数控卧式车床CK6136液压尾座
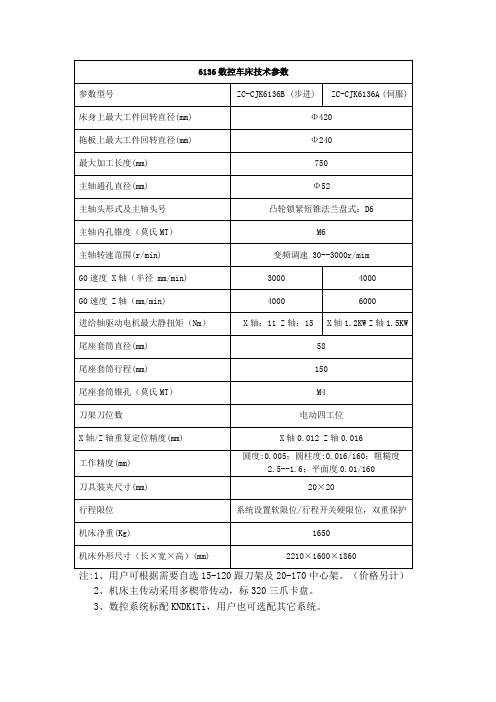
6136数控车床技术参数(精)
35×35
行程限位
系统设置软限位/行程开关硬限位,双重保护
机床净重(Kg)
3100/3800/4200/4800
机床外形尺寸(长×宽×高)(mm)
注:1、用户可根据需要自选15-120跟刀架及20-170中心架。(价格另计)
2、机床主传动采用多楔带传动,标320三爪卡盘。
3、数控系统标配KNDK1Ti,用户也可选配其它系统。
床身上最大工件回转直径(mm)
Φ400
Φ500
拖板上最大工件回转直径(mm)
Φ220
Φ290
最大加工长度(mm)
750/1000/1500
主轴通孔直径(mm)
Φ52
Φ82
主轴头形式及主轴头号
凸轮锁紧短锥法兰盘式和短锥:C6/D6式D-8(内孔90mm)
主轴内孔锥度(莫氏MT)
C6/D6主轴:M6;D8主轴:公制1:20
X轴:15 Z轴:30
尾座套筒直径(mm)
75
尾座套筒行程(mm)
150
尾座套筒锥孔(莫氏MT)
M5
刀架刀位数
电动四工位
X轴/Z轴重复定位精度(mm)
X轴0.012
Z轴0.016
工作精度(mm)
圆度:0.005;圆柱度:0.016/160;粗糙度2.5--1.6;平面度0.01/160
刀具装夹尺寸(mm)
d6主轴内孔锥度莫氏mtm6主轴转速范围rmin变频调速303000rmimg0速度轴半径mmmin30004000g0速度轴mmmin40006000进给轴驱动电机最大静扭矩nm轴15kw尾座套筒直径mm58尾座套筒行程mm150尾座套筒锥孔莫氏mtm4刀架刀位数电动四工位轴0016工作精度mm圆度
机床配置大连CKA6136
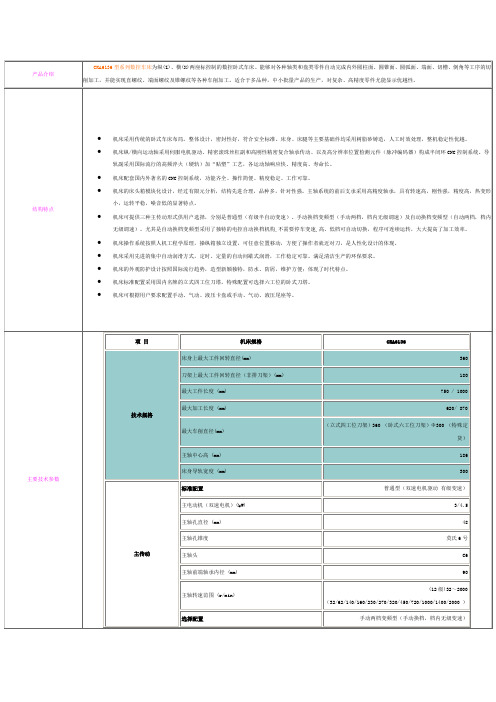
机床的床头箱模块化设计,经过有限元分析,结构先进合理,品种多,针对性强。主轴系统的前后支承采用高精度轴承,具有转速高,刚性强,精度高,热变形小,运转平稳,噪音低的显著特点。
机床可提供三种主传动形式供用户选择,分别是普通型(有级半自动变速)、手动换档变频型(手动两档,档内无级调速)及自动换档变频型(自动两档,档内无级调速)。尤其是自动换档变频型采用了独特的电控自动换档机构,不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
机床可根据用户要求配置手动、气动、液压卡盘或手动、气动、液压尾座等。
主要技术参数
项目
机床规格
CKA6136
技术规格
床身上最大工件回转直径(mm)
360
刀架上最大工件回转直径(非排刀架)(mm)
180
最大工件长度(mm)
750 / 1000
最大加工长度(mm)
620/ 870
最大车削直径(mm)
(立式四工位刀架)360(卧式六工位刀架)Φ300(特殊定货)
主轴中心高(mm)
186
床身导轨宽度(mm)
300
主传动
标准配置
普通型(双速电机驱动有级变速)
主电动机(双速电机)(kW)
3/4.5
主轴孔直径(mm)
48
主轴孔锥度
莫氏6号
主轴头
C6
主轴前端轴承内径(mm)
90
主轴转速范围(r/min)
(12级)32~2000(32/62/140/160/230/270/320/450/720/1000/1400/2000)
工件表面粗糙度
Ra1.6
CK6136数控卧式车床机械结构设计(有cad图)
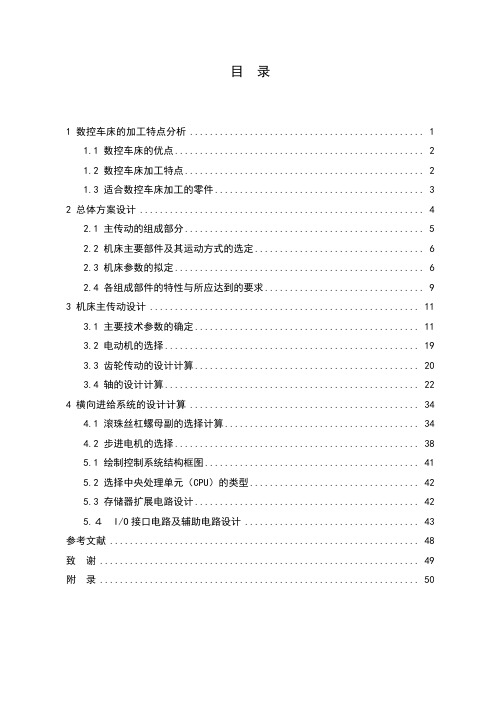
目录1 数控车床的加工特点分析 (1)1.1 数控车床的优点 (2)1.2 数控车床加工特点 (2)1.3 适合数控车床加工的零件 (3)2 总体方案设计 (4)2.1 主传动的组成部分 (5)2.2 机床主要部件及其运动方式的选定 (6)2.3 机床参数的拟定 (6)2.4 各组成部件的特性与所应达到的要求 (9)3 机床主传动设计 (11)3.1 主要技术参数的确定 (11)3.2 电动机的选择 (19)3.3 齿轮传动的设计计算 (20)3.4 轴的设计计算 (22)4 横向进给系统的设计计算 (34)4.1 滚珠丝杠螺母副的选择计算 (34)4.2 步进电机的选择 (38)5.1 绘制控制系统结构框图 (41)5.2 选择中央处理单元(CPU)的类型 (42)5.3 存储器扩展电路设计 (42)5.4I/O接口电路及辅助电路设计 (43)参考文献 (48)致谢 (49)附录 (50)1 数控车床的加工特点分析1.1 数控车床的优点数控车床已越来越多的应用于现代制造业,并发挥出普通车床无法比拟的优势,数控车床主要有以下几优点:(1)传动链短,与普通车床相比主轴驱动不再是电机皮带齿轮副机构变速,而是采用横向和纵向进给分别由两台伺服电机驱动运动完成,不再使用挂轮、离合器等传统部件,传动链大大缩短。
(2)刚性高,为了与数控系统的高精度相匹配,数控车床的刚性高,以便适应高精度的加工要求。
(3)轻拖动,刀架(工作台)移动采用滚珠丝杠副,摩擦小,移动轻便。
丝杠两端的支承式专用轴承,其压力角比普通轴承大,在出厂时便选配好;数控车床的润滑部分采用油雾自动润滑,这些措施都使得数控车床移动轻便。
1.2 数控车床加工特点(1)自动化程度高,可以减轻操作者的体力劳动强度。
数控加工过程是按输入的程序自动完成的,操作者只需起始对刀、装卸工件、更换刀具,在加工过程中,主要是观察和监督车床运行。
但是,由于数控车床的技术含量高,操作者的脑力劳动相应提高。
6136主要技术参数
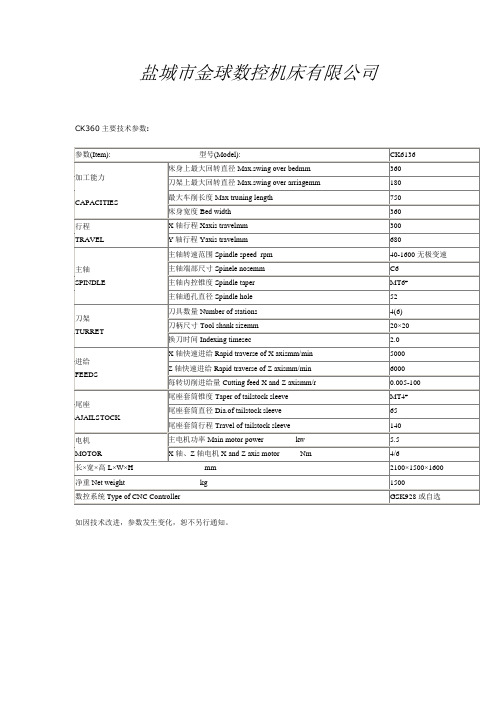
CK360主要技术参数:
参数(Item):型号(Model):
CK6136
加工能力
CAPACITIES
床身上最大回转直径Max.swing over bedmm
360
刀架上最大回转直径Max.swing over arriagemm
180
最大车削长度Max truning length
750
床身宽度Bed width
360
行程
TRAVEL
X轴行程Xaxis travelmm
300
Y轴行程Yaxis travelmm
680
主轴
SPINDLE
主轴转速范围Spindle speed rpm
40-1600无极变速
主轴端部尺寸Spinele nosemm
C6
主轴内控锥度Spindle taper
5000
Z轴快速进给Rapid traverse of Z axismm/min
6000
每转切削进给量Cutting feed X and Z axismm/r
0.005-100
尾座
AJAILSTOCK
尾座套筒锥度Taper of tailstock sleeve
MT4#
尾座套筒直径Dia.of tailstock sleeve
65
尾座套筒行程Travel of tailstock sleeve
140
电机
MOTOR
主电机功率Main motor power kw
5.5
X轴、Z轴电机X and Z axis motor Nm
4/6
长×宽×高L×W×H mm
2100×1500×1600
6136数控车床技术参数(精)
尾座套筒直径(mm)
75
尾座套筒行程(mm)
150
尾座套筒锥孔(莫氏MT)
M5
刀架刀位数
电动四工位
X轴/Z轴重复定位精度(mm)
X轴0.012
Z轴0.016
工作精度(mm)
圆度:0.005;圆柱度:0.016/160;粗糙度2.5--1.6;平面度0.01/160
刀具装夹尺寸(mm)
2210×1600×1860
注:1、用户可根据需要自选15-120跟刀架及20-170中心架。(价格另计)
2、机床主传动采用多楔带传动,标320三爪卡盘。
3、数控系统标配KNDK1Ti,用户也可选配其它系统。
6140/6150数控车床参数
参数型号
ZC-CJK6140 (步进)
ZC-CJK6150(步进)
刀具装夹尺寸(mm)
35×35
行程限位
系统设置软限位/行程开关硬限位,双重保护
机床净重(Kg)
3100/3800/4200/4800
机床外形尺寸(长×宽×高)(mm)
注:1、用户可根据需要自选15-120跟刀架及20-170中心架。(价格另计)
2、机床主传动采用多楔带传动,标320三爪卡盘。
3、数控系统标配KNDK1Ti,用户也可选配其它系统。
X轴/Z轴重复பைடு நூலகம்位精度(mm)
X轴0.012 Z轴0.016
工作精度(mm)
圆度:0.005;圆柱度:0.016/160;粗糙度2.5--1.6;平面度0.01/160
刀具装夹尺寸(mm)
20×20
行程限位
系统设置软限位/行程开关硬限位,双重保护
机床净重(Kg)
CM6132型卧式车床数控化改造的尾座设计

青岛泰威机床:第四章CM6132型卧式车床数控化改造的尾座设计4.1CM6132尾座功能改造前机床尾座可用手柄移动尾座,使其沿床身导轨移动至所需位置上,并用两个压板1(如图4-1)和两个螺钉2及螺母3夹紧固定。
但必须注意,手柄摆动方向与尾座移动方向相反。
若利用尾座中心线与主轴中心线偏移加工锥型零件时,先松开螺母3和螺钉,利用两个螺钉5(图4-2),使尾座本体相对下座横向移动到所需位置,然拎紧螺钉和螺母3,把尾座本体调回原位时,使本体后面的标牌刻度线与下座上的标牌线对准即可。
移动尾座上的手枪,可使尾座套筒纵向移动。
当尾座套筒退回本体内接近极限位置时,丝杠断部可将顶尖顶出。
向后(向床体尾端)拉近手柄3(如图4-3),就可把尾座套筒夹紧固定在所需要的位置上。
若夹紧力不够时,可放松手柄3,松开螺钉1,旋动螺母2,进行调整,调完后拎紧螺钉即可。
4.2尾座的液压改造4.2.1CM6132尾座改造的必要性目前,普通卧式车床上使用的尾座,都是人工摇动尾座螺杆手轮,实现支顶工件。
在大批量车加工生产中,工人劳动强度大,生产效率低,难以提高企业效益。
数控车床改装液压系统可以平均提高生产效率为60%,降低工人劳动强度,每个人平均可以操作2-3台数控机床,将人工摇动螺杆尾座改为液压尾座很有必要性和实际意义。
所以本次设计将针对CM6132车床尾座进行液压尾座的改装。
预期改造后可以再大批量中取得较好的效益。
4.2.2改造后液压尾座的原理改造后液压尾座(图4-4)是拆去原车床尾座装置中套筒、螺杆、螺杆手轮、螺母、端盖、导向键及套筒锁紧手柄的基础上,应运尾座体重重新安装上油缸、顶针活塞杆21、端盖22、通孔螺栓(15、16、17)等组成。
其工作原理如图4-5所示,是电动机带动液压泵3工作,经过滤器2从油箱1中吸油,油液经液压泵输出进入油管后,通过换向阀6、节流阀11、换向阀7进入液压缸左腔,推动活塞和活塞杆向右移动,二液压缸右腔的油液经换向阀和回油管回流到油箱。
CK6136H车床尾架的结构分析与工艺设计讲解

三江学院本科生毕业设计(论文)题目 CK6136H车床尾架的结构分析与工艺设计机械工程学院机械设计制造及其自动化专业学生姓名周乐学号 B07152012 指导教师赵敖生、李云峰职称教授、助教起讫日期 2011.2-2011.6 设计地点 S307摘要机械工业的生产水平是一个国家现代化建设水平的主要标志之一。
而总体看来我国的生产力水平较低,技术不发达。
随着机械产品国际市场竞争的日益加剧,各大公司都把高新技术注入机械产品的开发中,作为竞争取胜的重要手段。
该篇论文是对CK6136H车床尾架的结构分析与工艺设计。
本论文主要包括车床尾架零件的平面二维图绘制及三维实体设计;车床尾架的结构分析;尾架体及套筒工艺分析;对套筒制定零件的加工工艺过程,拟定工艺卡。
通过查找资料和实际中对尾架的使用以及尺寸的测量、咨询老师等方法,熟悉车床尾架的内部结构,结合实际改进车床尾架结构,以提高车床加工精度。
通过此次设计,真正熟悉车床尾架的内部结构与加工工艺,把所学的知识运用到生产实践中去。
关键字:CK6136H;车床尾架;结构分析;工艺设计ABSTRACTMechanical industrial production level is the level of a country's modernization, the mainlandmark. Overall productivity of the low level of technology developed. With themechanical products in the international market, increasing competition, companies regarded the development of high-tech products into the machine, as a competition to win an important segment..This paper is about the CK6136H lathe tail stand structure analysis and the technological design. This design instruction booklet mainly includes the lathe tail stand components the plane two dimensional plot plan and the three dimensional entity design; Lathe tail stand structure technology capability analysis; Carries on the technological design, the formulation components processing craft, draws up the operation code. And actual consults methods and so on teacher through the search material to the tail stand use as well as the size survey, the familiar lathe tail stand's internal structure, the union actual improvement lathe tail stand structure, increases the lathe working accuracy. through this design, the genuine familiar lathe tail stand's internal structure and the processing craft, the knowledge which studies utilizes in the production practice..Key words:CK6136H;Lathe tail stand;Structure analysis;Technological design目录第一章概论 (1)1.1尾架产生的时代背景 (1)1.2本课题研究的意义 (1)第二章尾架的结构分析 (2)2.1尾架的组成及主要作用 (2)2.2尾架的工作原理 (3)2.2.1尾架的夹紧机构 (3)2.2.2尾架的调整机构 (14)第三章车床尾架的工艺分析 (16)3.1尾架体的工艺分析 (16)3.2尾架套筒的工艺分析 (22)3.2.1套筒类零件简介 (22)3.2.2 CK6136H车床尾架套筒的工艺设计 (23)第四章尾架的润滑 (33)结束语 (36)致谢 (37)参考文献 (38)附录 (39)第一章概论1.1尾架产生的时代背景早在古埃及时代,人们已经发明了将木材绕着它的中心轴旋转时用刀具进行车削的技术。
CK6136型数控车床的设计

目录机电一体化产品综合课程设计任务书 (2)前言 (3)1.进给传动系统设计计算和选型 (3)1.1切削力的计算 (3)1.2滚珠丝杠副的的计算和选型(横向) (4)1.3.齿轮减速箱的设计(横向) (6)1.4.步进电动机的计算与选型(横向) (7)2. 绘制横向进给系统装配图 (11)3.设计小结 (12)4.参考资料 (12)三明学院机电一体化产品综合课程设计报告题目:CK6136型数控车床的设计姓名:学号:年级:系别:专业:指导教师:2009 年12 月25 日三明学院机电一体化产品综合课程设计任务书一、设计题目:CK6136型数控车床的设计——横向进给机械结构设计二、设计原始资料:主轴转速:45~3000r/min(无级)最大回转直径;360mm最大加工长度:700mm溜板及刀架重量:1600N刀架快速运动速度:纵向8m/min 横向6m/min最大进给速度:纵向60mm/r 横向45mm/r主电机功率: 5.5kW机床定位精度:±0.01mm三、设计工作内容:(1)进给传动系统设计计算(2)横向进给系统装配图A1 1张(3)综合课程设计说明书1份四、设计完成时间:2009年12月25日~2010年1月15日学生姓名指导教师物理与机电工程系前言机电一体化系统设计课程设计是在我们学完了机电一体化之后进行的,这次通过设计让我们获得综合运用过去所学过知识,独立进行一次机电结合的设计训练,学会了进给传动系统设计计算,并且通过课程设计掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
由于能力所限,设计尚有许多不足之处,恳请老师给予批评指教。
1.进给传动系统设计计算和选型横向进给的计算和选型主要包括:计算切削力、选择滚珠丝杠副、设计减速箱、选择步进电动机等。
1.1切削力的计算以下是横向切削力的详细计算过程。
设工件材料为碳素结构钢,Mpa b 650=δ;选用刀具材料为硬质合金YT15;刀具几何参数为:主偏角︒=60r κ,前角︒=100γ,刃倾角︒-=5s λ;切削用量为:背吃刀量mm a p 3=,进给量f=0.6mm/r ,切削速度v c =105m/min 。
CK6163数控车床卡紧,尾座顶紧及预紧液压系统
(4)液压系统压力(0.2~4.5MPa),预计液压系统使用流量:23L/min。
液压系统作为CK6163数控机床的传动装置, 应采用结构比较简单,设备外形尺寸小,能远距离传递大能量;能承受较大的载荷;没有复杂的传动机构;在室内的空气里能保证安全,动作迅速;操作、调节简单;过载保护简单可靠。
3.2 CK6163机床液压系统选型
F= = =860kg
计算油缸面积A= = =0.002107 =2107
计算液压缸直径D= =51.8mm,可圆整为D=80mm,活塞杆直径d=0.5D=40mm。
第三章 CK6163数控机床液压系统设计计算
3.1CK6163数控机床液压系统的设计要求
数控车床液压尾座

(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)申请公布号
CN201361716Y
(43)申请公布日2009.12.16(21)申请号CN200920063650.5
(22)申请日2009.03.16
(71)申请人长沙金岭机床有限责任公司
地址410205 湖南省长沙市河西麓谷大道628号
(72)发明人钟紫林;张群英;张金明;陈斌
(74)专利代理机构长沙星耀专利事务所
代理人赵静华
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
数控车床液压尾座
(57)摘要
本实用新型公开一种数控车床液压尾
座。
包括尾座体、装在尾座体上方的尾座顶
尖,将尾座体固定在床身导轨上且相互滑动
连接的尾座底板,其特征在于,尾座顶尖与
套在顶尖外面的尾座套筒通过锥孔连接,在
尾座套筒内装有由液压油缸控制的高精密活
塞,液压油缸推动活塞控制尾座套筒及尾座
顶尖的进退。
本实用新型结构合理,操作方
便,与转动手轮带动丝杠螺母传动来推动尾
座套筒的移动比较,其工作效率可提高数
倍,并可获得很好的工作精度。
法律状态
法律状态公告日法律状态信息法律状态
2009-12-16授权授权
2014-05-07专利权的终止专利权的终止
权利要求说明书
数控车床液压尾座的权利要求说明书内容是....请下载后查看
说明书数控车床液压尾座的说明书内容是....请下载后查看。
CK6136数控卧式车床机械结构设计
摘要CK6136卧式数控车床机械结构设计介绍了数控机床的特点及其在制造中的应用,对数控机床的功能特点作了较为详尽的分析,并在此基础上给出了数控机床系统的体系结构。
本次设计从总体入手,再进行主传动和横向进给传动系统设计,最后设计控制系统。
首先分析数控车床的加工特点及其优点,从而知道数控车床在加工中的重要性,确定此次设计的背景。
主传动系统设计是机床设计中非常重要的组成部分,其设计主要由机床的级数入手,于结构式、结构网及转速图拟定,再到齿轮和轴的设计,最后进行齿轮和轴的核算。
横向进给部分则对滚珠丝杠螺母副进行选择计算,再选择电动机,使之满足对机床的各项需求。
控制系统部分的设计是通过各种辅助电路设计达到对数控车床的整体控制。
此次设计的成果是出一张总体机构图和一张主轴箱部件展开图及一张横向进给机构部件图。
关键词:数控车床;主传动系统;横向进给机构;控制系统ABSTRACTHorizontal CNC Lathe CK6136 mechanical design features of CNC machine tools are introduced and their application in manufacturing of CNC machine features a more detailed analysis made, and on this basis, given the system structure of CNC machine tools.The design of the overall start, and then the main drive and the cross feed drive system design, final design of the control system.First, the processing characteristics of CNC lathes and advantages of CNC lathes in order to know the importance of processing to determine the background of the design.Machine tool main drive system design is the design of a very important part of its design to start mainly by the series machines, the structure, structure, development of networks and speed chart, to the gear and shaft design, the final accounting of the gear and shaft.Traverse part of the ball screw pair for selection and calculation, and then select the motor, so as to meet the demand for machine tools.Control system part of the design is achieved through a variety of auxiliary circuit design the overall control of the CNC lathe.The results of the design is out of a total organizational chart and a spindle box and a lateral expansion plan component feed mechanism parts drawings.Keywords: CNC lathe; main drive; horizontal feed mechanism; control system目录1 数控车床的加工特点分析 (3)1.1 数控车床的优点 (3)1.2 数控车床加工特点 (3)1.3 适合数控车床加工的零件 (4)2 总体方案设计 (5)2.1 主传动的组成部分 (6)2.2 机床主要部件及其运动方式的选定 (7)2.3 机床参数的拟定 (7)2.4 各组成部件的特性与所应达到的要求 (10)3 机床主传动设计 (12)3.1 主要技术参数的确定 (12)3.2 电动机的选择 (20)3.3 齿轮传动的设计计算 (21)3.4 轴的设计计算 (23)4 横向进给系统的设计计算 (35)4.1 滚珠丝杠螺母副的选择计算 (35)4.2 步进电机的选择 (39)5.1 绘制控制系统结构框图 (42)5.2 选择中央处理单元(CPU)的类型 (43)5.3 存储器扩展电路设计 (43)5.4I/O接口电路及辅助电路设计 (44)参考文献 (49)致谢 (50)附录 (51)1 数控车床的加工特点分析1.1 数控车床的优点数控车床已越来越多的应用于现代制造业,并发挥出普通车床无法比拟的优势,数控车床主要有以下几优点:(1)传动链短,与普通车床相比主轴驱动不再是电机皮带齿轮副机构变速,而是采用横向和纵向进给分别由两台伺服电机驱动运动完成,不再使用挂轮、离合器等传统部件,传动链大大缩短。
数控卧式车床CK6136液压尾座

数控卧式车床CK6136液压尾座设计摘要:本课题研究的主要目的是设计出与CK6136卧式数控车床相匹配的液压尾座系统,本课题将以其尾座为研究对象,设计出符合该车床的液压尾座。
为了完成本课题的设计,在设计之前的准备工作必须做好,首先是搜集和分析资料,主要包括国内外数控机床的发展现状;液压技术和液压传动系统的基本资料;同等机床液压尾座的图纸和资料等。
其次是初步确定液压尾座的总体布局,包括配置形式、液压系统的布置及选择液压能源及相应的配套元件等。
最后主要是关于尾座的设计计算。
CK6136数控机床变档卡紧及尾座顶紧的控制方式基本上是手工控制,在通常的加工过程中,需先用手工控制的方式完成变档和卡紧工作,然后再进行装夹,在装夹完毕后还需要使用手工控制的方式完成尾座的顶紧工作。
由此可知,在数控机床的加工作效率效率并不高,而且工人劳动强度大,耗时又耗力,还会增加企业成本。
因此,本课题研究所要达到的预期效果是在CK6136数控车床加工过程中,当需要使用尾座时,使用本课题所设计的尾座可以提高加工过程的机械化和自动化水平,提高生产效率,降低工人的劳动强度,降低企业成本。
关键词:数控机床尾座液压系统液压缸设计校核The design of CK6136 CNC machine Tailstock HydraulicsystemAbstract:The main purpose of the research is based on CK6136 CNC machine tools to design requirements, designed to match its hydraulic Tailstock to meet the rotation accuracy, rigidity, temperature rise, and so on seismic requirements, to enhance the overall performance of machine tools. To accomplish this design, I collected and analysedthe information before the design, including domestic and international development of CNC machine tools。
C616车床尾座精度设计与检测
南阳理工学院本科生毕业设计(论文)学院(系):机电工程系专业:机械设计制造及其自动化学生:指导教师:绳飘完成日期年月南阳理工学院本科生毕业设计(论文)C616车床尾座精度设计与检测C616 Lathe Tailstock Precision Design and Testing总计:毕业设计(论文)页表格:个插图:幅南阳理工学院本科毕业设计(论文)C616车床尾座精度设计与检测C616 Lathe Tailstock Precision Design and Testing学院(系):机电工程系专业:机械设计制造及其自动化学生姓名:学号:指导教师(职称):绳飘 (讲师)评阅教师:完成日期:南阳理工学院Nanyang Institute of TechnologyC616车床尾座精度设计与检测机械设计制造及其自动化专业张才骞[摘要]车床尾座的作用主要是以顶尖顶持工作,并承受切削力,尾座顶尖与主轴顶尖有严格的同轴度要求,但在加工和装配过程中会不可避免地出现误差,若误差过大,则会影响车床的零件加工质量。
本文结合C616车床尾座各零件的作用和特点,按照尺寸精度设计的内容对各零件间相互关系进行了精度设计,又对相应的零件设计出了具体的检测方法。
从而确保车床尾座能满足各种条件的使用要求。
[关键词]车床尾座;精度设计;检测C616 Lathe Tailstock Precision Design and Testing Mechanical Design ,Manufacturing and Automation Major ZHANG Cai-qian Abstract:The role of lathe tailstock came to work mainly roof top, and bear the cutting force, tailstock spindle top and top with strict concentricity requirements, but in the process of machining and assembly errors will be inevitable if the error is too large will affect the quality of lathe machining parts. In this paper, c616 Lathe Tailstock the role and characteristics of various parts, in accordance with the dimensional accuracy of the contents of the design interactions between the various parts were precision design of the corresponding parts of the design specific detection method. Lathe tailstock to ensure conditions of use can satisfy the requirement.Key words: lathe tailstock; precision design; testing目录1 引言 (1)2 C616车床尾座精度设计 (1)2.1 车床尾座零件的分析 (2)2.1.1 丝杆 (2)2.1.2 螺母 (2)2.1.3顶尖套筒 (3)2.2 公差与配合的选用 (3)3 C616车床尾座精度检测 (6)3.1 丝杆的精度检测 (6)3.2 螺母的精度检测 (13)3.3 顶尖套筒的检测 (15)3.4 其他工件的检测.................................... 错误!未定义书签。
车床尾座的液压改造
车床尾座的液压改造韩祥平【期刊名称】《金属加工:冷加工》【年(卷),期】2010(000)001【总页数】2页(P61-62)【作者】韩祥平【作者单位】淄博元和机电工程有限公司,山东,255071【正文语种】中文我公司制造一种方形螺母(见图1),数量庞大,其加工精度要求并不高,但要提高生产效率、降低劳动强度,还需采用适当的加工方法及合理的加工工艺。
针对该螺母,我们制订了两套加工工艺:(1)划线找出螺母中心,用 80摇臂钻钻出φ20mm孔,再扩孔为φ68mm,最后到CDZ6140上找正后车内孔,车螺纹。
(2)直接到CDZ6140上找正后用尾座钻出φ20mm孔,再扩孔为φ68mm,车内孔,车螺纹。
图1第一套工艺劳动强度低、效率低,需要多套加工设备来完成;第二套工艺只需一台设备就可以完成,也减少了工件在设备之间的搬运,但劳动强度大,生产效率也不高。
通过分析第二套工艺中的劳动强度和效率,主要是由于尾座中套筒的伸出和缩回需通过人工摇动手轮来实现。
如果套筒的往复直线运动可以通过机动或液动来实现,那么整个生产过程中的劳动强度就会大大降低,生产效率也会提高。
1.原尾座传动结构原尾座传动结构简图如图2所示。
顺时针转动手轮9,手轮带动丝杠4旋转并将螺母5向外推出,螺母带动套筒2向外滑出,套筒带动钻头向外推进实现钻孔。
逆时针转动手轮,套筒带动钻头向里缩回,当缩回到极限时,丝杠将会顶出钻头。
2.改造方案改造方案简图如图3所示。
液压传动与机械传动相比,液压传动具有传递功率大、工作压力和流量可调性好、布局方式灵活、传动平稳可实现无级调速的优点,而且液压缸直接就可实现往复直线运动。
改造后应实现工进和快退。
液压缸P口进入液压油推动活塞杆11向左运动,活塞杆推动压盖6向左,压盖推动套筒2向左滑出,套筒带动钻头向外推进实现钻孔。
液压缸T口进入液压油推动活塞杆11向右运动,套筒带动钻头向里缩回,当缩回到一定位置时,直销7靠在支座9的左端面上,活塞杆继续向右运动,直销带动顶杆4相对活塞杆向左运动,顶杆将会顶出钻头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控卧式车床CK6136液压尾座设计摘要:本课题研究的主要目的是设计出与CK6136卧式数控车床相匹配的液压尾座系统,本课题将以其尾座为研究对象,设计出符合该车床的液压尾座。
为了完成本课题的设计,在设计之前的准备工作必须做好,首先是搜集和分析资料,主要包括国内外数控机床的发展现状;液压技术和液压传动系统的基本资料;同等机床液压尾座的图纸和资料等。
其次是初步确定液压尾座的总体布局,包括配置形式、液压系统的布置及选择液压能源及相应的配套元件等。
最后主要是关于尾座的设计计算。
CK6136数控机床变档卡紧及尾座顶紧的控制方式基本上是手工控制,在通常的加工过程中,需先用手工控制的方式完成变档和卡紧工作,然后再进行装夹,在装夹完毕后还需要使用手工控制的方式完成尾座的顶紧工作。
由此可知,在数控机床的加工作效率效率并不高,而且工人劳动强度大,耗时又耗力,还会增加企业成本。
因此,本课题研究所要达到的预期效果是在CK6136数控车床加工过程中,当需要使用尾座时,使用本课题所设计的尾座可以提高加工过程的机械化和自动化水平,提高生产效率,降低工人的劳动强度,降低企业成本。
关键词:数控机床尾座液压系统液压缸设计校核The design of CK6136 CNC machine Tailstock HydraulicsystemAbstract:The main purpose of the research is based on CK6136 CNC machine tools to design requirements, designed to match its hydraulic Tailstock to meet the rotation accuracy, rigidity, temperature rise, and so on seismic requirements, to enhance the overall performance of machine tools. To accomplish this design, I collected and analysedthe information before the design, including domestic and international development of CNC machine tools。
hydraulic system of hydraulic technology and the basic information。
equal hydraulic machine Tailstock the drawings and information . Then is tentatively determined the overall layout of hydraulic Tailstock, including the allocation of form, layout and the hydraulic system of hydraulic energy, and select the appropriate matching components, such as. This was followed by the main Tailstock the design and calculation.CK6136 CNC machine tools changed file cards bear and Tailstock top tight is basically manual control, in the conventional process, the change required manual card file and clamping a tight and then again after the fixture also need to use a manual Tailstock The top tight. Therefore, in the process of CNC machine tools in efficiency is not high, workers in labor intensity and great. Therefore, the issue of the Institute to achieve the desired results in the CK6136 CNC lathe processing, when the need to use Tailstock, the use of this issue by the Tailstock design can improve the process of mechanization and automation level, increase production efficiency and reduce Workers in the labor intensity.Key words:Numerically-controlled machine;Tailstock;Hydraulic system;Hydraulic cylinder inside diameter;Design;Examination引言液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。
利用有压的液体经由一些机件控制之后来传递运动和动力。
相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。
在本课题的研究中,第一章主要介绍了本课题的研究背景和意义,还介绍了国内外数控机床的发展现状。
第二章主要介绍了CK6136数控车床总体设计及要求,其中包括CK6136数控车床外观及主要功能、CK6136数控车床主要技术参数、CK6136数控车床总体设计及要求、尾座的简介。
第三章是本课题的重要章节,它包括了本课题研究的主要设计,它的主要内容是数控卧式车床CK6136液压尾座的套筒、尾座体的设计、顶尖、尾座孔系设计、尾座导轨的设计,挠度、转角、液压缸内径及压板处螺栓直径、锁紧力的计算及校核。
在这一章第一节中,在套筒中设计了滑键槽和顶尖顶出孔,解决了顶尖在工作时会随套筒转动从而影响工件的加工精度;还在套筒中设计了顶卸的装置。
在这一章第三节中,选择莫氏4号的尾座顶尖,它是利用莫氏锥度自身的结构特性卡紧尾座顶尖的,解决了顶尖在工作时会出现松动或转动现象。
在这一章第五节中,设计了尾座导轨。
在这一章第七节中,对挠度、转角进行计算;对液压缸内径及压板处螺栓直径进行了校核。
第四章主要是对尾座精度的确定,它包括了尾座体表面粗糙度的确定、尾座与机床形位公差的确定、底面及立导向面形位公差的确定、。
在本课题研究的最后一章是CK6136数控车床的液压系统及尾座的工作原理,说明了CK6136数控车床的液压系统及尾座的工作原理。
本课题研究的主要目的是根据数控卧式车床CK6136的整体要求,设计出与其相对应的液压尾座,使其满足诸如旋转精度等众多要求,以使其达到预想的目的。
为了完成本课题的设计,在设计之前的准备工作必须做好,首先是搜集和分析资料,主要包括国内外数控机床的发展现状,液压技术和液压传动系统的基本资料,同等机床液压尾座的图纸和资料等。
其次是初步确定液压尾座的总体布局,包括配置形式、液压系统的布置及选择液压能源及相应的配套元件等。
最后主要是关于尾座的设计计算。
本课题研究所要达到的预期效果是在CK6136数控车床加工过程中,当需要使用尾座时,使用本课题所设计的尾座可以提高加工过程的机械化和自动化水平,提高生产效率,降低工人的劳动强度,降低企业成本。
本次设计是根据实际生产中存在的问题,提出能改善这种状况的可行性方案。
通过这次设计,可以达到以下目的:培养综合运用专业基础知识和专业技能来解决工程实际问题的能力;强化工程实践能力和意识,提高本人综合素质和创新能力;使本人受到从事本专业工程技术和科学研究工作的基本训练,提高工程绘图、计算、数据处理、外文资料文献阅读、使用计算机、使用文献资和手册、文字表达等各方面的能力;培养正确的设计思想和工程经济观点,理论联系实际的工作作风,严肃认真的科学态度以及积极向上的团队合作精神。
第1章绪论1.1研究背景和意义液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。
利用有压的液体经由一些机件控制之后来传递运动和动力。
相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。
由于要使用原油炼制品来作为传动介质,近代液压传动技术是由19世纪崛起并蓬勃发展的石油工业推动起来的,最早实践成功的液压传动装置是舰船上的炮塔转位器,其后出现了液压六角车床和磨床,一些通用车床到20世纪30年代末才用上了液压传动。
第二次世界大战期间,在一些兵器上用上了功率大,反应快,动作准的液压传动和控制装置,大大提高了兵器的性能,也大大促进了液压技术的发展。
战后,液压技术迅速转向民用,并随着各种标准的不断制订和完善,各类元件的标准化,规格化,系列化而在机械制造,工程机械,材料科学,控制技术,农业机械,汽车制造等行业中推广开来。
由于军事及建设需要的刺激,液压技术日益成熟。
20世纪60年代后,原子能技术,空间技术,计算机技术等的发展再次将液压技术推向前进,使它发展成为包括传动,控制,检测在内的一门完整的自动化技术,在国民经济的各个方面都得到了应用。
如工程机械,数控加工中心,冶金自动线等。
液压传动在某些领域内甚至已占有压倒性优势。
今天,为了和最新技术的发展保持同步,液压技术必须不断发展,不断提高和改进元件和系统的性能,以满足日益变化的市场需求。
与世界上主要的工业国家相比,我国的液压工业还是相当落后的,标准化的工作有待于继续做好,优质化的工作须形成声势,智能化的工作则刚刚在准备起步,为此必须急起直追,才能迎头赶上。
可以预见,为满足国民经济发展需要,液压技术也将继续获得飞速的发展,它在各个工也部门中的应用越来越广泛。
在这样一种背景下,我的课题选择为数控卧式车床CK6136液压尾座的设计,用以提高生产效率,产品质量,降低工人劳动强度及降低企业成本。
此外,力求完成课题之余,熟悉国内外数控技术及数控机床的现状及发展趋势,增强对如何发展民族数控机床产业的感性认识。
1.2国内外数控机床的发展现状从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。