大直径菲涅尔透镜模具加工工艺的模拟实验研究
大直径菲涅尔透镜模具加工发展现状及展望

大直径菲涅尔透镜模具加工发展现状及展望
大直径菲涅尔透镜模具加工是一项具有广泛应用前景的机械加工技术。
菲涅尔透镜模具通常用于聚焦太阳能光源、激光加工、显示技术以及图像传输等领域。
以下是该技术的发展现状和展望:
发展现状:
1. 数控加工技术:利用数控机床等先进设备对大直径菲涅尔透镜模具加工进行自动化生产,提高了加工精度和生产效率。
2. 新材料应用:利用陶瓷、光学玻璃等新材料制造透镜模具,增强其耐磨耐腐蚀性能,提高了透镜寿命与精度。
3. 精密加工技术:采用超精密加工技术,如电解加工、电抛光、电火花加工等,可以获得更高的加工精度和表面质量。
展望:
1. 大型制造:随着大型机械制造技术的不断发展,大尺寸菲涅尔透镜透镜模具的制造也将不断改进。
2. 复合材料应用:利用复合材料制造透镜模具,改善其抗振性和热稳定性能,减少变形和抗裂性。
3. 智能化制造:结合人工智能技术和成像传感技术,实现智能化制造,提高效率和精度。
综上所述,大直径菲涅尔透镜模具加工技术将在更广泛的领域得到应用,未来随着材料、制造技术的的不断拓展和完善,菲涅尔透镜模具加工技术将掀起更大的发展热潮。
大型菲涅耳透镜的设计和制造

第27卷第6期2001年11月光学技术OPT I CAL T ECHN IQU EVo l 27N o 6Nov 2001文章编号:1002 1582(2001)06 0499 02大型菲涅耳透镜的设计和制造杨力,阴旭,陈强,伍凡,吴时彬,刘云喜,高平起,许全益(中国科学院光电技术研究所,四川成都 610209)摘 要:介绍一种大口径六环组合光学玻璃大型菲涅耳透镜的光学设计原理、整体工艺方案、各个球面环带的工艺计算和加工方法;讨论了大型菲涅耳透镜的光学胶合以及整体扇型切割成型方法;给出了研制成功大型菲涅耳透镜的光学检测结果。
关键词:光学玻璃大型菲涅耳透镜;设计原理;工艺方案中图分类号:T H706 文献标识码:ALarge aperture Fresnel optical lens design and manufacturing YANG Li,YIN Xu,CH EN Qian,WU Fan,WU Shi bin,LIU Yu n xi,GAO Pin qi,XU Quan yi(I nstitute o f O ptics and Electronics,Chinese A cademy of Science,Chengdu 610209,China)Abstract:T he large aper ture six components F resnel optical lens design principle and overall manufacturing scheme ar e pre sented Calculating and fabr icating met hod for each spherical r ing are reported T he optical cement ing and final cutting method ar e discussed T he final testing results of the Fr esnel optical lens are givenKey words:Optical glass large aperture F resnel lens;design principle;manufacturing scheme1 前 言在小尺寸范畴,采用塑料压形多环细齿菲涅耳透镜薄板技术已经成熟。
菲涅尔透镜、用于制造菲涅尔透镜的模具及其生产方法[发明专利]
![菲涅尔透镜、用于制造菲涅尔透镜的模具及其生产方法[发明专利]](https://img.taocdn.com/s3/m/f7edc18a1b37f111f18583d049649b6648d709e4.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201610627037.6(22)申请日 2016.08.03(71)申请人 乐视控股(北京)有限公司地址 100025 北京市朝阳区姚家园路105号3号楼10层1102申请人 乐视致新电子科技(天津)有限公司(72)发明人 齐永红 郑旭君 (74)专利代理机构 北京合智同创知识产权代理有限公司 11545代理人 李杰(51)Int.Cl.B29C 45/26(2006.01)B23P 15/24(2006.01)G02B 3/08(2006.01)B29L 11/00(2006.01)(54)发明名称菲涅尔透镜、用于制造菲涅尔透镜的模具及其生产方法(57)摘要本发明实施例提供了一种菲涅尔透镜、用于制造菲涅尔透镜的模具及其生产方法,涉及光学技术领域。
该菲涅尔透镜包括菲涅尔面,所述菲涅尔面包括有效面和无效面;所述菲涅尔面的无效面经过了雾化处理,使得所述菲涅尔面的无效面的表面粗糙度得以提高,从而光线在所述菲涅尔的无效面的反射可以由镜面反射转变成漫反射,进而大幅降低了所述菲涅尔透镜引入的杂散光。
权利要求书1页 说明书5页 附图3页CN 106217776 A 2016.12.14C N 106217776A1.一种菲涅尔透镜,其特征在于,所述菲涅尔透镜包括菲涅尔面,所述菲涅尔面包括有效面和无效面;所述菲涅尔面的无效面经过了雾化处理,以减少所述菲涅尔透镜引入的杂散光。
2.根据权利要求1所述的菲涅尔透镜,其特征在于,所述菲涅尔面的无效面的粗糙度为0.8~1.2微米。
3.根据权利要求1所述的菲涅尔透镜,其特征在于,所述菲涅尔透镜的拔模角为3~8度。
4.根据权利要求1-3任一项所述的菲涅尔透镜,其特征在于,用于虚拟现实头戴显示设备中。
5.一种用于制造菲涅尔透镜的模具,其特征在于,所述菲涅尔透镜包括菲涅尔面,所述菲涅尔面包括有效面和无效面;所述模具中用于形成所述菲涅尔面的无效面所对应的表面的粗造度满足预设粗糙度范围,以实现对所述菲涅尔面的无效面的雾化处理。
大直径菲涅尔透镜模具加工发展现状及展望
(C l g f c a i l n lc o i A pia o , e igU ies y f eh o g , e ig10 2 , hn ) 。ol eo Me hnc dE et nc p l t n B in nvri T c n l y B in 0 14 C ia e aa r ci j to o j
涅 尔透镜模具加工的研究现状 , 展望 了其未来的发展方向。 j
关键词: 大直径; 菲涅尔透镜; 模具; 超精密 ̄-; j r 机床 a
{
【 bt c】 a e i e r r nles s i Z ue l pw r ti , e L po c nd 一{ A s at Lr a t e e l d y sdi s a o e s t n£ P r et i r g d m e F s n iw e nor ao ^ D j i s o pa d t r ̄d , th o lpoes g a u c r gs iw h ie e ah i u m n j l a h f I y e ud r s n nf t i f u. m d t ci n e i e t ynoe s et m c i m a u n idf A t a h m n g qp
t es rpc d u o et . r i s e p 《
K yWod :ag i t ;rseL n; udHg rc i ; cie ol e rsL re a e Fenl esMo l; i Peio Mahn o D me r h sn T
菲涅尔透镜加工工艺
菲涅尔透镜加工工艺
菲涅尔透镜是由法国物理学家奥古斯特·菲涅尔发明的一种具有角轮廓的透镜。
它的
外形看起来像一堆同心圆圆环,而不是传统的曲面透镜。
菲涅尔透镜由于具有极高的光学效率和简单制造工艺而被广泛应用。
它通常用于各种
应用中,例如车灯、手持灯、信号灯、灯塔等等。
第一步:制作模具
制作菲涅尔透镜的第一步是制作一个透镜模具。
这个模具通常由玻璃、石膏、硅胶等
制成。
根据透镜的尺寸和要求,模具的外形应与透镜的轮廓相对应。
第二步:制作透镜轮廓
制作透镜轮廓是菲涅尔透镜加工的关键步骤。
在玻璃板上,首先用铅笔或钻头画出同
心圆。
然后,用工业级铣床根据圆形切割刀具切削出透镜的轮廓。
第三步:抛光透镜
在制作完透镜轮廓后,需要进行透镜的抛光。
这可以通过机械抛光或手工抛光来完成。
在抛光过程中,透镜必须保持平整,以确保不会形成任何扭曲或凸缘。
第四步:涂层和表面处理
透镜制作完成后,需要对其进行涂层和表面处理。
这可以减少反射和折射,并确保透
镜在不同环境下(例如高温或湿度)下保持稳定。
涂层通常由金属或其他优质材料制成。
第五步:修整透镜边缘
最后一步是修整透镜边缘。
这可以使透镜适合不同的安装环境,并确保在安装期间不
会出现过多的漏光。
总之,要在生产中制造高质量的菲涅尔透镜,需要密切合作的工具和有经验的技术人员。
通过选用最合适的材料和工艺,确保生产出优质的菲涅尔透镜。
大直径菲涅尔透镜模具加工发展现状及展望

大直径菲涅尔透镜模具加工发展现状及展望关佳亮;陈志德;曹成国;汪文昌【摘要】The development of large diameter Fresnel lens mould is deeply analyzed and further development ofrnlarge diameter Fresnel lens is discussed detailedly.%针对大直径菲涅尔透镜模具加工设备及加工工艺的发展状况进行了深入的分析研究,总结了大直径菲涅尔透镜模具加工的研究现状,展望了其未来的发展方向.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)003【总页数】4页(P37-40)【关键词】大直径;菲涅尔透镜;模具;超精密加工;机床【作者】关佳亮;陈志德;曹成国;汪文昌【作者单位】北京工业大学机电学院,北京100124;北京工业大学机电学院,北京100124;北京工研精机有限公司,北京101312;北京工业大学机电学院,北京100124【正文语种】中文【中图分类】TH6菲涅尔透镜具有不逊于传统透镜的光学聚焦和光学成像性能,因其质量轻、厚度薄、口径大、结构紧凑等优点,在太阳能热水器、太阳能电站及显像领域有着广泛的应用[1-2]。
太阳能作为一种清洁能源,其开发利用已经受到人们的普遍重视。
目前,全球投入使用的太阳能发电站装机容量约有700 MW,在建项目1 200 MW,已经宣布建设的装机容量则为1.26万MW。
大直径菲涅尔透镜作为集热元件,是太阳能热发电系统的重要组成部分。
另外,激光背投电视在国外已经逐步成熟,其颜色表现能力是平板电视的2~3倍,消耗的电能为现有液晶电视的1/2,等离子电视、传统电视机的1/3。
一条背投电视生产线的造价仅为液晶的几十分之一,而且生产过程非常环保。
激光背投电视的核心部件显示屏为菲涅尔透镜,其规格尺寸逐步增大。
随着太阳能电站的发展和背投电视进入家庭,对大直径菲涅尔透镜的市场需求将会越来越大。
大直径菲涅尔透镜模具加工发展现状及展望
屏 为菲涅 尔透 镜 , 其规 格 尺 寸 逐 步 增 大 。随着 太 阳能
太 阳能作 为一 种 清 洁 能 源 , 开 发 利 用 已经 受 到 其
人 们 的普遍 重 视 。 目前 , 球 投 入 使 用 的 太 阳能 发 电 全
站 装 机容 量约 有 7 0MW , 0 在建 项 目 1 0 0MW, 2 已经宣
S e iI e o I p ca R D r s
综
述
大 直径 菲 涅 尔透 镜 模 具 加 工 发 展 现 状 及 展望
关佳亮① 陈志德① 曹成 国② 汪文 昌①
( 北 京工 业大 学机 电学 院 , 京 102 ; 北京 工研 精机 有 限公 司 , 京 111 ) ① 北 0 14 ② 北 0 32
( B i g r io ah e &E g er g e a hC .Ld 。 e i 11 ,H  ̄ e i e s nM ci r ) j P ci n n y ni e n s r o ,t B i g1 32 C N) n i R ec . j 0 n
Absr c :T e eo t a t he d v lpme to a g i me e e n l lns mo l s d e l n lz d a d f rh r d v l p n f n fl r e d a tr Fr s e e u d i e p y a ay e n u t e e eo me to lr e d a t rF e ne e s i ic s e t i d y a g imee r s lln s ds u s d deal l . e Ke wo ds:La g a tr;F e ne e s;Mo l y r r e Di me e r s lL n u d;Hi h P e ii n Ma h n n g r c so c i i g;Ma hi e To l c n o
菲涅尔透镜的微注塑实验研究

厚透镜 的焦点上…。传统 的菲涅尔透镜 主要使用光
学 玻璃 制成 , 生产 工 艺 复 杂 、 工 精 度 稳定 性 不 高 、 加
无法形成批量生产 , 因而造成菲涅尔透镜价格较高 , 严重限制了其在各个领域进一步的应用。 聚合物材料具有密度小、 质轻 、 比强度 / 比刚度 高、 耐腐蚀等优点 , 且价格低廉 、 种类繁多 , 在微光学 镜头及其它微小器件 的制作中, 已逐步取代光学玻
缩 是 比较常见且无法避免 的成型缺陷 , 因而将翘
曲变 形量 和成 型收缩 率 作为评 价 指标 。 ( 实 验 因素与水 平 的确定 2) j
依据前期菲涅尔透镜微 注塑准备试 验结果 以 及 Mo f w对注塑材料库的指导 , l o 、 熔体温度( ) 、 注射速率( 、 C) 保压压力 璃等材料 。微注塑作为聚合物微结构成型的主要成 ( 、 D) 保压时间( ) 、 冷却时间( ) , 其水平取值如表 型工 艺 , 由于几 乎不受 塑 料件几 何 形状 的 限制 , 制造 工艺简单 , 生产成本低 , 易于实现大批量生产与 自动 化生 产 』因此微 注塑 被 认 为是 复 杂 型 面微 透 镜 未 , 来能够被广泛应用的关键技术之一 。 由于微注塑的成型过程影 响因素较多, 工艺复
法不仅需要花费较长的时间同时需要操作人员具有 深厚专业知识和经验 , 存在着试模时间长 、 物料浪费 严重及工作效率低等缺陷 J 。
上 述 水 平 分 布 的 特 点 是 各 个 因素 水 平 之 间 的
间隔合适 , 都在可调范 围内, 并依据实 际微注塑经
验, 具有一定 的可信度 , 不至于因素水平差异过大导
杂, 现在 还没 有 成熟 的理 论能 指导 微注 塑生 产 , 因此
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
限公 司实 际生 产条 件 , 自行设 计 一 套 模 拟 实验 工 艺 系
统 。实验 数据 采集 系统包 括 L a b V I E W 虚拟 仪器 , 振 动
加速 度传 感 器 。模 具 材 料 为 H 6 2黄 铜 圆 盘 , 直 径 为
1 0 0 m m, H 6 2黄铜力 学性 能 如表 1所示 。
2 . 2 进给 量对 J j u - r 过程 动态 平稳性 的 影响
进 给量是 切削 工 艺参 数 中 的重 要元 素 , 决 定 了工
件 的加工 精度 和表 面粗糙 度 。进 给量 的大小要 根 据工 件材 料 , 刀 具几 何参 数 和机床 刚性 等 因素合理 选择 。 实验采 用 单 因素法 , 切 削 速 度 =1 2 0 m / a r i n , 改
1 实 验 条 件 及 加 工原 理
1 . 1 实验 条件
2 实 验 研 究
菲涅 尔透 镜模具 加 工模拟 实验 采用 聚 晶金 刚 石车 刀, 以卧式 数控 车床 为平 台 , 参 考德 州宇 影光学 仪 器有
本 次模 拟 实 验 以 卧 式 数 控 机 床 C J K一1 6 3 0为 平
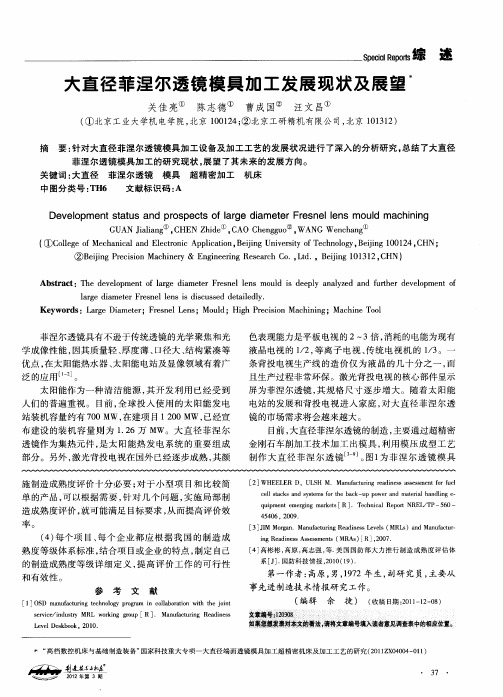
由图 2可 以看 出 , 主 轴 转速 的变 化 对 刀具 振 动 变 化 的影 响不 大 ; 主轴转速在 1 8 0~ 4 5 0 r / m i n时 , 主 轴 振 动幅值 较小 , 当主轴转 速大 于 4 5 0 r / m i n时 , 主轴 振 动 幅值增 大 , 对 加工 状态 的影 响较 大 。
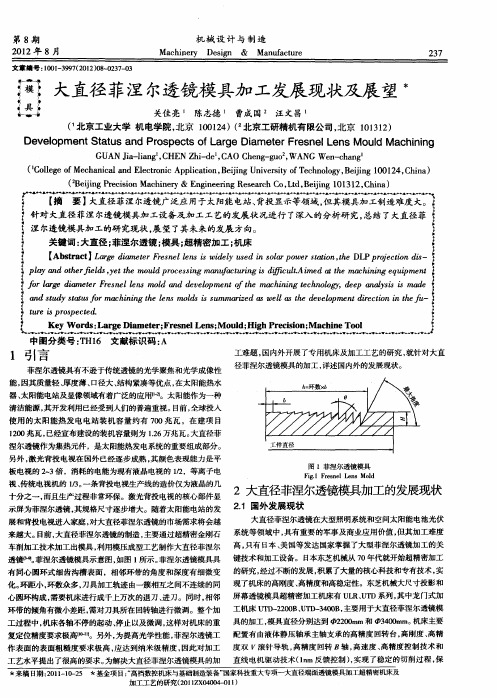
1 一主轴 ;2 一H 6 2 黄铜 ;3 一 车刀 ;4 一 加速度传感器 5 一 刀 具 加 工 角度 调 整 装 置 ;6 一 电动 刀 架 。
转 速 凡=1 8 0、 2 6 0 、 3 6 0 、 4 5 0 、 9 5 0 、 1 4 0 0 、 2 0 0 0 r / m i n 。
本实 验 属于 基础 模 拟研究 。根据 菲涅 尔 透镜 结构 特征 , 参 考生 产实 际加 工 条件 , 设 计 了一套 大 直径 菲涅 尔 透 镜模 具 加工 的模 拟 实验装 置 。实 验 中 以环形 直 角 锯 齿 沟槽 特 殊 结 构 为 加 工 目标 , 尺 寸 特 征 为 深 度 h= 0 . 5 mm, 倾斜 角度 0 = 6 4 。 。研 究 主 轴转 速 、 进 给量 、 切 削速 度对 环形 直 角锯 齿 沟槽 特殊 结构 加工 过 程动 态平 稳 性 的影 响 规律 , 优化 合 理 的切 削工 艺参 数 , 达到 提 高 加 工 过程 动 态平 稳性 的 目地 , 为 菲涅 尔 透镜 模 具 加 工 提 供 理论 依 据 。模 拟 实 验工 艺 系 统 如 图 1 所 示 。H 6 2 黄铜 盘 装 卡 在 机 床 主轴 上 , 加 工 角度 调 整 装 置装 卡在
8 . 4 l O 5 3 0 0 l 5 O 4 0
疲 劳极 限 一 , / M P a
1 2 0
崩刃) , 从 而 降 低 刀具 耐 用 度
, 影 响模 具 加 工 效 率
电动 刀架上 。通 过加 工角 度调 整装 置使 刀具切 削 刃动 刀 具 对
台, 根 据菲 涅 尔透 镜结 构 特 征设 计 了 加工 角度 调 整 装 置 。实验采 用 住 友 聚 晶金 刚 石 刀 具 , 模具材料为 H 6 2 黄铜 , 数据 采 集 系统包 括 B & K 4 5 0 7 B ’ 0 0 4加 速度传 感 器( 灵 敏度 9 5 . 8 m v / g ) , N I 9 2 3 4数 据 采 集 卡 , L a b - V I E W 虚 拟仪 器 , 利 用 Ma t l a b软 件 对 采 集 的数 据 分 别 进 行 时域 和频 域 分析 。
T e c h n 0 I o g y a n d T e s l 工艺与检测
表1 1 " 1 6 2黄 铜 力 学 性 能
名称
黄铜
合金符号
H 6 2
密度/ ( g / c m ) 弹性模 量 E / G P a 抗拉强度 f , 6 / MP a 屈服强度 0 2 / MP a 伸长率 6 / ( %)
性, 保证 菲 涅尔 透镜 模 具加 工表 面质量 。
铜 盘 端面进 行 直角锯 齿 沟槽结 构加 工 。加速度 传感 器 粘 贴 在刀杆 和 机床 主轴 上 , 通 过 数 据 采集 系统 采 集 主 轴 振 动信号 和 刀具 振 动信 号 , 利 用 计 算 机 系统 进 行 数
据分 析
2 . 1 主轴 转 速对J j n - r 过 程动 态平 稳性 的影 响
主轴 转速 的选 择 要 充分 考 虑 机 床 动特 性 , 减 小 主
轴振 动对 加工 状态 的影 响。实 验 采 用单 因素 法 , 切 削
速度 =1 2 0 m/ m i n , 进 给 量 f =1 . 2 I x m/ r , 改 变 主 轴
记 录主轴 振 动和刀 具振 动情况 , 如 图 2所 示 。
O . 2
O. 1 5
O 1
O. O 5
O
1 1 =
1 8 O 2 60 36 0 4 5 0 95 0 1 4 0 0 2 00 0
主轴转速/ ( r / mi n )
图2 主轴 振动和刀 具振动随主轴 转速变化 图
和表 面 质量 。本 文 通过 大 直径 菲涅 尔透 镜模 具 加工 工 艺 的模 拟实 验 , 进行 切 削工 艺 参 数 对 环 形 直 角 锯 齿 沟 槽特 殊 结构 的加工 过 程 动 态 平 稳 性 影 响 规 律 的研 究 , 优 化合 理 的切 削工 艺 参 数 , 以提 高 加 工 过 程 动 态 平 稳