联络单rags抹布lamp holder灯架to mop the floor拖地to clean a table擦桌子air pipe 气管delivery deadline交货期die worker模工production, to produce生产equipment设备resistance电阻beacon警示灯coolant冷却液crusher粉碎机plate电镀power button电源按键reset button重置键forklift*车Workshop traveler 天车trailer =long vehicle拖板车Hydraulic trolley手压车hydraulic hand jack油压板车casing = containerization装箱velocity速度patent专利coordinate坐标supply and demand供求career card履历卡barricade隔板carton box纸箱to pull and stretch拉深work cell/work shop工作间品质类qualified products, up-to-grade products良品defective products, not up-to-grade products不良品defective product box不良品箱poor processing 制程不良poor incoming part来件不良exposed metal/bare metal金属裸露excessive defect过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格cosmetic defect外观不良lack of painting烤漆不到位slipped screw head/slippery slipped thread滑丝missing part漏件wrong part错件oxidation氧化defective threading抽芽不良poor staking铆合不良deficient purchase来料不良制程不良cosmetic inspection外观检查inner parts inspection内部检查blister 气泡angular offset 角度偏差dent 压痕scratch 刮伤deformation 变形filings 铁削defective label 不良标签abrasion 磨损Breaking. (be)broken,(be)cracked 断裂short射料不足nick缺口speck瑕疪shine亮班splay 银纹gas mark焦痕delaminating起鳞speckle斑点mildewed =moldy = mouldy发霉deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excessive gap间隙过大grease/oil stains油污inclusion杂质shrinking/shrinkage缩水mixed color杂色fold of packaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍impurity 杂质Mismatch 错位failure, trouble 故障deformation 变形rust 生锈peel 脱漆Shrink 缩水Contamination 脏污water spots 水渍Gap 间隙label error 标签错误Missing label 漏贴rejection criteria 拒收标准Suspected rejects 可疑庇abrasion 损伤、磨损Texture surface 印花纹表面Streak 条纹stains 污点Blotch 斑点discoloration 脱色Inclusion 杂质slug mark 压痕dirt grime 灰尘 fr r ffgeer regegeegegregebebeberebebebebe dfweff fdbe dfblush 毛边薄膜sink 下凹Hickey 漏漆labels and logos 贴纸与商标Configuration labels 组合贴纸corrugated container 瓦摆纸箱Delaminating 脱层splattering 散点Gouge 锉孔puckering 折痕。
低碳钢拉伸试样断口形状分析

收稿日期:2003-04-15 作者简介:丁建波(1962-),男,南通航运职业技术学院讲师。
低碳钢拉伸试样断口形状分析丁建波(南通航运职业技术学院,江苏南通 226006) 摘 要:实践性教学是高职教育十分重要的教学环节之一,是理论与实际相结合的重要手段。
本文就力学实践教学中拉伸试样断口形状问题进行探讨。
关键词:钢件;拉伸断面;分析中图分类号:TG142 文献标识码:B 文章编号:1009-9522(2003)04-0018-03Analysis Of Fracture Shape Of Low -carbon Steel T ensile T est S ampleDIN G Jian -bo(Nantong Shipping Vocational &Technical College ,Nantong City ,Jiangsu Province ,226006)Abstract :Practice teaching is one of the important link in HV E teaching and the important means to combine theory with practice.This paper discusses the fracture shape of the tensile test sample in practice teaching of me 2chanics.K ey w ords :Steelwork ,Tensile fracture ,Analysis 低碳钢静力拉伸试验是力学课程中的重要实验之一。
实验后,同学们普遍认为:无论是塑性材料还是脆性材料,最大正应力破坏是静力拉伸试验中材料破坏的主要原因。
也有同学认为:最大正应力是脆性材料破坏的主要原因。
而塑性材料由于发生塑性变形,在与轴线成45°的斜面上发生最大剪应力,剪应力破坏是塑性材料破坏的主要原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
_____________________________________________________________________________________________________British Journal of Applied Science & Technology13(5): 1-9, 2016, Article no.BJAST.23079ISSN: 2231-0843, NLM ID: 101664541SCIENCEDOMAIN internationalSteel Work Design and Analysis of a Mobile FloorCraneOkolie Paul Chukwulozie 1*, Obika Echezona Nnaemeka 1, Azaka Onyemazuwa Andrew 1 and Sinebe Jude Ebieladoh 11Department of Mechanical Engineering, Nnamdi Azikiwe University, P.M.B. 5025 Awka,Anambra State, Nigeria.Authors’ contributionsThis work was carried out in collaboration between all authors. Authors OPC and OEN designed the machine and managed the analyses. Authors AOA and SJE conducted the literature searches andimproved the final manuscript. All authors read and approved the final manuscript.Article InformationDOI: 10.9734/BJAST/2016/23079Editor(s):(1) Joao Miguel Dias, Habilitation in Department of Physics, CESAM, University of Aveiro,Portugal. Reviewers:(1) Alexandre Gonçalves Pinheiro, Ceará State University, Brazil.(2) Derya Sevim Korkut, Duzce University, Turkey.Complete Peer review History: /review-history/12662Received 13thNovember 2015Accepted 26thNovember 2015 Published 14th December 2015ABSTRACTThe transportation of heavy machine parts and equipment within and outside the workshop has been a source of concern and needs urgent attention because of the hazard it exhibits. This negative effect on the health of engineers, led to the invention of the floor jib crane but research shows that contemporary designs of floor jib crane fail over time when these static load is left on it for a prolonged period of time. This project is centered on the design and fabrication of a mobile floor crane equipped with a facility to lock the load at any level as a special feature, to tackle the issue of failure due to static load. The mobile crane is designed to bear a maximum load of about 1000 kg, with a counter weight of 2.6 KN which gave the crane a 3.034 factor of safety. The materials employed are; sheet metals, angular iron, bolts, nuts, metal rollers etc. The fabrication processes involved drawing, marking out, cutting, filling, welding and assembling. For permanent joints, the arc welding process was employed. As indicated earlier, the mobile floor crane gains its significance in the transportation of heavy machine parts within and outside the workshop. It can also be used to load and unload machine parts on trucks.Chukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article no.BJAST.23079 Keywords: Floor crane; factor of safety; steel; fabrication.1. OVERVIEWIn our environment, it is hard to lift or transfer a heavy object from one place to another. To solve this problem, cranes are commonly employed in industries either in domestic industries or warehouse [1]. For example, crane is used in transport industry for the loading and unloading of equipment, in the construction industry for the movement of materials and in the manufacturing industry for the assembling of heavy materials[2].A mobile floor crane is equipment with portable features which makes it admirable and recommended for both indoor (workshop/ warehouse) and outdoor purposes, for the sole aim of lifting and moving heavy materials from one place to another. Some of these features found in them include; adjustable boom, hydraulic height and balance due to rest base design. These adjustable features are to accommodate various heights and sizes of materials to be lifted. This project gains its uniqueness with the design of a dead stop incorporated in its mast, to tackle the issue of failure due to static load. There are also provisions for counter weights at the rear base for cases where the boom is extended beyond the front base wheel to balance the weight of the material to be lifted.1.1 Mobile Floor Crane DescriptionA mobile floor crane has a tubular, rigid stanchion that supports a boom pivotally connected to the top end of the stanchion. The base end of the stanchion is disposed between the adjacently disposed mid portions of the tubular, rigid legs of the crane. A support member extends transversely through the mid portions of the legs and the base end of the stanchion and supports the stanchion. In an alternative embodiment, the legs have telescoping members, and a rolling member is provided on the base end of the stanchion to provide mobility for the crane when the telescoping members are detached for storage. The crane is equipped with lift cylinders and ram that provides the upward thrust to the boom while lifting a heavy material. The lowering is effected by slacking a screw on the side bottom of the lift cylinder. The crane is hydraulically cushioned to avoid vibrations. The base frame can be wide enough to take the load between the two outstanding legs. All the four wheels have two ball bearings each. It is designed with two handles, one for lifting purpose, while the other is for pulling crane.1.2 Significance of Mobile Floor CraneIt gains a dominant relevance in engineering workshops and warehouses for carrying, loading and unloading of heavy materials, mostly where there are no provisions for overhead crane. At times even when there are overhead cranes, space might be a limiting factor to their use which makes the portability nature of the mobile floor crane a great advantage. In repair garages, it is also used in handling engines and its parts. It is also used in industries for transporting materials from one place to another. It gains relevance also in the installation of new machine, where it is used in proper positioning of the machine. Most importantly, its simplicity reduces the cost of labour as it does not require any special skill in its operation.2. OBJECTIVE AND SCOPEThe objective of this project is to provide a hydraulic mobile floor crane equipped with a facility to lock the load at any level, in order to tackle the issue of lift cylinder failure usually experienced when using conventional designs. The project is also concerned with the design and construction of a hydraulic mobile floor crane that can be easily disassembled for shipment and storage yet is less expensive to manufacture than a conventional crane without any reduction in the lifting capacity of comparable conventional cranes. The work focused on steel work design and fabrication of a mobile floor crane equipped with a facility that enables the locking of the load at various levels. The load locking facility forms the basis of the modification made. The mobile crane is designed with a load bearing capacity of about 1000 kg utilizing materials like sheet metals, U channels, bolts, nuts, angular irons, metal rollers, etc. which were locally sourced. 3. METHODOLOGYThe design of the machine was made with the aid of solid works showing the different views of the structure in details on which the simulation of the mechanism was done. The designed span ofChukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article no.BJAST.23079 crane is 1.5 m making it capable to lift a load toat least 2 m for conveying of loads and light truckloading. The welding employed is arc welding.3.1 Materials SelectionThe selection of the proper material forengineering purposes is one of the most difficultproblems for desired objective at a minimum cost[3]. Problems associated with pollution andrecycling will have to be considered. Thenecessity for weight reduction to save energy willrequire the use of different materials [4].In this work material selection was undertakenfor the following purposes: more convenientservicing, to reduce the noise of the machinery,to produce the machinery at an economical cost,to improve and reduce dimensions, to make themachine to have a better appearance, to improvethe strength of the machinery, to improve itsresistance to wear, corrosion and corrosivemedium.3.2 Materials Selection for Various PartsSeveral factors were considered while selectingthe materials for this work. These factors include;machinability, rigidity, availability, strength andthe cost of the material. The materials selectedfor different components and the reasons fortheir selection are listed in the table below.Table 1. Material selection for different partsof the machineS/n Component Materialselected Reason(s) for selection1 Base Mild steel Rigidity,availability,cost andmachinability 2 Mast Mild steel Availability,machinabilityand cost3 Boom Mild steel Cost,machinability,availability andrigidity4 Loadlockingfacility HighcarbonsteelHigh strength5 Hook Highcarbonsteel High strengthand shearresistance4. MACHINE DESCRIPTIONThe mobile floor crane designed in this projectconsists of various parts carrying out specificfunctions. These parts and their functions arelisted as follows;4.1 The BoomThe boom is the part of the machine where thehook is attached and it gives the load the neededheight. The boom is designed with an adjustablesystem giving it an adjustable length of 0.95, 1.2and 1.5 m to enable easy loading and unloadingin trucks. The boom generally can take the loadto height of about 2.2 m.4.2 The MastThe mast is the vertical component of themachine that gives support to the boom as wellas the lift cylinder. The mast is designed to aheight of 1.1 m.4.3 The Lift CylinderIt is the most important component of themachine, a hydraulic system that does the actuallifting of the load. It comes in various capacitiesbut the capacity used in this project is 2Tons.4.4 The BaseThis part of the machine provides the balancerequired by the machine whether loaded or not. Itis designed in V-shape for maximum balancing ofthe machine. The base has a horizontal length of1.3 m.4.5 The Metal RollersThis is the component of the machine that makesmobility possible.4.6 The Load Locking MechanismThis component is designed in the machine tohold the load in suspension as long as isrequired without failure (sudden dropping) due tohydraulic jack failure.5. DESIGN CONSIDERATIONS ANDANALYSISDetail design analyses and calculations on theforces acting on various members as well as thebending moments and shear forces points of the boom for minimum and boom lengths were thoroughly carrie considering functionality, manufactur economic availability cost of mat fabrication process.5.1 System AnalysisMathematical relationships were dev the various parameters necessar implementation of this design, corres the sequence of their implementatio design effort, it was divided into s which include: Hydraulic cylinder, Bo Base, Load locking facility.5.1.1 Hydraulic cylinderThe hydraulic cylinder (or the hydraul is a mechanical actuator that is use unidirectional force through un stroke. It has many applications, engineering vehicles.5.1.2 BoomThe boom was designed to adjust different lengths to enable easy opFig. 1.Chukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article n orces at various m and maximum carried out while facturability and materials and e developed for essary for the corresponding to ntation. To ease nto subsystems er, Boom, Mast, draulic actuator) used to give a a unidirectional ons, notably in djust into three sy operation ondifferent working conditions. As the the load, it is subjected to be (maximum at the horizontal compressive force (when the load is the horizontal position) and tensile the load is below the horizonta Therefore, for an efficient design, t were adequately taken into considera5.1.3 Locking deviceThe load locking device is actually keep the load suspended even on cylinder failure. To achieve this, h member is pivoted on the boom and to slot into grooves machined on the member is subjected to compressiv thus was designed to withstand such5.1.4 MastThe being the I-section of designed fixed to the base and pivoti at the top. The mast is designed to withstand the force transfer from the device, which will create a bending point of contact “E” between the m load locking device.. 1. Free body diagram of the craneicle no.BJAST.23079s the boom bearo bending force ontal position), ad is lifted above nsile force (when zontal position). gn, these forces sideration. ually designed to n cases of lift s, a high strength m and is designed on the mast. This essive force and such force. the machine is pivoting the boom ed to be able to m the load locking ng effect at the he mast and theChukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article no.BJAST.230795.2 Determination of the Reactions at the Wheels and Factor of SafetyReaction forces acting on the wheels are determined by applying conditions of equilibrium, ∑ =0 ∑ =0 [5], to the free-body diagram and push force equal to zero and with a counter weight to prevent tipping.+12 +12 +12 +14 =2 + (sin 60)2= 12 + 4 + 4+ 4+ 8 − (sin 60)4From the design, =1.5 , =2 , =1.3=308.03 / For mild steel of 4 thickness∴ = =462.05 , =616.07 , =400.44 ,Substituting we have= 12×2943×1.51.3 + 14×462.05×1.51.3 + 400.442 + 26008 ×1.3−17792.86(sin 60) 1.54×1.3=2091.16= + + + + + −2 − (sin 60)=2943+47.1+62.8+40.82+40.82+2600−2(2091.16)−17792.86(sin 60) =12169.41The factor of safety is applied to tipping loads.Considering the condition ∑ =0[5], at point and with a push force of 300 acting at a point 1 from the base.[( − )+ ]= −12 + + +34=−+ + +0 − +=47.1 1.3−×1.5 +(62.8×1.3)+(40.82×1.3)+×2600×1.329431.5−1.3+300×1=2695.611888.6∴ =3.0345.3 Design for Various Parts5.3.1 Design for mastSince=12169.41 and =[6] But =10.53×10 / [7]∴ 10.53×10 =12169.41i.e. Cross sectional area of mast =1156.18Since the mast is designed with four similar rectangular sheets of 4mm thickness∴ Length of each sheet=1156.184×4=72.265.3.2 Design for boomThe expression for the reaction at the boom will be given as;= cos =17792.886 cos 60= Also, =[6]∴ 10.53×10 =8896.443=844.87Fig. 2. Sectional view of the bSimilarly, the boom is designed with rectangular sheet of 4 mm thickness above∴ Length of each sheet =. ×5.4 Bending Moment and Shear the BoomTaking moment about point⤹+∑ =0 [5] ∴ ( cos × =0=cos × = cos5.4.1 Reaction at point A↑+∑ =0 ∴ + cos= − cos5.4.2 Shear force at A→+∑ =0 ∴ + sin=− sinChukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article n t the pivot of the 8896.443the boomwith four similar kness as shown =52.80hear Force on) –( × )−0 =0=0Fig. 3. Free body diagram of th5.4.3 Shear force at B= sin5.4.4 Bending moment at⤹+∑ =0 ∴ × + = =−5.4.5 Bending moment at c⤹+∑ =0 ∴ × −( cos =0= cos −5.5 Bending Moment and Sh DiagramThe bending moment and shear force the boom is represented below.Fig. 4. Bending moment and shediagram of the boom icle no.BJAST.23079of the boom0 × )+Shear Forcer force diagram ofd shear forceoomChukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article no.BJAST.230796. DESIGN FOR LOAD LOCKING DEVICESince the force on the load locking=17792.886 , and =∴ 10.53×10 =17792.886I.e. Area of each groove =1689.73But length of groove is the same as the width of mast∴ Width of groove=1689.7372.26=23.386.1 Stress Concentration at the Notches= 1+2 = =10.53×10 1+2×2510=63.18×10 / [8].Fig. 5. Side view of the groove7. FABRICATION PROCESSESAlthough, some parts were bought from the market such as the lift cylinder, the metal rollers etc. however, the other components were manufactured and produced to specification. The table below shows the details and variousmanufacturing processes used in the production of the components.7.1 Hand LeverFor easy grip, the hand lever was designed in Y-shape. In the fabrication of the hand lever, the first process we undertook was the marking out operation using the scriber and the measuring tape for accurate measurement and indication of cutting marks in preparation for the cutting operation. In the cutting operation being the next operation, we utilized the vice for holding the work piece firmly on the work bench and the actual cutting of the sections was done with a hacksaw. With the aid of the welding machine the two sections were joined together to form the Y-shape.7.2 The BaseThe base was designed as two different cuboid sections joined together to form a V-shape for maximum balance of the machine. These cuboid sections were made with four sheets of mild steel of about 5mm thickness, joined into a cuboid form with the aid of the of welding machine. At the ends of the two sections, mild steel sheets welding together to form cuboid similar to the sections were welded parallel to the boom where metal rollers were welded as well as on the junction where the sections were welded together for easy mobility.7.3 The MastJust like the sections formed for the base for the base of the machine, four mild steel sheets of about 5mm thickness were welded together into cuboid form with the aid of the welding machine but in this case, the mild steel sheets were cut in such a way that there width are not the same throughout the length of the sheet. The part of the sheet closer to the base was wider, thus making the formed cuboid mast wider towards the base for better balancing of the mast.Table 2. Fabrication processesS/n Component OperationsEquipments used1 Hand lever Cutting and weldingCutting machine and welding machine 2 The mastCutting and weldingCutting machine and welding machine 3 Load locking device Cutting, welding and drilling Cutting machine, welding machine and drilling machine4 Boom Cutting, welding and drilling Cutting machine, welding machine, drilling machine5The baseCutting, welding and drillingWelding machine, drilling machine, cutting machineFig. 6. The adjustable boom sy7.4 The BoomThe boom is designed into two section and the slider section with one th designed to slot into the other s adjustable boom system can be ach sections are cuboid in form from fou mild steel welded together, with the sh fixed section wider than those section. With the aid of the drilling m holes were made on the boom, th slider section and one on the fixed se is to enable three different length of th fixing the sliding section on the fixed s the aid of bolt and nut.Fig. 7. Chukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article nom systemections, the fixed of the sections er so that the e achieved. The m four sheets of he sheets of the e of the sliding ng machine four m, three on the ed section. This h of the boom by xed section with 7.5 Load Locking DeviceThe concept of the load locking devic a metal bar placed in such a way a the boom from lowering the load cases of cylinder failure. The processes include the cutting th and machined. The top part of the b the boom with the aid of bolt and n allow free movement of the bar, a point where the lift cylinder is atta boom. The other part of the bar is de into the slots on the mast.8. ASSEMBLY PROCESSThe assembly of various parts of t follows the order stated below: fixing rollers to the ends of the base with bolts and nut. The mast was welded with aid of the arc welding machine the boom to the mast with the aid nuts so as to allow movement o produces the skeletal view of the m lift cylinder incorporated with bolts a along with load locking device. The is fixed to the rear side of the mast machine ready for use.8.1 Finishing ProcessThe finishing operation carried out on to be aesthetically appealing in following: removal of rough edges a using emery papers and wire brush dirt and oil from surfaces using ke spraying of the machine with pain corrosion and add to the beauty aesth. Side view of the general assemblyicle no.BJAST.23079device is actually way as to prevent load during the fabrication of the mild steel the bar is fixed to nut so as to at the same attached to the is designed to fit s the machine ixing of the metal e with the aid of elded to the base chine. Pivoting of of bolts and ent of the boom he machine. The olts and fasteners The lever handle mast making the out on the project g includes the ges and surfaces brush, removal of g kerosene, and paint to prevent aesthetic values.Chukwulozie et al.; BJAST, 13(5): 1-9, 2016; Article no.BJAST.230799. TESTING AND EVALUATIONThe assembled machine was then tested to evaluate function and reliability of the machine. The test was carried with various loads ranging from 50-1000 kg and the test showed that as the load is increased, the effort required for actuating of the lift cylinder increased i.e. increase in load is directly proportional to effort required. The load locking device worked perfectly, locking the load at various heights.The effectiveness of the load locking device was ascertained by lowering the lift cylinder with the load locked at a particular height to depict the case of lift cylinder failure and the locking device was able to sustain the load at such height which is the main objective of the device.10. CONCLUSIONThe design and fabrication of a mobile floor crane equipped with a load locking device was carried out successfully meeting the required design standards. The issue of safety, which is the drive for this modification, was taken care of by equipping the device with a load locking device. The mobile floor crane is operated by hydraulic cylinder which is operated by the hand pump. The mobile floor crane can be designed for high load carrying capacity if a suitable high capacity hydraulic cylinder and stronger carbon steel is used. The mobile floor crane is simple in use and does not require routine maintenance. It can also lift heavier loads. For the present dimension we get a lift to a height of about 2 m. COMPETING INTERESTSAuthors have declared that no competing interests exist.REFERENCES1. Wan Mohd SB. Active sway control of agantry crane system using delayedfeedback signal controller. Faculty ofElectrical Electronics, University ofMalaysia. 2010;1.2. Faten AD. Malaysia constructionexperience in deployment of craneservices for construction projects.University of Malaysia.2010;1.3. Dieter GE. Mechanical metallurgy, 3rdedition, McGraw Hills, Singapore. 1988;277:333-334.4. Robert C. Juvenall. Fundamentals ofmachine components design. KnanahPublishers. 1978;444-473.5. Rajput RK. Strength of materials(mechanics of solids); S. Chand andCompany Limited.2010;56.6. Barsel RK. Fluid mechanics, 2nd edition,John Wiley & Sons; 1998.7. James F, Steven T. Design concepts for jibcranes. Engineering Journal, FourthQuarter. 2002;236.8. Khurmi RS, Gupta JK. Theory of machines(simple mechanisms), 14th Revised edition,S. Chand and Company Limited. 2009;97._________________________________________________________________________________ © 2016 Chukwulozie et al.; This is an Open Access article distributed under the terms of the Creative Commons Attribution License (/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.。