abaqus弯曲成型
abaqus在加工成型方面的应用
abaqus在加工成型方面的应用加工成形工字钢成形过程模拟在轧制工字钢、槽钢等带凸缘的异型断面型钢时,传统上最多的加工方法多采用二辊孔型、直轧孔型、弯腰式孔型、弯腰大斜度式孔型以及蝶式孔型等孔型系统,辅助Abaqus软件进行有限元仿真分析,可以对孔型横断面上各处变形进行精确模拟,能够有效解决轧辊、动力消耗大,产品尺寸精度、轧制效率等问题。
“L”型钢材轧制过程轧制过程中,轧件在变形区内的轧制压力分布是影响轧制力及轧辊各部位磨损程度的主要因素。
目前关于轧制压力的研究比较多,已经有许多经典的公式对其进行了描述,关于L型钢轧制压力分布规律方面的研究还需进一步完善。
Abaqus显示动力学有限元模拟的方法,对在不同变形参数条件下的轧制过程进行实时数值模拟,得出了轧件表面的轧制压力分布规律,表面关键点的位移、应力、应变、温度值,而且可以得到整个轧件的变形和温度场等更全面的信息,从而使新产品开发和现有工艺的改进建立在更科学、更可靠得基础上,对现场生产提供必要的借鉴信息。
此外,Abaqus有限元模拟还可应用在:金属挤压、拉拔过程分析、板带热轧过程变形分析、型钢冷轧、热轧过程(包括粗轧、精轧)变形分析、中厚板控制冷却、棒线材控制冷却、钢轨在线淬火工艺中温度场分析等。
飞剪过程先进制造技术的不断发展,在冷热加工之间,加工、检测、物流、装配过程之间,设计、材料应用、加工制造之间,其界限均逐渐淡化,逐步走向一体化。
飞剪作为钢材轧制过程中必要的环节,其分析的精确性直接影响到后续的工艺流程。
Abaqus良好的处理非线性问题的性能可以为该流程中每一道环节提供技术保障。
厚板材辊压成形过程的模拟局部单元和节点的变形信息弯管成形过程的模拟在航空、航天、汽车结构中大量存在着各种管道零部件,可能涉及到不锈钢、特种钢、合金、橡胶、复合材料、高分子材料等一种或多种材料并存,力学性能从简单线弹性到极端复杂的各向异性。
一些特殊用途的管道可能还具有连续屈服特征,无明显的屈服平台,延伸率非常大,明显的各向异性,横向拉伸的屈服强度、抗拉强度及弹性模量均比纵向拉伸的高等特性。
基于ABAQUS的火箭发动机典型零件弯曲模优化设计
基于ABAQUS的火箭发动机典型零件弯曲模优化设计付帅;王鹏【摘要】在火箭发动机弯曲模设计过程中,无法定量地确定产品零件的回弹量,因此就无法较为准确地设计工装的结构尺寸,使其能够一次冲压成功.运用ABAQUS有限元分析软件,建立冲压模仿真分析模型,采用隐式动力学计算方法,模拟阳模的"冲压"、"停留"、"复位"动作,并集成Isight优化软件,以产品图样尺寸为优化目标,对给定的参数进行优化,进而得出阴阳模的结构尺寸,为弯曲模设计提供指导.%Because the amount of springback of product parts can not be determined quantitatively in the process of bending die de-sign,it is impossible to design the structure size of the bending die to stampit successfully at the first time. In this paper, the ABAQUS finite element analysis software is used to establish the true analysis model of the stamping simulation,and the implicit dy-namic calculation method is used to simulate the"stamping","stay","back"action. And meanwhile, the Isight optimization soft-ware is used to take the product size in the drawing as the optimization object and the given parameters are optimized to obtain the structure size of formpiston and female die. A good guidance is provided for the bending die design.【期刊名称】《机械制造与自动化》【年(卷),期】2018(000)001【总页数】4页(P156-158,172)【关键词】火箭发动机;弯曲模;优化设计;ABAQUS;有限元;动力学【作者】付帅;王鹏【作者单位】西安航天发动机厂,陕西西安710100;西安航天发动机厂,陕西西安710100【正文语种】中文【中图分类】TP391.90 引言产品零件在弯曲成形过程中,要得到完全符合图样要求的尺寸比较困难,这是因为任何材料的弯曲过程中,都会发生塑性变形,当外部载荷卸除后,板料产品在内力的作用下会往反方向运动,产生回弹[1]。
弯管成型截面畸变的有限元分析
文章编号:2095-6835(2023)24-0006-05弯管成型截面畸变的有限元分析*谌宏1,2(1.江苏科技大学苏州理工学院,江苏苏州215600;2.张家港江苏科技大学产业技术研究院,江苏苏州215600)摘要:针对弯管成型截面畸变的问题,基于ABAQUS有限元分析软件,建立了21-6-9高强度不锈钢管弯曲的有限元模型。
研究了相对弯曲半径、相对壁厚、弹性模量、屈服强度关于弯管成型截面畸变的显著性规律及经验公式。
研究结果表明,根据正交试验设计判断出,显著性强弱为相对弯曲半径>相对壁厚>屈服强度>弹性模量;为降低弯管成型截面畸变率,可以选用相对弯曲半径较大的工艺组合;根据回归分析结果,得出成型参数关于弯管成型截面畸变率的经验公式,并校核验证了大概适用范围,该公式可以预测非大半径弯管成型截面畸变的情况,完善后可应用于实际生产。
关键词:管材弯曲;成型参数;截面畸变;有限元模拟中图分类号:TG386.3文献标志码:A DOI:10.15913/ki.kjycx.2023.24.002作为现代弹塑性加工工艺代表之一的管材加工工艺,其管材弯曲加工是其重要的组成部分,管材部件的轻量化、强韧化、高效、低耗等特点显著,被广泛应用于汽车制造、航空航天、输油管道等高新技术领域。
管材弯曲过程是一个非线性多重复杂的物理过程,在弯曲过程中容易出现成型截面畸变、起皱、壁厚减薄等各种质量缺陷,亦会发生回弹等多种问题。
因此,针对成型截面畸变问题开展几何非线性的模拟分析,了解其成型机理因素的显著性,判断最优弯曲方案,预测最大成型截面畸变,合理规避不合格的缺陷管材具有重大意义。
在管材弯曲成型系列研究中,国内外学者针对横截面变形现象开展了各种各样的研究。
王光祥等[1]通过实验的方法研究了弯曲中心角对截面畸变的影响,发现弯曲中心角是影响截面畸变的重要因素,椭圆率随弯曲中心角增大而增大,可以根据这个结论进行预测;JIANG等[2]主要研究了不同数控弯曲模组下的强度TA18管,其弯曲模、刮水模、夹紧模、压力模的合理选用可以提高截面质量;鄂大辛等[3]在平面应力和三向应力状态假设下,得出横截面短轴变化与壁厚的关系式;王刘安等[4]通过6061-T6铝合金管单向拉伸试验数据,对异形弯管进行有限元模拟,得出芯棒与管壁间隙大于1mm时,管材畸变减小,否则畸变严重的结论;何花卉等[5]在管材弯曲变形试验的基础上,进行有限元分析,指出长、短轴变化率比椭圆率更能形象反映界面形状变化,且短轴变化率更加明显,认为弯曲部分变形有向后段直管部分扩散的趋势;方军等[6]通过有限元软件建立不锈钢管材绕弯成型的弹塑性模型,分析了几何和材料参数对截面畸变的影响规律;宋飞飞等[7]利用有限元软件模拟Ti35合金管材绕弯过程,研究了芯棒伸出量、弯曲角度、压块相对助推速度、相对弯曲半径对它的影响规律;官强等[8]通过ABAQUS有限元软件模拟分析了圆管弯曲成型,提出将最大截面畸变率提高20%,应用实际加工判断截面质量的可行性;陈国清等[9]基于MSC.MARC有限元软件建立了推弯成型有限元模型,得出大弯曲半径推弯时,良好的润滑条件有利于获得更好的成型质量的结论;梁闯等[10]通过ABAQUS/Explicit平台,建立了TA18高强钛管数控弯曲成型过程三维有限元模型,研究得出较好的间隙水平是0.1mm的结论;刘芷丽等[11]基于ABAQUS有限元软件,建立圆管压扁-压弯连续成型的有限元模型,分析了圆管的受力方式;陈钱等[12]通过Dynaform有限元软件建立了高强度薄壁管材有限元模型,得出芯棒与管材间隙关于截面畸变率的影响规律;ZHAO等[13]通过ABAQUS/Explicit程序建立了钢管的三维有限元模型,通过实验验证了其可靠性,发现最大横截面畸变的位置几乎随模与管间隙的变化而变化;YAN等[14]基于有限元方法建立了一种起皱能量预测模型的成型极限搜索算法,并依次研究了芯棒球厚度等参数对管材起皱的影响;苏海波等[15]利用有限元方法对管材弯曲成型过程进行了数值模拟,得出了弯角外侧平均壁厚与相对弯曲半径间的关系。
先进高强度钢辊弯成型有限元仿真研究

先进高强度钢辊弯成型有限元仿真研究摘要:本文通过有限元仿真方法,研究了先进高强度钢辊弯成型的工艺性能。
利用ABAQUS软件建立了辊弯成型的有限元模型,并通过调整辊弯成型过程中的力和速度参数,分析了辊弯成型过程中的应力分布、变形特征和成型质量。
研究结果表明,通过合理的辊弯成型参数可以获得较好的成型效果,提高先进高强度钢辊弯成型的质量和效率。
关键词:先进高强度钢;辊弯成型;有限元仿真;工艺性能1. 引言先进高强度钢材具有良好的力学性能和耐腐蚀性能,广泛应用于航空航天、汽车制造和建筑等领域。
辊弯成型作为一种常用的金属成形工艺,可以有效地将钢材弯曲成所需的形状。
为了提高辊弯成型的质量和效率,有限元仿真方法成为研究的重要手段。
2. 方法本研究选择了一种先进高强度钢材作为研究对象,利用ABAQUS软件建立了辊弯成型的有限元模型。
在模型中,考虑了材料的非线性特性和辊弯成型过程中的摩擦力。
通过调整辊弯成型过程中的力和速度参数,进行了多次有限元仿真计算。
3. 结果与讨论通过有限元仿真,得到了辊弯成型过程中的应力分布、变形特征和成型质量。
研究结果表明,合理的辊弯成型参数可以使得钢材在成型过程中受力均匀,避免出现应力集中和变形不均匀的问题。
同时,适当调整成型速度可以减小辊弯成型过程中的应力和变形,提高成型质量。
4. 结论通过有限元仿真研究,本文分析了先进高强度钢辊弯成型的工艺性能。
研究结果表明,通过合理的辊弯成型参数可以获得较好的成型效果,提高先进高强度钢辊弯成型的质量和效率。
本研究为进一步优化先进高强度钢辊弯成型工艺提供了一定的理论依据和技术支持。
5. 。
ABAQUS 中梁板壳单元的弯曲问题beam_plate_shell

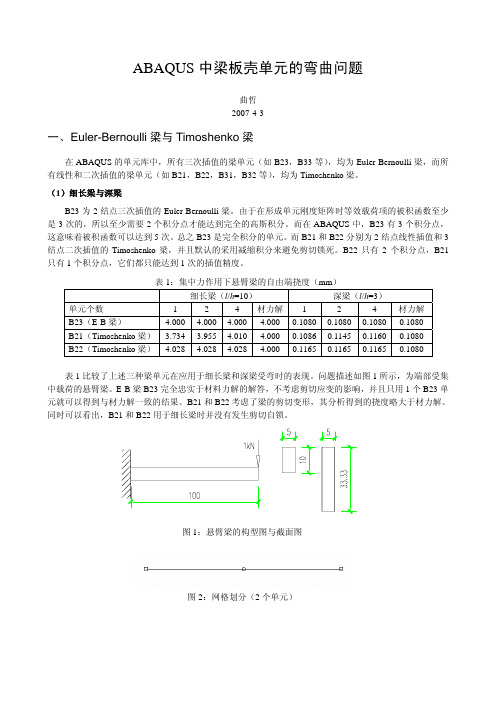
ABAQUS中梁板壳单元的弯曲问题曲哲2007-4-3一、Euler-Bernoulli梁与Timoshenko梁在ABAQUS的单元库中,所有三次插值的梁单元(如B23,B33等),均为Euler-Bernoulli梁,而所有线性和二次插值的梁单元(如B21,B22,B31,B32等),均为Timoshenko梁。
(1)细长梁与深梁B23为2结点三次插值的Euler-Bernoulli梁。
由于在形成单元刚度矩阵时等效载荷项的被积函数至少是3次的,所以至少需要2个积分点才能达到完全的高斯积分。
而在ABAQUS中,B23有3个积分点,这意味着被积函数可以达到5次。
总之B23是完全积分的单元。
而B21和B22分别为2结点线性插值和3结点二次插值的Timoshenko梁,并且默认的采用减缩积分来避免剪切锁死。
B22只有2个积分点,B21只有1个积分点,它们都只能达到1次的插值精度。
表1:集中力作用下悬臂梁的自由端挠度(mm)细长梁(l/h=10)深梁(l/h=3)材力解 1 2 4 材力解42单元个数 10.10800.10804.000 4.000 4.0000.10800.1080B23(E-B梁) 4.000B21(Timoshenko梁) 3.734 3.955 4.010 4.000 0.10860.1145 0.1160 0.1080B22(Timoshenko梁) 4.028 4.028 4.028 4.000 0.11650.1165 0.1165 0.1080表1比较了上述三种梁单元在应用于细长梁和深梁受弯时的表现。
问题描述如图1所示,为端部受集中载荷的悬臂梁。
E-B梁B23完全忠实于材料力解的解答,不考虑剪切应变的影响,并且只用1个B23单元就可以得到与材力解一致的结果。
B21和B22考虑了梁的剪切变形,其分析得到的挠度略大于材力解。
同时可以看出,B21和B22用于细长梁时并没有发生剪切自锁。
利用Abaqus的Moldflow接口进行翘曲分析和残余应力分析
利用Abaqus的Moldflow接口进行翘曲分析和残余应力分析本文介绍了Abaqus关键特征和优势、模型注塑模具产品椅子和手机外壳的翘曲和应力分析方法、结果与讨论,最后给出结论。
Abaqus关键特征和优势·力学性质、有限元网格以及残余应力数据都能从Moldflow 很简便地传递到Abaqus·包含了成型工艺残余应力的Abaqus分析使得注塑模具产品的仿真更加精确分析方法对一个注塑模具产品的翘曲和应力分析的过程来说,一开始是利用Moldflow对注塑成型过程进行仿真。
Moldflow的分析结果包括材料性质的描述以及固化零件中的残余应力分布。
Abaqus的Moldflow接口此时用来将这些数据转换成Abaqus可以应用的格式。
特别强调的是,接口产生的文件包含了塑料的网格信息、残余应力结果以及材料的性质。
这些数据会在接下来的Abaqus 分析中用来进行翘曲和残余应力影响的建模。
椅子和手机外壳塑模的离散化模型如图1所示。
对于这两个模型,Moldflow分析在模型厚度上分了21层并使用了壳体网格元素。
翘曲的仿真运用Abaqus/Standard的静态分析功能分析完成。
结果和讨论运用Abaqus/Standard进行翘曲分析后,椅子模型和手机外壳模型的变形如图2及图3所示。
由Abaqus/Standard翘曲分析所得到的椅子模型和手机外壳模型的Mises应力分布云图如图4及图5所示。
很明显可以看出,由于翘曲引起了变形,原来零件中所储存的Mises应力大小降低了。
结论Abaqus为进行细致的结构分析提供了强大的能力。
Moldflow 为注塑模具产品提供了运算残余应力和材料性质的能力。
Abaqus 的Moldflow接口通过提供Moldflow分析结果向Abaqus分析过程传送的方法,使得更加精确、更加高效的设计过程得以实现。
基于ABAQUS自升式平台的桩腿弯曲数值模拟分析
斯托的垂直距离按规范确定 ;Cs 为构件的形状系数,其值可根据规范给出值确定 ;S
P= 1 ρ gH ch[k(z+ d)] cos(kx− ω t) + 3 H 2 ( ρ gh) × 1
2
ch(kd)
4 L sh(2 kd)
为平台处于平浮或倾斜状态时,受风构件在受风方向
单元,桩土接触面设置为摩尔库伦罚函数摩擦形式。 边界条件为 :土体侧面约束径向上的位移,底部约束 竖直方向的位移。分析步骤为 :第一步为地应力平衡 分析步,由于桩体和土体的重度不同,在设置时先假 设桩和土体的重度一致 ;然后通过第二步静力分析步 中给桩体加上桩土间重度的实际差值 ;最后在给桩设 置实际所受的载荷力 [8],见图 1。
Yang Yifei
(Department of offshore oil and gas engineering, School of petroleum engineering, Xi’an University of petroleum, Xi’an 710065, China)
Abstract: In order to analyze the reasons for the bending of the legs of a jack-up platform in the Bohai Sea when pulling out the piles, the ABAQUS finite element software was used to analyze the platform legs under the effects of wind and wave loads, focusing on the study of the legs under different wave parameters. The offset distance and stress of the leg center are small. According to the calculation results, the reasons for the offset distance and the force of the leg center under different conditions are analyzed, and the actual bending of the leg is compared. The results show that the possible causes of the leg bending when pulling out the pile are wind and wave loads and the inertial force of the platform.
基于Abaqus的不锈钢波纹板冷弯成形有限元分析
(3)波纹板冷弯成形过 程中 ,斜面部分经历了弯曲反弯曲 的过 程 ,并 且存在剪切 应力 。
参 考文 献
[1]崔高健 ,吕 相艳 .冷弯型钢成形技术的发展现状【J】.机械制造 , 2005,43(10):41,-44.
[2】胡盛 德 ,郭志旺 ,肖颐 ,等 .利 用正交试验设计优化冷弯成形工 艺参数 [J].2015,32(3):44-47.
z z z PsgiolePfrp
z z z PsgiolePfrp
SCIENCE & TECHNOLOe
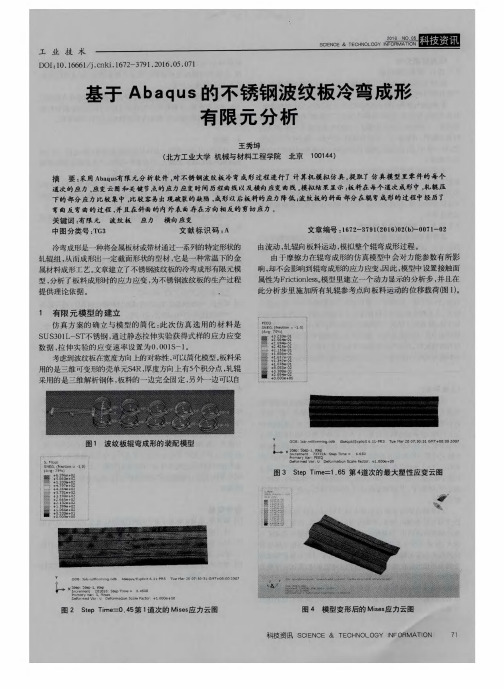
2.1应力 应 变云图 分析 图 2中间部分应力较大 ,这是辊弯加工的正在变形的地方 ,发
生塑性变 形所以应力较大 。 图3的最大塑性应 变在 板料 的弯曲处 ,此处发生了塑性变形 ,
因此变形 比较明显 。图3中板 料已发生了 弯曲 48。的变形 ,可以明 显看出 ,下方的 弯角处应变要 比上方的弯角应 变大一些 ,因 为板 料是 对称的 ,只采取了一半进 行模拟 ,把 它的一端进行了 完全固 定 ,另一端可以 自由流动 ,所以在固定的 一边承受的拉 应力和剪 应力都很大 。
基于ABAQUS软件的舰船总纵弯曲研究
基于ABAQUS 软件的舰船总纵弯曲研究李克杰,姚熊亮, 张阿漫,刘庆杰( 哈尔滨工程大学 船舶工程学院 黑龙江 哈尔滨 150001)摘 要:船舶总纵弯曲计算的传统的方法是将船体看作船体梁,再根据梁的弯曲理论求解船体最危险剖面的最大应力,在本文中,基于ABAQUS 软件将各站所受外力转化成节点力施加到船体上,通过比较有限元的计算结果和理论解,表明只要施加合理的边界条件,本文所采用的方法在工程领域中是可用的,对相关研究和工程计算具有一定参考价值。
关 键 词:总纵弯曲;船体梁;节点力;引 言在船体总纵强度计算中,通常将船体理想为一变截面的空心薄壁梁,简称船体梁。
并从整体上进行研究。
船体梁在外力作用下沿其纵向铅锤面所发生的弯曲,称为总纵弯曲。
船体梁抵抗总纵弯曲的能力,称为总纵强度(简称纵强度)。
其目的就是确定引起船体梁总纵弯曲的载荷、剪力和弯矩,进而利用简单梁理论有关计算原理校核其总纵弯曲应力:Z IM =σ M —计算剖面的总纵弯曲应力,中拱时为正; I —计算剖面对水平中和轴的惯性矩;Z —所求应力点至水平中和轴的垂直距离,向上为正。
本文所采取的有限元的计算方法是按照一定的方法将船舶每一站所受的合外力计算出来,再将每站的合外力换算成节点力,输入到ABAQUS 有限元的模型中即可得解。
1.1计算状态的选取由于船型多由船舶性能和使用要求决定,因此,对给定船型的静波浪弯矩,其大小主要取决于波浪要素以及波浪与船舶的相对位置。
波浪要素包括波形、波长与波高。
目前得到最广泛应用的是坦谷波理论。
根据这一理论,二维波的剖面是坦谷曲线形状。
图1所示的波面是从二维波中截取的一段,粗黑线为波浪剖面形状,两相邻波峰或波谷之间的水平距离是波长,记为λ;波高是由波谷底到峰顶的垂直距离,记为h。
坦谷波曲线形状的特点是,波峰陡峭,波谷平坦,波浪轴线上下的剖面积不相等,故称为坦谷波。
图1坦谷波波面船舶在航行中所遇到的波浪是随机的、不断变化的。
基于ABAQUS的U形件弯曲过程模拟研究
第5期(总第222期)2020年10月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.5Oct.文章编号:1672 6413(2020)05 0071 02基于ABAQUS的U形件弯曲过程模拟研究陈明航,庞红迪(南阳职业学院机械与汽车工程学院,河南 南阳 474500)摘要:弯曲成形是材料弹塑性变形的结果,这一过程中存在着高度的非线性。
基于大变形的弹塑性变形理论,借助于ABAQUS软件处理非线性问题的优势,对U形件弯曲成形过程进行模拟分析,在实际生产中具有一定的应用价值。
关键词:ABAQUS;模拟研究;弹塑性;U形件;弯曲成形中图分类号:TP391.7 文献标识码:A收稿日期:2020 06 08;修订日期:2020 08 22作者简介:陈明航(1987),男,河南南阳人,讲师,硕士,从事轻工装备设计与研发。
0 引言弯曲成形是利用金属的塑性变形,将板料弯曲成一定角度从而成形为所需形状工件的一种成形工艺,是冲压加工成形常见的工序之一[1]。
由于弯曲成形过程中涉及到材料复杂的力学状态变化,因此仅靠传统的实验分析和经验公式计算是很难相对准确地来描述这个过程的[2 3]。
鉴于实验法和经验公式的局限性,1967年Marcal等[4]提出的弹塑性有限元法开始应用于材料成形领域,极大地推动了数值模拟技术的发展。
20世纪80年代初随着汽车工业的快速发展,汽车覆盖件模具市场的需求急剧增加,材料成形数值模拟技术再次成为研究的重点,一些工业大国在此基础上推出比较先进的数值模拟软件,如ABAQUS、DYNAFORM、PAMSTAMP等[5]。
利用数值模拟技术对板料成形过程进行模拟分析可以得到较为准确的分析结果。
本文利用ABAQUS软件对U形弯曲成形过程进行模拟研究,通过对板料成形过程中的应力应变状态变化的分析,从而进一步对实际的成形过程进行指导和验证。
1 弹塑性变形理论在板料冲压成形领域中,数值模拟研究大多都基于材料的大变形弹塑性理论[6]。
Abaqus屈曲分析(四)引入缺陷的Riks法

Abaqus屈曲分析(四)引入缺陷的Riks法A4-1 带初始缺陷的弧长法(载荷控制,正向缺陷)其他设置与弧长法一致。
在*End Assembly后插入关键字,*Imperfection, file=a1_buckle, step=11, 0.12引入正向缺陷,初始形状如上图所示。
A4-2 带初始缺陷的弧长法(载荷控制,负向缺陷)其他设置与弧长法一致。
在*End Assembly后插入关键字,*Imperfection, file=a1_buckle, step=11, -0.12引入负向缺陷,初始形状如上图所示。
A4-3 带初始缺陷的弧长法(位移控制,正向缺陷)设置与位移控制的弧长法一致A4-4 带初始缺陷的弧长法(位移控制,负向缺陷)设置与位移控制的弧长法一致弧长法(载荷控制):18476N弧长法(位移控制):18468N弧长法(正向缺陷,载荷控制):10666N弧长法(负向缺陷,载荷控制):15599N弧长法(正向缺陷,位移控制):10647N弧长法(负向缺陷,位移控制):15584N从以上结果可以看出,这种结构对缺陷很敏感,同样,作为一般规则,在对非对称结构进行建模时应格外小心,因为缺陷会产生截然不同的结果。
关于缺陷引入的一些要点:在模型中引入缺陷有两种方法:1.几何缺陷:是最常用的方法:模型初始几何形状的扰动导致结构以适当的方式变形。
2.加载缺陷:也可以用来确保结构以适当的方式变形,使用较小的虚拟触发载荷使模型变形,以使其正确弯曲。
几何缺陷:1.它们通常基于先前的特征值屈曲分析。
2.通常使用某些屈曲模式来扰动几何形状。
然而,一般认为最低阶屈曲模式会给出最关键的缺陷,所以通常情况下,使用较低的几阶屈曲模式来进行缩放,并添加到完整的几何形状中,以创建微扰动网格。
3.缺陷的大小应根据实际选择。
例如,缺陷的大小可以由制造公差决定。
通常选择的大小是相关结构尺寸的几个百分点,如梁的横截面或壳的厚度。
基于Abaqus的弯管成形数值优化插件开发
基于Abaqus的弯管成形数值优化插件开发温馨;刘俊;肖龙飞;邹双桂;唐文勇【摘要】为提高弯管成形的数值优化效率,解决小半径弯管生产困难的问题,采用基于Python的Abaqus脚本接口和用户图形界面工具包进行脚本功能及用户界面二次开发,形成专用插件.插件包含弯管成形定义、分析任务提交及成形结果查看等3个模块,为弯管的系列数值实验提供完整、高效且易操作的解决方案.使用此插件进行的数值模拟用时大幅缩短,且所得结果与现场实验吻合良好.【期刊名称】《计算机辅助工程》【年(卷),期】2015(024)006【总页数】7页(P30-36)【关键词】弯管成形优化;数值实验;二次开发;插件;用户图形界面;Python【作者】温馨;刘俊;肖龙飞;邹双桂;唐文勇【作者单位】上海交通大学海洋工程国家重点实验室,上海200240;高新船舶与深海开发装备协同创新中心,上海200240;上海交通大学海洋工程国家重点实验室,上海200240;高新船舶与深海开发装备协同创新中心,上海200240;上海交通大学海洋工程国家重点实验室,上海200240;高新船舶与深海开发装备协同创新中心,上海200240;广州广船国际股份有限公司,广州510382;上海交通大学海洋工程国家重点实验室,上海200240;高新船舶与深海开发装备协同创新中心,上海200240【正文语种】中文【中图分类】TG386;TP3110 引言为节省空间,工程中倾向于采用弯曲半径与管径之比小于1.5的弯管.小半径弯管在弯制时易产生外侧减薄、内侧起皱和截面扁平化等缺陷.在实际生产中,为获得符合成形标准的弯管,针对每个管径规格,需进行多次生产实验调试.目前,针对此成形过程,可采用Abaqus软件实现数值模拟[1],以减少材料消耗并降低人工成本.弯管成形的数值实验具有以下特点:第一,弯管成形是包含几何、边界和材料的三重非线性过程,要得到收敛且可靠的结果,需要对参数进行合理设置,数值结果的可靠性依赖于分析人员的经验水平;第二,弯制工艺由管件与6个模具的接触作用实现,成形过程变量繁多,取得较优的模具设置常需要进行系列数值实验[2-4],而每一次数值实验都包括前后处理及分析过程,耗时很长;第三,Abaqus软件无法直接提供成形指标结果,需用户提取变形后的节点位置自行计算,仅根据软件给出的变形图很难直观地判断缺陷位置.考虑以上特点,本文采用Python及GUI Toolkit语言对Abaqus进行二次开发,形成针对弯管成形数值实验的专用插件.目前,针对弯管模拟已有一些二次开发工作.[5-6]这些工作侧重于对软件已有功能的整合,而且只是针对某一部分进行单独开发.本文开发的插件覆盖前处理、工作提交和后处理整个过程,并且基于优化经验添加实用功能,如系列工作连续提交及指标结果写入云图,为弯管成形数值实验提供一整套高效的解决方案,尤其适合系列优化.插件还定制符合工程习惯的界面以简化分析过程,即使没有Abaqus软件基础的用户也可以快速掌握使用.1 Abaqus自定义插件以Abaqus脚本接口二次开发为主,结合图形界面的定制,形成弯管成形模拟的专用插件.插件程序包括脚本接口文件、图形界面文件和插件注册文件3类.脚本接口文件基于Python语言,直接向内核发送命令,针对建模、分析和后处理全过程实现功能定义.图形界面文件和插件注册文件基于Abaqus GUI Toolkit语言,前者负责对话框(Dialog)的建立,后者负责机制(Mode)的定义和GUI插件注册.机制是连接图形界面与脚本程序的纽带,其对用户输入的数据进行收集检验,形成命令字符串提交至内核.注册命令引用定义的机制,当插件被选中时,相应的GUI机制被激活,同时导入脚本接口程序,为GUI命令的调用做准备.①DassaultSystèmes Simulia Co.Abaqus GUI Toolkit User’s Manual,2012为描述插件形成思路及各类文件间配合,以前处理模块为例,文件的关键语句见图1.图1 程序文件关键语句及插件形成思路Fig.1 Key statements of program file and plug-in development idea2 弯管成形优化专用插件本文开发的弯管成形优化专用插件包含3个模块:弯管成形定义模块、分析任务提交模块和成形结果查看模块,分别实现前处理、工作分析及后处理功能.插件分析流程见图2.图2 插件分析流程Fig.2 Analysis flow using plug-in2.1 弯管成形定义模块在采用Abaqus对弯管成形过程进行模拟时,通常设置接触、弯曲和卸载3个分析步.除管件本身与模具的结构建模外,还需定义管件与6个模具间的多个接触、芯棒与芯球的连接以及各模具在不同分析步中的力和位移边界.此外,还需合理定义分析类型、接触属性、边界条件、网格大小和加速手段并设置输出.在满足功能完整性的前提下,本插件的弯管成形定义模块采用与软件自身不同的思路,对建模流程进行极大简化,同时将具有一定技术难度的分析设置和重复性操作内置在脚本中,无须用户进行定义.手动建模流程见图3,插件建模流程见图4.图3 手动建模流程Fig.3 Flow of manual modeling process图4 插件建模流程Fig.4 Flow of modeling process using plug-in由图中数字代表的基本操作步数可见,使用插件的操作步数减少近2/3.此外,插件建模基本操作步均为单个数据的输入,较手动建模时需要进行点选、绘图等操作更加简便.一般情况,使用插件建立1个分析文件的用时不超过5 min,尤其是在进行系列优化时,仅需改变个别参数取值即可快速生成一系列优化工作文件,极大地提高数值优化前处理的效率.界面的定制符合实际实验时的思路,分为基本参数、过程参数和分析设置3个选项卡,见图5.基本参数包含实验时无法或不经常调整的参数,主要是管件与模具自身的尺寸和材料参数;过程参数选择工程中为提高成形质量经常调整的参数.基于优化经验,本插件在模具设置中选择弯曲半径、弯曲角速度、芯棒与管件间隙、芯棒伸出量、压模侧推力及其相对侧推速度作为调整参数.分析设置中对网格、分析步、工作名和储存路径进行定义.用户只需填写以上参数即可自动生成用于提交分析的inp文件.因此,即使没有Abaqus软件操作基础的用户,也可以使用此插件进行高效的模拟工作.2.2 分析任务提交和成形结果查看单个弯管成形工作耗时很长,而且还常进行系列计算.为有效利用时间,插件在分析任务提交模块添加无人值守时的连续提交功能.用户可以依次选择多个inp文件一并提交,由软件自动在前一个分析任务完成之后提交下一个任务.同时,由于过程文件较大,可以选择计算完毕后自动将其删除.图5 弯管成形定义用户界面Fig.5 User graphics interface of bended tube forming definition弯管成形质量由3个指标考察:外侧减薄率It,内侧起皱率Iw和截面扁平度If.指标计算参数见图6,计算方程为式中:Iws和Iwb分别为直线段和曲线段起皱率.图6 成形指标计算示意Fig.6 Schematic of forming indexes calculation在插件提供的成形结果查看模块中,用户只需选择结果文件,提取数据的时间点和需要显示的云图项,脚本程序会自动提取节点位置信息,按定义计算出指标值,显示在CAE窗口的信息栏,并写入文件.为方便用户观察起皱位置,指导下一步设置调整,插件将起皱高度计算值与节点对应写入结果云图,用户可以随时看到起皱高度的分布云图.模拟工作提交和成形结果查看的用户界面见图7.图7 工作提交及后处理用户界面Fig.7 User interfaces of job submission and postprocessing3 脚本程序要点脚本接口程序是插件功能实现的核心.Abaqus脚本接口命令配合Python灵活的数据操作功能,可以方便地实现模型的自动化处理.对应插件的3个模块,分别编写脚本接口程序.脚本程序关键语句及其说明如下.3.1 前处理前处理脚本完成自动建模工作,依次进行部件、组装、网格、边界条件、接触和分析步等对象的定义,另将管件内外侧节点分别建立数组并设置输出,供后处理提取数据.脚本接口文件编写可以参考Abaqus软件在GUI建模时生成的rpy文件.[7]需要注意的是,为保证脚本在重复运行时的正确性,需对此参考文件进行修正.例如,在屏幕上进行点选时,Abaqus默认采用内部的编号系统为对象进行标记①Dassault Systèmes Simulia Co.Abaqus Scripting User’s Manual,2012,但是模型编辑会改变特征ID,故编写脚本时需使用findAt命令对其进行替换,改用坐标值标记对象.3.2 分析任务提交分析任务提交脚本接口实现2个功能:任务的连续分析和过程文件的自动删除.其中,连续分析通过循环完成,实现的关键是waitForCompletion方法的使用.②Python Software Foundation,Python 2.7.8 documentation为实现过程文件的自动清理,定义进行文件判断和删除的专用函数,利用系统路径的访问方法对目录中的每个文件依次调用此函数进行判断和删除.3.3 后处理以起皱率为例说明后处理脚本中进行指标自动计算并将结果写入文件和云图的过程. 使用Abaqus命令访问结果数据库中特定时间步的节点坐标输出项.由于变形后直线段与曲线段的起皱率计算方法不同,使用循环语句将直线段和弯曲段的节点分开配对.采用循环判断分别生成内侧节点元数组和皱高列表.为实现起皱高度的云图显示,新建场输出对象,添加对象节点元数组和相应皱高列表,保存在odb文件中.4 实例为验证插件的有效性,使用插件对某次现场实验进行模拟分析.目标管件外径为114 mm,厚度为4.5 mm.进行2次现场实验以对比不同的压模侧推力对成形结果的影响:第1次侧推螺栓紧,第2次侧推螺栓松.对应2次模拟时压模侧推力的设置为100和50 kN,其余参数一致.使用插件的“弯管成形定义”模块,生成第1次实验的待提交inp文件,耗时3 min,模型见图8.图8 插件生成模型Fig.8 Model for plug-in generation以第1次实验为基础,改变过程参数中侧推力的取值,即可生成第2次实验的分析任务文件.之后在“工作连续提交定义”模块选择这2个inp文件,勾选完成后删除过程文件选项后提交.分析完毕后,信息栏中列出被删除的过程文件和工作的接连提交情况,见图9.最后,使用“成形结果查看”模块,选择结果文件、时间点和云图项,插件自动计算指标并写入相应文件,结果同样显示在CAE信息栏,见图9.同时,插件将起皱高度写入结果云图,界面自动转到所选的云图项显示.计算得到的第1次成形后弯管厚度云图见图10,最小厚度的位置和减薄率与现场实验吻合良好,见表1.同时,由起皱高度云图可见,当螺栓紧时,管件后部出现皱高3.7 mm的褶皱,与现场实验结果吻合,见图11.无论是现场实验还是采用插件数值模拟得到的结果均显示,侧推螺栓过紧对弯管成形有负面影响.图9 信息栏Fig.9 Message area图10 厚度云图Fig.10 Thickness contour图11 起皱云图和实验对比Fig.10 Comparison of wrinkling contour and experiment5 结论利用Abaqus脚本接口程序及图形界面工具包,形成针对弯管成形数值优化的专用插件.利用插件可实现以下功能.1)输入必要的参数值即可自动生成模型,建模时间为5 min以内.在过程参数一栏修改个别参数即可快速生成系列任务文件.2)支持无人值守时多个分析任务连续提交及过程文件自动删除,可有效利用时间. 表1 插件模拟与现场实验结果对比Tab.1 Comparison of results of simulation using plug-in and field experiment描述原厚度/mm 成形后最小厚度/mm 减薄率/%现场实验值插件模拟值现场实验值插件模拟值现场实验值插件模拟值螺栓紧 4.400 ~4.500 4.500 3.300 3.350 25.00 ~26.67 25.56螺栓松 4.400 ~4.500 4.500 3.400 3.409 22.73 ~24.44 23.443)自动计算成形指标,显示在信息栏,写入文件并实现指标云图显示,方便用户观察缺陷产生位置,指导下一步调整.通过前后处理的自动化和系列工作分析时间利用率的提高,弯管成形数值优化效率得以大幅度提升.采用开发的插件对现场实验进行模拟,所得结果与实际吻合良好.本文给出的插件形成思路和功能开发要点可供其他系列优化数值实验的二次开发参考.参考文献:【相关文献】[1]ZHAO G Y,LIU Y L,YANG H,et al.Three-dimensional finite-elements modeling and simulation of rotary-draw bending process for thin-walled rectangular tube[J].Mat Sci& Eng:A,2009,499(1-2):257-261.[2]LI H,YANG H,ZHANG Z,et al.‘Size effect’related bending formability of thin-walled aluminum alloy tube[J].Chin J Aeronautics,2013,26(1):230-241.[3]LI H,YANG H.A Study on multi-defect constrained bendability of thin-walled tube NC bending under different clearance[J].Chin J Aeronautics,2011,24(1):102-112. [4]LI H,YANG H,et al.Multiple instability-constrained tube bending limits[J].J Mat Proc Technol,2014,214(2):445-455.[5]蒋华兵,詹梅,杨合.基于Abaqus的数控弯管专用前处理模块开发[J].航空工程进展,2010,1(2):184-189.JIANG Huabing,ZHAN Mei,YANG He.Development of pre-process module of NC tube bending based on Abaqus software using Python[J].Adv Aeronautical Sci& Eng,2010,1(2):184-189.[6]冯颖,杨合,陈德正,等.基于Abaqus/Python的数控弯管专用后处理模块的拓展[J].塑性工程学报,2011,18(2):7-12.FENG Ying,YANG He,CHEN Dezheng,etal.Abaqus/Python-based extension study of post-processing module of NC tube bending [J].J Plastcity Eng,2011,18(2):7-12.[7]郭霞,关志东,刘遂,等.基于Python的Abaqus二次开发在层压板修理模拟中的应用[J].计算机辅助工程,2013,22(4):34-39.GUO Xia,GUAN Zhidong,LIU Sui,etal.Application of Abaqus secondary development based on Python in simulation of laminate repair[J].Comput Aided Eng,2013,34-39.。
Abaqus凹槽成形
基于ABAQUS的有限元分析凹槽成型作业姓名:***学号:***班级:***将一块长金属薄板加工成凹槽。
该模拟中,包括一条带型可变形材料,称为毛坯,以及工具——冲头、冲模和毛坯夹具(与毛坯接触)。
这些工具可以模拟成为刚性表面,因为它们比毛坯更加刚硬。
图1显示了这些部件的基本布局。
毛坯厚度为1mm,在夹具与冲模之间受到挤压,毛坯夹具的力为440kN。
在成型过程中,这个力与毛坯和毛坯夹具、毛坯和冲模之间的摩擦力共同作用,控制如何将毛坯材料压入冲模。
图1.成型分析1.前处理——用ABAQUS/CAE创建模型1.1定义部件创建4个部件:Blank, Holder, Die, Punch。
一个可变形的部件代表毛坯,3个刚性部件代表工具。
1.2可变形的毛坯基于平面壳体特征,创建一个二维、可变形的实体部件代表可变形的毛坯。
采用大致的部件尺寸为0.25,命名为Blank. 为了定义几何形状,应用连线工具绘制一个任意尺寸的矩形,然后标注并编辑矩形水平和竖直方向的尺寸。
最终绘图如图2所示。
图2.可变形的毛坯图1.3刚性工具必须分别对每个刚性工具创建部件,并采用类似的技术创建每个部件最终创建的冲头、夹具和冲模分别如图3、图4和图5所示。
图3.刚性冲头图图4.刚性夹具图图5.刚性冲模图1.4材料和截面特性毛坯由高强钢制成。
塑形变形时,材料经历了一定的工作硬化。
根据题目所提供数据,设置材料参数如图6和图7所示。
图6.材料特性图7.材料特性1.5装配部件和最终装配模型如图8―10所示。
图8.创建冲头实体并定位图9.创建夹具实体并定位图10建冲模实体并定位完成最终装配图1.6建几何集合创建几何集合是为了便于指定载荷和边界条件以及控制数据输出必须撞见6个几何集合:在每个刚形体的参考点上各1个,在毛坯的对称平面1个,在毛坯中面的每端个1个。
RefPunch,RefHolder,RefDie,Center,MidLeft,MidRight 1.7定义分析步和输出要求这个模拟过程包括5个分析步。
abaqus 中梁板壳单元的弯曲问题beamplateshell
ABAQUS中梁板壳单元的弯曲问题曲哲2007-4-3一、Euler-Bernoulli梁与Timoshenko梁在ABAQUS的单元库中,所有三次插值的梁单元(如B23,B33等),均为Euler-Bernoulli梁,而所有线性和二次插值的梁单元(如B21,B22,B31,B32等),均为Timoshenko梁。
(1)细长梁与深梁B23为2结点三次插值的Euler-Bernoulli梁。
由于在形成单元刚度矩阵时等效载荷项的被积函数至少是3次的,所以至少需要2个积分点才能达到完全的高斯积分。
而在ABAQUS中,B23有3个积分点,这意味着被积函数可以达到5次。
总之B23是完全积分的单元。
而B21和B22分别为2结点线性插值和3结点二次插值的Timoshenko梁,并且默认的采用减缩积分来避免剪切锁死。
B22只有2个积分点,B21只有1个积分点,它们都只能达到1次的插值精度。
表1:集中力作用下悬臂梁的自由端挠度(mm)细长梁(l/h=10)深梁(l/h=3)材力解 1 2 4 材力解42单元个数 10.10800.10804.000 4.000 4.0000.10800.1080B23(E-B梁) 4.000B21(Timoshenko梁) 3.734 3.955 4.010 4.000 0.10860.1145 0.1160 0.1080B22(Timoshenko梁) 4.028 4.028 4.028 4.000 0.11650.1165 0.1165 0.1080表1比较了上述三种梁单元在应用于细长梁和深梁受弯时的表现。
问题描述如图1所示,为端部受集中载荷的悬臂梁。
E-B梁B23完全忠实于材料力解的解答,不考虑剪切应变的影响,并且只用1个B23单元就可以得到与材力解一致的结果。
B21和B22考虑了梁的剪切变形,其分析得到的挠度略大于材力解。
同时可以看出,B21和B22用于细长梁时并没有发生剪切自锁。
采用ABAQUS针对航空某型材件的拉弯分析
采用ABAQUS针对航空某型材件的拉弯分析采用ABAQUS针对航空某型材件的拉弯分析美国ABAQUS软件公司北京代表处梁明刚前言:型材拉弯工艺广泛应用于航空航天、汽车、机械设备、建筑等行业,随着高新技术越来越多应用于这些工业,设计工程师对于计算机仿真技术的要求也与时俱进。
ABAQUS 以其卓越的非线性问题的处理能力为广大工业客户所认可,本文以航空工业中某型材拉弯产品为例,介绍了ABAQUS对应的分析流程,对工程中提出的四种加工方案逐一进行分析,结合回弹的结果对它们进行比较,最后提出改进方案。
经实践检验,仿真分析的结果跟实际结果达到高度一致,为设计工程师提供了可信的参考数据。
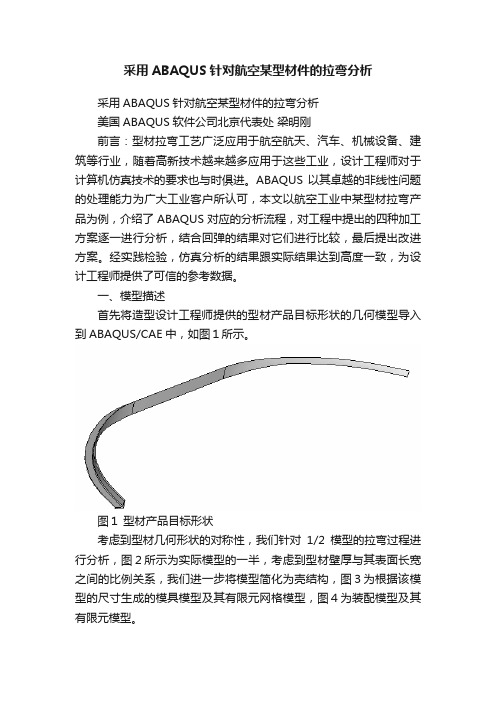
一、模型描述首先将造型设计工程师提供的型材产品目标形状的几何模型导入到ABAQUS/CAE中,如图1所示。
图1型材产品目标形状考虑到型材几何形状的对称性,我们针对1/2模型的拉弯过程进行分析,图2所示为实际模型的一半,考虑到型材壁厚与其表面长宽之间的比例关系,我们进一步将模型简化为壳结构,图3为根据该模型的尺寸生成的模具模型及其有限元网格模型,图4为装配模型及其有限元模型。
图2产品模型的二分之一图3刚体模具的几何模型(左)和有限元网格模型(右)图4装配体的几何模型(左)和有限元网格模型(右)二、分析方案根据实际加工过程的特点,并针对此类型材拉弯问题,我们采用ABAQUS的隐式算法模块ABAQUS/Standard进行成形分析。
考虑到实际成形时的影响因素,我们按照下面四类分析过程分别进行模拟,最后分别以回弹量、型材厚度变化量、局部型材的变形量作为考查标准,为实际加工过程提供必要的数据作为参考。
分析过程的分类如下:1、直接进行型材拉弯,然后考察其回弹量;2、首先对型材做一个整体拉伸,然后再进行型材拉弯,最后进行回弹分析;3、第一步进行型材拉弯,然后对弯曲得型材做一个整体拉伸,最后进行回弹分析;4、首先对型材做一个整体拉伸,然后再进行型材拉弯,接着对弯曲得型材做一个整体拉伸,最后进行回弹分析;三、分析结果针对以上提出的四种方案的具体流程,我们分别生成相应的分析模型进行计算。
abaqus钣金冲压成型例题讲解II
钣金成型例题讲解II一、背景在上一章中,我们针对ABAQUS模拟成型问题的过程进行了详细的介绍,其中最重要的环节莫过于用户对于实际问题的物理过程的把握。
在成型工艺上,过去很多生产厂习惯于一次成型完毕,好处是成型时间短、生产进度快,免去了二次成型的麻烦,但不足之处是操作人员多,劳动强度大,质量不易控制。
随着加工技术的不断发展,成型件的尺度不断加大,一次成型的弊端日渐引起重视。
为了保证质量,有的单位采用了国外常用的多次成型法,即成型件的最终形状分为若干个成型步来完成,每次成型其中的一部分。
很多实际钣金件的成型加工过程都是经过若干次成型来完成的,这些多次加工过程中,最简单的情况就是二次成型过程。
这种加工方法的好处是质量容易控制,但也存在一些问题如施工周期长,需采用专用的适于多次成型的模具,因而,在批量小、模具少的情况下不宜采用。
本章我们将对更为复杂的成型问题进行重点描述,经过本章例题的操作,用户将对ABAQUS在钣金成型方面的应用有更为深刻的认识。
二、问题的描述本例题所模拟的问题,是某实际钣金成型件的实际加工过程。
该过程包括两次成型分析,而实际的模拟步骤分为七步来完成:1.定位第一套模具的空间位置;2.定位坯料在第一套模具上的相对位置;3.进行第一次成型;4.成型之后第一套模具的上下模分离;5.定位初次成型之后的半成品料在第二套模具上的相对位置,为了使用户视图区域简洁明了,我们在该分析步中人为的加入一个操作,即移开第一套模具,让第二套模具在试图前部;6.进行第二次成型;7.成型之后第二套模具上下模分离。
图1为钣金件实际成型后的形状,图2为第一套模具示意图,图3为第二套模具示意图。
首先,我们将通过ABAQUS/CAE完成图4所示的装配图,其中平面铝板将被冲压成型为图1的结构。
图1图2图3图4三、建立模型3.1创建第一套成型模具1、首先运行ABAQUS/CAE,在出现的对话框内选择Create Model Database。
基于ABAQUS的悬臂梁的弹塑性弯曲分析
基于ABAQUS的悬臂梁的弹塑性弯曲分析学院:航空宇航学院专业:工程力学指导教师:姓名:学号:1. 问题描述考虑端点受集中力F 作用的矩形截面的悬臂梁,如图1所示,长度l=10m ,高度h=1m ,宽度b=1m 。
材料为理想弹塑性钢材(如图2),并遵守Mises 屈服准则,屈服强度为MPa Y 380=σ,弹性模量GPa E 200=,泊松比3.0=υ。
图1 受集中力作用的悬臂梁 图2 钢材的应力-应变行为首先通过理论分析理想弹塑性材料悬臂梁的弹塑性弯曲,得到悬臂梁的弹塑性弯曲变形的规律和塑性区形状,确定弹性极限载荷e F 和塑性极限载荷Y F ;其次利用ABAQUS 模拟了该悬臂梁受集中载荷作用的变形过程,得出弹性极限载荷e F 、塑性极限载荷Y F 、塑性区形状和载荷-位移曲线,与理论分析的结果进行对比,验证有限元分析的准确性。
2. 理论分析2.1梁的弹塑性纯弯曲对于矩形截面Euler-Bernoulli 梁,受弯矩M 作用,如图3所示,根据平截面假定,有图3 矩形截面梁受弯矩M 的作用y κε= (1)其中κ为弯曲后梁轴的曲率,规定梁的挠度w 以与y 同向为正,则在小变形情况有22-dx w d =κ (2)当弯矩M 由零逐渐增大时,起初整个截面都处于弹性状态,这是Hooke 定律给出()y E E y κεσ== (3) 再由平衡方程,可得到κEI M = (4) 其中,3121bh I =是截面的惯性矩。
将EI M /=κ带入(3)式,可知 I y /M =σ显然,最外层纤维的应力值最大。
当M 增大时,最外层纤维首先达到屈服,即Y h y bh M σσ==±=22/61/ (5)这时的弯矩是整个截面处于弹性状态所能承受的最大弯矩,即为弹性极限弯矩,它等于261bh M Y e σ= (6)对应的曲率可由式(4)求得Eh EI M Y e e /2/σκ== (7)当e M M >时,梁的外层纤维的应变继续增大,但应力值保持为Y σ不再增加,塑性区将逐渐向内扩大。