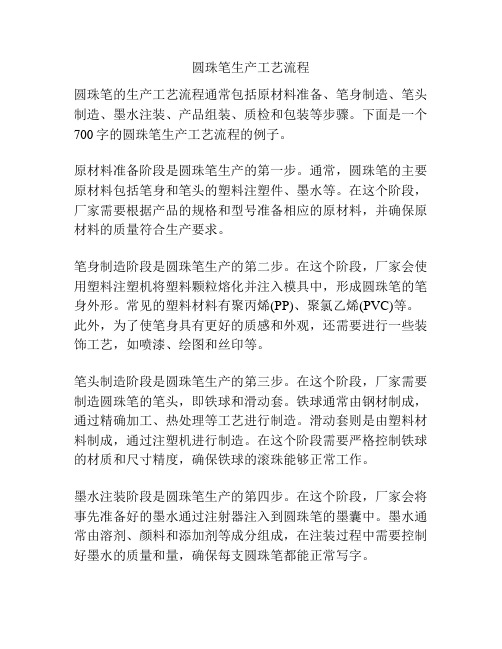
D42ERP2圆珠笔生产制造单据
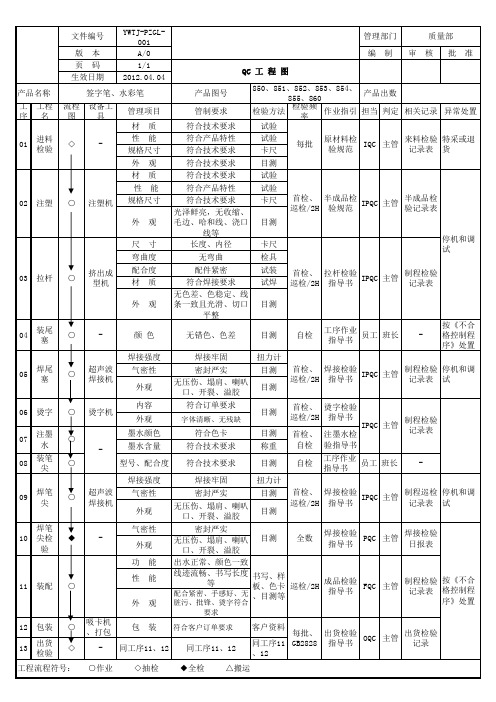
圆珠笔QC工程图
目测 目测
首检、 巡检/2H
焊接检验 指导书
IPQC
主管
制程检验 记录表
停机和调 试
○ 烫字机
内容 外观
符合订单要求 字体清晰、无残缺
○ -
墨水颜色 墨水含量
符合色卡 符合技术要求
○
型号、配合度 符合技术要求
目测
目测 称重 目测
首检、 烫字检验
巡检/2H 首检、
指导书 注墨水检
IPQC
主管
制程检验 记录表
流程 设备工 图具
管理项目 材质
QC 工 程 图
产品图号 管制要求 符合技术要求
850、851、852、853、854、 855、860
产品出数
检验方法
检验频 率
作业指引 担当 判定
相关记录
异常处置
试验
◇
-
性能 规格尺寸
符合产品特性 符合技术要求
试验 卡尺
每批
原材料检 验规范
IQC
主管
来料检验 特采或退 记录表 货
自检 验指导书
自检
工序作业 度
焊接牢固
扭力计
○
超声波 焊接机
气密性 外观
密封严实
无压伤、塌肩、喇叭 口、开裂、溢胶
目测 目测
首检、 巡检/2H
焊接检验 指导书
IPQC
主管
制程巡检 记录表
停机和调 试
◆
-
气密性 外观
密封严实 无压伤、塌肩、喇叭
口、开裂、溢胶
目测
全数
焊接检验 指导书
PQC
主管
焊接检验 日报表
功 能 出水正常、颜色一致
○
性能 外观
圆珠笔生产工艺流程
圆珠笔生产工艺流程
《圆珠笔生产工艺流程》
圆珠笔是一种常用的书写工具,它的生产工艺流程经过多道工序才能完成。
下面将介绍一下圆珠笔的生产工艺流程:
第一道工序是原料准备。
圆珠笔的制作需要用到塑料、金属等材料,首先需要将这些原料进行准备,经过加工、混合等步骤,制成合适的圆珠笔壳、笔芯等部件。
第二道工序是注塑成型。
将准备好的塑料原料通过注塑机器进行加热熔化,然后注入到模具中,经过一定的冷却时间后,取出塑料制品,形成圆珠笔壳的外形。
第三道工序是组装。
将制作好的圆珠笔壳、笔芯、弹簧等部件进行组装,经过一系列的机械操作,将它们组合在一起,形成成品的圆珠笔。
第四道工序是喷涂印刷。
将组装好的圆珠笔进行喷涂或印刷,印有品牌logo、产品信息等,使其更具有吸引力。
第五道工序是质量检验。
对生产好的圆珠笔进行质量检验,检查其外观、书写性能等,确保产品符合标准。
最后一道工序是包装。
将通过检验合格的圆珠笔进行包装,包括外包装和内包装,再进行打包装箱,准备发往市场销售。
通过上述工艺流程,圆珠笔得以顺利完成生产,最终成为了人们日常生活中不可或缺的书写工具。
Prodir 瑞士普罗迪笔图文鉴赏
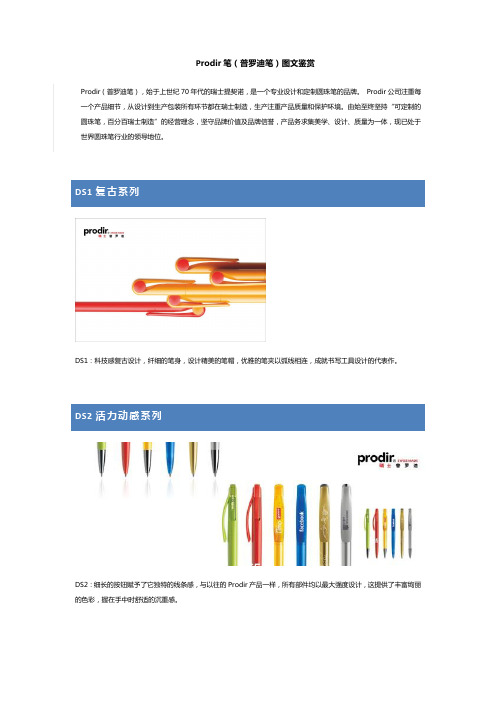
P rodir笔(普罗迪笔)图文鉴赏Prodir(普罗迪笔),始于上世纪70年代的瑞士提契诺,是一个专业设计和定制圆珠笔的品牌。
Prodir公司注重每一个产品细节,从设计到生产包装所有环节都在瑞士制造,生产注重产品质量和保护环境。
由始至终坚持“可定制的圆珠笔,百分百瑞士制造”的经营理念,坚守品牌价值及品牌信誉,产品务求集美学、设计、质量为一体,现已处于世界圆珠笔行业的领导地位。
DS1复古系列DS1:科技感复古设计,纤细的笔身,设计精美的笔帽,优雅的笔夹以弧线相连,成就书写工具设计的代表作。
DS2活力动感系列DS2:细长的按钮赋予了它独特的线条感,与以往的Prodir产品一样,所有部件均以最大强度设计,这提供了丰富绚丽的色彩,握在手中时舒适的沉重感。
DS3 PRODIR标志性系列DS3:它引人注目,因为它优秀,而不是因为它高调。
书写工具的偶像,永恒且独特的原创。
DS3 ECO可生物降解系列DS3 ECO:由玉米淀粉等可生物降解材料制成,有效率地使创意与经典结合,Prodir持续有效地为环保作出一分宝贵的力量。
DS3.1经典演变系列DS3.1:稍作改动的经典转变,偶像型圆珠笔配有更大更优雅的笔夹,更加顺滑的旋转结构,经典书写工具的进化演变。
DS4简约个性系列DS4:它知道什么是重要的,它相当自信,代表高端品质。
具有所有高档次书写工具的特点并且简约清晰,真实而不是表象。
DS5未来感系列DS5:如果您追求完美,那么它就是您要找的;更丰富的色彩,更多的部件匹配,更个性化定制,它是获得著名奖项的设计。
DS7领导者系列DS7:简约优雅的设计,是其它产品不能与之相比的,笔中央的按钮彰显了与高品质的和谐。
清脆微妙的声音,提升使用者的高雅品位。
DS8新款PRODIR系列DS8:经典书写工具的偶像,在符合人体工程学的优化设计中对三角形永恒的诠释,功能性渗透到最小的细节,用展现自信并且高品质的圆珠笔放松书写。
经典设计:经典书写工具的新偶像,对三角形永恒的诠释,精简到要点并且其功能性渗透到最小的细节,外形高档并且为个性化广告设计提供灵活的空间。
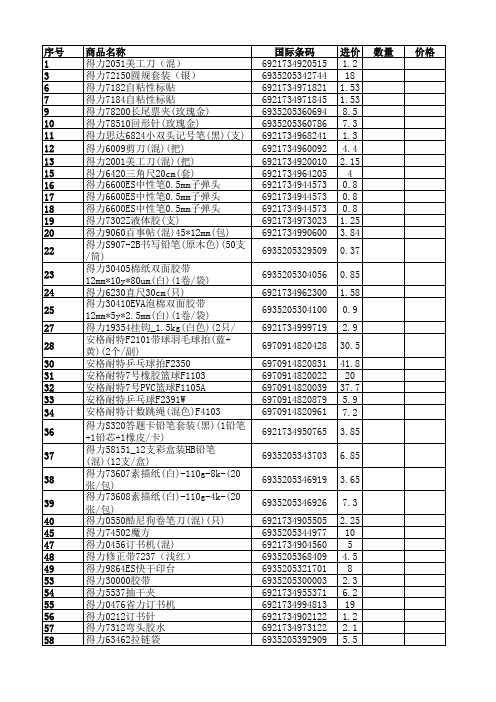
货总表11
6974776200008 10.5
162
得力19353挂钩_1.5kg(白色)(4只/
6921734999702 4.1
165
得力6415三角尺15cm(套)
6921734964151 2.5
167
得力纽赛NS298记事本
6935205394897 13
169
得力FA540缝线本简单格调3
6921734936851 4.5
国际条码 6921734920515 6935205342744 6921734971821 6921734971845 6935205360694 6935205360786 6921734968241 6921734960092
6921734920010 6921734964205 6921734944573 6921734944573 6921734944573 6921734973023 6921734990600
114
得力3044-4B皮擦
6921734930446 1
115
得力FA540逐梦
6921734964892 1.8
116
得力FA540羊驼君
6921734969934 1.8
117
得力6846-4B绘图铅笔
6921734945648 9.5
118
得力PFA560缝线本
6921734990495 3
6970914820671 30
136
得力F2394乒乓球
6970914822682 5.5
137
得力F2100羽毛球拍
6970914820411 28
138
得力0012订书针
6921734900128 1.5
圆珠笔生产工艺流程

圆珠笔生产工艺流程
圆珠笔是现代生活中常见的一种书写工具,它的生产工艺流程是一个复杂的过程。
下面将介绍圆珠笔的生产工艺流程。
首先,制造圆珠笔的第一步是准备原材料。
主要的原材料包括塑料颗粒,金属管,油墨和笔芯等。
这些原材料需要按照一定的比例和特定的要求进行采购和测量。
原材料的质量和配比直接影响到圆珠笔的质量和使用效果。
接下来,原材料进行预处理。
塑料颗粒需要经过热熔融化,然后通过注射模具成型。
金属管需要经过切割、钻孔等工艺进行加工。
油墨和笔芯也需要经过特定的处理工艺。
然后,将金属管与塑料配件进行组装。
这个过程需要严格按照设计图纸和工艺流程进行操作。
组装方式通常包括扭转、插入等。
之后,将组装好的笔套与笔芯进行装配。
装配过程通常包括将笔芯插入笔套中,并通过特定的装配工具进行固定。
接着,对装配好的圆珠笔进行喷漆或其他表面处理工艺。
这一步主要是为了美观和保护产品表面。
最后,对圆珠笔进行检测和质量控制。
对圆珠笔进行严格的外观检查和书写测试,以确保产品质量符合标准要求。
在整个生产过程中,还需要进行设备维护、生产效率监控、品
质改进等工作。
总而言之,圆珠笔的生产工艺流程是一个复杂且精细的过程,需要经过多道工序和严格的控制,以确保最终产品的质量和性能达到要求。
只有这样,圆珠笔才能在市场上取得成功,并被广泛应用于人们的生活中。
多色圆珠笔[实用新型专利]
![多色圆珠笔[实用新型专利]](https://img.taocdn.com/s3/m/91de405d59fafab069dc5022aaea998fcc2240a2.png)
[19]中华人民共和国专利局[12]实用新型专利说明书[11]授权公告号CN 2190030Y[45]授权公告日1995年2月22日[21]ZL 专利号94238642.6[21]申请号94238642.6[22]申请日94.5.3[73]专利权人上海达意实业公司地址200082上海市长阳路147号[72]设计人郑之言 刘军洛[74]专利代理机构上海东亚专利事务所代理人薛嘉俊[51]Int.CI 5B43K 27/00B43K 7/00 权利要求书 1 页 说明书 4 页 附图 1 页[54]实用新型名称多色圆珠笔[57]摘要本实用新型是一种书写用的多色圆珠笔,其主要特点是在笔杆头部设置了一个用以穿置并顶持墨水芯杆之输液通管(12)的调节阀体(6),阀体(6)下端与具有输液流槽的输液芯(5)相密接,输液通管(12)穿置在阀体(6)内之端部在其输液孔(16)的下方设置有一密封垫圈(8),上方设置一密封圈(9)。
本实用新型具有调色书写各种颜色字的功能,并能达到防止窜色的目的。
94238642.6权 利 要 求 书第1/1页 1、一种包含有滚珠(1)、笔头(2)、笔头内套(3)、具有输液流槽的输液芯(5)、贮液管(13)及输液通管(12)的多色圆珠笔,输液芯(5)的头部套置在笔头(2)及笔头内套(3)中,端部与滚珠(1)相接触,输液通管(12)以其尾端卡置在贮液管(13)中,其特征在于:A,还包含一个穿置输液通管(12)的调节阀体(6)和一锁紧螺母(4),阀体(6)设置在输液芯(5)的上方,用锁紧螺母(4)锁紧而使阀体(6)上输液通道与输液芯(5)上的输液流槽相吻接;B,输液通管(12)用弹簧(11)顶置在调节阀体(6)之阀面上,并在输液通管(12)端部之输液孔(16)的下方设置一密封垫圈(8),输液孔(16)的上方设置一密封圈(9)。
2、根据权利要求1所述多色圆珠笔,其特征在于所说贮液管(13)及输液通管(12)可配置三根或四根,相应地,调节阀(6)上开有三只或四只输液通管装配孔及与之相通的输液通道,输液芯(5)上也同样开有与之相应的并直通至头部的三条或四条输液流槽。
圆珠笔生产工艺流程
圆珠笔生产工艺流程圆珠笔的生产工艺流程通常包括原材料准备、笔身制造、笔头制造、墨水注装、产品组装、质检和包装等步骤。
下面是一个700字的圆珠笔生产工艺流程的例子。
原材料准备阶段是圆珠笔生产的第一步。
通常,圆珠笔的主要原材料包括笔身和笔头的塑料注塑件、墨水等。
在这个阶段,厂家需要根据产品的规格和型号准备相应的原材料,并确保原材料的质量符合生产要求。
笔身制造阶段是圆珠笔生产的第二步。
在这个阶段,厂家会使用塑料注塑机将塑料颗粒熔化并注入模具中,形成圆珠笔的笔身外形。
常见的塑料材料有聚丙烯(PP)、聚氯乙烯(PVC)等。
此外,为了使笔身具有更好的质感和外观,还需要进行一些装饰工艺,如喷漆、绘图和丝印等。
笔头制造阶段是圆珠笔生产的第三步。
在这个阶段,厂家需要制造圆珠笔的笔头,即铁球和滑动套。
铁球通常由钢材制成,通过精确加工、热处理等工艺进行制造。
滑动套则是由塑料材料制成,通过注塑机进行制造。
在这个阶段需要严格控制铁球的材质和尺寸精度,确保铁球的滚珠能够正常工作。
墨水注装阶段是圆珠笔生产的第四步。
在这个阶段,厂家会将事先准备好的墨水通过注射器注入到圆珠笔的墨囊中。
墨水通常由溶剂、颜料和添加剂等成分组成,在注装过程中需要控制好墨水的质量和量,确保每支圆珠笔都能正常写字。
产品组装阶段是圆珠笔生产的第五步。
在这个阶段,厂家会将笔身、笔头和墨水囊等部件组装在一起,形成完整的圆珠笔产品。
组装过程中需要保证每个零部件的相互匹配和连接,确保产品的功能和外观符合要求。
质检阶段是圆珠笔生产的第六步。
在这个阶段,厂家会对已经组装好的圆珠笔进行质量检查。
质检包括外观检查、功能检测、耐久性测试等,确保产品的各项指标满足标准要求。
包装阶段是圆珠笔生产的最后一步。
在这个阶段,厂家会对圆珠笔进行包装,通常采用塑料袋、纸盒或其他包装材料。
包装过程中需要注意保护产品的安全和完整性,以便产品运输和销售。
以上就是圆珠笔的生产工艺流程,通过这些步骤,厂家能够生产出具有良好质量和外观的圆珠笔产品。
圆珠笔生产设备
圆珠笔生产设备圆珠笔是我们日常生活中经常使用的文具之一,它是一种便携式的写字工具,能够在任何时候记录重要的信息。
圆珠笔的生产设备是制造圆珠笔的重要工具之一,它能够帮助企业快速高效地生产出优质圆珠笔。
1.圆珠笔生产设备的概述圆珠笔生产设备是制造圆珠笔的关键工具之一,是实现高效、精准、稳定生产的重要保障。
制造圆珠笔的生产设备主要包括以下几个方面:1)生产设备圆珠笔的生产设备主要包括机械设备、电气设备、控制系统和研发设备等四个方面。
机械设备包括注塑机、组装机、模具等。
电气设备包括变频器、PLC控制系统等(PLC即可编程序控制器,用于控制生产线上每个环节的运行)。
控制系统包括PLC控制系统、液压系统、气动系统等。
研发设备包括立式车削中心、激光切割机、激光打标机等设备。
2)物料圆珠笔的生产需要用到各种原材料,包括防伪油墨、编织布等,这些物料对于确保圆珠笔的品质都十分重要。
3)质检设备生产线上需要安装各种质检设备,包括缺陷检测机、张力控制器、温度控制器等,以确保圆珠笔品质的稳定和提升。
2.圆珠笔生产设备的工作流程圆珠笔生产设备的工作流程主要分为五个步骤,分别是:注塑成型、染色、组装、水浸试验和贴标签。
1)注塑成型注塑成型是制造圆珠笔的第一个关键环节,圆珠笔的外壳和内筒是注塑成型的关键部件。
注塑成型的过程通常为:将加热后的塑料材料放入注塑机中加热,然后注入模具中定型,成型后冷却,再通过机械手取出,以便下一步操作。
这是制造圆珠笔最为关键的一步,关系着圆珠笔外观、尺寸、结构等多个方面。
2)染色染色是圆珠笔生产过程中的第二个环节,使圆珠笔的外壳变得亮丽、整洁、美观。
在这个环节中,将整个圆珠笔浸入颜料中,让颜料渗透到其表面,在机器的帮助下,不断旋转、翻转,让颜料更加均匀地沉积在圆珠笔的表面。
3)组装组装是让圆珠笔外壳和内筒组合在一起的过程,这是保证圆珠笔外观美观和功能完善的重要步骤。
组装过程通常先把笔尖、珠头和标架,滑动到内胆的前端,然后在加上笔夹(或夹扣)、墨水杆等其他零部件。
圆珠笔工艺流程
圆珠笔工艺流程圆珠笔作为一种常见的书写工具,其制作过程需要经过多个工艺流程。
下面将介绍一下圆珠笔的工艺流程。
圆珠笔的制作主要分为五个流程,包括原料准备、笔套制作、笔芯制造、装配和质检。
首先是原料准备阶段。
制作圆珠笔的主要原料包括金属、塑料、油墨等。
金属材料主要用于制作笔杆,一般使用铜管、钢管等材料。
塑料材料用于制作笔套和笔尖,常用的塑料材料有ABS塑料、PP塑料等。
油墨则是用于填充笔芯中的墨水。
接下来是笔套制作。
首先,将选定的塑料材料加热至一定温度,然后塑料料流入模具中,在高压下成型。
模具分为两部分,上模具和下模具。
上下模具组合在一起形成一个闭合的空腔,塑料流入空腔中后,经过冷却定型,待塑料冷却后,取下上下模具,就能得到成型的笔套。
然后是笔芯制造。
笔芯是圆珠笔最核心的部件,其制作过程较为复杂。
首先,选取适合的金属材料,将材料截取成所需长度。
然后,在笔芯的前端开一个小孔,用以连接笔尖。
接下来,在笔芯的后端开一个中心孔,用来安装小铜管和墨垫。
最后,将笔芯的前端磨削成圆锥形,使得墨水能顺利地流出。
接着是装配阶段。
将制作好的笔套和笔芯组装在一起。
首先,将笔芯的后端安装上小铜管和墨垫。
然后,将笔芯的前端插入笔套中,并将笔芯与笔套连接。
最后,将笔尖固定在笔芯的前端。
最后是质检环节。
对制作好的圆珠笔进行质量检查。
主要检查圆珠笔的外观是否完好,笔芯是否流畅,墨水是否正常,笔芯是否牢固等等。
质检合格后,圆珠笔就可以包装上市销售。
在整个制作过程中,需要严格把控每个环节的品质和技术要求,确保圆珠笔的质量和性能达到标准。
同时,还要注重生产效率的提高,降低生产成本,以满足市场需求。
总之,圆珠笔的制作经历了原料准备、笔套制作、笔芯制造、装配和质检这五个主要的工艺流程。
每个环节都需要精细操作,确保制作出质量合格的圆珠笔。
圆珠笔作为广泛应用于人们日常生活中的书写工具,其制作过程既有工匠技艺的传承,又有现代化制造技术的应用,不断追求更高的品质和效率。
一支圆珠笔的生产流程
一支圆珠笔的生产流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!圆珠笔生产流程。
1. 塑料颗粒生产。
原生塑料或回收塑料颗粒被加热熔化。
圆珠笔加工
圆珠笔加工1. 简介圆珠笔是一种常见的书写工具,由笔杆、笔套、笔芯和笔帽组成。
圆珠笔加工是指将圆珠笔的各个零部件进行加工和组装,以便制造出高质量的圆珠笔产品。
在圆珠笔加工过程中,需要对各个零部件进行加工处理,包括钢珠的制造、塑料笔杆的注塑、笔芯的组装等。
2. 圆珠笔加工过程一般而言,圆珠笔的加工包括以下几个主要步骤:2.1 钢珠制造圆珠笔的书写效果与钢珠的质量关系密切,因此,钢珠的制造是圆珠笔加工的重要环节。
通常,钢珠是通过冷镦机将钢丝加工成小球状,并通过热处理过程增强其硬度和耐磨性。
接着,钢珠经过清洗、抛光等工艺,以确保其表面平滑光洁。
2.2 笔杆注塑笔杆是圆珠笔的外壳,一般由塑料注塑而成。
在注塑过程中,先将塑料颗粒加热熔化,然后注入注塑机中的模具中成型。
在注塑成型过程中,需要考虑笔身的外观和手感,确保其质感和握持舒适度。
2.3 笔芯组装笔芯是圆珠笔书写的核心部件,它由墨水和塑料管组成。
在笔芯组装过程中,首先将墨水充填到塑料管中,然后将塑料管安装到笔芯套中。
接着,将笔芯套与笔杆进行组装,确保笔芯能够顺畅地滑动,并与钢珠相连接。
2.4 组装和包装在完成以上加工步骤后,需要将笔杆、笔芯和钢珠进行组装,并安装好笔帽。
组装过程中,要确保各个零部件连接紧密,没有松动和异响。
最后,将加工好的圆珠笔进行包装,以保护产品的质量和外观。
3. 圆珠笔加工的技术要点圆珠笔加工需要掌握一定的技术要点,以确保产品的质量和性能。
以下是一些关键技术要点:•钢珠的制造应注重加工精度和表面质量,以提高书写流畅度和耐磨性;•笔杆注塑过程中,应选择合适的塑料材料,保证外观质感和手感舒适;•笔芯组装时,要注意墨水充填的均匀性和塑料管的密封性,确保书写质量和使用寿命;•组装过程中,要严格控制各个零部件的尺寸和配合间隙,避免松动和损坏;•包装时,要选择适当的包装材料和方式,以保护产品的完整性和防止外界损坏。
4. 圆珠笔加工的发展趋势随着人们对书写工具品质的日益重视,圆珠笔加工技术也在不断创新和发展。
圆珠笔工艺流程

圆珠笔工艺流程
《圆珠笔工艺流程》
圆珠笔是一种常见的书写工具,它的生产工艺经过多道工序才能完成。
下面我们来了解一下圆珠笔的工艺流程。
首先,生产圆珠笔的第一步是通过注塑机将塑料材料加工成笔杆的外形。
接着,工人们会对笔杆进行抛光和喷涂等表面处理,使其具有光滑的手感和美观的外观。
然后,工人们会将笔芯插入笔杆中,并将笔尖固定在笔杆的前端。
这个过程需要工人们精准的操作,确保笔芯和笔尖的安装牢固和准确。
接下来是最关键的一步,也就是装配笔芯和墨盒。
工人们需要将墨盒固定在笔杆内,并将笔芯与墨盒连接,在确保墨水流畅的同时还要注意不会造成墨水外溢。
最后,对笔尖进行最后的调整和检验。
工人们会对笔尖的流畅度和书写效果进行检查,确保每一支圆珠笔都能够顺畅的书写。
整个工艺流程虽然看似简单,却需要工人们花费大量的心血和精力。
只有经过严格的操作和不断的品质检验,才能制造出高质量的圆珠笔。
圆珠笔工艺流程的每一个环节都至关重要,只有每个环节都做到位,才能生产出品质优良的圆珠笔。
圆珠笔制造工艺6076
发展历程
发展历程
19世纪末欧洲就出现了圆珠笔的雏形 1888年10月,一位名叫John Loud的美国记者获得了 圆珠笔的第一个专利,但没有商品化 1943年,匈牙利的一位记者Biro改进了圆珠笔,并申 请了专利,用类似报纸油墨的快干墨水代替传统墨汁, 为避免粘稠的墨水堵塞,在墨水管的顶端安装了能够 旋转的小金属球
发展历程
发展历程
英国政府购买了Biro圆珠笔的专利使用权,配备给 皇家空军,在二战期间得到了广泛的应用 法国人Marcel Bich在1945年创立公司,并于1950 年获得BIRO的专利,他的BIC圆珠笔创立了现代工 业设计的典范,也真正把圆珠笔带进了千家万户 1948年,中国第一支国产圆珠笔在上海丰华圆珠笔 厂诞生
发展历程
书写原理
在大气压力和油墨重力的 双重作用下,笔芯里的油 墨流向笔头的球座里,黏 附在球珠上。圆珠笔的书 写原理,是利用圆珠在书 写时与纸面直接接触产生 的摩擦力,使圆珠在球座 内滚动,带出塑料笔芯内 的油墨,形成字迹。
Chapter 1
笔芯的加工工艺
笔尖结构
圆珠笔的笔尖,是由 两个核心部件组成:金 属圆珠、和锥形的金属 底座(或称球座)。圆 珠是个纯粹的圆球,但 球座不是简单的碗状, 而有着各种细小沟槽, 加工过程非常复杂,对 精度的要求也十分高。
笔
LOREM IPSUM DOLOR
芯
LOREM LOREM IPSUM DOLOR
LOREM
Chapter 2
笔杆的加工工艺
原料
PP
PC
ABS
性能优良、价 格便宜、来源 比较广泛
中高档的透明 圆珠笔外壳
高度透明,性 能较好
聚合工艺 1 淤浆法工艺 2 溶液法工艺 3 本体法工艺
圆珠笔笔的工艺流程
圆珠笔笔的工艺流程
《圆珠笔的工艺流程》
圆珠笔是一种常见的书写工具,它经历了复杂的制作工艺流程才能成品。
下面就让我们来详细了解一下圆珠笔的工艺流程。
第一步,原料准备。
圆珠笔的制作需要使用各种原材料,包括外壳、笔芯、墨水等。
这些原料需要经过精细加工和筛选,确保质量符合要求。
第二步,外壳制作。
通常圆珠笔的外壳采用塑料材料制作,经过塑料成型机器加工成不同的形状和颜色。
外壳制作完成后,需要进行磨光处理,使其表面光滑细腻。
第三步,笔芯生产。
笔芯是圆珠笔的核心部件,它通常由小钢珠、墨水贮存装置和写芯构成。
生产笔芯需要进行精密加工和组装,确保每支笔芯都能正常书写。
第四步,墨水注入。
在生产线上,工人们会将新鲜的墨水注入到外壳中,并在墨水注入口进行密封处理,确保墨水不会泄漏。
第五步,组装包装。
在所有部件制作完成后,工人们将外壳、笔芯和墨水进行组装,最终形成一支完整的圆珠笔。
之后进行包装处理,然后进行质量检验,确保每支笔都符合标准。
通过以上工艺流程,我们可以看出圆珠笔的制作涉及了多个环
节和工序,每一步都需要精密加工和细心操作。
只有经过严格的工艺流程和质量检验,才能生产出高质量的圆珠笔产品。
圆珠笔合同范本
圆珠笔合同范本甲方(供应商):_______________________法定代表人:_______________________地址:_______________________联系方式:_______________________乙方(采购商):_______________________法定代表人:_______________________地址:_______________________联系方式:_______________________一、产品描述产品名称:圆珠笔产品规格:_______________________产品颜色:_______________________产品数量:__________支二、产品质量标准甲方应保证所供应的圆珠笔符合国家相关质量标准及乙方的质量要求。
三、价格及支付方式1. 单价:__________元/支2. 总价:__________元3. 支付方式:______________(如现金、转账等)4. 支付时间:______________四、交货时间及地点1. 交货时间:_______________________2. 交货地点:_______________________五、包装及运输1. 甲方负责产品的包装,确保产品在运输过程中不受损坏。
2. 运输方式及费用承担:_______________________六、验收乙方应在收到产品后及时进行验收,如发现质量问题应在______天内提出,甲方应负责处理。
七、违约责任1. 若甲方未能按时交货,每逾期一天,应按照合同总价的______%向乙方支付违约金。
2. 若乙方未能按时支付款项,每逾期一天,应按照未支付款项的______%向甲方支付违约金。
八、争议解决如双方在本合同履行过程中发生争议,应首先友好协商解决;协商不成的,可向有管辖权的人民法院提起诉讼。
九、其他条款1. 本合同自双方签字(盖章)之日起生效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
订单需求汇总表制单部门:生产部制单日期:2013 年 1 月 1 日订单类型订单编号订单日期预完工日期物料编码物料名称计量单位订单数量(客户订单/预测)客户订单01 2013.1.02 2013.1.11 101 圆珠笔支190100 预测02 2013.1.12 2013.1.22 101 圆珠笔支112000 预测03 2013.1.22 2013.1.31 101 圆珠笔支112000审核人:制单人:罗伟雄业务顺序:第张时栅设置制单部门:生产部制单日期:2013 年 1 月 1 日行号需求来源天数1 预测+客户订单不消抵24审核人:制单人:罗伟雄业务顺序:第张时格资料维护制单部门:生产部制单日期:2013 年 1 月 1 日行号类别日数起始位置1 天102 天73 天7审核人:制单人:罗伟雄业务顺序:第张主生产排程明细表制单部门:生产部制单日期:2013 年 1 月 1 日订单编号物料编码物料名称计量单位需求日期开工审核日期订单原量(毛需求)结存量净需求量预计合格率实际需求量规划需求量1 101 圆珠笔支2013.1.12 2013.1.1 198700 86000 190100 99% 188199 1901002 101 圆珠笔支2013.1.22 2013.1.11 112000 0 112000 99% 110880 1120003 101 圆珠笔支2013.1.31 2013.1.23 112000 0 112000 99% 110880 112000审核人:制单人:罗伟雄业务顺序:第张MRP供应资料明细表制单部门:生产部制单日期:2013 年1 月 1 日订单编号物料编码物料名称计量单位物料属性(自制/采购)供需日期需求原量(毛需求)结存量净需求量01 201 笔盖个采购2013.1.02 190100 50000 140100 01 202 笔芯支自制2013.1.02 19010030000 160100 01 203 笔套个采购2013.1.02 1901002500 187600 01 301 笔芯头个采购2013.1.02 1901003000 187100 01 302 笔芯油毫升采购2013.1.02 19010040000 150100 01 303 笔芯杆根采购2013.1.02 19010045000 145100 02201 笔盖个采购2013.1.14 1120000112000 02202 笔芯支自制2013.1.14 1120000112000 02203 笔套个采购2013.1.14 1120000112000 02301 笔芯头个采购2013.1.14 1120000112000 02302 笔芯油毫升采购2013.1.14 1120000112000 02303 笔芯杆根采购2013.1.14 1120000112000 03201 笔盖个采购2013.1.23 1120000112000 03202 笔芯支自制2013.1.231120********* 03203 笔套个采购2013.1.231120********* 03301 笔芯头个采购2013.1.231120********* 03302 笔芯油毫升采购2013.1.231120********* 03303 笔芯杆根采购2013.1.231120*********审核人:制单人:罗伟雄业务顺序:第张物料工艺路线资料单制单部门:生产部制单日期:2013 年1 月 2 日物料编码物料名称版本代号工序行号工序说明工作中心资源描述单位产品标准工时101 圆珠笔10 1010 圆珠笔组装圆珠笔组装中心工人 1 101 圆珠笔10 1020 笔芯生产笔芯生产中心工人 2审核人:制单人:罗伟雄业务顺序:第张2013年1月工作日历制单部门:生产部制单日期:2013 年 1 月 1 日日一二三四五六1 (加班)28:00 (加班)38:00(加班)48:0056 (加班)78:00 (加班)88:00(加班)98:00(加班)108:00(加班)118:001213 148:00158:00168:00178:00188:001920 218:00228:00238:00248:00258:002627 288:00298:00308:00318:00工作日历设为每周工作5天,工作日工作8小时,如需加班可以在工作日历上注明加班时间。
其中1号为元旦放假。
审核人:制单人:罗伟雄业务顺序:第张业务顺序:第 张生产能力需求表制单部门: 生产部 制单日期: 2013 年 1 月 2 日审核人: 制单人:罗伟雄行号 产能计算期间资源名称资源数量 工作时数 可用产能工序名称工时 生产产品可生产数量生产需求数量 产能需求产能差额计划加班时数1 2013.1.02—2013.1.11 圆珠笔组装机20 1901 38020 圆珠笔组装1 圆珠笔 188199 190100 190100 -152080 6212 2013.1.14—2013.1.21 圆珠笔组装机20 1120 22400 圆珠笔组装1 圆珠笔 110880 112000112000 -89600 03 2013.1.22—2013.1.31 圆珠笔组装机20 1120 22400 圆珠笔组装1 圆珠笔 110880 112000112000 -89600 04 2013.1.02—2013.1.11 笔芯生产机40 3802 152080 笔芯生产2 笔芯 188199 190100190100 -38020 12425 2013.1.14—2013.1.21 笔芯生产机40 2240 89600 笔芯生产2 笔芯 110880 112000112000 -22400 06 2013.1.22—2013.1.31 笔芯生产机40 2240 89600 笔芯生产2 笔芯 110880 112000 112000 -22400 07 2013.1.02—2013.1.11 工人 60 2852 171120 笔芯生产 1.5 笔芯 188199190100 190100-18980 15538 2013.1.14—2013.1.21 工人 60 1680 100800 笔芯生产 1.5 笔芯 110880112000 112000 -112009 2013.1.22—2013.1.31工人601680 100800 笔芯生产1.5 笔芯 110880 112000 112000 -11200 0主生产排程调整表(根据产能计划)制单部门:生产部制单日期:2013 年 1 月 2 日订单编号物料编码物料名称计量单位需求日期开工审核日期规划需求量01 101 圆珠笔支2013.1.11 2013.1.1 19010002 101 圆珠笔支2013.1.21 2013.1.12 11200003 101 圆珠笔支2013.1.31 2013.1.21 112000审核人:制单人:罗伟雄业务顺序:第张加班通知单制单部门:生产部制单日期:2013 年 1 月 2 日加班部门加班人数加班事由加班日期加班总工时加班人时数生产部60 完成销售订单2013.1.02. 240 4 生产部60 完成销售订单2013.1.03240 4生产部60 完成销售订单2013.1.04240 4生产部60 完成销售订单2013.1.07240 4生产部60 完成销售订单2013.1.08240 4生产部60 完成销售订单2013.1.09240 4生产部60 完成销售订单2013.1.10240 4生产部38 完成销售订单2013.1.1138 1审核人:制单人:罗伟雄业务顺序:第张生产订单通知单制单部门:生产部制单日期:2013 年 1 月 1 日生产订行号物料编码物料名称生产数量计量单位开工日期完工日期预入仓库单号01 10 101 圆珠笔190100 支2013.1.02 2013.1.11 产成品仓02 10 101 圆珠笔112000 支2013.1.14 2.13.1.22 产成品仓03 10 101 圆珠笔112000 支2013.1.23 2013.1.31 产成品仓审核人:制单人:罗伟雄业务顺序:第张生产订单工序派工单制单部门:生产部制单日期:2013 年 1 月 2 日生产订单工序名称物料编码物料名称生产数量计量单位开工日期完工日期总工时设备名称设备使用数量人员使用数量01 圆珠笔组装101 圆珠笔190100 支2013.1.02 2013.1.11 1901 圆珠笔组装机40 4002 圆珠笔组装101 圆珠笔112000 支2013.1.14 2013.1.22 1120 圆珠笔组装机40 4003 圆珠笔组装101 圆珠笔112000 支2013.1.23 2013.1.31 1120 圆珠笔组装机40 4001 笔芯生产202 笔芯190100 支2013.1.02 2013.1.11 3802 笔芯生产机202002 笔芯生产202 笔芯112000 支2013.1.14 2013.1.22 2240 笔芯生产机202003 笔芯生产202 笔芯112000 支2013.1.23 2013.1.31 2240 笔芯生产机2020审核人:制单人:罗伟雄业务顺序:第张生产订单工序领料单制单部门:生产部制单日期:2013 年 1 月 2 日生产订单编号行号父项编码父项名称生产数量开工日期领料日期材料编码材料名称应领数量计量单位供应仓库工序序号工序说明01 10 101圆珠笔190100 2012.1.02 2012.1.01 201 笔盖140100 个原料仓库1010 圆珠笔组装01 10101圆珠笔190100 2012.1.02 2012.1.01 202 笔芯160100 支半成品仓库1020 笔芯生产01 10101圆珠笔1901002012.1.022012.1.01203 笔套187600 个原料仓库1010 圆珠笔组装01 10101圆珠笔1901002012.1.022012.1.01301 笔芯头187100 个原料仓库1010 圆珠笔组装01 10101圆珠笔1901002012.1.022012.1.01302 笔芯油150100 毫升原料仓库1010 圆珠笔组装01 10101圆珠笔1901002012.1.022012.1.01303 笔芯杆145100 根原料仓库1010 圆珠笔组装02 10101圆珠笔122100 2012.1.14 2012.1.13 201 笔盖112000个原料仓库1010 圆珠笔组装0210101圆珠笔1221002012.1.142012.1.13202 笔芯112000支半成品仓库1020 笔芯生产0210101圆珠笔1221002012.1.142012.1.13203 笔套112000个原料仓库1010 圆珠笔组装0210101圆珠笔1221002012.1.142012.1.13301 笔芯头112000个原料仓库1010 圆珠笔组装0210101圆珠笔1221002012.1.142012.1.13302 笔芯油112000毫升原料仓库1010 圆珠笔组装0210101圆珠笔1221002012.1.142012.1.13303 笔芯杆112000根原料仓库1010 圆珠笔组装03 10101圆珠笔1221002012.1.22 2012.1.21 201 笔盖112000个原料仓库1010 圆珠笔组装03 10101圆珠笔1221002012.1.222012.1.21202 笔芯112000支半成品仓库1020 笔芯生产03 10101圆珠笔1221002012.1.222012.1.21203 笔套112000个原料仓库1010 圆珠笔组装03 10101圆珠笔1221002012.1.222012.1.21301 笔芯头112000个原料仓库1010 圆珠笔组装03 10101圆珠笔1221002012.1.222012.1.21302 笔芯油112000毫升原料仓库1010 圆珠笔组装03 10101圆珠笔1221002012.1.222012.1.21303 笔芯杆112000根原料仓库1010 圆珠笔组装审核人:制单人:罗伟雄业务顺序:第张生产订单工序转移单制单部门:生产部制单日期:2013 年 1 月8 日单据日期生产订单物料编码物料名称计量单位生产数量转出工序转入工序加工数量检验数量合格数量拒绝数量报废数量工时记录2013.1.11 01 101 圆珠笔支190100 笔芯生产圆珠笔组装190100 190100 188199 0 1901 19012013.1.22 02 101 圆珠笔支112000 笔芯生产圆珠笔组装112000 112000 188199 0 1120 11202013.1.31 03 101 圆珠笔支112000 笔芯生产圆珠笔组装112000 112000 110880 0 1120 1120审核人:制单人:罗伟雄业务顺序:第张产成品/半成品工序报检单制单部门:生产部制单日期:2013 年 1 月8 日报检时间生产订单号工序序号工序说明物料编码物料名称计量单位报检数量2013.1.11 01 1010 圆珠笔组装101 圆珠笔支190100 2013.1.22 02 1010 圆珠笔组装101 圆珠笔支112000 2013.1.31 03 1010 圆珠笔组装101 圆珠笔支112000审核人:制单人:罗伟雄业务顺序:第张产成品/半成品工序检验单制单部门:生产部制单日期:2013 年 1 月10 日检验时间生产订单号工序序号工序说明物料编码物料名称计量单位报检数量检验方式检验项目合格数量报废数量2013.1.11 01 1010 圆珠笔组装101 圆珠笔支190100 全检整支检测188199 1901 2013.1.22 02 1010 圆珠笔组装101 圆珠笔支112000 全检整支检测110880 1120 2013.1.31 03 1010 圆珠笔组装101 圆珠笔支112000 全检整支检测110880 1120审核人:制单人:罗伟雄业务顺序:第张产成品/半成品入库单制单部门:生产部制单日期:2013 年 1 月9 日入库日期生产订单号行号产品编码产品名称仓库入库数量计量单位2013.1.11 01 10 101 圆珠笔产成品仓库190100 支2013.1.22 02 10 101 圆珠笔产成品仓库112000 支2013.1.31 03 10 101 圆珠笔产成品仓库112000 支审核人:制单人:罗伟雄业务顺序:第张。