亲水铝箔企业标准
空调亲水铝箔技术协议

1适用范围本协议适用于房间空调器用1030B (GL-Io3)、8011、I100和1200、3102铝合金亲水铝箔,适用于格兰仕(中山)家用电器有限公司空调器所用的各种规格的以卷的形式提供,用于制作空调器热交换器散热片的亲水铝箔在批量生产使用。
金属拉伸试验方法铝及铝合金加工产品的化学成分金属杯突试验方法铝及铝合金加工产品包装、标志、运输、储存 铝箔厚度的测定称量法 铝及铝合金的化学分析方法 涂层防腐性试验方法逐批检查计数抽样程序及抽样表4.1 化学成份:4.2 合金状态、力学及工艺性能:合金状态、力学及工艺性能应符合表2的规定表2技术协议协议材料名称:亲水铝箔文件编号:位需供准Ztv ∕t ∖一小作方方向协甲乙执 2亍单位): 亍单位):GB/T228 GB/T3190 GB 4156 GB/T3199 GB/T6608 GB/T20975 JISZ 2371 GB/T28284 技术要求4.3规格卷的规格见表34.4表面质量1.1.1冲制翅片有效使用的亲水铝箔表面应洁净、平整,不允许有腐蚀、裂痕、锈斑、皱折、油污和碰伤等缺陷,涂层均匀、无漏涂。
铝箔边缘d≤6mm范围内,即冲制翅片的边料,允许存在不影响翅片冲制质量的轻微外观缺陷:变色、轻微锈迹、齿边、油污、碰伤等。
铝箔前三层允许有胶贴面、轻微锈迹、碰伤等轻微缺陷。
1.1.2铝箔边缘在6mmWdW15mm范围内,即冲制翅片的边列,若出现变色、轻微锈迹、油污等外观缺陷时,不作为整卷铝箔退货的依据,经办理代用手续后,经冲制成翅片后,将带有外观缺陷的翅片退回给亲水铝箔供货厂家。
每卷退货(实际称重)比例需控制在整卷铝箔重量的5%。
以下。
1.1.3铝箔应缠紧,不应出现管芯和层与层之间的滑动现象,铝箔展开时不应有粘结撕裂现象。
1.1.4铝箔端面应整齐,每卷错层不大于2mm,每卷塔形不大于5mm。
1.1.5亲水铝箔的表面颜色按格兰仕(中山)家用电器有限公司空调技术部的要求,分为蓝色和金色两种,每种涂层按标准色、深色上限、浅色下限三种色板,允许有轻微的条纹色差(按封样)。
亲水铝板技术规范

亲水铝板技术规范1 范围本标准规定了蒸发器面板用亲水铝板的分类与命名、技术要求、实验方法、检验规则及标志、包装、运输及贮存。
本标准适用于美的冰箱蒸发器面板用亲水铝板。
2 规范性引用文件下列文件对于本文件的应用时必不可少,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 1740 漆膜耐湿热测定法GB/T 1771 色漆和清漆耐中性盐雾性能的测定GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 4156 金属材料薄板和薄带埃里克森杯突试验GB/T 6461 金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级GB/T 6682 分析实验室用水规格和试验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 9286 色漆和清漆----漆膜的划格试验GB/T 9753 色漆和清漆----杯突试验GB/T 1732 漆膜耐冲击性测定法GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成分分析取样方法GB/T 20975 铝及铝合金化学成分分析方法(系列)GB/T 22638.9 铝箔试验方法第9部分:亲水性的测定GB/T 22638.10 铝箔试验方法第10部分:涂层表面密度的测定.YS/T 95.2 空调散热片用铝箔第2部分:涂层铝箔JIS Z 2371 盐水喷雾试验方法GB 21551.1 家用和类似用途电器的抗菌、除菌、净化功能通则3 术语和定义以下术语和定义适用于本标准,公司其他标准中术语和定义不得与其冲突或有疑义。
3.1亲水性是指物料表面对水有极强的亲合力,可被水浸润。
3.2接触角液滴立于铝板平面或其它板带平面所形成的角度称为接触角,此处称为亲水角。
铝箔执行标准

铝箔执行标准一、概述铝箔作为一种重要的包装材料,在食品、药品、烟草等领域有着广泛的应用。
为了保障铝箔的质量和安全性,制定了一系列铝箔执行标准。
本文将介绍铝箔执行标准的基本情况、技术要求和检测方法。
二、标准名称和适用范围铝箔执行标准通常根据使用领域和具体要求而不同。
例如,食品铝箔的执行标准可以是GB/T 3198-2010《食品用铝箔》,药品铝箔的执行标准可以是YB/T 003-1997《药品包装用铝箔》。
不同的标准有不同的适用范围和技术要求。
三、技术要求1. 化学成分铝箔的化学成分要符合相关的国家标准或企业标准。
一般来说,铝箔的纯度要求在99.0%以上,杂质含量要低于一定的限值。
2. 机械性能铝箔的机械性能是指其抗拉强度、伸长率、抗疲劳性等指标。
这些指标反映了铝箔的强度和可塑性。
根据使用领域和具体要求,铝箔的机械性能有一定的差异,但一般要求其抗拉强度大于150MPa,伸长率大于15%。
3. 表面质量铝箔的表面质量直接影响其包装效果和品质。
表面应光滑平整,无明显的划痕和皱折,没有氧化现象和颜色异味。
同时,要求表面不得有油渍、灰尘和其他杂质。
4. 尺寸和平直度铝箔的尺寸要求在制定的标准范围内,长度、宽度和厚度应符合要求,并需要进行精确测量。
平直度是指产品的弯曲度和翘曲度,也是一个重要的指标。
平直度需要通过视觉检查或仪器测量来判断。
四、检测方法1. 化学成分检测化学成分检测需要使用一系列分析仪器和设备进行,如光谱仪、荧光分析仪等。
通过对铝箔样品的化学成分进行测试,判断其是否符合标准要求。
2. 机械性能检测机械性能检测包括抗拉强度、伸长率、抗疲劳性等指标的测试。
常用的测试方法包括拉伸试验、弯曲试验和疲劳试验等。
这些测试可以通过机械试验机等设备进行。
3. 表面质量检测表面质量的检测可以通过目视检查、显微镜观察和光谱仪等设备进行。
这些检测方法可以判断铝箔的表面是否符合标准要求。
4. 尺寸和平直度检测尺寸和平直度的检测需要使用测量工具和仪器来进行。
QC-BZ-5001 铝箔质量标准

内容:
基本信息
物料名称
铝箔
物料代码
BLB001~BLB052
依据
国家药品包装容器(材料)标准YBB00212005及使用要求
供应商
海顺包装材料有限公司、
取样操作规程编号
QA-TY-2006
检验操作规程编号
QC-CZ-5001
贮存条件
内包装用低密度聚乙烯固体药用袋密封,保持于清洁、通风处
注意事项
------
有效期
24个月
定性和定量的限度要求
项目名称
内控标准
外观
表面应洁净、平整、涂层均匀。文字、图案印刷应正确、清晰、牢固。
颜色
应与样张一致。
【规格尺寸及偏差】
厚度
0.024mm±0.003mm
宽度
215mm±0.5mm
235mm±0.5mm
250mm±0.5mm
【微生物限度】
细菌数(个/100cm2)
不得过500
霉菌和酵母菌数(个/100cm2)
不得过50
大肠杆菌
不得检出
附件:
无
相关文件与记录:
《铝箔检验报告》QC-BZ -5001-01J
培训范围:
质量保证部、质量控制部及生产技术部全体人员。
参考文献:
无
编制历史与变更原因:
本规程属于海南**制药有限公司第一版文件。
版次号
修订内容描述
生效日期
00
初建
铝箔执行标准

铝箔执行标准铝箔是由工业纯铝材料经过冷拔、轧制加工而成的一种具有柔软性、导电性和隔热性能的金属材料。
它广泛应用于包装、建筑、化工、电子等领域。
为了确保铝箔产品的质量和安全性,制定了一系列的执行标准。
以下是其中几个常用的铝箔执行标准及相关参考内容。
1. GB/T 3198-2010《铝箔和箔制品》:该标准规定了铝箔和箔制品的分类、要求、试验方法、检验规则和标志、包装、运输等内容。
参考内容包括:铝箔的物理性能、化学成分、表面质量、尺寸和公差要求、机械性能、耐热性能、耐腐蚀性能等。
2. ASTM B209-14《Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate》:该标准是美国材料与试验协会(ASTM)制定的铝和铝合金薄板和厚板的执行标准。
参考内容包括:铝材料的化学成分、机械性能、导热性能、耐蚀性能、表面质量、尺寸和公差要求等。
3. ISO 9001:2015《质量管理体系——要求》:这是国际标准化组织(ISO)制定的质量管理体系的通用标准。
参考内容包括:组织的质量管理体系的要求、组织的上下文和领导力、资源管理、产品和服务的供给、绩效评价等。
该标准有助于企业建立和维护一个有效的质量管理体系,保证产品的质量和客户满意度。
4. JIS H 4000《Aluminium and aluminium alloy sheets, strips and plates》:这是日本工业标准(JIS)制定的铝和铝合金薄板、带材和厚板的执行标准。
参考内容包括:铝材料的化学成分、机械性能、导电性能、耐蚀性能、表面质量、尺寸和公差要求等。
除了以上几个执行标准,还有一些行业协会和国家标准制定的相关标准,如美国食品和药物管理局(FDA)的食品包装用铝箔标准和中国食品包装用铝箔标准等。
这些标准都对铝箔产品的材料、工艺和质量控制进行了具体规定,旨在确保铝箔产品的安全、卫生和高品质。
XXXXXX公司铝箔检验标准

铝箔检验标准
1.0目的
规范XXXXXX有限公司铝箔的技术要求、检验方法。
2.0适用范围
本标准仅针对XXXXXX有限公司范围内使用的铝箔。
3.0检测技术要求及检测方法
3.1环境要求
除非另有规定,本标准中各项试验应在如下条件下进行:
温度:25℃±5℃;相对湿度:45%--75%;大气压力:86KPa--106KPa。
3.2检验内容
铝箔进场检验,由质检部检验合格批准使用。
序号检验
项目
检验标准检验方法检测设
备
1 包装 a.标识清楚,内容正确可识别,单卷
有可追溯标识;
b.外包装无破损、受潮、未有严重撞
击痕迹
目视/
2 外观铝箔表面应清洁、平整,接头数≤1
个,不允许有凹点、腐蚀、开缝、褶
皱等现象;表面平滑,无明显翘边、
油污、起皱、印痕、和花边,切面平
整;铝箔展开不允许有粘连和撕裂现
象;无明显其他外观问题。
目视/
3 泡泡
沙无严重泡泡沙目视,每三个月同供
应商确认使用情况。
/
4 厚度铝箔厚度参照相关规格标准,相应的
公差为±0.002mm。
抽取300mm的铝箔,
使用千分尺进行测
量。
千分尺
5 宽度参照相应规格标准,公差为±1mm 抽取300mm的铝箔,
用卷尺测量宽度。
卷尺。
换热器用亲水箔标准

公司企业标准空调器热交换器用亲水铝箔1 范围本标准规定了空调器热交换器用亲水铝箔(以下简称亲水箔)的术语、产品分类与命名、技术要求、试验方法、检验规则、标志、包装、运输及贮存和合同内容等。
本标准适用于空调器热交换器的散热片用亲水铝箔。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1771—2007 色漆和清漆耐中性盐雾性能的测定GB/T 3199—2007 铝及铝合金加工产品包装、标志、运输、贮存GB/T 6461—2002 金属基体上金属和其它无机覆盖层—经腐蚀试验后的试样和试件的评级GB/T 9286—1998 色漆和清漆漆膜的划格试验YS/T 419—2000 铝及铝合金杯突试验方法GB/T 16865—1997 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432—1998 变形铝及铝合金化学成分分析取样方法YS/T 95.1—2001 空调器散热片用铝箔Q/ZGJZ 3-2011 空调器热交换器用素铝箔3 术语3.1 亲水铝箔利用某种特定的方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状。
4 分类与命名4.1 产品分类4.1.1 亲水箔结构如图1所示亲水性涂层耐腐蚀层铝箔基材耐腐蚀层亲水性涂层图1亲水箔结构图4.1.2 涂层分类应符合表1的规定表 1表2铝箔的生产执行标准 铝箔的状态代号 铝箔的牌号铝箔的规格(厚度×宽度,mm ) 铝箔的名称标记示例:用3102牌号、H24状态、厚度为0.105mm 、宽度为470mm 的亲水箔,按YS/T 95.2—2001 标准生产的。
标记为:亲水箔 0.105 ×470 3102-H24 YS/T 95.2—20015 技术要求5.1 一般要求、结构尺寸、化学成分亲水箔的一般要求、结构尺寸、基材的化学成分应分别符合Q/ZGJZ 3-2011中4.1、4.3、4.5的规定。
亲水铝箔企业标准

亲水铝箔1 范围本标准规定了TCL空调产品用亲水涂层铝箔(简称亲水铝箔)的分类与命名、技术要求、实验方法、检验规则及标志、包装、运输及贮存。
本标准适用于TCL空调产品热交换器用亲水铝箔。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单) 适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 1771 色漆和清漆耐中性盐雾性能的测定GB/T 2828.1 计数抽样检验程序第1部分: 按接收质量限(AQL)检索的逐批检验抽样计划GB/T 3198 铝及铝合金箔GB/T 3190 变形铝及铝合金化学成份GB/T 3199 铝及铝合金加工产品的包装、标志、贮存GB/T 6461 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB/T 9286 色漆和清漆漆膜的划格试验GB/T 9753 色漆和清漆杯突试验GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成份分析取样方法GB/T 20975 铝及铝合金化学成份分析方法YS/T 95.1 空调器散热片用铝箔第1部分素铝箔YS/T 95.2 空调器散热片用铝箔QT/TK-08.01 产品质量特性重要度分级、不合格(缺陷)分类及编码、不合格品分类导则3 术语和定义本标准采用下列术语/定义。
亲水铝箔----利用化学方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状。
4 技术要求4.1 亲水铝箔基材合金牌号及状态见附表1表1 亲水铝箔基材的牌号、状态4.2 亲水铝箔的尺寸规格应符合表2的规定。
表24.3 化学成份铝箔的化学成份符合表3规定。
表 3注: 本企业一般仅对Fe、Si、Cu作化学分析, 必要时对其他成分作纯度分析。
4.4 力学性能亲水铝箔的力学性能应符合表4的规定。
亲水箔安全生产规范标准
A.1.1.1 06 A.1.1.2 ICS 13.100 H 09××××-××-××发布 ××××-××-××实施YS例中华人民共和国有色金属行业标准YS/T XXX.X-XXXX铝加工安全生产规范 第X 部分:亲水铝箔安全生产规范Safety specification for aluminium fabrcationPart X :Safety specification for hydrophilic aluminium foil(讨论稿)完稿日期:2011年8月3日中华人民共和国工业和信息化部 发布前言本部分第4章、5章、6章的内容是强制性的,其余内容是推荐性的。
GB XXXXX《铝及铝合金板、带、箔安全生产规范》分为X部分:第1部分:铸轧第2部分:热轧第3部分:冷轧第X部分:亲水箔安全生产规范本部分为GB XXXXX的第X部分。
本部分是依据GB/T 1.1-2009规定的起草规则进行编制的。
本部分是依据GB/T 1.1-2009规定的起草规则进行编制的。
本部分由全国有色金属标准化技术委员会(SAC/TC 243)归口。
本部分负责起草单位:华北铝业有限公司、中国有色金属工业标准计量质量研究所。
本部分参加起草单位:本部分主要起草人:铝加工安全生产规范第X部分:亲水箔安全生产规范1 范围本部分规定了亲水箔产品生产的基本安全要求、生产设备、设施的安全作业要求、事故应急预案及应急措施。
本部分适用于亲水铝箔涂层的安全生产。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 16762 一般用途钢丝绳吊索特性和技术条件GB XXXXX—201X 变形铝及铝合金铸锭安全生产规范GB XXXXX.3—201X 铝及铝合金板、带、箔安全生产规范第3部分:冷轧AQ/T 9002-2006 生产经营单位安全生产事故应急预案编制导则JB/T 7333 起重用夹钳3 术语和定义GB XXXXX—201X界定的术语和定义适用于本部分。
华北铝,空调器散热片用亲水铝箔技术标准
空调器散热片用亲水铝箔技术标准一、范围本标准规定了空调器散热片用亲水铝箔(简称亲水箔)的合同内容、要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于空调器散热片用亲水铝箔的检查验收。
二、引用标准下列标准所包含的条文,通过本标准中引用而构成为本标准的条文,顺本标准使用时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T228 金属拉伸试验方法GB/T3190 变形铝及铝合金化学成分GB/T3199 铝及铝合金加工产品的包装、标志、运输、贮存GB/T4156 金属杯突试验方法GB/T6608 铝箔厚度的测定—稳重法GB/T6987 铝及铝合金化学分析方法GB/T16865 变形铝、镁及其合金加工制品拉伸试验用试样三、合同内容订购本标准所列材料的合同内容应包括以下内容:1、材料名称2、合金牌号3、材料状态4、材料规格5、重量6、管芯材料及规格7、本标准编号及年代号8、特殊要求。
四、要求1、产品分类(1)牌号、状态规格应符合表1的规定:表1 牌号、状态、规格(2)亲水箔卷径符合表2的规定:(3)标记示例用1100牌号制造的H22状态,厚度为0.14mm,宽度为300mm的亲水箔,标记为:亲水箔1100—H22 0.14×300 Q/HL901-19982、化学成分亲水箔的化学成分应符合GB/T3190的规定。
表3 厚度及允许偏差(2)亲水箔的宽度及宽度允许偏差应符合表4的规定:亲水箔的室温纵向力学性能应符合表6的规定:注:用户有特殊要求时,由供需双方协商,并在合同中注明。
5、涂层要求应符合表7的规定。
6、外观质量(1)涂层表面为浅色,涂层要求色泽及厚度均匀,无缺涂现象。
(2)亲水箔整卷长度应易于展开平整,展开时不应有粘结和撕裂现象。
(3)亲水箔应缠紧,端面应平整、洁净,不允许有滑层现象及压陷和脏污,但允许有轻微的毛边。
(4)芯子管端面比箔卷端面长出不得超过2mm。
铝箔执行标准

铝箔执行标准铝箔是由纯铝制成的一种可塑性强、耐腐蚀、导热性能好的薄片状金属材料,常用于包装、保温、建筑、电子等领域。
为确保铝箔产品的质量和安全性,需要制定相应的执行标准。
以下是有关铝箔执行标准的相关参考内容。
1. GB/T 3198-2010《铝箔》标准该国家标准规定了铝箔的分类、要求、检验方法、试验规定、标志、包装、运输和贮存等方面的内容。
明确了铝箔应符合纯度、表面形貌、厚度、宽度、机械性能、化学性能、耐腐蚀性、热性能等方面要求。
同时也明确了铝箔的深裂性、耐叠性、弯曲性、平整度、镜面反射率、气味、卷曲度等物理化学性能指标的检验方法及结果判定。
2. ASTM B209-14标准该标准是由美国材料和试验协会制定的。
该标准规定了铝及铝合金板材、带材、薄片的生产、材料、制造、化学成分、机械性能、物理性能、检验及标准化等方面的规范。
本标准对于铝箔产品的检验、检测、评估和控制提供了基础。
3. JIS H 4000-2006标准日本工业规范协会发布的这项标准适用于铝及铝合金板、带、薄板和箔等商品化产品。
标准规定了铝箔的化学成分、一般要求、尺寸和公差、表面状态、物理和机械性质、别层和细节等方面的技术要求。
同时还要求铝箔应符合国家和地方的相关标准、规定和法规,并对铝箔在批量制造和分销中的管理、批次划分、检验与检查、标记与包装等进行了详细的说明。
4. EN 546-2标准欧洲标准EN 546-2是关于铝箔和箔带的要求的一部分,由欧洲标准制定机构制定。
规定了铝箔的生产、化学成分、可塑性、处理、尺寸和公差、物理和机械性能等技术要求。
并要求铝箔应符合欧洲相关标准和法规,并强调了对在生产过程中发现的质量问题,必须按照内部或外部标准进行分析和处理。
另外,EN 546-2还对标志、包装、运输和贮存等方面进行了详细的规范。
总之,各个国家和地区在铝箔的生产和使用方面,都有自己的标准要求。
在实际生产和使用中,应按照相应的标准要求进行生产、加工和检验,确保铝箔的质量和安全性能符合要求,从而更好的满足不同行业的需要。
亲水铝箔(含AM3)企业标准
研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228-2010 金属材料 室温拉伸试验方法
GB/T 1740-2007 漆膜耐湿热测定法
GB/T 1771-2007 色漆和清漆 耐中性盐雾性能的测定
GB/T 3190-2008 变形铝及铝合金化学成分
GB/T 3198-2010 铝及铝合金箔
自润滑铝箔要求20min涂层无起泡膨胀和脱落现象腐蚀缺陷面积7耐热性2005的中性测试环境中保持10min后且干湿循环300涂层附着力颜色保持不变且30对于灰色亲水铝箔15耐挥发油试样在挥发性翅片油中浸泡48小时涂层不起泡且10失重01gm210亲挥发油性挥发油在样片表面的润湿率9511涂层气味无异味12涂层颜色同一批次铝箔不得有明显色差13抗浑浊性在翅片挥发油中浸24小时或在80水中放置30分钟挥发油和水无浑浊现象14耐清洗剂中性性涂层无脱落亲水角1015耐溶剂丁酮性无露底现象亲水角2016抗菌大肠埃希氏菌金黄色葡萄球菌性抗菌率99017油接触角用调和油测接触角15或油迹40mm18除油性在涂层表面滴上调和油用自来水缓慢冲刷观察油被冲除的情况及润湿性晾干在相同部位重复记录不润湿的重复次数用自来水15
P11 P12 P15 P13、P33 P14 P21、P41 P22 P23、P43 P24、P44 P51、P61 P52、P62
涂层箔标识
1:基材+有机耐腐蚀层+有 机亲水性涂层 2:基材+有机耐腐蚀层+无 机亲水性涂层(+润滑层) 3:基材+无机耐腐蚀层+有 机亲水性涂层 4:基材+无机耐腐蚀层+无 机亲水性涂层(+润滑层) 5:基材+有机耐腐蚀层 6:基材+无机耐腐蚀层+有 机耐腐蚀层
铝箔检验标准(企业标准)

实用文档企业标准空调热交换器用铝箔检验规范1 范围本标准规定了空调热交换器用铝箔定义、技术要求与分类、检验方法、检验规则、标志、包装、运输与贮存。
本标准适用于空调热交换器用铝箔(包括亲水涂层铝箔,以下简称亲水铝箔和非亲水铝箔)。
本标准适用物料分类码为:803002。
2 规范性引用文件下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 3199 铝及铝合金加工产品的包装、标志、运输、贮存GB/T 4156 金属材料薄板和薄带埃里克森杯突试验GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 20975 铝及铝合金化学分析方法QJ/GD 12.12.004 环保标识使用管理规定QJ/GD 92.00.001 产品中有害物质控制管理规定JISZ 2371 Methods of salt spray testing(盐雾试验方法英文版)JISH 4001 铝和铝合金板、条的涂装和烧结JIS K 5600 7-2涂料一般试验方法3 术语和定义3.1 非亲水铝箔简称素箔,即由各铝基材轧制而成的铝箔。
3.2 亲水铝箔利用物理、化学方法在素箔表面涂覆一层稳定的高亲水性膜,使亲水铝箔上的冷凝水由珠状被吸附为膜状。
4 技术要求和试验方法4.1 外观4.1.1 技术要求4.1.1.1 铝箔表面铝箔表面应平整、洁净,不应有腐蚀、氧化、皱纹、漏涂、辊痕、擦划伤、针眼和伤痕等缺陷,手摸/擦拭,铝箔表面不应有明显的铝粉或其他粉尘;铝箔表面允许有分散、轻微的波浪、印痕;不允许存在明显的乳液痕、印痕及轧制润滑油燃烧后形成的油斑,其单边宽度小于4.5 mm。
4.1.1.2 断头、不接头铝箔不应有残缺、折叠、夹边和撕裂。
每5卷只允许有一个断头,断头处做明显标记,卷内部、外包装均需注明接头标识,并且接头处画黑圈处理。
亲水铝箔
亲水铝箔
目录
一、亲水铝箔介绍
二、亲水涂层铝箔产品特征
三、亲水铝箔应用
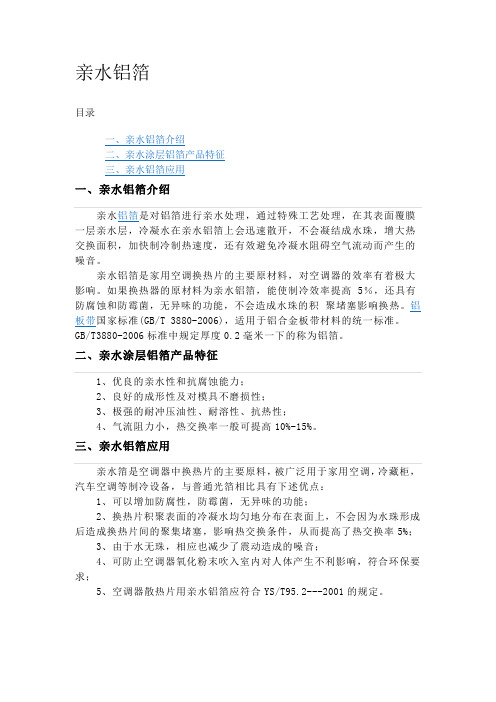
一、亲水铝箔介绍
亲水铝箔是对铝箔进行亲水处理,通过特殊工艺处理,在其表面覆膜一层亲水层,冷凝水在亲水铝箔上会迅速散开,不会凝结成水珠,增大热交换面积,加快制冷制热速度,还有效避免冷凝水阻碍空气流动而产生的噪音。
亲水铝箔是家用空调换热片的主要原材料,对空调器的效率有着极大影响。
如果换热器的原材料为亲水铝箔,能使制冷效率提高5%,还具有防腐蚀和防霉菌,无异味的功能,不会造成水珠的积聚堵塞影响换热。
铝板带国家标准(GB/T 3880-2006),适用于铝合金板带材料的统一标准。
GB/T3880-2006标准中规定厚度0.2毫米一下的称为铝箔。
二、亲水涂层铝箔产品特征
1、优良的亲水性和抗腐蚀能力;
2、良好的成形性及对模具不磨损性;
3、极强的耐冲压油性、耐溶性、抗热性;
4、气流阻力小,热交换率一般可提高10%-15%。
三、亲水铝箔应用
亲水箔是空调器中换热片的主要原料,被广泛用于家用空调,冷藏柜,汽车空调等制冷设备,与普通光箔相比具有下述优点:
1、可以增加防腐性,防霉菌,无异味的功能;
2、换热片积聚表面的冷凝水均匀地分布在表面上,不会因为水珠形成后造成换热片间的聚集堵塞,影响热交换条件,从而提高了热交换率5%;
3、由于水无珠,相应也减少了震动造成的噪音;
4、可防止空调器氧化粉末吹入室内对人体产生不利影响,符合环保要求;
5、空调器散热片用亲水铝箔应符合YS/T95.2---2001的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
亲水铝箔
1 范围
本标准规定了TCL空调产品用亲水涂层铝箔(简称亲水铝箔)的分类与命名、技术要求、实验方法、检验规则及标志、包装、运输及贮存。
本标准适用于TCL空调产品热交换器用亲水铝箔。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法
GB/T 1771 色漆和清漆耐中性盐雾性能的测定
GB/T 2828.1 计数抽样检验程序第1 部分: 按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 3198 铝及铝合金箔
GB/T 3190 变形铝及铝合金化学成份
GB/T 3199 铝及铝合金加工产品的包装、标志、贮存
GB/T 6461 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级
GB/T 9286 色漆和清漆漆膜的划格试验
GB/T 9753 色漆和清漆杯突试验
GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样
GB/T 17432 变形铝及铝合金化学成份分析取样方法
GB/T 20975 铝及铝合金化学成份分析方法
YS/T 95.1 空调器散热片用铝箔第1 部分素铝箔
YS/T 95.2 空调器散热片用铝箔
QT/TK-08.01 产品质量特性重要度分级、不合格(缺陷)分类及编码、不合格品分类导则
3 术语和定义本标准采用下列术语/ 定义。
亲水铝箔利用化学方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状
4 技术要求
4.1 亲水铝箔基材合金牌号及状态见附表1
表 1 亲水铝箔基材的牌号、状态
4.2 亲水铝箔的尺寸规格应符合表2 的规定。
表2
4.3 化学成份
铝箔的化学成份符合表 3 规定
表3
注: 本企业一般仅对Fe、Si、Cu 作化学分析, 必要时对其他成分作纯度分析
4.4 力学性能亲水铝箔的力学性能应符合表4的规定。
表4
4.5 亲水铝箔涂层的性能应符合表5规定。
表5
表6
4.7 外观质量
4.7.1 表面质量
铝箔表面应洁净、平整、色调均匀一致、不允许有裂痕、锈斑、涂层脱落、皱折、油污和碰伤等缺陷,金色铝箔颜色为PANTONE107-UPANTONE10(8或U参照封样) ,蓝色铝箔颜色为PANTONE29-1UPANTONE29(2或U参照封样)。
4.7.2 展开性
铝箔表面在整个长度上应易于展开, 展开时没有花白条纹和粘结撕裂现象。
4.7.3 卷端面质量
铝箔卷材端面应齐平、洁净、不允许有碰伤、划痕和脏污。
4.7.4 铝箔卷材缠绕质量
4.7.4.1 铝箔卷材应缠绕在内径为Φ150mm的洁净管芯上, 管芯要是铁材,管芯长度应等于或大于铝箔宽度, 但不得大于铝箔宽的 1.5mm。
4.7.4.2 铝箔应缠紧, 不允许出现管芯脱出或铝箔层与层之间的滑动现象。
4.7.4.3 在需方采购的每一批铝箔中, 允许5%的铝卷有一个接头,接头标记一定要清晰可见。
4.8 冲压工艺性
4.8.1 在需方冲床、模具工作正常的情况下, 冲制的两器翅片铝箔尺寸应符合需方图纸要求; 翅片表面双桥、单桥、冲缝、波纹成形良好;翅片冲孔、翻边不能有塌孔、高低孔、崩孔、裂孔;铝箔在冲制翅片的过程中无拉断片、翅片崩边和筋条开裂等现象。
4.8.2 亲水铝箔冲制的翅片在环境温度- 10℃~+40℃、相对湿度40%~98%范围内存放6 个月后,翅片涂层表面Rn> 9.5-10 。
5 检验方法
5.1 外观:在正常光线下目测
5.2 尺寸:用相应的量具进行测量
5.3 力学性能:
5.3.1 抗拉强度、延伸率亲水铝箔的抗拉强度、延伸率试验参照GB/T 228 的规定,试样原始标距定为50mm,取样时需备注样品的纵向方向,并按纵向来测试。
5.3.2 杯突亲水铝箔的杯突试验方法参照GB/T 9753 的规定。
5.4 涂层性能试验方法
5.4.1 厚度
a) 仪器与材料万分之一分析天平. 烧杯. 四氢呋喃
b) 测试方法
取100×100 试样三块,分别标号、称重并记录,将试样浸入四氢呋喃溶剂,涂层溶
解完后取出烘干,将去掉涂层铝箔的重量记录,测算其每平方米的重量为 1.5g ±0.3g 时,其涂层厚度在1μm-2μm之内。
5.4.2 附着力
5.4.2.1 网格剥离试验方法用刀片在涂层上划格,纵横间距1mm,粘上胶布,用力猛拉,观察涂
层是否脱落。
5.4.2.2 杯突试验方法用杯突试验机冲压深5mm,观察突起处或裂口处涂层有无脱层,杯突试验
方法参照
GB/T 9753 规定。
5.4.3 初期亲水性
涂层初期亲水性的接触角用亲水角测量仪器进行检验
5.4.4 连续亲水性
干湿循环试验:浸水3分钟,晾干6分钟,循环300周期,流水浸渍试验:流量300L/h,100 h
5.4.5 中性盐雾试验方法
中性盐雾试验方法按GB/T 1771的规定进行,35± 5℃,5%的盐水,喷淋500h,试样尺寸为70mm×120mm试, 验结果的评定参照GG/T 6461 的规定进行,试验所产生的缺陷面积与相应保护等级划分见表7。
注意:溶液配制要求使用质量分数99.5%的白色氯化钠、纯度为三级的水(蒸馏水),试验箱喷雾溶液ph 值在6.5~7.2 之间。
原则上试验箱内不应有其它物品同时测试(特别是铜制品),以免对测试结果造成影响。
表7
将试样放入在200℃的烘箱里,保持5min,取出观察涂膜颜色;在300℃的烘箱里,保持
5min,取出观察涂膜颜色。
5.4.7 耐溶剂性试验方法
在80℃~85℃三氯乙烯(化学纯)中浸泡 5 min ,后取出烘干计算其损失率。
5.4.8 抗碱性
在20℃± 2℃ 、20%的NaOH 溶液中浸泡3min ,观察表面的颜色变化情况
5.4.9 抗挥发油
将试样浸入冲床翅片挥发油中,常温放置48h 后取出加热至130oC烘干,冷却后测亲水性。
5.4.10 耐油性试验
在免清洗油中浸泡24h,观察涂层是否起泡。
5.4.11 涂层气味的试验方法
采用5 个人评价发,将亲水箔加热至200℃,5个嗅觉检验无异味。
5.4.12 对模具磨损试验方法
将样品固定在旋转圆盘上,将具有一定重量的针放在样品上,旋转圆盘。
试验后检查针头磨损情况,并将此结果与铝箔试验结果相比较,应无差异。
针重:220g,模具钢(HV =800),圆盘转速:300r/min, 运行长度:376m。
5.5 化学成分分析:按GB/T 20975 标准规定执行。
5.6 有害物质含量:按企标QT/TK-08.258 执行。
6 验收方法及检验规则
6.1 供货必要条件
6.1.1 乙方首批供货时,必须提供批尺寸检验数据,材质牌号确认报告,甲方需要时应提供协
议书规定的性能试验报告,作为批量验收的附加技术依据。
6.1.2 乙方每批供货应为同一配方,同一规格组成,同时应附有产品出厂检验报告送甲方进货检验科作为每批送货报验的条件。
6.1.3 出厂检验报告应包括表8 中的第1~26项要求。
6.2 验收
进货检验依据本技术协议执行,质量判定以进货检验判定为依据,如有任一项目不合格,则判整批不合格;如有争议应协商确认。
6.3 检验规则
亲水铝箔的检验分进货检验和型式试验。
6.3.1 进货检验
6.3.1.1 进货检验的常规项目为表8中1~7、9、12、项。
6.3.1.2 进货检验的检验项目、检验方法、不合格(缺陷)程度描述、不合格(缺陷)类别见表6,抽样方案按照GB/T 2828.1 和品质管理部门的要求进行,并按照体系文件QT/TK-08.001 执行。
6.3.2 下列情况之一,应进行型式检验:
a)产品确认时;
b)连续供货每年至少进行一次;
c)产品使用出现问题时;
d)产品的设计、工艺、材料有重大变动时;
e)进货检验结果与上次型式检验有较大差异时;
f)主管部门认为有必要时。
6.3.2.1 型式检验项目为表8。
型式检验的检验项目、要求、检验方法、质量特性、不合格
(缺陷)程度描述、不合
格(缺陷)类型及编码见表8。
表8
7 标志、包装、运输和贮存
7.1 标志
7.1.1 出厂的铝箔卷上, 供方应在醒目地方帖上标牌,并在标牌上注明:
a) 供方技术监督部门的检印;
b) 产品名称、代号和规格、重量;
c) 批号和生产日期;
7.1.2 供方对每批铝箔均应附有符合本标准的质量合格证明书一份, 其中应注明:
a) 制造厂名;
b) 产品名称、代号和规格;
c) 批号重量;
d) 每批的试验报告;
e) 技术监督部门印记和包装日期;
7.2 包装、运输和贮存
铝箔的标志、包装、运输和贮存, 参照采用GB/T 3199 铝及铝合金加工产品的包装、标志、贮存的规定。