Minitab制作图形方法
如何用Minitab软件绘制鱼骨图、柏拉图、散布图和直方图27页PPT

44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
如何用Minitab软件绘制鱼骨图、柏 拉图、散布愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
Minitab之制图

实测性能
PPM < LSL
153846.15
PPM > USL PPM 合计
134615.38 288461.54
预期组内性能
PPM < LSL
87051.05
PPM > USL PPM 合计
84251.36 171302.41
预期整体性能
PPM < LSL
164507.47
PPM > USL PPM 合计
UCL=188.0386
36
24 12
0 187.6
187.7
187.8
187.9
188.0
单独值
187.9 187.8
_ X =187.8193
187.7
187.6
LCL=187.6001
1 6 11 16 21 26 31 36 41 46 51
Minitab制图 制图准备:
1.收集需制图数据资料,并打开Minitab
实测性能
PPM < LSL
153846.15
PPM > USL PPM 合计
134615.38 288461.54
187.6 187.7 187.8 187.9
预期组内性能
PPM < LSL
87051.05
PPM > USL PPM 合计
84251.36 171302.41
预期整体性能
PPM < LSL
点击标签
Minitab制图
二、概率图:
99
95 90 80 70 60 50 40 30 20 10 5
百分比
K18螺孔位置度的概率图
正态 - 95% 置信区间
跟我学一步步学Minitab (24)做直方图20200422
这一个人偏离较远,身 高比较矮,需要引起注 意
今天就谈到这,欢迎大家交流!
什么时候考虑使用直方图?
了解数据的分布情况 将数据进行分类,了解不同频次 判定数据的真假 数据和规格的比较 获得直观的平均值和标准差
什么是直方图
直方图一些重要名词
数据,每个测量值为一个数据。直方图的数据一般需要在30个以上 组数,将数据分成多少组。100个数据一般分成8-10组左右
什么是直方图
直方图一些重要名词
做直方图 Histogram 做直方图 Histogram
大方图进行分析,找出数据规律 ”
什么是直方图
又称质量分布图,是一种统计报告图,由一系列高度不等的纵向条纹或线段表示数据分布的情况
一般用横轴表示数据类型,纵轴表示分布情况
什么是直方图
频数:对落在各个小组内的数据进行累计,得到各个小组内的数据的个数 组距把所有数据分成若干组,每个小组的两个端点之间的距离组内数据的取值范围称为组距
分析例子
调查72个同学的身高如下(单位:cm)
调查72个同学的身高如下(单位:cm) 138 142 148 145 140 141 139 140 141 138 138 139 144 138 139 136 137 137 131 127 138 137 137 133 148 133 143 137 139 145 145 141 135 131 136 131 134 136 137 133 134 132 135 134 132 134 121 129 138 132 130 135 135 134 136 131 131 139 136 135 140 130 136 127 138 132 149 132 144 136 138 149
minitab使用教程
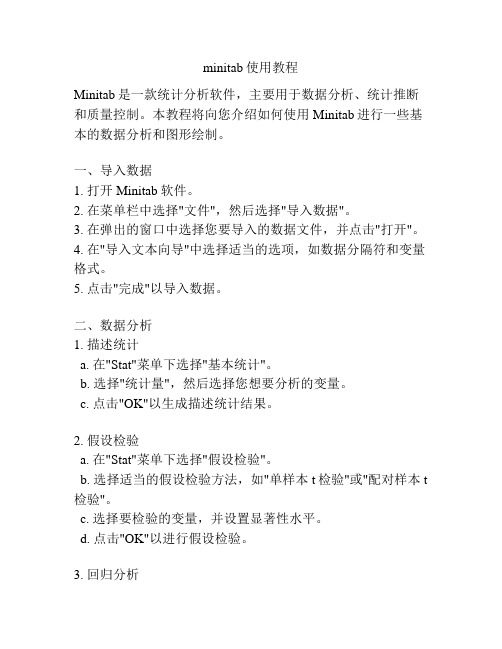
minitab使用教程Minitab是一款统计分析软件,主要用于数据分析、统计推断和质量控制。
本教程将向您介绍如何使用Minitab进行一些基本的数据分析和图形绘制。
一、导入数据1. 打开Minitab软件。
2. 在菜单栏中选择"文件",然后选择"导入数据"。
3. 在弹出的窗口中选择您要导入的数据文件,并点击"打开"。
4. 在"导入文本向导"中选择适当的选项,如数据分隔符和变量格式。
5. 点击"完成"以导入数据。
二、数据分析1. 描述统计a. 在"Stat"菜单下选择"基本统计"。
b. 选择"统计量",然后选择您想要分析的变量。
c. 点击"OK"以生成描述统计结果。
2. 假设检验a. 在"Stat"菜单下选择"假设检验"。
b. 选择适当的假设检验方法,如"单样本t检验"或"配对样本t 检验"。
c. 选择要检验的变量,并设置显著性水平。
d. 点击"OK"以进行假设检验。
3. 回归分析a. 在"Stat"菜单下选择"回归"。
b. 选择"回归",然后选择自变量和因变量。
c. 点击"OK"以进行回归分析。
三、图形绘制1. 直方图a. 在"Graph"菜单下选择"直方图"。
b. 选择要绘制直方图的变量。
c. 点击"OK"以生成直方图。
2. 散点图a. 在"Graph"菜单下选择"散点图"。
b. 选择自变量和因变量。
c. 点击"OK"以生成散点图。
2024年度Minitab17教程07条形图

分组条形图
也叫并列条形图,用于比较两 个或多个变量在不同类别上的 数量。
百分比堆积条形图
展示每个类别中各个子类别所 占的百分比。
9
条形图构成要素
数量轴
通常位于垂直位置 ,表示各类别的数 量或频数。
图例
解释条形图中不同 颜色或图案代表的 含义。
2024/2/2
条形图适用于展示各类别 数据之间的差异、对比和 趋势等。
5
学习目标
掌握在Minitab 17中创建条形 图的方法和步骤。
学会如何根据数据类型和展示 需求选择合适的条形图类型。
2024/2/2
理解条形图中各元素(如条形 、坐标轴、图例等)的含义和 作用。
能够利用条形图进行有效的数 据分析和解读。
6
02
详细讲解了如何在Minitab17中创建和编辑条形图,包括数据导入、图
表类型选择、图表元素编辑等步骤。
2024/2/2
03
条形图解读与分析
介绍了如何正确解读条形图,包括数据比较、趋势分析和异常值识别等
方法。
26
学习收获与体会
2024/2/2
01
掌握了条形图的基本概念和种类,能够根据不同需 求选择合适的条形图类型。
添加标题
通过“图形”菜单中的“图形标 题”选项,可以为条形图添加标 题,标题内容应简洁明了,能够 准确反映图表的主题。
添加标签
在条形图中,可以为每个条形添 加数据标签,显示具体的数值, 方便读者快速了解数据情况。
添加图例
如果条形图中包含了多种不同的 数据系列,可以通过添加图例来 区分不同的数据系列,提高图表 的易读性。
背景
如何用Minitab软件绘制鱼骨图、柏拉图、散布图和直方图
smartscope
10.4 10.3 10.2 10.1 10.0 10.1 10.2 10.3 10.4 cmm 10.5 10.6 10.7
注意:相关结果 分析在90%以上 说明两者之间存 在关系!!
直
方
图
定义:
直方图是将所收集的测定值或数据之全距分为几个 相等的区间作为横轴,并将各区间内之测定值所出现次 数累积而成的面积,用柱子排起来的图形.用来对品质现 状了解,找出比较深入的问题。
第一步:将数据输入Minitab工作表
根据5M1E分析原因依次输入工作表
第二步:选择“Stat>Quality Tools>cause-and Effect……”
第三步:在出现的对话框输入下图所示信息
选择包含因果图相应分枝 的原因列表栏
改变缺陷分枝标识的缺 省设置,缺陷设置为人、 机、料、法、环、测量
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
输入不良项目
相对应的输入 不良数
第二步:选择“Stat>Quality Tools>Pareto Chart”
第三步:在出现的对话框输入下图所示信息 -1
选择包含原始数 据的栏
第三步:在出现的对话框输入下图所示信息 -2
如数据输入格式为缺陷名和 缺陷频率时选择该项
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
将收集数据输入
第二步:选择“Graph>Histogram”
第三步:在出现的对话框输入下图所示信息-1
选择所需直方图 的图样
Minitab之制图

Minitab制图
二、概率图:
99
95 90 80 70 60 50 40 30 20 10 5
百分比
K18螺孔位置度的概率图
正态 - 95% 置信区间
均值 标准差 N AD P值
187.8 0.1018
52 0.452 0.263
1
187.5
187.6
187.7
187.8
187.9
188.0
点击标签
Minitab制图 三、散点图:
50 40 30 20 10
0 187.6
K18螺孔位置度的散点图
187.7
187.8
187.9
0
Minitab制图 四、控制图:
1.在状态栏里选择:统计控制图单值的变量控制图单值
点击单值
Minitab制图 四、控制图:
2.(1)在弹出的对话框中填写” 变量”:选择C2”数据” (2)点击”标签”,出现右侧的对话框,填写”标题” (3)全部填写完之后,点击确定,散点图就生成了
点击选项
Minitab制图 一、正态分布图:
过程数据
LSL
187.72
目标
187.82
USL
187.92
样本均值
187.819
样本 N
52
标准差(组内) 0.0730948
标准差(整体) 0.101779
K18螺孔位置度的能力分析
LSL
目标
USL
组内 整体
潜在(组内)能力 Cp 0.46 CPL 0.45 CPU 0.46 Cpk 0.45
预期整体性能 PPM < LSL 164507.47 PPM > USL 161344.21 PPM 合计 325851.68
Minitab制作图形方法

序 工 生 良 制 制 来 总 外观不良
其它
程程料不1 2 3 4 5 1 2 3 4 5 小
号序
产
品
不 良
不 良
不 良
良 率
二
大
崩
数率率 指槽缺
压 伤
尺加混 寸工料
计
数数
变变
超不
形形
良
1 2 3 4 5
特性要因图
定义:
对于结果与原因间或所期望之效果与对策间的关系, 以箭头连结,详细分析原因或对策的一种图形称为特性 要因图,工程鱼骨图或因果图.
10 10.02
10 10.06
9.99 9.98 9.98 10.01
10 9.98 9.94
10 10 10.04
10.03 10.01 10.01
10 10 10.02 9.98 10 9.96 10.09
10 10 9.98 10.02 9.97 10.01 9.96 10.05 10.02 10.06
作法:
1.明确目的. 2.决定查检项目. 3.决定检查方式(抽检、全检). 4.决定检验基准、数量、时间、对象等. 5.设计表格实施检验.
2.点检用查检表:
主要功用是为要确认作业实施、机械设备的实 施情形,或为预防发生不良或事故,确保安全时使用. 这种点检表可以防止遗漏或疏忽造成缺失的产生. 把非作不可、非检查不可的工作或项目,按点检顺 序列出,逐一点检并记录之.
2、把材料、机械设备、作业者、作业方法……等可能 影响的原因层别,绘制散布图,可检讨何者影响结果。
3、检视是否有离岛情形。 4、抽样检验中,若某品质特性之测试成本高或困难,
则可采用与此特性有关系存在的另一个或两个测试成 本较低或测容易之特性,以降低检验成本。 5、以利在以后的品质管制中,若同一制品之二特性间 有密切关系时,则可舍去其中一个管制图,以降低预 防成本。 6、两组数据间若呈直线变化,可依散布图求出直线方 程式,以为订定标准之用。
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口 4) 绘制X-R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
如何用Minitab软件绘制鱼骨图、柏拉图、散布图和直方图PPT文档27页

60、生活的道路一旦选定,nitab软件绘制鱼骨图、柏拉 图、散布图和直方图
11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Environment
Methods
Machines
柏
拉
定义:
图
根据所搜集之数据,按不良原因、不良状况、不良 发生位置等不同区分标准,以寻求占最大比率之原因、 状况或位置的一种图形. 1897年,意大利学者柏拉撬分析社会经济结构,发 现绝大多数财富掌握在极少数人手里,称为“柏拉法 则”. 美国质量专家朱兰博士将其应用到品管上,创出了 “Vital Few, Trivial Many”(重要的少数,琐细的多 数)的名词,称为“柏拉图原理”.
改变缺陷分枝标识的缺省设置, 缺陷设置为人、机、料、法、 环、测量
输入图形标题
第四步:MINITAB图形输出如下图
表面裂纹因果图分析
Measurements Material Personnel
千分表
合金成分
生产班次 管理人员
显微镜
润滑 培训
检查员
供应商
作业员
表面裂纹
制动 温度 接合 湿度 角度 速度 刀具 定仪
数据数
组数 6~10 7~12 10~20
80~10 100~250 250以上
第八步:作图
直方图图形判读:
1.正常型:
2.锯齿型:
3.偏态型:
4.绝壁型:
5.双峰型:
6.离岛型:
7.高原型:
使用Minitab制作步骤如下:
各部位之清洁(含内轴轮) OK 画“O” 点检人 NG 画“X” 点检 审核 未作业画“/” 不需点检项目画“△”工务稽查
收集数据应注意的事项:
1.收集的数据必须真实,不可作假或修正. 2.收集的数据应能获得层别的情报. 3.查检项目基准需一致. 4.样本数需有代表性. 5.明确测定、检查的方法. 6.明确查验样本的收集方法、记录方式、符号代表意义. 7.慎用他人提供的数据.
X
6.无相关:
X与Y之间毫无任何关系. ………… ………… ………… X
Y
散布图判读注意事项:
1.注意有无异常点. 2.看是否有层别必要. 3.是否为假相关. 4.勿依据技术、经验作直觉的判断. 5.数据太少,易发生误判.
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
实例:
编 号 1 2 3 4 5 6 项目 各部位油量是否正常 操作按钮功能确认
设备每日检查表
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
气缸及操作手柄是否正常 电机传动链条声音是否正常 自动上料系统是否正常 光电感应系统是否正常
7
8 9 10
自动送料是否到位
手动送料是否正常 放松手柄功能确认
分别输入两 特性数据
第二步:选择“Stat>Regression>Fitted line plot”
第三步:在出现的对话框输入下图所示信息
输入包含响 应变量的栏
输入包含预 测变量的栏
选择回 归模型
选择”Options”按钮,在出现的对话框选择下图所示信息
输入图型标题
第四步:MINITAB图形输出如下图
Smart scope&CMM检测 9.5尺寸相关分析的结果 smartscope&CMM检测9.5尺寸相关模型
smartscope = - 0.840 + 1.077 cmm 10.7 10.6 10.5
S R-Sq R-Sq(adj) 0.0728539 87.7% 86.1%
smartscope
第一步: 找出最大与最小(MIN=9.92,MAX=10.12) 第二步: 计算全距R=MAX-MIN=10.12-9.92=0.2 第三步: 决定组数:K=1+3.321㏒100 =1+3.32*2 =7.64 第四步: 计算组距 组距=全距/组数=0.2/8=0.025 第五步: 决定起始点值和终点数值 起始点值=最小值-测定值最小位数/2 =9.92-0.01/2 =9.915 终点数值=最大值-测定值最小位数/2 =10.12-0.01/2 =10.115
10
10
10
9.98
10.01
10
10.02
9.96
10.01
9.99
9.99 10 10.01
9.99 10 10.01
9.99 10 10.01
9.92 9.99 10
10 9.98 9.94
10 10.02 9.98
9.97 10.01 9.96
10.05 10 10.02
9.98 10.03 9.95
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
根据5M1E分 析原因依次 输入工作表
第二步:选择“Stat>Quality Tools>cause-and Effect……”
第三步:在出现的对话框输入下图所示信息
选择包含因果 图相应分枝的 原因列表栏
输入因果图对 应的问题。
柏拉图的用途:
1.作为降低不良的依据. 2.决定改善的目标. 3.确认改善效果. 4.用于发掘现场的重要问题点. 5.用于整理报告或记录. 6.可作不同条件的评价.
使用Minitab制作步骤如下:
第一步:将数据输入Minitab工作表
输入不良 项目
相对应的输 入不良数
第二步:选择“Stat>Quality Tools>Pareto Chart”
实例数据:
10.05 9.98 10.05 10.05 9.98 10.05 10.05 9.98 10.05 10.07 10.01 9.99 9.99 9.98 9.98 10.03 10.01 10.01 10 10 9.98 10 9.99 9.99 9.94 9.95 10.02 9.95 9.98 9.95
B
No.1
No.2
No.1
尺 外 材 其 寸 观 料 他
No.2
尺 外 材 其 寸 观 料 他
合 计
日 期
不良项目 尺 外 材 其 尺 外 材 其 寸 观 料 他 寸 观 料 他
月
日
月
日
2.点检用查检表:
主要功用是为要确认作业实施、机械设备的实 施情形,或为预防发生不良或事故,确保安全时使用. 这种点检表可以防止遗漏或疏忽造成缺失的产生. 把非作不可、非检查不可的工作或项目,按点检顺 序列出,逐一点检并记录之.
作法:
1.明确目的. 2.决定查检项目. 3.决定检查方式(抽检、全检). 4.决定检验基准、数量、时间、对象等. 5.设计表格实施检验.
查检表的种类:
1.记数用查检表: 主要用在根据收集之数据以调查不良项目、不良原 因、工程分布、缺点位置等情形必要时对收集的数据要 予以层别.
操作员 机 号
A
QC手法和技巧
一、查检图 二、层别法 三、特性要因图 四、柏拉图 五、散布图 六、直方图 七、对称图 八、能力分析--CPK 九、量具线性和偏移 十、量具重复性和再现性 十一、控制图
查
检
定义 :
表
为了便于收集数据,使用简单记录表填记并予统计 整理,以作进一步分析或作为核对、检查之用而设计的 一种表格或图表.
作 法:
A、将数据进行分类 B、分类好的数据进行汇总,以多到少进行排序,并计算出各 类别所占百分比 C、计算出各类之和 D、以总数各为左纵轴,以总数的十分之一为一单格,各个类 别为横轴,以每一类别为一单位格,以100%的比例来做右边的 纵轴,之间幅度为10%为一单位格,在80%之处画一条横虚线。 在横轴上,按多到少的顺序进行每一单位格进行填写,再根据 每一类别的数量在画出相应高度的方格,最后从左边第一方格 右上角描第一点,第二方格右边上面的第一点高度加本方格高 度处描第二点,第三方格右边上面的第二高点高度加本方格高 度处描第三点,以此类推,描到最后一点的100%处。
1 2
班別: 制 制 程 不 良 率 来 料 不 良 率 总 不 1 良 率 二 指 变 形 2 程 3 不
机号: 良 2 项 3 目 4 5
外观不良 4 5 1 大 崩 压 槽 缺 伤 变 形
其它
小
计
尺 加 混 寸 工 料 超 不 良
3
4 5
特 性 要 因 图
定义:
对于结果与原因间或所期望之效果与对策间的关系, 以箭头连结,详细分析原因或对策的一种图形称为特性 要因图,工程鱼骨图或因果图. 它为1952年日本品管权威学者石川馨博士所发明, 又称“石川图”.
第三步:在出现的对话框输入下图所示信息 -1
选择包含原 始数据的栏
第三步:在出现的对话框输入下图所示信息 -2
如数据输入格式为缺陷名 和缺陷频率时选择该项
第三步:在出现的对话框输入下图所示信息 -3
选择”Options”按钮,在出现的对话框选择下图所示信息
输入图形标题
第四步:MINITAB图形输出如下图
层
定义:
别
法:
为区别各种不同原因对结果之影响,而以个别原 因为主体,分别作统计分析的方法,称为层别法.
分类:
1.时间的层别. 2.作业员的层别. 3.机械、设备层别. 4.作业条件的层别. 5.原材料的层别. 6.地区的层别等.
实例:
XX产品品质状况日报表
日期: 序 工 生 良 制 程 产 品 不 良 号 序 数 数 数
10.03 9.98 10.02
9.96
9.96
9.96
10.02
10
10
10.05
10
9.96
9.95
10.01 9.96
10.01 9.96