注塑机电气原理图概述
注塑机电气原理图
注塑机工作循环:
注塑机液压系统控制框图,如图7-12所示。
注塑工艺对电控系统要求:
(1)抽、插芯动作必须按照一定的顺序平稳完成;
(2)动、定模板闭合时运动要平稳,不得有冲击,因此,其合模动作又分为:慢——快——慢合模、锁模;
(3)注塑前,合模机构必须保持足够的合模压力,防止被注入模腔的塑料从模缝中逃出;
2)按马达启动键,屏幕上是否有马达开的显示,如无显示,检查按键是否正常,马达启动应在手动状态下启动。
3)马达启动输出点(Y,,mot off,mot on)输出过程是否正常,不正常,则检查参数设定。还不正常,则需更换I/O板或输出板。
4)外部接线的检查,检查保险管是否容断,三相电源380V是否正常,接触器吸合过程是否正常,热继电器是否跳开(用手按蓝色按钮复位)。
(5)电源 把其它形式的能转换成电能的装置称为电源,电源分直流与交流电源。直流电流方向一定,如干电池或整流电源。交流电源流动方向随时间而改变。
(6)频率 交流电每秒钟的峰点或谷点的数目称为频率,单位为Hz(赫),我国电网频率(工频)为50Hz。
(7)电功率 每秒钟电流做的功叫电功率。电功率与时间乘积就电功。电工也用马力作为电功率单位。1马力=735W。电功的单位用kW/h表示。电的计量单位常称做度。电功率用千瓦表示,符号为kW。电气设备标称功率常采用kW。1kW=1.36马力。
图7-7 开环控制系统框图
图7-8示出一个开环直流调速系统。图7-8(1)示出带有晶体管的调速系统;图7-8(2)示带有晶闸管的直流调速系统。图中Ug指定输入,经触发器和晶闸管整流转变为直流电压Ud,提供给直流电动机,产生一个Ug所要求的转速n。但是,当电动机的负载、交流电网的电压以及电动机的励磁有变化时,电机转速就会变化,不再维持Ug及其转速n。
注塑机原理详解
(一)注塑机结构分析及其工作原理一、注塑机的工作原理注塑成型机简称注塑机。
注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
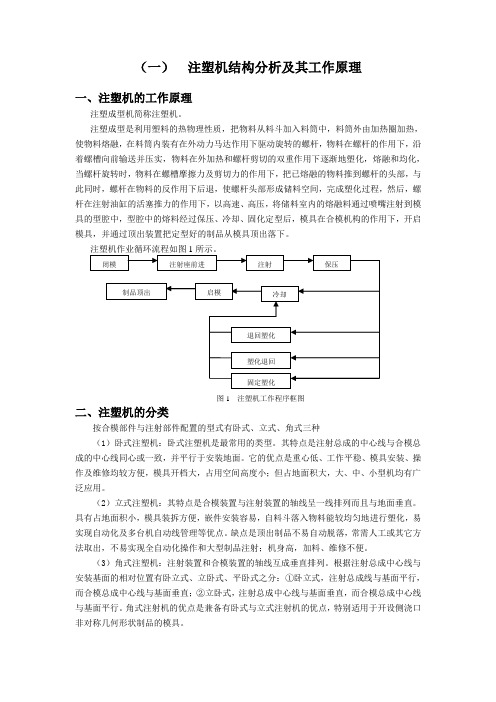
注塑机作业循环流程如图1所示。
图1 注塑机工作程序框图二、注塑机的分类按合模部件与注射部件配置的型式有卧式、立式、角式三种(1)卧式注塑机:卧式注塑机是最常用的类型。
其特点是注射总成的中心线与合模总成的中心线同心或一致,并平行于安装地面。
它的优点是重心低、工作平稳、模具安装、操作及维修均较方便,模具开档大,占用空间高度小;但占地面积大,大、中、小型机均有广泛应用。
(2)立式注塑机:其特点是合模装置与注射装置的轴线呈一线排列而且与地面垂直。
具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点。
缺点是顶出制品不易自动脱落,常需人工或其它方法取出,不易实现全自动化操作和大型制品注射;机身高,加料、维修不便。
(3)角式注塑机:注射装置和合模装置的轴线互成垂直排列。
根据注射总成中心线与安装基面的相对位置有卧立式、立卧式、平卧式之分:①卧立式,注射总成线与基面平行,而合模总成中心线与基面垂直;②立卧式,注射总成中心线与基面垂直,而合模总成中心线与基面平行。
角式注射机的优点是兼备有卧式与立式注射机的优点,特别适用于开设侧浇口非对称几何形状制品的模具。
注塑机改造电路图
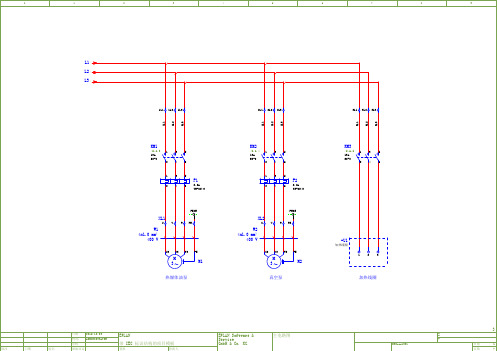
M1
M
3 真空泵
M2
加热线圈
3L3
3
日期 2015/12/23 校对. ADMINISTRATOR 审核 原始项目
EPLAN 带 IEC 标识结构的项目模板
替换 替换人
EPLAN Software & Service GmbH & Co. KG
主电路图
IEC_tpl001
= +
页数 页数 1 7
修改
4.9
0V
0V
4.0 2
0V
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
13
13
13
13
13
13
13
13
13
13
13
K1
14
K2
14
K3
14
K4
14
K5
14
K6
14
K7
14
K8
14
K9
14
K10
14
K11
14
24V3 / 4.9
24V3 / 4.0
气爪松开
预留
提升缸伸出
提升缸缩回
上吹气
下吹气
预留
真空时间继电器
= +
页数 页数 5 7
修改
日期
姓名
0
1
2
3
4
5
6
7
8
9
200V / 5.a.8
200V / 5.a.1
K9
5 9
K10
注塑机工作原理及构造
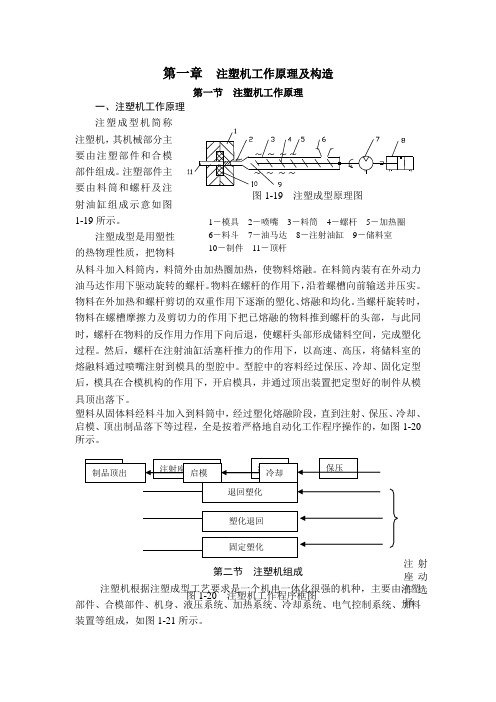
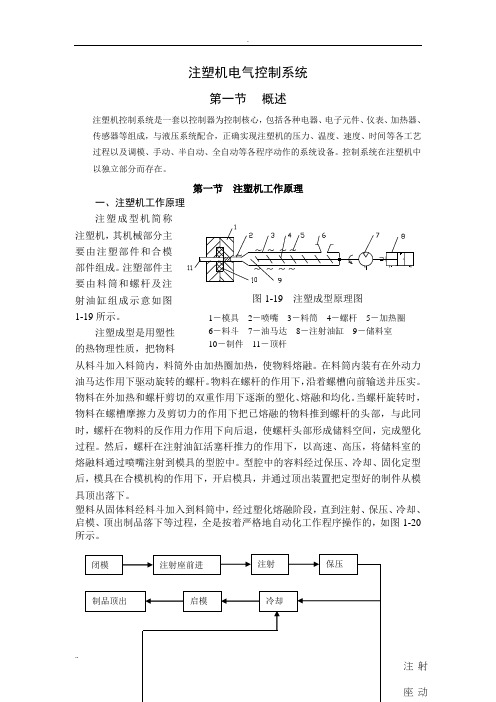
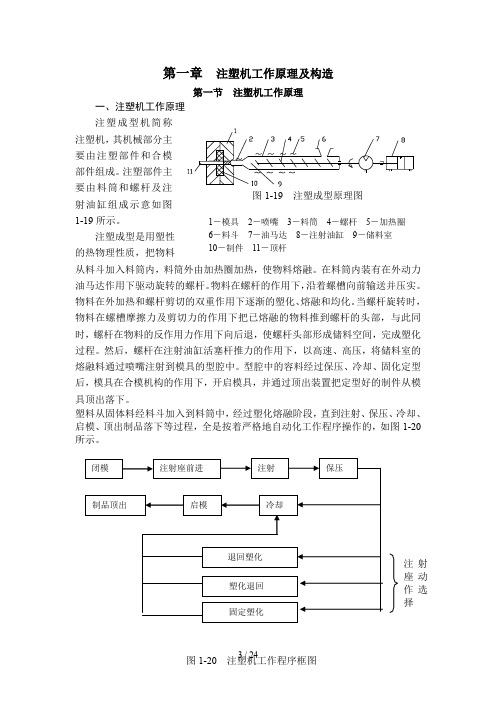
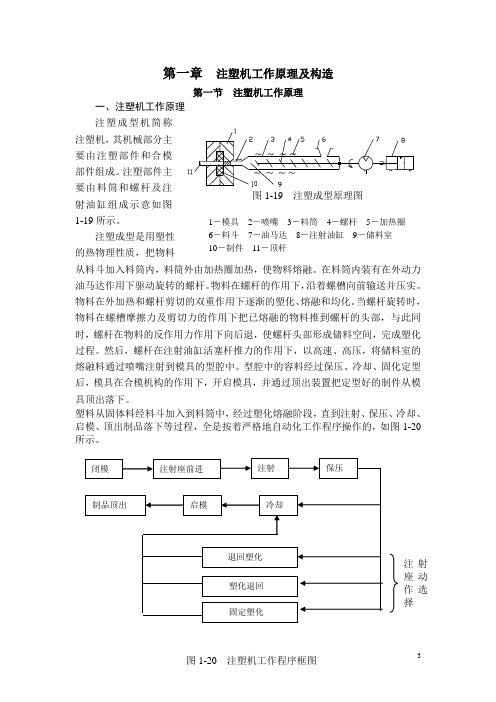
第一章 注塑机工作原理及构造第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
第二节 注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动作选择 图1-20 注塑机工作程序框图第二节注 塑 机 结 构 2.1注塑机总体结构公司目前主力机型为HTFX 系列,该机型主要可分为注射部分(01部分)、合模部分(02部分)、安全防护门(03部分)、液压传动部分(04部分)、润滑部分(05部分)、电器控制部分(06部分)和机身部分(07部分),括号内为公司内部简称。
注塑机注塑部件塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴合模部件合模装置 调模装置 制品顶出装置机身 液压系统泵、油马达、阀蓄能器、冷却器、过滤装置 管路、压力表冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制 安全保护;故障监测、报警;显示系统机械手加料装置图1-21 注塑机组成示图2.2注射部分该部分功能要求在规定时间内将规定数量的塑料均匀地熔融塑化到成型温度,以一定压力和速度将熔料注射到模具成型腔内,并对其压力保持。
注塑机结构及工作原理
图5 螺杆式塑化部件结构图
1-喷嘴;2-螺杆头;3-止逆环;4-料筒 ;5-螺杆;6-加热圈;7-冷却水圈
2020/3/29
10
螺杆式塑化部件的工作原理:预塑时,螺杆旋转,将从 料口落入螺槽中的物料连续地向前推进,加热圈通过料筒 壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆 旋转剪切双重作用下,并经过螺杆各功能段的热历程,达 到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道 流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的 计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅 速前移,将储料室中的熔体通过喷嘴注入模具。
螺杆式塑化部件一般具有如下特点: ① 螺杆具有塑化和注射两种功能; ② 螺杆在塑化时,仅作预塑用; ③ 塑料在塑化过程中,所经过的热历程要比挤出长; ④ 螺杆在塑化和注射时,均要发生轴向位移,同时螺
(2)立式注塑机:其特点是合模装置与注射装置的轴线 呈一线排列而且与地面垂直。具有占地面积小,模具装拆 方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑 化,易实现自动化及多台机自动线管理等优点。缺点是顶 出制品不易自动脱落,常需人工或其它方法取出,不易实
2020/3/29
4
现全自动化操作和大型制品注射;机身高,加料、维修不 便。
机身 液压系 统 加热系统 冷却系统
控制系统
加料装置
顶出装置 泵、液压马达、阀 蓄能器 冷却器 管路等油路控制
动作程控 料筒温度控制 液压泵电机控制 故障检测报警控制
安全保护
图2 注塑机组成示意图
2020/3/29
6
(一)注塑部件的典型结构
1.注射部件的组成 目前,常见的注塑装置有单缸形式和双缸形式,我厂注 塑机都是双缸形式的,并且都是通过液压马达直接驱动螺 杆注塑。因不同的厂家、不同型号的机台其组成也不完全 相同,下面就对我厂用的机台作具体分析。 立式机和卧式机注塑装置的组成图分别如图3和图4。 工作原理是:预塑时,在塑化部件中的螺杆通过液压马 达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压 马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推 到料筒前端的储料室中,与此同时,螺杆在物料的反作用 下后退,并通过推力轴承使推力座后退,通过螺母拉动活
注塑机电脑电气电路分析---弘讯电脑
目录注塑机电气电路分析---弘讯电脑 (2)1.电源系统 (2)2.位置尺(A/D)的测量 (2)3.温度的测量和控制 (3)4.比例压力,流量(D/A) (3)5.面板控制及显示器。
(4)6.方向阀驱动及行程输入。
(5)7、使用U盘传程序方法 (5)8. 弘讯电脑常见故障分析 (7)故障一:无显示、显示不清晰 (8)故障二:手动灯不亮,不工作 (8)压力、流量故障 (9)温控故障 (9)电子尺故障 (10)输入、输出点故障 (11)按键故障 (11)资料存储故障 (11)其它故障 (12)注塑机电气电路分析---弘讯电脑1.电源系统AK580-M6C电源系统由以下4个部分组成:1、440W变压器,输入380V,输出0,110V,220V,110V供给开关电源,220V,供交流接触器(加热,电机启动)2、T1015小变压器,~15V,0V,~15V,(蓝,灰,蓝)供电脑测量位置尺电源。
~10V,0V,~10V(黄,白,黄)供温度测量用电源3、开关电源A(0V,24V),供电脑自身主机,面板用电,及比例压力,流量。
4、开关电源B(HCOM,H24V),供接近开关,行程开关,及液压电磁阀用电。
故障分析:1、440W变压器故障判定按电工标准进行检验,输入输出是否符合标牌标准。
注:小变压器T1015,15V不得低于13.5V,10V不得低于7.5V,否则,可能会造成电子尺显示数据大范围波动,温度跳动不准。
2、若小变压器T1015无输出,则电脑显示位置检测不良,加热,电机不能启动,温度画面每一段实际温度显示为970。
3、开关电源A,若没输出,造成显示无,主机RUN红色指示灯不闪烁,无法开机。
4、开关电源B无,基本表现为:行程开关(PB)都无输入(PB=0),(PC)方向阀,及溢流阀不通电。
5、C6000,C7000电脑A,B电源根据实际的负载大小配置与机器锁模力,及机型有一定关联,开关电源型号有150W,240W,350W,500W,600W。
注塑机油路图、电路、机构结构原理
(一)直壓式
優點:
缺點:
1.鎖模力較易調整,F=A ×P 1.製造成本較高
2.模厚調整容易
2.作動油吞吐量大,消秏動能
大,油溫易升高
3.活動板與尾板受力平均
3.油路控制較複雜
4.保養容易不須經常加注潤滑油 4.模厚大小與鎖模行程成反比
深圳六西格玛管理咨询有限公司 http//
wwwszsixsigmacom在注塑培训视频在线观看页面深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom1注塑工程师考级认证600元深圳六西格玛管理咨询有限公司httpwwwszsixsigmacom潇洒赚钱潇洒生活
注塑机电路图
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
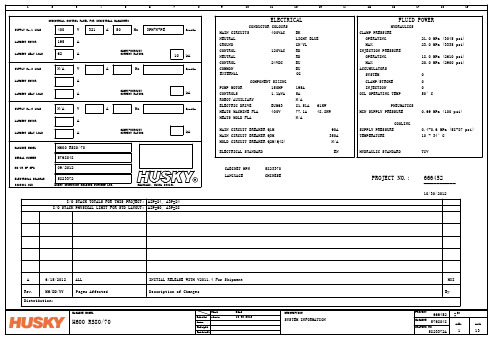
INDUSTRIAL CONTROL PANEL FOR INDUSTRIAL MACHINERY SUPPLY No.1 LOAD
ELECTRICAL
Hz 3PH+N+PE
System
FLUID POWER
HYDRAULICS CLAMP PRESSURE OPERATING MAX INJECTION PRESSURE OPERATING MAX ACCUMULATORS SYSTEM CLAMP/STROKE INJECTION OIL OPERATING TEMP PNEUMATICS MIN SUPPLY PRESSURE COOLING 21.0 MPa (3045 psi) 23.0 MPa (3335 psi) 18.0 MPa (2610 psi) 20.0 MPa (2900 psi) 0 0 0 50°C
Initial Release Description of changes By
MACHINE MODEL
H600 RS80/70
Name Edited yaqiu Appr. Checked Original
Date 10/30/2012
DESCRIPTION
PROJECT MACHINE
666452 5768048 5823372A
61KW 48.8KW
0.69 MPa (100 psi)
LARGEST HEAT LOAD
SHORT-CIRCUIT CURRENT RATING
注塑机电气原理图
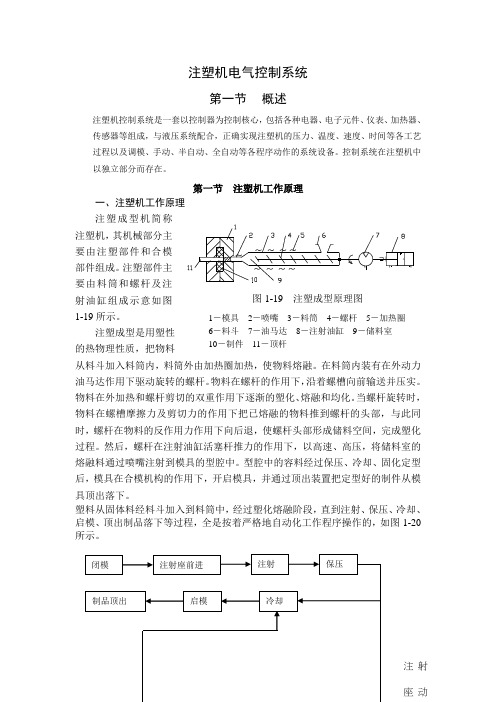
注塑机电气控制系统第一节 概述注塑机控制系统是一套以控制器为控制核心,包括各种电器、电子元件、仪表、加热器、传感器等组成,与液压系统配合,正确实现注塑机的压力、温度、速度、时间等各工艺过程以及调模、手动、半自动、全自动等各程序动作的系统设备。
控制系统在注塑机中以独立部分而存在。
第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动第二节注塑机组成注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
注塑机注塑部件塑化装置注射座注射油缸螺杆驱动装置注射座油缸螺杆料筒螺杆头喷嘴合模部件合模装置调模装置制品顶出装置机身液压系统泵、油马达、阀蓄能器、冷却器、过滤装置管路、压力表冷却系统入料口冷却、模具冷却润滑系统润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制安全保护;故障监测、报警;显示系统机械手加料装置图1-21注塑机组成示图图1-20注塑机工作程序框图从控制系统的质量将直接影响产品的成型质量,例如对合模速度、低压模保、及模具锁紧力的控制,将影响产品的成型周期、可靠的低压模保(模具保护)、准确的开模定位等等。
多图详细说明全电动注塑机工作原理
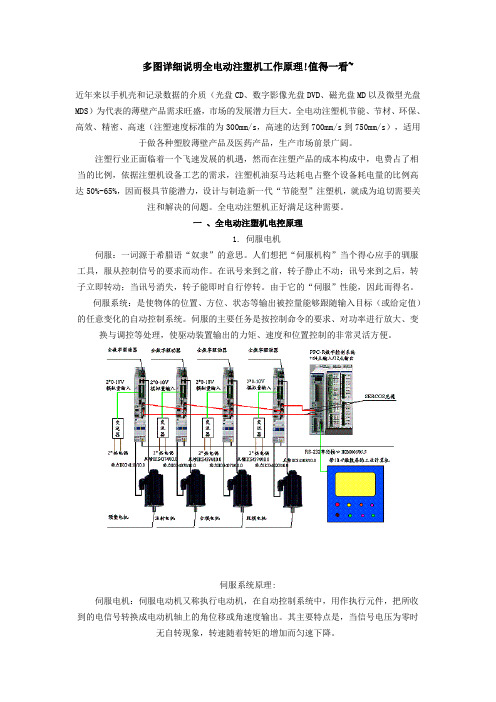
多图详细说明全电动注塑机工作原理!值得一看~近年来以手机壳和记录数据的介质(光盘CD、数字影像光盘DVD、磁光盘MD以及微型光盘MDS)为代表的薄壁产品需求旺盛,市场的发展潜力巨大。
全电动注塑机节能、节材、环保、高效、精密、高速(注塑速度标准的为300mm/s,高速的达到700mm/s到750mm/s),适用于做各种塑胶薄壁产品及医药产品,生产市场前景广阔。
注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%-65%,因而极具节能潜力,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
全电动注塑机正好满足这种需要。
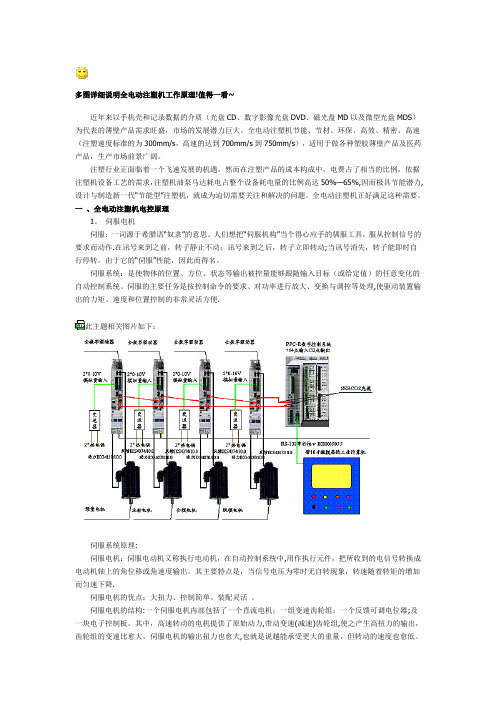
一、全电动注塑机电控原理1. 伺服电机伺服:一词源于希腊语“奴隶”的意思。
人们想把“伺服机构”当个得心应手的驯服工具,服从控制信号的要求而动作。
在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。
由于它的“伺服”性能,因此而得名。
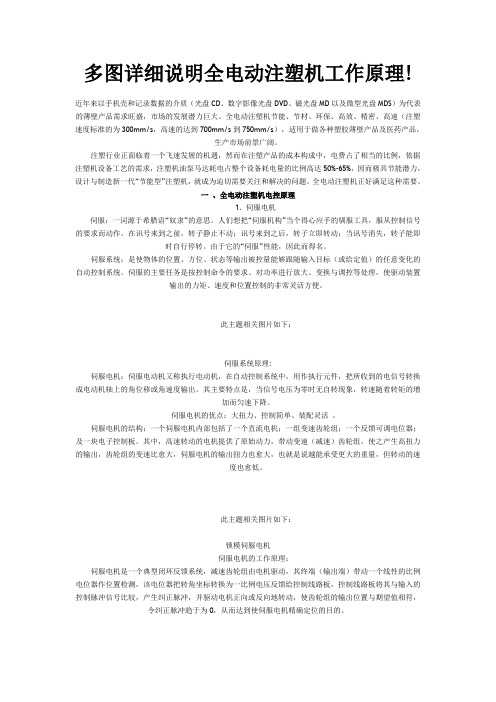
伺服系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。
伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便。
伺服系统原理:伺服电机:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。
伺服电机的优点:大扭力、控制简单、装配灵活。
伺服电机的结构:一个伺服电机内部包括了一个直流电机;一组变速齿轮组;一个反馈可调电位器;及一块电子控制板。
其中,高速转动的电机提供了原始动力,带动变速(减速)齿轮组,使之产生高扭力的输出,齿轮组的变速比愈大,伺服电机的输出扭力也愈大,也就是说越能承受更大的重量,但转动的速度也愈低。
第一章注塑机工作原理及构造
第一章 注塑机工作原理及构造第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动作选择第二节 注塑机组成注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
第二节注 塑 机 结 构2.1注塑机总体结构公司目前主力机型为系列,该机型主要可分为注射部分(01部注塑机注塑部件塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴合模部件合模装置 调模装置 制品顶出装置机身液压系统泵、油马达、阀蓄能器、冷却器、过滤装置 管路、压力表冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制安全保护;故障监测、报警;显示系统机械手加料装置图1-21 注塑机组成示图分)、合模部分(02部分)、安全防护门(03部分)、液压传动部分(04部分)、润滑部分(05部分)、电器控制部分(06部分)和机身部分(07部分),括号内为公司内部简称。
多图详细说明全电动注塑机工作原理
多图详细说明全电动注塑机工作原理!近年来以手机壳和记录数据的介质(光盘CD、数字影像光盘DVD、磁光盘MD以及微型光盘MDS)为代表的薄壁产品需求旺盛,市场的发展潜力巨大。
全电动注塑机节能、节材、环保、高效、精密、高速(注塑速度标准的为300mm/s,高速的达到700mm/s到750mm/s),适用于做各种塑胶薄壁产品及医药产品,生产市场前景广阔。
注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%-65%,因而极具节能潜力,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
全电动注塑机正好满足这种需要。
一、全电动注塑机电控原理1. 伺服电机伺服:一词源于希腊语“奴隶”的意思。
人们想把“伺服机构”当个得心应手的驯服工具,服从控制信号的要求而动作。
在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。
由于它的“伺服”性能,因此而得名。
伺服系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。
伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便。
此主题相关图片如下:伺服系统原理:伺服电机:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。
伺服电机的优点:大扭力、控制简单、装配灵活。
伺服电机的结构:一个伺服电机内部包括了一个直流电机;一组变速齿轮组;一个反馈可调电位器;及一块电子控制板。
其中,高速转动的电机提供了原始动力,带动变速(减速)齿轮组,使之产生高扭力的输出,齿轮组的变速比愈大,伺服电机的输出扭力也愈大,也就是说越能承受更大的重量,但转动的速度也愈低。
第一章注塑机工作原理及构造.doc
第一章 注塑机工作原理及构造第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动作选择第二节 注塑机组成注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
第二节注 塑 机 结 构2.1注塑机总体结构公司目前主力机型为HTFX 系列,该机型主要可分为注射部分(01注塑机注塑部件塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴合模部件合模装置 调模装置 制品顶出装置机身液压系统泵、油马达、阀蓄能器、冷却器、过滤装置 管路、压力表冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制安全保护;故障监测、报警;显示系统机械手加料装置图1-21 注塑机组成示图部分)、合模部分(02部分)、安全防护门(03部分)、液压传动部分(04部分)、润滑部分(05部分)、电器控制部分(06部分)和机身部分(07部分),括号内为公司内部简称。
多图详细说明全电动注塑机工作原理!值得一看-
多图详细说明全电动注塑机工作原理!值得一看~近年来以手机壳和记录数据的介质(光盘CD、数字影像光盘DVD、磁光盘MD以及微型光盘MDS)为代表的薄壁产品需求旺盛,市场的发展潜力巨大。
全电动注塑机节能、节材、环保、高效、精密、高速(注塑速度标准的为300mm/s,高速的达到700mm/s到750mm/s),适用于做各种塑胶薄壁产品及医药产品,生产市场前景广阔。
注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%—65%,因而极具节能潜力,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
全电动注塑机正好满足这种需要。
一、全电动注塑机电控原理1。
伺服电机伺服:一词源于希腊语“奴隶”的意思。
人们想把“伺服机构”当个得心应手的驯服工具,服从控制信号的要求而动作.在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。
由于它的“伺服”性能,因此而得名。
伺服系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。
伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便.此主题相关图片如下:伺服系统原理:伺服电机:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降.伺服电机的优点:大扭力、控制简单、装配灵活。
伺服电机的结构:一个伺服电机内部包括了一个直流电机;一组变速齿轮组;一个反馈可调电位器;及一块电子控制板。
其中,高速转动的电机提供了原始动力,带动变速(减速)齿轮组,使之产生高扭力的输出,齿轮组的变速比愈大,伺服电机的输出扭力也愈大,也就是说越能承受更大的重量,但转动的速度也愈低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二节注塑机组成
注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
(4)注塑后,注射器必须保持注射压力,避免充满模具型腔的塑料倒流;
(5)预塑螺杆转动,粒状塑料被推到螺杆前端,为使注射器中的塑料具有一定密度,要求螺杆后退时必须有一定的阻力;
(6)为实现粒状塑料的塑化,必须使料筒保持一定的温度;
(7)控制系统必须提供恰当的人机交互界面,保证生产人员能够调整和判断机器的参数和工作情况;
(2)
图7-9 闭环直流调速系统框图
(一)温度异常
1)、温度实际值显示为0
A、检查主机板是否正常工作,不工作换主机板。
B、检查主机板与面板通讯(绿灯闪)是否正常,不正常换主机板。
C、检查各电源与机壳之间有无漏电。
D、感温线正负两两短路,看温度是否显示,检查感温线。
2)、温度实际值显示777
A、检查T1010变压器和三芯接插件,如不正常更换T1010或使三芯插头接触良好。
注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。注塑成型源自用塑性的热物理性质,把物料
从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
B、更换D/A板。
3)、温度实际值显示888
A、热电偶开路或正负接反。
B、D/A板坏。
4)温度实际值显示999
A、温度超过电脑能显示最高温度(450度)
B、热电偶与强电相碰。
C、更换D/A板
5)温度实际值偏差(偏高、偏低)
A、热电偶故障
B、料也螺杆引起的。
C、以上情况可通过万用表测定热电偶电压来判断显示值是否正确。如果显示值正确,则原因由A、B引起。如果显示值与电压值不符,则由电脑板引起。
(5)电源 把其它形式的能转换成电能的装置称为电源,电源分直流与交流电源。直流电流方向一定,如干电池或整流电源。交流电源流动方向随时间而改变。
(6)频率 交流电每秒钟的峰点或谷点的数目称为频率,单位为Hz(赫),我国电网频率(工频)为50Hz。
(7)电功率 每秒钟电流做的功叫电功率。电功率与时间乘积就电功。电工也用马力作为电功率单位。1马力=735W。电功的单位用kW/h表示。电的计量单位常称做度。电功率用千瓦表示,符号为kW。电气设备标称功率常采用kW。1kW=1.36马力。
注塑机电气控制系统
第一节概述
注塑机控制系统是一套以控制器为控制核心,包括各种电器、电子元件、仪表、加热器、传感器等组成,与液压系统配合,正确实现注塑机的压力、温度、速度、时间等各工艺过程以及调模、手动、半自动、全自动等各程序动作的系统设备。控制系统在注塑机中以独立部分而存在。
第一节注塑机工作原理
一、注塑机工作原理
图7-7 开环控制系统框图
图7-8示出一个开环直流调速系统。图7-8(1)示出带有晶体管的调速系统;图7-8(2)示带有晶闸管的直流调速系统。图中Ug指定输入,经触发器和晶闸管整流转变为直流电压Ud,提供给直流电动机,产生一个Ug所要求的转速n。但是,当电动机的负载、交流电网的电压以及电动机的励磁有变化时,电机转速就会变化,不再维持Ug及其转速n。
(8)为方便人员的操作和维护,系统必须有一定的诊断功能;
(9)为保证安全生产,系统必须设有安全保护装置。
2.开、闭环控制
(1)开环控制
如系统输出量不与指定输入相比较,系统的输出与输入量之间不存在反馈通道,此种称开环控制,如图7-7所示。此控制系统结构简单、元器件少、成本低、系统容易稳定。由于不对被控量进行检测,当系统受干扰时,被控量一旦偏离原有平衡状态,再没有消除这种偏差的功能限制了系统的应用。
2.注塑机电控系统要求
注塑机工作循环:
注塑机液压系统控制框图,如图7-12所示。
注塑工艺对电控系统要求:
(1)抽、插芯动作必须按照一定的顺序平稳完成;
(2)动、定模板闭合时运动要平稳,不得有冲击,因此,其合模动作又分为:慢——快——慢合模、锁模;
(3)注塑前,合模机构必须保持足够的合模压力,防止被注入模腔的塑料从模缝中逃出;
6)温度显示值在较大范围内跳动
A、干扰,系统没有接地
B、某段跳动,热电偶引起
如果系统指定输入与被控量之间关系固定,内部参数及外部干扰动较小,则开环控制也能取得满意效果。
(1)
(2)
图7-8 开环直流调速系统框图
(2)闭环控制
把系统被控制量反馈到输入端,并与指定输入相比较,此为闭环控制,由于存在被控制量经反馈环节至比较点的反馈通道,又称反馈控制,如上一节图7-4和图7-6所示的系统均属闭环控制系统。特点是:连续地对被控量检测,把测得值与指定作减法运算,求得的偏差信号经控制器的变换运算和放大器的放大,驱动执行组件,使被控量按照指定输入的要求去变化。如果受内部和外部干扰信号时,通过闭环控制,能自动地消除或削弱干扰信号对被控制的影响,有抗扰动功能,在控制工程中广泛地应用。
从控制系统的质量将直接影响产品的成型质量,例如对合模速度、低压模保、及模具锁紧力的控制,将影响产品的成型周期、可靠的低压模保(模具保护)、准确的开模定位等等。另一个需要精确控制,是影响注塑成型工艺条件的注射速度、保压压力、螺杆转速及料筒的温度等。例如,由于原料的热性能不同对料筒的温度控制提出苛刻要求,要有合理的控制系统来实现。