fagor
FAGOR操作程序
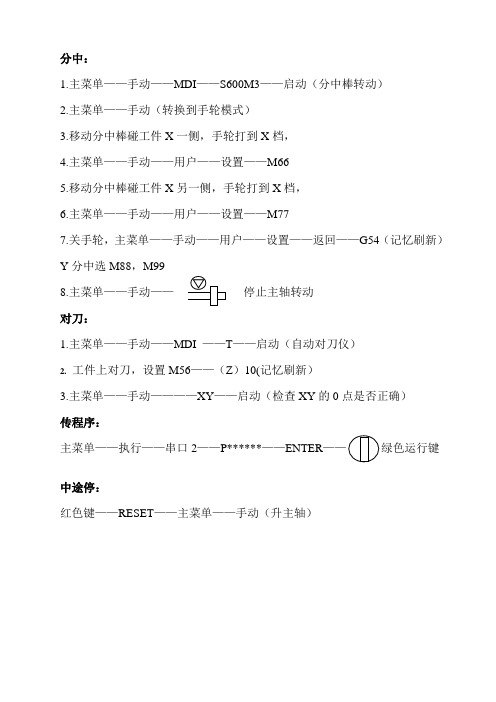
分中:
1.主菜单——手动——MDI ——S600M3——启动(分中棒转动)
2.主菜单——手动(转换到手轮模式)
3.移动分中棒碰工件X 一侧,手轮打到X 档,
4.主菜单——手动——用户——设置——M66
5.移动分中棒碰工件X 另一侧,手轮打到X 档,
6.主菜单——手动——用户——设置——M77
7.关手轮,主菜单——手动——用户——设置——返回——G54(记忆刷新) Y 分中选M88,M99
8.主菜单——手动—— 停止主轴转动
对刀:
1.主菜单——手动——MDI ——T ——启动(自动对刀仪)
2. 工件上对刀,设置M56——(Z )10(记忆刷新)
3.主菜单——手动————XY ——启动(检查XY 的0点是否正确) 传程序: 主菜单——执行——串口2——P******——ENTER ——绿色运行键
中途停:
红色键——RESET ——主菜单——手动(升主轴)。
数控机床的十大数控系统
数控机床的十大数控系统
数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
今天小编就给大家介绍下数控机床的十大数控系统,大家一起来看看吧。
1、日本FANUC数控系统
日本发那科GS(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate 0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的
CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC 0-D系列0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列0-TC用于通用车床、自动车床,0-MC 用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。
0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC 16i/18i/21i系列控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。
其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。
16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联。
FAGOR 西班牙法格 不锈钢锅具 无烟锅具展示cookware 2008

Baterias inoxStainless steel cookware不锈钢锅具Baterias inox/ Stainless steel cookware / 不锈钢锅具•西班牙法格(FAGOR)集团是欧洲著名的厨房家电及炊具产品的生产者、法国和西班牙市场的领导者、标准的制定者、现代厨房家电及炊具创新产品的倡导者•法格全系列厨房炊具由西班牙著名设计公司DIARA DESIGN倾情设计,遵照行业最高标准,融入浪漫南欧风情,为世界各地的用户呈现经久耐用,风格独特的FAGOR 产品。
•法格FAGOR不锈钢锅具由18/10优质特殊不锈钢(1Gr18Ni10Ti)制造。
锅底采用”钢-铝-钢三层符合工艺.内层18/10高强度、耐腐蚀不锈钢板;中间为高纯度、高导热、铝钢”三层符合工艺内层18/10高强度耐腐蚀不锈钢板;中间为高纯度高导热铝板;外部包有18/0导磁性不锈钢板.适用于燃气灶,电灶,陶瓷灶,电磁灶,卤素灶等多种灶具.Baterias inox/ Stainless steel cookware / 不锈钢锅具选择法格锅具的十大理由Baterias inox/ Stainless steel cookware / 不锈钢锅具选择法格锅具的十大理由Baterias inox/ Stainless steel cookware / 不锈钢锅具选择法格锅具的十大理由Baterias inox/ Stainless steel cookware / 不锈钢锅具选择法格锅具的十大理由Baterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品卡门CARMEN系列是西班牙经典锅型,深受各地消费者的喜爱厚度:0.8mm厚度08工艺:内外沙光钢铝钢三层底Baterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品卡门CARMEN系列奶锅16cm煎炒锅24cm汤锅20cm煎炒锅28cmBaterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品卡门CARMEN系列套装锅:24cm煎炒锅24cm卡门外置蒸框20cm卡门深汤锅Baterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品法格在中国市场销售的不锈钢锅具产品:卡门CARMEN系列精钢中华炒锅30cm三层钢中华炒锅30cm三层钢中华炒锅34cm卡门手柄外置蒸框30cmBaterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品厨师系列厨师CHEF系列是专业厨师爱用的经典欧式锅型,深受各地消费者的喜爱厚度:0.8mm内外光工艺:内外沙光钢铝钢三层底Baterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品厨师CHEF系列奶锅16cm汤锅卡色罗拉24cm汤锅卡色罗拉16cm厨师手柄外置蒸框20cm/24cmBaterias inox / Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品法格在中国市场销售的不锈钢锅具产品:厨师CHEF系列汤锅欧意亚汤锅欧意亚16cm20cm汤锅欧意亚汤锅欧意亚24cm18cmBaterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品格朗GRAN系列秉承创新的设计理念,撷趣西秉创新的计念撷趣班牙南部格拉纳达的建筑风格元素,采用别致的锥型锅身,典雅时尚.锥型锅身,简洁明快;钢化玻璃盖+不锈钢宽边,烹饪过程一目了然;黑色胶木手柄,隔热防滑;精湛点焊工艺,美观牢固;滑;精湛点焊工艺美观牢固;钢铝钢复打底工艺,一如既往为您提供极佳的烹饪性能.厚度:0.7mm工艺:内沙外光钢铝钢三层底Baterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品法格在中国市场销售的不锈钢锅具产品:格朗GRAN系列汤锅20cm煎炒锅24cm汤锅24cm煎炒锅26cmBaterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品:法格在中国市场销售的不锈钢锅具产品玛雅MAYA系列法格全新玛雅系列锅具,设计灵感源自古老神秘文化,整体线条流畅,均衡端庄.衡端庄采用APPLE鼓型锅身,增加实际容量;一体化不锈钢盖,密闭性能极佳;中空手柄,隔热防滑;精湛点焊工艺,美观牢固;钢铝钢复打底工艺,一如既往为您提供极佳的烹饪性能.既往为您提供极佳的烹饪性能厚度:1.0mm厚度:10mm工艺:内外沙光钢铝钢三层底Baterias inox/ Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品法格在中国市场销售的不锈钢锅具产品:玛雅MAYA系列汤锅20cm煎炒锅28cm深汤锅24cmBaterias inox / Stainless steel cookware / 不锈钢锅具法格在中国市场销售的不锈钢锅具产品法格在中国市场销售的不锈钢锅具产品:高精度金刚粒子镜面工新银座经久流行的弧形锅身,提供艺抛光,光亮璀璨,典雅华贵。
FAGOR数控系统参数设置方法
FAGOR数控系统参数设置方法1.进入参数设置界面:首先需要进入FAGOR数控系统的参数设置界面。
通常情况下,开机后按下"参数"键即可进入该界面。
如果无法进入参数设置界面,需要检查系统是否正常运行并尝试再次进入。
2.导航菜单:在参数设置界面上,可以看到不同的菜单选项。
使用系统提供的导航键,可以在不同的菜单之间进行切换。
通常情况下,可以通过上下左右键进行导航和选择。
3.选择子菜单:在导航菜单中选择“参数设置”或类似的选项,进入参数设置子菜单。
这个子菜单通常包含各种系统参数的选项,例如坐标系、速度、加减速度、刀具补偿等。
4.选择参数:在参数设置子菜单中,可以看到各种参数选项。
使用上下键选择需要设置的参数,然后按下“确定”键进入该参数的设置界面。
5.设置参数值:在进入参数设置界面后,可以看到默认的参数值。
使用左右键进行数值的修改,然后按下“确定”键确认修改。
通常情况下,可以通过键盘输入数字进行参数的设置。
6.保存设置:每次修改参数后,都需要保存设置。
在参数设置界面中,可以找到“保存”或类似的选项。
选择该选项后,系统将保存当前的参数设置,并自动返回到参数设置子菜单。
7.退出参数设置界面:在完成所有需要设置的参数后,可以选择“退出”或类似的选项,退出参数设置界面。
系统会将最新的参数设置保存,并返回正常的运行界面。
需要注意的是,FAGOR数控系统的参数设置是一项复杂而精细的工作,需要根据具体的机床和工作要求进行设置。
错误的参数设置可能导致机床无法正常运行或产生不良效果。
因此,在进行参数设置前,需要仔细了解机床的使用说明和相关技术要求,在保证安全的前提下进行设置。
同时,也建议在设置参数前备份原有的参数设置,以便出现问题时可以及时恢复。
FAGOR系统错误排除参孝手册

错误排除参孝手册北京发格自动化设备有限公司目录编程错误 (3)准备功能和执行错误 (37)硬件错误 (56)PLC错误 (59)伺服错误 (60)表格数据错误 (65)MC工作模式 (68)编程错误表0001“Linea Vacia”检测时间:在CNC上进行编辑或执行通过DNC传输的程序时。
引起原因:引起这种错误的原因可能是:1当试图进入程序或执行一段空程序段或包含有标号(程序段号)时。
2在《带岛屿的不规则型腔因定循环(G66)》内,当参数“(轮廓的开始)大于参数“E”(轮廓的结束)时。
解决方案:每种情况的解决方案为:1 CNC不能进入程序或执行空程序段。
要进入程序中的空程序段,在该程序段的开始使用符号《;》。
CNC将忽略该程序段的其余部份。
2参数“S”的数值(开始定义轮廓的程序段)必须小于参数“E”的数值(轮廓定义的结束的程序段)。
0002“不合适的数据”检测时间:在CNC上进行编辑或在执行通过DNC传输的程序时。
引起原因:引起这种错误的原因可能是:1当切削条件(F、S、T或D)或M功能后台编辑轴座标时。
2当程序段跳转标志(条件段/1,/2或/3)。
3当用ISO代码格式编程时,编写的程序段号大于是9999时。
4当试图在《不规则型腔》操作的精加工(G68)中定义加工起点的座标时。
5在用高级语言编程时,RPT指令的数值大于9999。
解决方案:每种情况的解决方案为:1记住编程的顺序。
2记住编程的顺序:- 程序跳转(条件程序段/1、/2或/3)。
- 标号(N)。
-《G》功能。
- 轴座标(X、Y、Z……)。
- 加工条件(F、S、T、D)。
-《M》功能。
3更正程序段的语法错误。
程序段的标号应在0到9999之间。
在定义《不规则型腔》操作的精加工循环(G68)时,不能骗写点座标,CNC选择加工的开始点。
编程的格式为:G68B…L…Q…I…R…K…V…然后是切削条件。
1更正程序段的语法错误。
程序中的重复次数应在0到9999之间。
FAGOR 西班牙法格 压力锅pressure cooker 2008

ollas rápidas inoxPressure cookersk压力锅ollas rápidas inox/ Pressure cookers / 压力锅•西班牙法格(FAGOR)集团是欧洲著名的厨房家电及炊具产品的生产者、法国和西班牙市场的领导者、标准的制定者、现代厨房家电及炊具创新产品的倡导者•法格(FAGOR)的压力锅产品,从4升到10升,多个品种规格,多达51款,品种丰富,行销全球•法格系列压力锅由西班牙著名设计公司DIARA DESIGN精心设计,所有压力锅设计符合全球最高标准。
产品通过了欧洲CE、德国GS、美国UL质量认证。
锅身及1G18Ni10Ti)制造内部为18/10高强度耐腐蚀不锅盖由18/10优质特殊不锈钢(1Gr18Ni10Ti)制造。
内部为18/10高强度、耐腐蚀不锈钢板,中间为高纯度、高导热、铝板、外部包有18/0导磁性不锈钢板。
ollas rápidas inox/ Pressure cookers / 压力锅一般压力锅•压力锅发展从80年代的铝制压力锅已经进入21世纪的不锈钢压力锅时代,国内目前铝制压力锅仍有销售,欧洲基本已经淘汰了铝制压力锅•压力锅的特点•相对于普通的锅具,压力锅有以下几个特点:• 1. 烹饪食物时间短烹饪食物时间短• 2. 节省能源• 3. 温度高,食物易熟•不锈钢压力锅的特点•相对于普通的铝制压力锅,不锈钢压力锅有以下几个特点:• 1. 安全,不锈钢抗压能力强• 2. 寿命长,不锈钢不易老化• 3. 无对人体有害的铝元素3无对人体有害的铝元素ollas rápidas inox/ Pressure cookers / 压力锅目前中国市场上较著名的压力锅国产压力锅•双喜、苏泊尔、佳能、万事达等等进口压力锅•法格、菲斯乐、双立人、拉哥斯蒂娜、朗丽、WMF、Sllit等等ollas rápidas inox/ Pressure cookers / 压力锅法格压力锅的基本特点ollas rápidas inox/ Pressure cookers / 压力锅法格压力锅的基本特点ollas rápidas inox / Pressure cookers / 压力锅法格压力锅的基本特点ollas rápidas inox/ Pressure cookers / 压力锅法格压力锅的基本特点ollas rápidas inox/ Pressure cookers / 压力锅法格压力锅的基本特点ollas rápidas inox/ Pressure cookers / 压力锅法格压力锅的基本特点ollas rápidas inox / Pressure cookers / 压力锅法格目前在中国市场零售的压力锅:•速捷•明捷6L鼓型•新捷6L鼓型6L鼓型8L鼓型10L鼓型8L鼓型10L鼓型ollas rápidas inox/ Pressure cookers / 压力锅•品名:速捷压力锅•产地:上海产地上海•厚度:1.2mm•工艺:外镜光,内沙光•钢铝钢三层底容积鼓直•容积:鼓型\直型6L•直径:22cm•容积:鼓型\直型8L•直径:25cmollas rápidas inox/ Pressure cookers / 压力锅•品名:新捷压力锅•产地:西班牙•厚度:1.2mm•工艺:外镜光,内沙光•钢铝钢三层底•容积:鼓型6L•直径:22cm直径22•容积:鼓型8L/10L•直径:25cm直径25cmollas rápidas inox/ Pressure cookers / 压力锅•品名:明捷压力锅•产地:西班牙•厚度:1.2mm工艺:外镜光内沙光•工艺:外镜光,内沙光•钢铝钢三层底•容积:鼓型6L•直径:22cm•容积:鼓型8L/10L•直径:25cmollas rápidas inox / Pressure cookers / 压力锅法格压力锅锅盖速捷捷1235687491.压力调节阀2.锅盖锁紧钮3 5.出气阀6.安全阀79. 安全边窗3.压力指示钮4.位置指示标7.锁紧边扣8.橡胶圈ollas rápidas inox / Pressure cookers / 压力锅法格压力锅六大安全设施安全按钮法格压力锅特有自动锁紧系统31.安全按钮:法格压力锅特有自动锁紧系统,自动锁定时,安全按钮会后退。
fagor光栅尺说明书
fagor光栅尺说明书Fagor光栅尺说明书引言:Fagor光栅尺是一种高精度测量工具,被广泛应用于机械加工、数控机床、精密仪器等领域。
本文将详细介绍Fagor光栅尺的特点、工作原理、安装方法以及使用注意事项。
一、特点:1. 高精度:Fagor光栅尺采用先进的光学测量技术,具有高分辨率和高准确度,可实现微米级的测量精度。
2. 高稳定性:光栅尺内部采用了稳定的电子元件和材料,能够在恶劣的工作环境下保持测量的稳定性。
3. 高速度:Fagor光栅尺采用了快速的信号处理技术,能够实时输出测量结果,适用于高速运动的场景。
4. 高可靠性:Fagor光栅尺经过严格的质量控制和测试,具有较长的使用寿命和可靠性。
二、工作原理:Fagor光栅尺利用光栅原理进行测量。
光栅是由一系列平行的透明条纹组成,当光通过光栅时,会发生衍射现象。
光栅尺上的光电头接收光栅衍射光的信号,并将其转换为电信号。
通过测量电信号的变化,可以确定物体的位移。
三、安装方法:1. 准备工作:在安装Fagor光栅尺之前,需要确保工作环境整洁,并检查光栅尺和光电头的状态是否良好。
2. 固定光栅尺:将光栅尺固定在需要测量的物体上,可以使用螺丝固定或者胶水粘贴的方式。
确保光栅尺与被测物体之间没有松动。
3. 连接光电头:将光电头与光栅尺的接口对准,插入并固定好连接线,确保连接稳定可靠。
4. 配置系统:根据实际情况,配置系统参数,包括测量范围、分辨率等。
确保系统与光栅尺的匹配性。
四、使用注意事项:1. 避免碰撞:在使用过程中,要避免光栅尺与其他硬物发生碰撞,以免损坏光栅尺或影响测量精度。
2. 防止污染:保持光栅尺表面的清洁,避免灰尘或污渍对测量结果的影响。
3. 避免过热:光栅尺对温度较为敏感,应避免长时间暴露在高温环境中,以免影响测量的准确性。
4. 定期校准:为了确保测量的准确性,建议定期对Fagor光栅尺进行校准,以纠正任何可能的误差。
五、总结:Fagor光栅尺是一种高精度、高稳定性的测量工具,广泛应用于机械加工等各个领域。
Fagor调试方法

Fagor调试方法;一、轴的调试:调试轴之前,相应的反馈装置必须先连接到cnc上,在进行该调试前,将轴定位在它们行程的中间位置,并将硬限位(有电器柜监视)安装在行程的中间点附近,一避免损坏机床,二、轴的调整分2步完成,首先调整伺服驱动环,再调整cnc环三、驱动环的调试:1、确保驱动的动力输出off,将所有的轴的机床参数FBAL TIME(p12)设置为0. 2、关闭cnc 3、开动驱动动力输出4、启动cnc 5、如果轴失控,cnc 将对该轴发送跟随错误信息,关闭cnc,交换驱动上的转速计接线6、重复步骤4和5直到cnc停止发送错误四、Cnc环的调试;每次调试一根轴、1、在cnc选择JOG操作模式2、点动要调试的轴,如果轴失控,cnc将对该轴发送跟随错误信息,在这种情况下,必须改变轴的机床参数,LOOPCHG(P26)的设置如果轴不失控,但是运动方向不正确,改变轴机床参数AXISCHG(P13)和LOOPCHG(P26)的设置五、驱动的调试:每次完成一根轴的调整,在cnc上选择JOG点动方式,按软键序列:(display显示)(following error跟随误差),cnc将显示该轴的跟随误差。
在驱动上通过转动偏置调整电位计的旋钮调整偏置电压的大小,直到获得0跟随误差。
六、最大进给率的调整:调整驱动以便在他接到9.5v的模拟电压(速度命令)时,能够提供最大轴进给率,设置每根轴的机床参数MAXVOLT(P37)=9500,以便cnc输出9.5v 的最大模拟电压,最大轴进给率,即轴机床参数MAXFEED(P42)取决于电机的转速,齿轮减速比和所采用滚珠丝杠的类型。
以x轴为例:电机的最大转速3000,滚珠丝杠的螺距为5mm/转因此:最大快速进给率(G00)=滚珠丝杠转速乘以滚珠丝杠的螺距MAXFEED(P42)=3000rpm乘以5mm/min. 为了调试驱动,必须将轴机床参数GOOFEED(P38)设置为轴机床参数MAXFEED(P42)相同,下面是一个这类程序:N10 GOO G90 X200N20 X-200(RPT N10 N20)在轴来回运动的同时,测量cnc提供给驱动的模拟电压,在驱动上(不是在cnc上)调整进给电压计,直到获得9.5v的模拟电压七、丝杠间隙补偿.在该CNC上,当进行反向运动时,可以使用丝杠间隙补偿。
FAGOR系统功能介绍
FAGOR系统功能介绍一、数控系统机床采用西班牙FAGOR 8055M CNC系统,具有很好性能价格比,是FAGOR 系统中的高档数控系统,为七轴伺服,双主轴,多手轮,四轴联动的加工中心系统。
中文显示。
系统分辨率可达0.0001mm(0.00001")。
1MB RAM 用户内存。
4MB(可扩展到24MB)的MEM CARD,可用于永远存贮用户定制,表格存贮,参数,OEM程序,PLC程序,零件加工程序。
系统为分离式结构,由中央单元与监视器/键盘组成。
1)中央单元,安装在电柜内,由电源,CPU,AXIS ,I/O (共计104 input / 56 output)组成,是模块化的一体式。
2)监视器/键盘,安装在操作箱内,由11英寸彩色LCD显示器与CNC的面板键盘、控制面板键盘组成。
3)本机床配备一个FAGOR 手持盒。
安装在操作箱上。
二、数控功能● 操作方式:1)JOG点动操作方式进给轴连续或增量点动主轴的连续点动进给倍率开关从0%-120%主轴倍率可通过操作面板上的步长按钮调节,主轴速度可达到最大转速,回零搜索(X,Y,B轴为距离码)主轴准停预置移动手轮(手持盒上的手轮)MDI2)EXECUTE 自动/单段操作方式(带进给保持与中断功能)程序段选择停止条件程序选择循环次数修改程序图形选择 MDI3)SIMULATE 以几种方式模拟零件程序能进行程序修改,寻找,替代,删除,移动,拷贝程序段选择停止条件程序选择4)EDIT 编辑新程序或已存在的零件程序。
5)TABLES 表格操作与零件程序相关的CNC表零点偏置表刀具偏置表6)STATUS 显示CNC状态及DNC通讯状态。
7)DNC 激活或关闭通过DNC与计算机的通讯.8)PLC 可监视PLC的状态● 补偿:1)刀具半径补偿2)刀具长度补偿3)反向间隙补偿4)坐标精度误差补偿5)交叉补偿● 安全保护功能:1)软极限2)编程错误3)执行错误4)内部电路错误及过温错误5)反馈错误6)外设传输错误7)外部急停激活8)用户编程错误代码9)跟踪误差伺服滞后诊断● 诊断功能1)系统配置2)软件配置3)硬件测试及配置4)示波器功能● 通讯功能(与个人PC)完全光电偶合的串口RS-232C通讯可用于PC存贮用户定制,表格存贮,参数,OEM程序,PLC程序,零件加工程序上传/下传零件程序,子程序、参数表,● NC编程:CNC语言(ISO代码)或高级语言编辑程序示教功能编程交互式CNC辅助编辑模式轮廓编辑器机床控制轴数:7轴(X,Y,Z,W,V,B,S)联动轴数:4个进给轴全自动换档十进制小数点编程英制/公制编程绝对值,增量值混合编程M,S功能● 数控功能丰富的G代码四轴联动固定循环与多重加工:钻削,复合深孔钻削(直线、矩形、栅格、圆、弧)铰削镗削型腔(矩形、圆)刚性攻丝插补:2D圆弧 4轴螺旋线斜面操作直线(四轴)镜像加工缩放加工旋转模式● 显示功能(有很灵活的选择)中文语言所用坐标同时显示显示程序,参数,子程序及G代码图形显示:刀具路径轨迹,3个视图显示三维实体图显示,模拟方式下的图形显示实际位置值与跟随误差显示指令位置值与跟随误差显示可0.1μ当量的加工显示(可设置5.3/4.4/6.2)显示主轴速度与倍率显示进给速度与倍率显示执行零件时间显示错误信息显示(包括error*报警)操作信息显示MSG*三、其它● PLC程序的安全保护功能:1)软极限及其安全退出2)第二软极限及其安全退出3)PLC极限安全及其安全退出4)电气硬限位及其安全退出5)工作区域保护6)主轴单元监控7)进给单元监控8)ERROR报警号显示功能9)操作错误监控10)液压系统监控11)润滑系统监控● 辅助功能1)主轴功率实时读出2)导轨自动与手动润滑3)排屑与冷却控制4)切削液控制5)进给与主轴速率修调● FAGOR手持盒的操作1) 刀具松开/夹紧2) 主轴的正反点动3) 带轴选,倍率选择的电子手轮4) 手持盒移动范围:>5m。
FAGOR24E使用说明书

FAGOR24E使用说明书FAGOR24E使用方法在正确安装好全自动FAGOR24E以后,具体的操作使用方法如下:(1)插上电源插头,放下或接好排水管,打开自来水龙头,把要洗涤的衣物和洗衣粉及添加剂(软化剂、漂白剂等)故入FAGOR24E 内,并将机盖关上;(2)按下电源开关,根据所洗涤衣物的多少选择好水位,并根据洗涤衣物的脏行程度和质料等具体情况选择好程序;(3)按下“起动/暂停”按钮,FAGOR24E开始工作;(4)所选择的程序工作结束后,蜂鸣器会发出蜂鸣声;(5)工作结束后,关上电源开关,并将电源插头从插座上拔出,把自来水龙头关上,然后打开机盖,取出洗涤衣物,把线屑过滤网袋清理干净,并将FAGOR24E擦干。
另外,在使用过程中必须注意以下几点:(1)当选择“洗涤”或“漂洗”程序时,不到所选水位,波轮是不会运转的;(2)在脱水程序时,必须将机盖关上,并且不宜时常打开盖,(3)绝不可用手接触洗涤脱水桶,以免将手卷入,发生危险;(4)绝不可洗涤或脱水含有挥发性物质(溶剂、酒精等)的衣物,以免发生事故;(5)在脱水不平衡时,电脑式全自动FAGOR24E能够进行脱水不平衡修正,若修正2次后还没解决不平衡问题时,将会停机并报警,此时,应打开机盖,把偏挤在一边的衣物放均匀,再关上机盖,按“起动/暂停”按钮即可;(6)采用热水洗时,不能使用50℃以上的热水,并且注意,不能使水溅湿控制板,以免内部的电气件由于沾水而造成烧毁。
(7)洗涤前,应检查洗涤衣物中是否存有火柴棒、发夹或硬币等杂物,若有,应全部取出;(8)当气温很低时,FAGOR24E容易产生冻结,此时,应用50℃以下的温水倒人浸泡一段时间,等解冻后再使用;(9)在水温较低时,洗衣粉不易溶解,此时,需用少量温水(30℃左右)溶解后再倒入FAGOR24E使用。
B 滚筒FAGOR24E的使用常识相对波轮来说,滚筒FAGOR24E操作模式大相径庭,导致很多消费者并不会使用,还会出现各种各样的问题,而笔者就针对新手推出一套FAGOR24E洗一次使用各种问题解决方案,如果您也有相同的问题,赶紧来学习一下吧:滚筒FAGOR24E的使用方法:一、洗衣的预备:滚筒FAGOR24E的料盒有三个槽,从左至右分别用于投放主洗剂、柔顺剂和预洗剂。
fagor光栅尺规格 -回复
fagor光栅尺规格-回复Fagor光栅尺规格光栅尺是一种精密测量仪器,常用于数控机床和其他需要高精度定位的工业设备中。
Fagor光栅尺是目前市场上一种常见且使用广泛的光栅尺品牌。
它具有高精度、稳定性好和可靠性高等特点,受到广大用户的青睐。
在本文中,我们将逐步介绍Fagor光栅尺的规格,以帮助读者更好地了解和选择合适的测量设备。
1. 什么是光栅尺?光栅尺是一种由刻有光栅编码的光学仪器,可以将位置信息转化为电信号输出。
它由读头和标尺两部分组成。
标尺上刻有光栅编码,而读头则通过读取这些编码来测量位置。
2. Fagor光栅尺特点Fagor光栅尺具有以下特点:2.1 高精度:Fagor光栅尺的测量精度可以达到微米级别,能够满足大部分高精度定位的要求。
2.2 稳定性好:Fagor光栅尺采用了先进的光学技术和材料,具有较好的稳定性,能够在长时间使用中保持较高的测量精度。
2.3 可靠性高:Fagor光栅尺经过严格的质量控制和测试,具有较高的可靠性,长时间使用不易出现故障。
同时,Fagor公司也提供了完善的售后服务,能够及时解决用户遇到的问题。
3. Fagor光栅尺规格3.1 外观尺寸:Fagor光栅尺的外观尺寸可以根据用户的需求定制,常见的有30mm、35mm等不同尺寸规格可供选择。
3.2 测量范围:Fagor光栅尺的测量范围一般在几毫米到数十米之间,可以根据不同的应用需求选择合适的测量范围。
3.3 分辨率:Fagor光栅尺的分辨率是指在标尺上单位长度内刻有的光栅划分数,通常以每毫米的划分数来表示。
常见的分辨率有1um、5um、10um等,选择合适的分辨率可以根据测量的精度要求来确定。
3.4 输出信号:Fagor光栅尺可以输出模拟信号或数字信号,常见的输出信号有TTL(Transistor-Transistor Logic)和RS-422(Recommended Standard 422)两种类型,用户可以根据测量系统的要求选择合适的输出方式。
FAGOR数控系统参数设置方法
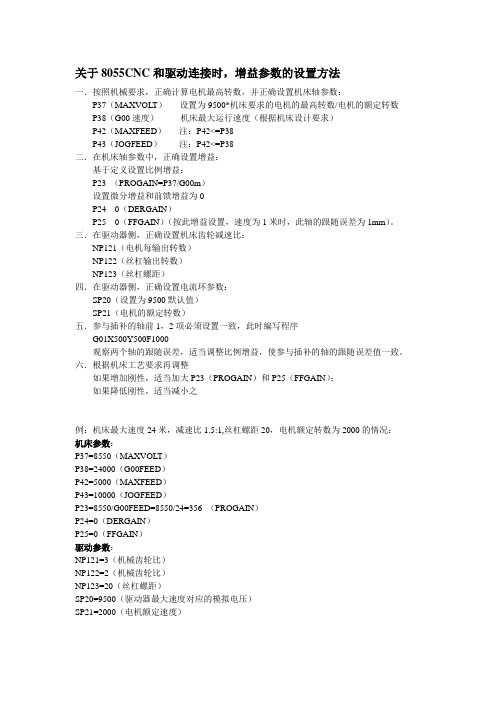
一.按照机械要求,正确计算电机最高转数,并正确设置机床轴参数:P37(MAXVOLT)设置为9500*机床要求的电机的最高转数/电机的额定转数P38(G00速度)机床最大运行速度(根据机床设计要求)P42(MAXFEED)注:P42<=P38P43(JOGFEED)注:P42<=P38二.在机床轴参数中,正确设置增益:基于定义设置比例增益:P23 (PROGAIN=P37/G00m)设置微分增益和前馈增益为0P24 0(DERGAIN)P25 0(FFGAIN)(按此增益设置,速度为1米时,此轴的跟随误差为1mm)。
三.在驱动器侧,正确设置机床齿轮减速比:NP121(电机每输出转数)NP122(丝杠输出转数)NP123(丝杠螺距)四.在驱动器侧,正确设置电流环参数:SP20(设置为9500默认值)SP21(电机的额定转数)五.参与插补的轴前1,2项必须设置一致,此时编写程序G01X500Y500F1000观察两个轴的跟随误差,适当调整比例增益,使参与插补的轴的跟随误差值一致。
六.根据机床工艺要求再调整如果增加刚性,适当加大P23(PROGAIN)和P25(FFGAIN);如果降低刚性,适当减小之例:机床最大速度24米,减速比1.5:1,丝杠螺距20,电机额定转数为2000的情况:机床参数:P37=8550(MAXVOLT)P38=24000(G00FEED)P42=5000(MAXFEED)P43=10000(JOGFEED)P23=8550/G00FEED=8550/24=356 (PROGAIN)P24=0(DERGAIN)P25=0(FFGAIN)驱动参数:NP121=3(机械齿轮比)NP122=2(机械齿轮比)NP123=20(丝杠螺距)SP20=9500(驱动器最大速度对应的模拟电压)SP21=2000(电机额定速度)一.按照机械要求,正确计算电机最高转数,并正确设置机床轴参数:P37(MAXVOLT)设置为9500*机床要求的电机的最高转数/电机的额定转数P38(G00速度)机床最大运行速度(根据机床设计要求)P42(MAXFEED)注:P42<=P38P43(JOGFEED)注:P42<=P38二.在机床轴参数中,正确设置增益:基于定义设置比例增益:P23 (PROGAIN=P37/G00m)设置微分增益和前馈增益为0P24 0(DERGAIN)P25 0(FFGAIN)(按此增益设置,速度为1米时,此轴的跟随误差为1mm)。
FAGOR 8055 教程

8055CNC数控系统培训教程北京海洋发格自动化技术有限公司一、8055CNC的硬件结构一8055 CNC 的硬件结构8055 CNC 由下列模块组成:中央单元(CPU)模块式结构,有3插槽式和6插槽式两种类型监视器有独立监视器,也有和键盘一体的监视器键盘(数字字母操作面板、JOG操作面板)用FAGOR公司提供的专用电缆连接操作面板与监视器/键盘采用视频电缆(最长50m)连接监视器和中央单元。
用键盘信号电缆(最长50m)连接键盘和中央单元。
8055CNC键盘,显示器组件CNC+AXIS+I/O以上视图给出了中央单元和监视器及键盘的各种组合,每种配置有不同的CNC+AXIS+I/O键盘显示器8055CNC以上视图给出了中央单元和监视器及键盘的各种组合,每种配置有不同的8055的基本配置CPU 基本配置:系统中必须的配置包含有系统软件并完成CNC 功能(编辑、执行、模拟、显示);处理其他模块的信息并生成监视器的视频信号,还可以通过SERCOS 口与驱动通讯。
属于基本配置,安装于左边第一个插槽位置。
AXES 控制机床主轴,机床运动轴。
控制PLC 的40个数字输入和24个数字输出。
属于基本配置,是配置中必须的部分。
I/O 单元可选配置:提供其余64位PLC 输入和32位PLC 输出。
SERCOS系统具有CPU-Turbo 板时必须选用该模块,利用它,CNC 可以通过SERCOS 接口与驱动通讯。
CPU-Turbo它可以减少CNC 程序段的处理时间和采样周期,可以与“轴”、“I/O ”或“I/O 仿形扫描”模块安装在一起。
I/O 仿形扫描当机床具有零件仿形扫描功能时必须使用该模块,可接受Renishaw 公司的SP2探针并提供32位PLC 数字输入和32位数字输出。
采用Renishaw 公司的SP2探针要求选配仿形扫描软件。
8055的可选配置总体结构1.LED 指示器。
在ON位置时,表示在给中央单元供电。
FAGOR发格编码器

角度编码器应用于数控机床及其他高精度场合角度及旋转编码器超越35年技术创新的完美结晶PA TENT PENDING PA TENTPENDING发格自动化公司汇集超越35年领先的高精密光电技术,创造出了高质量、高可靠性的角度和旋转编码器。
发格自动化公司持续多年不断的对反馈产品结构、元器件及制造工艺进行创新、研发,拥有了众多的领先的专利产品及技术,使发格公司可以向市提供最高品质的、独具特色的反馈产品。
钢带拉紧机构先进的设备和生产工艺最先进的技术为了确保产品的质量和可靠性,发格自动化公司采用了最先进的生产设备、制造工艺和测试手段,无论是中央计算机控制恒温恒湿洁净的生产车间,还是在实验室人为模拟振动、EMC电磁兼容测试,都是如此。
发格自动化公司自2002年以来投资组建专门的研发机构致力于技术和质量创新,成绩卓著。
该研发中心自成立起已经取得多项技术领先突破,在电子、光学和机械领域取得了大量专利技术。
光栅扫描元件发格自动化公司拥有行业中最先进、高端的产品,源于对产品最专业的三大基础设计:光学设计、电子设计和机械设计。
光学设计作为测量技术的先导者,发格自动化公司在光栅尺及编码器产品上采用透射式或反射式的光学原理技术进行测量。
同时,采用了最新的扫描成像技术,如单场三相扫描技术,以确保得到的插补误差最小的高质量的信号。
电子设计发格自动化公司采用最新一代电子集成元件技术,可以实现角度编码器在较高转速条件下信号质量的最优化,编码器的分辨率及精度也可以实现进一步提高。
机械设计发格自动化公司利用自身先进超前的机械设计理念设计和生产出了最先进可靠的测量系统结构。
如在转动轴边缘处加双层O型环密封,同时该双密封环采用了加氟橡胶的材料,进一步提高了其耐摩擦及抗腐蚀性能,即提高了编码器的抗污染能力;在编码器上标记计数正负方向,方便安装;主结构使用钛不锈钢合金材料,提高编码器的稳定性等。
所有这些科学的设计,保证了发格编码器在各应用场合下都能表现出色。
FAGOR FF 1005 IX 食品加热器用户手册说明书

MARQUE : FAGOR REFERENCE : FF 1005 IX CODIC :1992759a/c bFrançais abcFrançaisrégler laafin de pou-Dévissez les vis des charnières et, avec un déplacementlatéral, démonter la porte de la machine à laver.Retirer le cadre de protection inférieur en dévissant les vis et retirer le panne-au fourni avec la machine à laver.La partie inférieure de la porte et le cadre de protection inférieur sont divi-sés en 7 sections de 10 mm. Sectionner, selon vos besoins et adapter le panneau décoratif aux nou-velles dimensions. Placer à nouveau le panneau décoratif et le cadre de pro-tection inférieur etremonter la porte.c7changer le Dévisser les vis des charnières et, avec un déplacementlatéral, démonter la porte de la machine à laver.Retirer le cadre de protection inférieur en dévissant les vis. Extraire le panneau fourni avec la machine à laver, ainsi que la plaque interne, en dévis-sant les vis la fixant. Extraire les charniè-res pour les placer sur le côté opposéà celui de la porte. Libérer le couvercle de protection de la porte pour le placer à l’endroit opposéoù se trouvaient les charnières.Monter à nouveau la plaque, le panne-au de la porte et le cadre de protection inférieur, afin de monter ultérieure-ment la porte. Extraire l’ancrage de fermeture situésur la face avant du meuble de la machine à laver, en dévissant la vis le fixant, et le placer où se trouvait aupa-ravant la charnière supérieure.Retirer également le couvercle de pro-tection et le placer où se trouvait aupa-ravant la charnièreinférieure.fgi Placer la porte eninsérant les charniè-res avec un légerdéplacement latéral,à son nouvel empla-cement. Serrer lesvis.Français a b9FrançaisDans cette machine,vous pouvez égale-ment employer des lessives liquides en utilisant pour cela la cuvette optionnelle qui peut être acquise àtravers le Réseaud’Assistance Technique La cuvette optionnelle doit être placée dans le compartiment de lava-ge.Souvenez-vous que la dose de lessive à utili-ser dépend toujours de:G La quantité de lingeà laver.G La saleté du linge.G La dureté de l’eau(Les informations concernant la dure-té de l’eau peuvent être sollicitéesauprès des organis-mes locaux compé-tents).Pensez qu’il existe des lessives concentréesquisont plus respectueuses de la nature et de l’environ-nement.L’utilisation d’une quantité de lessive plus grande que REMARQUE ÉCOLOGIQUEFrançaisREMARQUE ÉCOLOGIQUENous vous recommandons de choisir le programmeadapté à votre lavage,afin d’éviter le prélavageàchaque fois que cela est possible. Vous ferez des éco-nomies et vous contribuerez à une meilleure conserva-tion de l’environnement.Manuel d’installation et d’utilisation de l’appareil Manual de intalação e utilização do aparelho User installation and operation manualManual de instalación y uso del aparato TURBO TIMETURBO TIME PLUSFrançaisTouche: Rinçage extraAugmente le degré de rinçage final obtenu sur le linge; indiqué pour les grandes charges ainsi que pour les vête-ments des personnes àla peau sensible.Cela augmente la con-sommation en eau!Touche: LavageintensifCette option, spéciale-ment recommandée pourlinge très sale et taché,permet de meilleursrésultats grâce à l’allon-gement du cycle normalde lavage.Touche:Repassage facileCette option évite queles vêtements ne soientfroissés grâce à la réali-sation d’un programmespécial pendant lequel ily a plusieurs tours spé-ciaux permettant dedéfroisser les vête-ments après l’essoragener l’horaire différésouhaité, appuyer sur la touche Horloge jus-qu’à afficher l’heure dif-férée souhaitée.Sélection de l’heure différéeModèle à visuelSélection de l’heure différéeFrançaisSélection du blo-cageFonction du blocage Le blocage permet d’assurer que les manipulations des dif-férentes touches ne vont pas affecter le programme ni les options de lavagesélectionnées. Il est utilisé afin d’éviter les manipulations de la part des enfants, etc. Actionner le blocage Pour activer le verrouillage, mainte-nir enfoncée la tou-che Marche.Après ces quelques secondes, le signal lumineux de la touchede marche clignotera, ce qui confirme que le blocage est habilité, et la machine à laver se mettra en marche.Le blocage doit être activé après la sélec-tion du programme de lavage et de toutes les options de ce dernier, ainsi que la program-mation différée souhai-tée.Désactiver le blo-cageLe blocage est éliminé àla fin du programme delavage, lorsque le signallumineux de FIN s’allume.Pour annuler le verrouilla-ge avant la fin du cyclede lavage, maintenirenfoncée la touche à nou-veau pendant au moins 3secondes.Les 3 secondes écoulées,le voyant s’éteindra et lelave-linge se mettra enPause. La touche OFFn’élimine pas le verroui-llage (enfoncer la toucheou l’interrupteur central dumodèle intégrable total).Lorsqu’on remet en mar-che la machine à laver,elle continuera l’exécutiondu programme au pointoù il s’était arrêté.FrançaisPrélavageLavageRinçageREMARQUE ÉCOLOGIQUEAfin de préserver l’environnement,votre machine àlaver est équipée d’un système qui a la capacité de s’adapter aux différentes conditions d’utilisation(charge de linge et nature du tissu) en garantissantLAVE-LINGEFrançaisDans le cas où vous détecteriez un problème lors de l’utilisation de votre machine à laver, il est probable que vous puissiez le résoudre après avoir consulté les indications suivantes. Si ce n’était pas le cas,débranchez l’appareil et contactez le SERVICE D’ASISSTANCE TECH-NIQUE TECNICA.• Pourquoi la machine à laver ne se met pas en marche?Les causes peuvent être les suivantes:–Il n’y a pas de tension sur le réseau électrique.–Les fusibles de l’installation électrique peuvent avoir “sautés”.–La machine à laver n’est pas connectée à l’alimentation.–Vous n’avez pas appuyé sur la touche Marche/Arrêt (l’indicateur lumineux de cette touche doit être alluméen continu).–La commande de sélection n’a pas été tirée vers l’extérieur.–La porte de la machine à laver est mal fermée.Lorsque les indicateurs de prélavage et de fin cligno-tent ou lorsque apparaît F04 sur l’écran de votremachine à laver. Il faut ensuite vérifier la porte et bien la fermer.• Pourquoi la machine à laver vibre-t-elle ou fait-elle un bruit excessif?Les causes peuvent être les suivantes:–Les vis de fixation interne n’ont pas été retirées.–La machine à laver n’est pas bien mise à niveau.LAVE-LINGE• Pourquoi la machine à laver ne se remplit-elle pas d’eau?–Lorsque cette anomalie est détectée, les indicateurs de Lavage et de Rinçage se mettent à clignoter en alternance ou, si votre machine à laver dispose d’un écran, celui-ci indiquera F01.–L’anomalie d’entrée d’eau peut être due à une coupure d’eau, à un robinet d’entrée d’arrivée d’eau à la machi-ne à laver fermé ou à un filtre d’arrivée d’eau à la machine à laver obstrué.–Par conséquent, les attitudes possibles sont: attendre la fin de la coupure d’eau, ouvrir le robinet d’arrivée d’eau, et enlever le tuyau flexible d’arrivée d’eau et en nettoyer le filtre.•Pourquoi la machine à laver ne procède ni à l’écoulement de l’eau ni àl’essorage ?–Lorsque cette anomalie est détectée, les indicateurs de rinçage et de Fin se mettent à clignoter ou bien,apparaît le message F02 si votre machine à laver dis-pose d’un écran.–Les raisons de cette anomalie peuvent être: obstruc-tion de la pompe à moteur d’écoulement de la machi-ne à laver, obstruction dans les tuyauteries d’écoule-ment de l’immeuble ou, une mauvaise connexion élec-trique de la pompe à moteur.–Action: si la raison correspond à l’obstruction de lapompe à moteur, y accéder comme cela est indiqué dans le paragraphe 2, Entretien et nettoyage de l’appareil.• Pourquoi la machine à laver ne procède-t-elle pas à l’essorage?–Lorsque cette anomalie est détectée, les indicateurs de Prélavage et de Lavage se mettent à clignoter ou,le message F03 apparaît si votre machine à laver dis-pose d’un écran.–Cette anomalie est due au fait que la distribution du linge dans le tambour est très inégale et qu’il peut entraîner un niveau excessif de vibrations.–Le mode d’action est de remettre la machine à laver au point d’essorage.•Est-il plus efficace de mettre la lessive dans la cuvette ou directement dans le tambour?L’utilisation des “ tablettes ” qui se placent directement dans le tambour est de plus en plus fréquent. Ces tablet-tes garantissent un bon lavage et n’abîment pas le linge.Cependant, d’autres produits de lessive en poudre ou liquides contiennent des composants agressifs qui, avec un contact direct, peuvent abîmer le linge.Dans ces situa-tions, il est recommandé d’utiliser la cuvette.Para estas situaciones es recomendable utilizar la cubeta.25FrançaisCela peut être dû au fait que la machine à laver est équi-pée d’un système qui a la capacité de s’adapter à la char-ge de linge et à la nature du tissu, en ajustant le niveaud’eau et d’énergie utilisé, afin de préserver l’environne-ment. Par conséquent, même si la quantité d’eau que vouspouvez observer par le hublot vous semble faible, ne vousen faites pas, le degré d’efficacité du lavage et du rinçagesera optimum.• Pourquoi de l’eau sort-elle par la cuvette?Cela peut être dû au fait que la cuvette ou le comparti-ment de distribution ait besoin d’être nettoyé. Cette opéra-tion simple est décrite dans la partie Entretien et nettoya-ge de l’appareil.1- Nettoyage de la cuvette de lessive.•Pourquoi m’est-il impossible d’ouvrir le hublot immédiatement après la fin du lavage?Les machines à laver actuelles sont équipées de systèmesde sécurité pour les utilisateurs. L’un d’entre eux consisteà ne pas permettre l’ouverture de la machine à laver sansgarantir que le tambour est totalement arrêté. Voilà pour-quoi il faut attendre 2 minutes pour ouvrir le hublot.• Autres anomalies–La machine à laver a la possibilité de détecter d’autresanomalies. Lorsque cela arrive, tous les indicateursdes phases de lavage se mettent à clignoter ou, appa-raîtront sur l’écran divers messages d’erreurs F05,F06, ….., F10.–Ces anomalies peuvent être dues à des causes trèsdiverses.–Dans ce cas, il faut appeler le SERVICE TECHNIQUEOFFICIELLAVE-LINGEREMARQUE ÉCOLOGIQUEAfin de préserver l’environnement, remettez votre machine à laver usagée dans。
fagor光栅尺规格 -回复
fagor光栅尺规格-回复Fagor光栅尺规格咨询光栅尺是一种高精度的信号测量装置,广泛应用于机床等精密设备中。
Fagor是一家全球知名的光栅尺制造商,其产品质量优良,被广泛认可和使用。
本文将深入了解Fagor光栅尺的规格,以帮助您更好地了解和选择适合自己需求的产品。
一、什么是光栅尺?光栅尺是一种基于光栅原理的位移传感器,用于测量物体的运动距离。
它由一条刻有精密光栅的光栅刻度尺和一个传感器组成。
当物体移动时,光栅刻度尺会相对于传感器产生相对位移,传感器可以通过测量这个位移来计算出物体的运动距离。
二、Fagor光栅尺的规格参数1. 分辨率:光栅尺的分辨率是指它所能测量的最小位移量。
Fagor光栅尺的分辨率通常在1微米-20微米之间,不同型号的光栅尺具有不同的分辨率。
2. 重复精度:重复精度是指光栅尺对同一位移的测量结果的重复性。
Fagor光栅尺的重复精度通常在1微米以下,保证了测量结果的高准确性和可靠性。
3. 直线度误差:直线度误差是指光栅尺在测量轴向上的偏差。
Fagor光栅尺的直线度误差通常在5微米/米以下,保证了测量结果的精准度。
4. 位置偏差:位置偏差是指光栅尺在运动过程中传感器位置的变动。
Fagor光栅尺的位置偏差通常在2微米以下,确保了测量结果的稳定性。
5. 工作温度范围:Fagor光栅尺在工作温度范围内能够保持稳定的性能。
常见的工作温度范围为0-50,同时Fagor还提供了适用于低温环境的特殊型号。
6. 防护等级:防护等级是指光栅尺对外界环境的防护性能。
Fagor光栅尺通常具有IP67的防护等级,能够有效防止灰尘、水分、油污等外界物质对光栅尺的影响。
三、Fagor光栅尺的应用领域Fagor光栅尺广泛应用于机床、数控系统、半导体设备、激光切割机、测量仪器等高精度设备和领域。
光栅尺的高分辨率、高精度和稳定性能,使其成为精密加工和测量领域不可或缺的装置。
四、如何选择适合自己需求的Fagor光栅尺?在选择Fagor光栅尺时,需根据自己的具体需求和应用场景进行综合考虑。
西班牙FAGOR法格系统高速刀库机操作说明书(清晰整齐)
西班牙FAGOR法格系统高速刀库机操作说明书(清晰整齐)G S—JFL600刀库机交机工作1.出厂时准备齐送货单物品,机床清干净,收拾好搬机2.提醒客户准备:场地、电器(三相五线制)20#润滑油10升、切削冷却(白矿油)油30升、冷冻机用主轴油/白矿油(油性)20升、编程电脑,传输电脑,试机程序,试机材料及刀具磨刀机,受培训人员。
机到位准备卸车,给我们厂家一个准备:过去培训的内容。
3.到客户方交机:1)将机床放到恰适位置,拆两护板,将机床调至工作台X、Y方向大致水平将Y轴导轨扭曲度调到1格范围,此时后脚松、前脚紧2)加润滑油、冷冻油、切削油。
3)接电三相五线制→U/V/W/N /PE→通电→注意水泵转向和冷冻机转向(不对则换相注意:零(N)、地(PE)线要分清楚。
)4)对送货单。
5)安装传输软件。
6)试编简单程序,传输加工。
7)培训按说明书顺序。
8)客户签收,带回单回来。
敬告1、开机之前请先检查、确认电源线连接是否正确2、开机之前请先检查机床是否需要添加润滑机油3、操作本机床人员,必须经过专业培训方可上岗,以免损坏机床4、加工前先确认检查对刀坐标是否正确,加工零点是否与工件零点相一致、以免造成加工失误5、加工过程中操作人员不得任意离开机床,若有紧急情况,需及时按“紧急键”6、加工时为确保安全请先关门再进行加工7、加工完毕后或清洁机床时不得用气枪吹击机床,以免切削乱飞,造成电气及传动部件故障8、完成工作离开车间时要关闭总电源,雷雨天要断开电源目录第一章安装调试1、机床规格2、机床搬运与安装及调整3、电气接电试验第二章加工操作说明1、面板基本操作2、对刀操作3、刀库操作4、DNC操作5、零件加工步骤第三章机床维护与保养1、主轴2、对刀仪3、机床润滑4、整机维护第四章常见问题的处理1、常见问题的处理方法第一章安装调试机床规格配置项次项目技术参数1XYZ行程500*600*2502工作台面积600*5003最大负载300kg4主轴行程主轴端面到工作台高度60~80 5主轴转速范围3000~18000或24000r/min6主轴夹头范围ER207最大移动速度10m/min8最大加工速度10m/min11冷却系统双喷头:油冷或压缩空气冷却系统12润滑系统自动润滑系统(20号机油)13数控系统西班牙发格15机床外形尺寸XYZ1400*1800*200016电源及总功率三相四线制交流电380v、12kw售后服务培训时间为三天§二、机床搬运与安装及调整1、搬运时要按照合理的重心位置进行吊装、移动(图一)铲:拆开水箱和冷冻机从后面铲入2、机床调整1)先将工作台调到大至水平(使用前两调整垫和后中间调整垫,三点定平面)2)再将水平仪摆至//X轴方向,Y轴方向全长移动工作台(0.02/1000的水平仪)调整后两侧调整垫,调到一格范围内§三、电气接电试验1、机床动力电源采用三相四线制,请按国家标准进行接线使用2、在机床总电源前须安装稳压器3、为保证操作者人身安全和机床的正常使用,须用6平方线径的电缆进行接地保护,地线须打入地下2米深以下第二章加工操作说明§一、主菜单(面板)基本操作1、执行:1)内存:选择文件号后,按“Enter”打开该文件,按运行键运行存储在系统内存中的程序(调机人员使用)。
Fagor双重压力锅说明书

Fagor pressure cooker instruction manual. Fagor pressure cooker parts. Duo pressure cooker manual. Duo pressure cooker instructions.
Page 2 2 Contenting safety precautions. 3 Introduction. The 5DUO pressure cooker range. 5 components and functions. 6Cottura in the Fagor duo pressure cooker. 8th before the first useâ ¢ Filling food and liquid closure of the lid and cookingâ ¢ depressurization after cooking, care and cleaning. 12â ¢ Cleaning of the service valve basic instruction for cooking. 13th fresh and frozen vegetablesâ ¢ Fresh and dried fruit dried beans and other legumesâ ¢ Cerealâ ¢ meat ¢ seafood and fish modification of traditional recipes for use in pressure cooker. 17 Problem resolution. 18 Store at home using the pressure cooker. Recipe
FAGOR高级语言编程
FAGOR 高级语言编程能完成某一功能的一系列指令像子程序那样存入存储器,用一个总指令来它们,使用时只需给出这个总指令就能执行其功能。
l 所存入的这一系列指令——用户宏程序 l 调用宏程序的指令————宏指令l 特点:使用变量一( 变量的表示和使用(一) 变量表示,I(I=1,2,3,…)或,[,式子,]例:,5,,109,,501,,[,1,,2,12] (二) 变量的使用1( 地址字后面指定变量号或公式格式: ,地址字,,I,地址字,,,I,地址字,[,式子,]例:F,103,设,103,15 则为F15 Z,,110,设,110,250 则为Z,250X[,24,,18,COS[,1]]2( 变量号可用变量代替例:,[,30],设,30,3 则为,33( 变量不能使用地址O,N,I例:下述方法下允许O,1;I,2 6.00×100.0;N,3 Z200.0;4( 变量号所对应的变量,对每个地址来说,都有具体数值范围例:,30,1100时,则M,30是不允许的 5( ,0为空变量,没有定义变量值的变量也是空变量 6( 变量值定义:程序定义时可省略小数点,例:,123,149 MDI键盘输一( 变量的种类1. 局部变量,1~,33一个在宏程序中局部使用的变量例: A宏程序 B宏程序… …,10,20 X,10 不表示X20… …断电后清空,调用宏程序时代入变量值 2. 公共变量,100~,149,,500~,531 各用户宏程序内公用的变量例:上例中,10改用,100时,B宏程序中的X,100表示X20,100~,149 断电后清空,500~,531保持型变量(断电后不丢失) 3. 系统变量固定用途的变量,其值取决于系统的状态例:,2001值为1号刀补X轴补偿值,5221值为X轴G54工件原点偏置值入时必须输入小数点,小数点省略时单位为μm 一( 运算指令运算式的右边可以是常数、变量、函数、式子式中,j,,k也可为常量式子右边为变量号、运算式1( 定义,I,,j2( 算术运算,I=,j+,k,I=,j,,k,I=,j,,k,I=,j,,k3( 逻辑运算,I,,JOK,k,I,,JXOK,k,I,,JAND,k4( 函数,I,SIN[,j] 正弦,I,COS[,j] 余弦,I,TAN[,j] 正切,I,ATAN[,j] 反正切,I,SQRT[,j] 平方根,I,ABS[,j] 绝对值,I,ROUND[,j] 四舍五入化整 ,I,FIX[,j] 下取整,I,FUP[,j] 上取整,I,BIN[,j] BCD?BIN(二进制) ,I,BCN[,j] BIN?BCD1( 说明1) 角度单位为度例:90度30分为90(5度2) ATAN函数后的两个边长要用“1”隔开例:,1,ATAN[1],[,1]时,,1为了35(0 3) ROUND用于语句中的地址,按各地址的最小设定单位进行四舍五入例:设,1,1(2345,,2,2(3456,设定单位1μm G91 X,,1;X,1(235X,,2 F300;X,2(346X[,1,,2];X3(580未返回原处,应改为X[ROUND[,1],ROUND[,2]];4) 取整后的绝对值比原值大为上取整,反之为下取整例:设,1,1(2,,2,,1(2时若,3,FUP[#1]时,则,3,2(0 若,3,FIX[#1]时,则,3,1(0若,3,FUP[#2]时,则,3,,2(0 若,3,FIX[#2]时,则,3,,1(0 5) 指令函数时,可只写开头2个字母例:ROUND?ROFIX?FI6) 优先级函数?乘除(,,1,AND)?加减(,,,,OR,XOR)例:,1,,2,,3,SIN[,4];7) 括号为中括号,最多5重,园括号用于注释语句例:,1,SIN[[[#2+#3]*#4+#5]*#6];(3重) 一( 转移与循环指令1(无条件的转移格式: GOTO 1;GOTO ,10;2(条件转移格式: IF[,条件式,] GOTO n 条件式:,j EQ,k 表示,,j NE,k 表示?,j GT,k 表示,,j LT,k 表示,,j GE,k 表示?,j LE,k 表示?例: IF[,1 GT 10] GOTO 100;…N100 G00 691 X10; 例:求1到10之和O9500;,1,0,2,1N1 IF [,2 GT10] GOTO 2,1,,1,,2;,2,,2,1;GOTO 1N2 M301(循环格式:WHILE[,条件式,]DO m;(m,1,2,3)………ENDm说明:1(条件满足时,执行DOm到ENDm,则从DOm的程序段不满足时,执行DOm到ENDm的程序段2(省略WHILE语句只有DOm…ENDm,则从DOm到ENDm之间形成死循环3(嵌套4(EQ NE时,空和“0”不同其他条件下,空和“0”相同例:求1到10之和O0001;,1,0;,2,1;WHILE [,2LE10] DO1;,1,,1,,2;,2,,2,,1;END1;M30; 加工中心乱刀有两种处理方法:1. 参数法:这种方法简便,处理乱刀问题快有好。