板式家具工序质量标准及检验规范
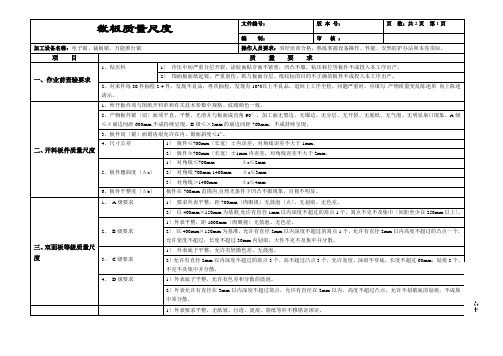
板式家具质量标准
菲莱公司板式家具质量标准一:下料1、确认产品颜色,下料尺寸与图纸吻合,尺寸误差±0.5mm。
2、副锯台≤0.2mm,不能出现明显崩茬。
3、当部件小于1000mm*500mm时对角线误差≤1mm,大于此尺寸的部件对角线误差控制在2mm以内,超过此误差极为不合格产品。
4、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!5、严格按照料单纹理方向下料,料单上部件规格为〖长(纵向)*宽(横向)*厚度〗,任何人不得以任何理由擅自改动纹理方向。
如特殊情况可以请示领导(不论哪位领导同意必须在下料单上签字)。
但面板、门板、抽面以及所有在柜体组装好后可以看见的部件不得改变纹理方向。
6、码放整齐,每个产品的所有部件放在一起,每家客户的订货为一个批次7、严格控制每家顾客所有产品的色差,要保证以家为单位用同一批次的板材。
二:铣型1、检查下料组送过来的部件是否与料单一致,清点数量、规格、颜色。
核对无误后再铣型。
2、所有需铣型产品图样必须保证与图纸一致。
3、,根据料单提供的轨道样式确定开槽位置。
4、所有模板的制作要保证与图纸一致,线条流畅、圆滑无明显弯曲现象,开槽宽度与深度必须与轨道吻合。
5、选用合适刀头,保持刀头锋利,不得出现蹦边现象。
铣型时用力要均匀,完全按照模板形状。
6、所有铣型部件完成后需用砂纸磨平,防止封边不严,如因铣型不平造成的封边脱落现象由铣型组负全责。
三:封边1、先看料单,与料单核对颜色与部件数量、尺寸。
看下料组是否有多下、漏下、错下现象,尺寸是否与料单吻合。
2、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!3、粘贴要牢固,胶量要适中。
板式家具工序质量标准与检验规范10

质 量 要 求
项 目
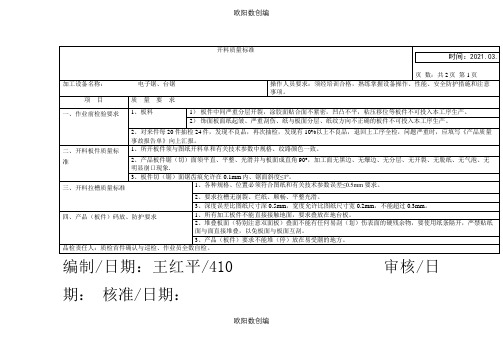
1、板材含水率要求在8-12%,骨心料厚度公恙在土0・2mm且在同一水平面、同个工件(问时取土值),长宽度±0・5顾・胶的粘度在15±3mpas以。
1)板材规格、面底板的木塚方向饮种必须?1合图纸和有关数据要求。
4、孔深度要求误釜国+O・5fflm.孔径允许±0・1mm,孔轴距允许1000mm以误雄允许土0. 2mm;大于1000mm小于ISOOmm B+,误差允许±0・3mm:大于1500nm时, 误差允许±0・Smou
5、帕工须注意防护板件不可羟伤封边.划伤板*。
三、细节质量(碰伤〉 标准
1、A级面不允许碰伤。
2)允许有直径2rm以深度不燧过(X5mm的窝点3个,1・亦高不趨过0・5mm凸点3个,允许宽度0・5血•渾痕不穿底,长度不 趨过60mm.划痕2个・不能集中并分散。
4,D级要求
1)裹面屋本平签.允许有色屋和分歆的鼓泡。
2)表面允许有直径在3mm以深度不趨过O.Snm窝点,允许有直径在3顾 以,高度不趨过0. 5mm凸点,允许不划破底的划痕, 不可集中须分散。
6—8件
质检员
完工检
毎20件中间
2—4件
操作者
检验中发现有一个或一个以上的
不良品时
停送下工序,由操作者自行全检,不良 品立即进行处埋,完全合格后方可送下
—工序。
毎50件之间
3—5件
车间管理人员
毎50件之间
6—8件
质检员
拼压质量标准
天件編号:
版本号:
頁ft: *2頁第1兀
編休
审核:
批准:
板式家具工序质量标准及检验规范之欧阳数创编
编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编。
板式家具工序质量标准及检验规范

板式家具工序质量标准及检验规范板式家具工序质量标准及检验规范随着现代科技的发展,板式家具作为一种新型的家具产品,在市场上得到了广泛的应用和推广,成为了人们生活中必不可少的一部分。
作为消费者,我们购买板式家具时常关注的是产品的质量和性能。
然而,作为制造板式家具的厂家和工人,了解和掌握板式家具工序质量标准及检验规范则显得更为重要。
1.板式家具生产工序及检验要点1.1 前期准备工作前期准备工作是板式家具生产的重要环节,决定了产品后期性能和质量。
生产前,首先需要对板材进行挑选和检验。
板材应该符合国家标准,并不存在裂痕、划痕或者缺陷等情况。
板材的厚度、长度和宽度也需要统一,以保证制作的板式家具版面整齐美观。
此外,在生产前还需要准备好叉车、分条机、打磨机、钻机等生产设备,并对设备进行维修保养,确保设备的正常运行。
1.2 板材切割工序板材切割是板式家具生产的第一道工序,质量和精度是非常重要的,因此需要在细节上处理好各个环节。
首先需要在计算机中进行设计和确定板材的尺寸、互相搭配的位置,然后根据设计方案使用数控切割机器人对板材进行切割。
在切割过程中,需要注意安全,确保作业人员不会意外受伤。
同时,还需要在切割后进行审查,检查板材有无毛刺、切割平整度等问题,防止影响后续的生产。
1.3 端部粘合工序端部粘合工序是将多块板材粘在一起制作成大尺寸的板式家具的过程。
首先,需要将板材表面清洁干净,保证其平整无油脂或其他物质。
然后,使用多头压接机进行粘接,注意要加强压力,确保板材之间的粘接牢固,避免板材间有空隙。
在端部粘合工序中还需要注重细节,在橱柜和书柜等家具中尤其重要,如门框的内角处和侧板相接口处需用抗裂胶进行黏接,增加接头的牢固性。
同时在粘接后最好进行烘干,约为30分钟,此操作可减少水分含量杜绝板材湿气过多,导致板材变形。
1.4 表面处理工序表面处理工序是板式家具制作中最能展现产品质量和工艺的一个工序。
简单的表面处理会导致板式家具整体外观低档次,而精细的表面处理会让产品看起来高大上,有品质感。
板式家具工序质量标准及检验规范10
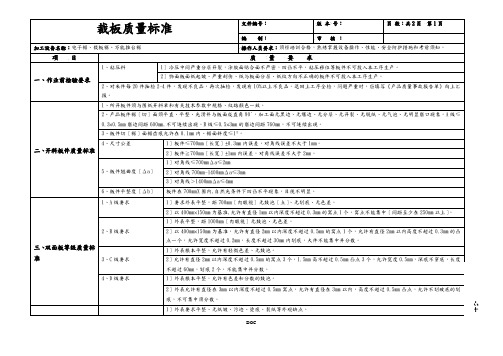
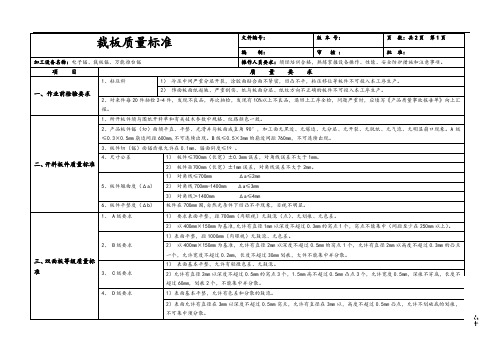
裁板质量标准
文件编号:
版 本 号:
页 数:共 2 页 第 1 页
编 制:
审 核:
批 准:
加工设备名称:电子锯、裁板锯、万能推台锯
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
2、 B 级要求
三、双面板等级质量标
准
3、 C 级要求
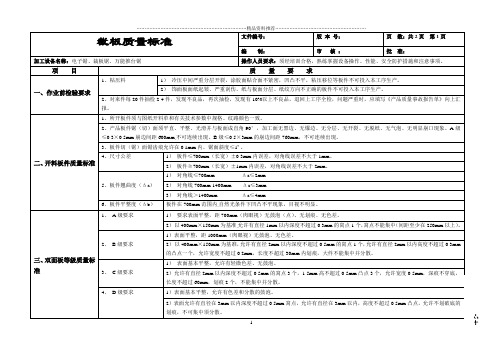
1)表面平整,距 1000mm(肉眼视)无鼓泡、无色差。 2)以 400mm×150mm 为基准,允许有直径 2mm 以内深度不超过 0.5mm 的窝点 1 个,允许有直径 2mm 以内高度不超过 0.3mm 的凸点一个,允许宽度不超过 0.2mm,长度不超过 30mm 内划痕,大件不能集中并分散。 1) 表面基本平整,允许有轻微色差、无鼓泡。 2)允许有直径 2mm 以内深度不超过 0.5mm 的窝点 3 个,1.5mm 高不超过 0.5mm 凸点 3 个,允许宽度 0.5mm,深痕不穿底, 长度不超过 60mm,划痕 2 个,不能集中并分散。
1、三胺面质量标准
2)以 400mm×400mm 为基准,允许直径在 1mm 以内深度不超过 0.5mm 窝点 2 个,允许有轻微划伤(不能破纸底)不集中并 分散。
四、经过涂饰的质量标
准
2、素板质量标准
3)门板抽面等需喷油的工件除外。 1)表面基本平整。 2)以 400mm×150mm 为基准,允许宽度不超过 0.5mm,深度不超过 0.5mm,长度不超过 50mm 划痕 2 个,允许直径在 1mm 以内,深度不超过 0.5mm,窝点 5 个,高不超过 0.5 mm 凸点 5 个,允许边缘有长不超过 1 mm,宽不超过 0.5mm 的崩边。
板式家具工序质量标准及检验规范

2)表面容许有直径在 3mm 以内深度不超过 0.5mm 窝点,容许有直径在 3mm 以内,高度不超过 0.5mm 凸点,容许不划破底 旳划痕,不可集中须分散。
-54-
1、三胺面质量原则
1)表面规定平整、无纸皱、污迹、烫痕、裂纸等外观缺陷。 2)以 400mm×400mm 为基准,容许直径在 1mm 以内深度不超过 0.5mm 窝点 2 个,容许有轻微划伤(不能破纸底)不集中并 分散。
6、板件平整度(Δb)
3) 对角线>1400mm Δa≤4mm 板件在 700mm 范围内,自然光条件下凹凸不平现象,目视不明显。
1、 A 级规定
1) 规定表面平整,距 700mm(肉眼视)无鼓泡(点)、无划痕、无色差。
2、 B 级规定
三、双面板等级质量
原则
3、 C 级规定
4、 D 级规定
2) 以 400mm×150mm 为基准,容许有直径 1mm 以内深度不超过 0.3mm 旳窝点 1 个,窝点不能集中(间距至少在 250mm 以 上)。 1)表面平整,距 1000mm(肉眼视)无鼓泡、无色差。
异常处理
来料或加工未达工艺图纸规定 检查数量内,不良率超 10%
由操作者按图纸规定自检无误后方可 批量生产。
停止生产,由车间主管(班组长)进 行指导,直至操作符合规定。不良品 由质管监督生产部及时返工处理。
检查中发既有一种或一种以上旳 不良品时
停送下工序,由操作者自行全检,不 良品立即进行处理,完全合格后方可
三、细节质量(碰 伤)原则
5、加工须注意防护板件不可撞伤封边、划伤板面。 1、 A 级面不容许碰伤。
2、 B 级面≤2×2mm 旳伤痕,但可修复。 3、 C 级不见光板件≤5×5mm 挂伤,但可修复。
板式家具生产过程质量检验标准
更改日期
编制
审核
审批
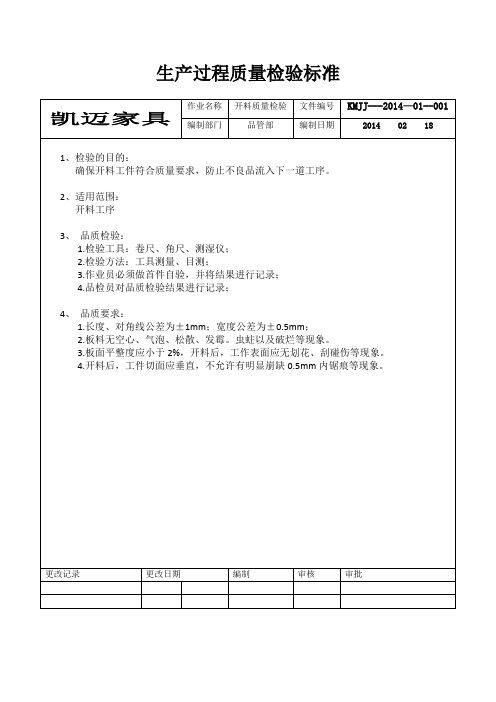
生产过程质量检验标准
凯迈家具
作业名称
成品安装质量检验
文件编号
KMJJ---2014—01--001
编制部门
品管部
编制日期
201402 18
1、检验的目的:
确保安装的产品符合质量要求,防止不良品流入下一道工序。
2、适用范围:
成品安装工序
3、品质检验:
1.检验工具:卷尺、游标卡尺;
更改记录
更改日期
编制
审核
审批
生产过程质量检验标准
凯迈家具
作业名称
封边质量检验
文件编号
KMJJ---2014—01--001
编制部门
品管部
编制日期
201402 18
1、检验的目的:
确保封边工件符合质量要求,防止不良品流入下一道工序。
2、适用范围:
封边工序
3、品质检验:
1.检验工具:卷尺、游标卡尺;
2.检验方法:工具测量、目测、手摸;
生产过程质量检验标准
凯迈家具
作业ቤተ መጻሕፍቲ ባይዱ称
开料质量检验
文件编号
KMJJ---2014—01--001
编制部门
品管部
编制日期
201402 18
1、检验的目的:
确保开料工件符合质量要求,防止不良品流入下一道工序。
2、适用范围:
开料工序
3、品质检验:
1.检验工具:卷尺、角尺、测湿仪;
2.检验方法:工具测量、目测;
5.产品整体结构牢固,着地平衡,摇动时组件无松动,接缝严密,无明显缝隙(允许公差为±0.5mm);
6.抽屉、柜门推拉顺畅,松紧合适,周边缝隙保持均匀,缝隙宽度≤2mm;
板式家具工序质量标准及检验规范10
每批的第 1 件〔块〕 1件
压板
每生产 10-30 件 每生产 30-50 件 每生产 50-100 件
每 20 件中间
2—6 件 3—5 件 4—8 件 2—4 件
每 50 件之间 每 50 件之间
3—5 件 3—8 件
操作者
操作者 车间管理人员
质检员 操作者 车间管理人员 质检员
文件编号:
版 本 号: B/0
1、所有加工板件不能直接接触地面,要求叠放在地台板。 2、堆叠板面〔特别注意双面板〕叠面不能有任何易刮〔划〕伤外表的硬剩余物,要使用纸条隔开,严禁贴纸面与面直接堆叠, 以免板面与板面互刮。 3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
-55-
DOC
开料质量检验规 X
适用 X 围 :开料工序
检验类别 检 验 时 机 检验数量 检验人员
1〕板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
2〕骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。
1、粘压根本要 求
3〕蜂窝纸粘压须层层隔离,保证板件平整。 3〕胶水调用时,一定要根据湿度、温度进展加木胶粉或固化剂调配。 4〕要求粘合压力 3-6kg/c ㎡,涂胶量 130-140g/㎡。
2〕外表允许有直径在 3mm 以内深度不超过 0.5mm 窝点,允许有直径在 3mm 以内,高度不超过 0.5mm 凸点,允许不划破底的划 痕,不可集中须分散。
1〕外表要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。
-54-
DOC
1、三胺面质量标准
四、经过涂饰的质量标 准
2、素板质量标准 1、崩边
五、双面板细节质量标 2、划伤 准
板式家具工序质量标准及检验规范10

质量标准
4、孔深度要求误差范围+0.5mm 内,孔径允许±0.1mm 内,孔轴距允许 1000mm 以内误差允许±0.2mm;大于 1000mm 小于 1500mm 时,误差允许±0.3mm;
大于 1500mm 时,误差允许±0.5mm。
5、加工须注意防护板件不可撞伤封边、划伤板面。
裁板质量标准
文件编号: 编 制:
版 本 号: 审 核:
页 数:共 2 页 第 1 页 批 准:
加工设备名称:电子锯、裁板锯、万能推台锯
项目
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
质量要求
一、作业前检验要求
1、粘压料
1) 冷压中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。
1)板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
2)骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。
1、粘压基本要 求
3)蜂窝纸粘压须层层隔离,保证板件平整。 3)胶水调用时,一定要根据湿度、温度进行加木胶粉或固化剂调配。 4)要求粘合压力 3-6kg/c ㎡,涂胶量 130-140g/㎡。
停止生产,由车间主管(班组长)进行 指导,直至操作符合要求。不良品由质 管监督生产部及时返工处理。
停送下工序,由操作者自行全检,不良 品立即进行处理,完全合格后方可送下
一工序。
-56-
拼压质量标准
文件编号:
版 本 号:
页 数:共 2 页 第 1 页
编 制:
审 核:
批 准:
加工设备名称:冷压机、高频曲木液压机
板式家具工序质量标准及检验规范汇总

编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2—10 审核/日期:核准/日期:编制/日期:丁宝江/2012—2—10 审核/日期:核准/日期:。
精编【家具行业】板式家具工序质量标准及检验规范
每生产 10-30 件 2—6 件
操作者
单)、卷尺
停止生产,由车间主管(班组长)进行
制程检 每生产 30-50 件 3—5 件 车间管理人员
检验数量内,不良率超 10% 指导,直至操作符合要求。不良品由质
每生产 50-100 件 4—8 件
质检员
检验方法:
管监督生产部及时返工处理。
每 20 件中间 2—4 件
操作者
纸(料单)、
制程检
每生产 30-50 件 3—5 件
每生产 50-100 件
6—8 件
车间管理人员 卷尺、角尺
质检员
检验方法:工
检验数量内,不良率超 10%
停止生产,由车间主管(班组长)进行 指导,直至操作符合要求。不良品由质 管监督生产部及时返工处理。
完工检
每 20 件中间 每 50 件之间 每 50 件之间
2)表面允许有直径在 3mm 以内深度不超过 0.5mm 窝点,允许有直径在 3mm 以内,高度不超过 0.5mm 凸点,允许不划破 底的划痕,不可集中须分散。
-54-
1、三胺面质量标准
2、素板质量标准
四、经过涂饰的质量标 准
1、崩边
2、划伤
五、双面板细节质量标
3、碰伤
1)表面要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。 2)以 400mm×400mm 为基准,允许直径在 1mm 以内深度不超过 0.5mm 窝点 2 个,允许有轻微划伤(不能破纸底)不集 中并分散。 3)门板抽面等需喷油的工件除外。 1)表面基本平整。 2)以 400mm×150mm 为基准,允许宽度不超过 0.5mm,深度不超过 0.5mm,长度不超过 50mm 划痕 2 个,允许直径在 1mm 以内,深度不超过 0.5mm,窝点 5 个,高不超过 0.5 mm 凸点 5 个,允许边缘有长不超过 1 mm,宽不超过 0.5mm 的 崩边。
板式家具工序质量标准及检验规范10
-59-
排钻质量查验尺度
适用范围 :排钻工序
查验类别
检验时机
查验数量
查验人员
文件编号:
版 本 号:
编 制:
审 核:
查验东西、 方法
执行尺度:排钻质量尺度 不良异常判定
页 数:共 2 页 第 2 页
异常处置
首件检 制程检 完工检
每批的第 1 件〔块〕 1件
板件
每出产 10-30 件 每出产 30-50 件 每出产 50-100 件
1〕A 级≤×,崩缺,间距>600mm,不成持续呈现。 2〕B 级≤宽,长 3mm 的崩缺、崩边、间距>600mm,不成持续呈现。 1〕不见光板件宽 1.5,长 3mm 的崩缺,间距>300mm,不成持续呈现。 2〕A 级不允许划伤。 3〕B 级宽≤0.5 mm,长<50mm,不透线。 4〕不成见板件≤1mm,长 50mm 以内的划伤,须可修补。 1〕A 级面不允许碰伤。 2〕B 级面≤2×2mm 的伤痕,但可修复。 3〕C 级不见光板件≤5×5mm 刮伤,但可修复。 1、各种规格、位置必需符合图纸和有关技术参数误差≤要求。
4、孔深度要求误差范围+内,孔径允许±内,孔轴距允许 1000mm 以内误差允许±mm;大于 1000mm 小于 1500mm 时,误差允许±mm;大于 1500mm 时,
误差允许±mm。
5、加工须注意防护板件不成撞伤封边、划伤板面。
三、细节质量〔碰伤〕 1、 A 级面不允许碰伤。
尺度
2、 B 级面≤2×2mm 的伤痕,但可修复。
2、素板质量尺度 1、崩边
五、双面板细节质量尺 2、划伤 度
3、碰伤
六、开料质量尺度
七、产物〔板件〕码放、防护要求
板式家具工序质量标准及检验规范之令狐采学创编

编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02编制/日期:王红平/410 审核/日期:核准/日期:欧阳索引创编 2021.02.02。
板式家具工序质量标准及检验规范之欧阳引擎创编

编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01编制/日期:王红平/410 审核/日期:核准/日期:欧阳引擎创编 2021.01.01。
板式家具工序质量标准与检验规范10
2)B 级≤宽 0.5mm,长 3mm 的崩缺、崩边、间距>600mm,不可连续出现。 1)不见光板件宽 1.5,长 3mm 的崩缺,间距>300mm,不可连续出现。 2)A 级不允许划伤。 3)B 级宽≤0.5 mm,长<50mm,不透线。 4)不可见板件≤1mm,长 50mm 以的划伤,须可修补。 1)A 级面不允许碰伤。 2)B 级面≤2×2mm 的伤痕,但可修复。 3)C 级不见光板件≤5×5mm 刮伤,但可修复。 1、各种规格、位置必须符合图纸和有关技术参数误差≤0.5mm 要求。
.
.
1)表面要求平整、无纸皱、污迹、烫痕、裂纸等外观缺点。
2)以 400mm×400mm 为基准,允许直径在 1mm 以深度不超过 0.5mm 窝点 2 个,允许有轻微划伤(不能破纸底)不集中并分散。
3)门板抽面等需喷油的工件除外。 1)表面基本平整。 2)以 400mm×150mm 为基准,允许宽度不超过 0.5mm,深度不超过 0.5mm,长度不超过 50mm 划痕 2 个,允许直径在 1mm 以,深 度不超过 0.5mm,窝点 5 个,高不超过 0.5 mm 凸点 5 个,允许边缘有长不超过 1 mm,宽不超过 0.5mm 的崩边。
操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。
项目
质量要求
一、作业前检验要求
1、板材含水率要求在 8-12%,骨心料厚度公差在±0.2mm 且在同一水平面、同个工件(同时取±值),长宽度±0.5mm,胶的粘度在 15±3mpas 以。 2、所有底面板无刮(划)伤现象。
1)板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:。