电脑横机摇床横移运动控制研究
电脑横机的调机技术
臣困
应用技术
Kni i g T h l gy t n ec no o t
电脑 横 机 的 调机 技 术
A jsi c n l y n o u r e l n t gM c i d t g e h o g mp t i dF t ii a h e u nT o oC ez a K tn n
性不好, 圈易被钩 挂 。 线
纺 织 导 报 Chn e t e d r 0 . iaT xi L a e 2 1 No7 l e 0
8 9
应 用技术 墨圆
Kniig T c olgy tn e hn o t
www e l ad o . n t x e er r c cn
3 纱线张力
3 1 张力调节 .
纱线 张力是通 过调 节尺 的回转 力 ( 1 图 中的②) 侧纱 和
张 力器 ( 调整锁 定部 分 ( 1中的③)的纱线张 力路 径和 还 图
() 2 牵拉 力过大 ( 当衫身的 牵拉 力高于 2 0时, 脚的 衫 牵拉 力高于 3 0时 ) 会产生破 洞 , 因为在 编织 时因为牵拉 过 大 线 圈还 没有勾住 织 针就 被拉 出脱 圈 ; 同时对 织针 的 损坏 也 很大 , 易产生坏针头 。 () 3 牵拉 力横 向分布与织物 组织情 况不 符或牵拉 力不 足会产生 织针不退 圈 , 决方 法 : 整背压辊 , 其 与织物 解 调 使
() 2 可以 对于单个 的成 圈三角 的弯纱深 度 进行调 节。
例 如 “ MS 3 ”, 3个系统 需要 编 织的组 织 复杂程 度不 C 50 当
一
样 时, 当一 个系统 搬针 NP 为 1 . 右 , 个系统扭 如 应 05左 一
关于电脑横机摇床传动及控制
关于电脑横机摇床传动及控制电脑横机中针床摇床机构是一个非常重要的部件,在针床摇床的作用下,可编织挑洞、绞花、阿兰花、移圈等复杂结构的织物。
目前的电脑横机的摇床结构基本是滚珠丝杠螺母副,使用步进马达或伺服电机;目前针床移动的方式有1个针床移动和2个针床同时移动的方式。
下面对摇床的传动及控制进行一些介绍,可以使大家对于电脑横机的摇床有一些了解和借鉴作用。
1摇床机构的原理及作用针床摇床机构的作用主要有两方面:一是利用横机两个针床之间的相互移动,编织由倾斜线圈形成的具有波纹外观效应的波纹组织;二是在横机前后针床之间移圈时,通过移动针床来达到移圈针与接圈针之间的准确对位,从而实现丰富多彩的花型组织。
2横移机构的设计在传统的手摇横机上,针床横移机构通常是用手转动凸轮手柄,使螺旋线凸轮在转动一定角度后,用两个定位插销来实现。
但是,在电脑横机中,手动操作根本无法得到应用,并且机器本身的结构特点对自动移圈功能的实现,以及针床横移机构的准确性、平稳性、可靠性和机电一体化等方面提出了更高要求。
目前,国内外电脑横机均采用针床横移机构,从针床移动方式来分,有的是一个针床移动,另一个针床固定;有的则是前后针床都可以移动。
从驱动方式来分,有步进电机驱动和伺服电机驱动。
从移动方式来分,有凸轮螺旋移动和滚珠丝杆螺母副移动。
以下重点对滚珠丝杆螺母副移动方式进行探讨分析。
当机头运动到编织区域外且需要进行针床摇床时,程序发出信号给步进电机,步进电机通过同步带传动带轮1和2,带轮2与滚珠丝杆固定装配在一起,滚珠丝杆两端通过滚针轴承固定装于横移支座上,整个机构装于机座上。
这样,滚珠丝杆在带轮2的传动下旋转,与滚珠丝杆副相配的丝杆螺母座与摇床滑轨一起移动,针床固定于摇床滑轨上,因此摇床滑轨带动针床移动,从而实现针床的移位。
在该针床摇床机构上,还配有一套光电检测反馈信号装置,光电编码器通过塑料管与步进电机的伸出轴相连接,光电编码器通过固定座装于步进电机上,这样,电机的旋转与光电编码器的转动同步。
电脑横机主要技术参数与控制系统
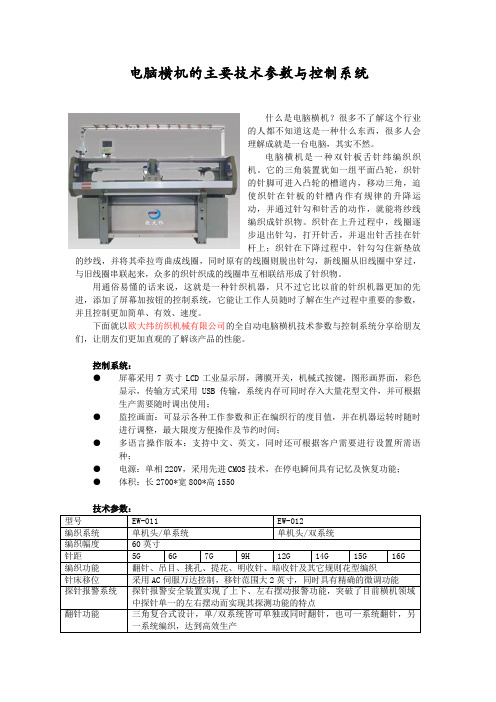
电脑横机的主要技术参数与控制系统什么是电脑横机?很多不了解这个行业的人都不知道这是一种什么东西,很多人会理解成就是一台电脑,其实不然。
电脑横机是一种双针板舌针纬编织织机。
它的三角装置犹如一组平面凸轮,织针的针脚可进入凸轮的槽道内,移动三角,迫使织针在针板的针槽内作有规律的升降运动,并通过针勾和针舌的动作,就能将纱线编织成针织物。
织针在上升过程中,线圈逐步退出针勾,打开针舌,并退出针舌挂在针杆上;织针在下降过程中,针勾勾住新垫放的纱线,并将其牵拉弯曲成线圈,同时原有的线圈则脱出针勾,新线圈从旧线圈中穿过,与旧线圈串联起来,众多的织针织成的线圈串互相联结形成了针织物。
用通俗易懂的话来说,这就是一种针织机器,只不过它比以前的针织机器更加的先进,添加了屏幕加按钮的控制系统,它能让工作人员随时了解在生产过程中重要的参数,并且控制更加简单、有效、速度。
下面就以欧大纬纺织机械有限公司的全自动电脑横机技术参数与控制系统分享给朋友们,让朋友们更加直观的了解该产品的性能。
控制系统:●屏幕采用7英寸LCD工业显示屏,薄膜开关,机械式按键,图形画界面,彩色显示,传输方式采用USB传输,系统内存可同时存入大量花型文件,并可根据生产需要随时调出使用;●监控画面:可显示各种工作参数和正在编织行的度目值,并在机器运转时随时进行调整,最大限度方便操作及节约时间;●多语言操作版本:支持中文、英文,同时还可根据客户需要进行设置所需语种;●电源:单相220V,采用先进CMOS技术,在停电瞬间具有记忆及恢复功能;●体积:长2700*宽800*高1550主要品牌:目前,全球电脑横机主要生产国为德国、日本、瑞士、中国等国家。
其中,德国生产电脑横机的历史最为悠久,瑞士、日本其次,中国此前主要以生产手摇横机和电动横机为主,2000年以来,开始逐步进入到电脑横机的研制和生产中,并通过技术跟踪,实现了快速发展。
目前,全球电脑横机的主要品牌有:德国——斯托尔电脑横机;日本——岛精电脑横机;中国——慈星电脑横机;瑞士——事坦格电脑横机。
电脑横机的工作原理
电脑横机的工作原理
横机指的是电脑主机的安装方式,即主机水平放置在桌面或其他平面上。
电脑横机的工作原理与竖机并没有根本上的区别,它们都是通过内部的硬件设备和软件系统来实现数据的处理和操作。
主要硬件设备包括处理器(CPU)、内存、硬盘、显卡、声卡等组件。
处理器是电脑的核心部件,负责执行计算机程序的指令;内存用于临时存储程序和数据,并提供给处理器快速访问;硬盘用于长期存储操作系统、应用程序和用户数据;显卡负责将计算机数据转换为可供显示器显示的图像;声卡则负责音频的输入和输出。
软件系统包括操作系统和应用程序。
操作系统是控制和管理计算机硬件和软件资源的核心软件,它通过与硬件设备交互来实现用户的命令和应用程序的运行;应用程序是用户通过操作系统来运行的具体功能软件,例如办公软件、游戏等。
当电脑横机启动时,电源会供给主机的各个硬件设备,处理器会读取主板上的BIOS(基本输入/输出系统)指令,启动并进
行自检。
接着,BIOS会加载操作系统的引导程序,将控制权
交给操作系统。
操作系统初始化各个硬件设备,并提供一个用户界面,允许用户进行各种操作。
在用户操作过程中,应用程序会通过操作系统提供的接口与硬件设备进行交互。
例如,用户在键盘上输入字符时,操作系统
会将字符传送给CPU进行处理;用户通过鼠标点击图标启动软件时,操作系统会调用相应的应用程序;用户通过界面操作移动、复制文件时,操作系统会控制硬盘进行读写操作等。
通过硬件设备和软件系统的协同工作,电脑横机能够实现数据的输入、处理、存储和输出,提供各种功能和应用,满足用户的需求。
刍议电脑横机控制系统的设计与开发

刍议电脑横机控制系统的设计与开发摘要:本文针对国产电脑横机控制系统的组成结构和实现原理,介绍了一种全自动电脑横机控制系统的新型分层体系设计。
我国的电脑横机控制系统的技术水平依然存在很多不足之处。
通过分析此系统的不足之处,在分析借鉴国际先进机型的基础上,提出了相应的改进措施,真正实现自动化和智能化设计。
关键词:电脑横机控制系统设计开发电脑横机系统作为针织行业的重要装备,是当前羊毛衫生产行业的最主要机种。
电脑横机系统可以根据不同的针织编织的要求,输入其相应的信号和发出各种控制指令,通过送纱系统、传动系统、摇床系统、密度调节系统、编织系统、牵拉系统之间的协调动作实现编织工作。
当今社会,随着科技的快速发展,电脑横机系统高速化、智能化、自动化、连续化水平也在不断提高。
由于系统的控制器的技术水平可以直接决定针织产品的竞争力,因此,横机控制系统的组成结构以及不足之处成为当前研究的热点所在。
1 国产电脑横机控制系统的结构电脑横机系统通过主控单元、机头控制单元等实现机头运转、控制摇床、送纱编制等功能。
在保证各个动作协调有序的前提之下,各控制单元间进行有效的数据传递。
1.1 主控单元电脑横机系统控制软件可以完成工艺文件管理、人机交互、解析控制指令输出等功能。
在主控单元的指控命令下,起底板单元和机头单元可完成相应的动作。
横机系统的主控单元通过串行总线,在起底板单元以及机头单元的配合协调工作下,发送控制指令,并且接收反馈信息,实现整机动作的控制。
由此可见,主控单元是控制系统的核心所在。
1.2 机头控制单元机头控制单元是以DSP为核心,辅助以大量开关量输出、多路步进电机驱动电路的独立单元。
机头控制单元的控制器带动针板做往复运动。
在对于数据进行解析后,机头控制单元驱动机头进行编织。
机头中,探针作为检测机构,用于检测编织中出现冒布等异常状况。
使用电磁铁在短时脉冲电压的驱动作用下,保持原有的动作状态,减少线圈的发热并且降低能耗。
全自动电脑横机操作调试和维修方法
全自动电脑横机操作调试和维修方法Revised by Petrel at 2021一.操作注意事项:1)读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。
2)穿纱,同时要调整好天线弹力,侧天线张力。
3)要按照打样要求调整好度目。
拉力等。
4)确定花样展开以及纱嘴摆方位置。
国花系列还有纱嘴前置量。
5)挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。
加大速度,拉力等。
二.开始编织1)随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。
跟足样板尺寸。
2)注意毛纱过蜡情况及毛纱排放位置。
拆片纱要重新试度目和拉力。
3)随时了解用纱情况,毛料色差等。
4)衫片分码,分色整齐叠好安要求捆好交货。
5)注意倒卷布和副罗拉缠纱(国花系列特别要注意)三.常见问题的处理方法(一)度目篇1)编织时度目越来越大 A,检查线路是否接触不良。
B,检查度目马达螺丝是否松动。
2)两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。
(二)撞连接针脚(国花系列叫长针)1)查看度目是否灵活。
2)查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如3)查看度目马达螺丝是否松动。
度目转盘是否顺畅。
4)查看度目感应器是否损坏。
5)查看压针三脚是否到位。
国花系列要看电磁铁摆动情况.6)度目太紧时不能脱圈,也会撞连接针脚。
7)检查翻针三角的翻接针导块是否顺畅,灵活。
8)检查度目底板,滑块是否到位,灵活。
(三)乱花(乱选针)1)看布片乱花是否有规律,比如问题都出在那一个选针器上。
2)看是偷选,还是漏选。
调整选针片和针床的间隙。
3)调整选针参数,选针原点,选针微调。
4)看选针针脚在针床上是否太紧,太松。
是否顺畅。
5)线路检查,各插头是否插好,看看是否有接触不良。
6)看主驱动皮带是否太松。
纺织品全成形电脑横机研发生产方案(二)
纺织品全成形电脑横机研发生产方案一、实施背景随着科技的快速发展和全球纺织市场的不断变化,传统的纺织机械生产方式已经难以满足现代纺织品制造的需求。
因此,我们必须进行产业结构改革,引入先进的电脑横机技术,提高纺织品的生产效率和品质。
二、工作原理全成形电脑横机是一种集成了计算机技术、自动控制技术和纺织技术的新型纺织机械。
它通过高精度的传感器和算法,可以实现对纺织物的实时监测和控制,保证纺织品的品质和效率。
具体来说,全成形电脑横机的工作原理如下:1.通过计算机程序控制横机针床的移动,实现不同形状和结构的纺织品编织。
2.利用高精度的传感器监测纺织物的状态,如温度、湿度、压力等,确保编织过程的稳定性。
3.根据预设的程序,自动调整编织过程中的各项参数,如针距、织法等。
4.配备智能化的操作系统,可以实现远程监控和故障诊断,提高生产效率。
三、实施计划步骤1.技术研发:组织技术团队进行全成形电脑横机的研发,包括机械设计、控制系统开发、纺织工艺研究等。
2.实验验证:在实验室环境中对全成形电脑横机进行测试和验证,确保各项功能和性能指标达到预期。
3.样品制作:利用全成形电脑横机制作一批纺织品样品,评估其品质、效率和稳定性。
4.用户反馈:将样品提供给用户进行试用和评估,收集反馈意见,对产品进行改进。
5.批量生产:经过实验验证和用户反馈后,开始全成形电脑横机的批量生产。
四、适用范围全成形电脑横机适用于各种纺织品的生产,如衣物、家居用品、产业用布等。
它的引入可以提高生产效率、降低成本、提高品质,满足现代纺织品市场的需求。
五、创新要点1.集成化的控制系统:全成形电脑横机采用了先进的计算机控制系统,可以实现高精度的纺织物监测和控制。
2.智能化的操作系统:机器配备了智能化的操作系统,可以远程监控机器的运行状态,同时实现故障诊断和预警。
3.自动调整参数:根据实时监测的纺织物状态,自动调整编织过程中的各项参数,提高生产效率和品质。
4.多样化的织法:全成形电脑横机支持多种织法,可以满足不同类型和风格纺织品的生产需求。
电脑横机控制系统的研制
control theory in the processing of design.The control structure becomes more
and mechatronics technology to study the part of machine,control and design system
according to mechatronics product design method and based on the control requirement
守信用”企业。 本次研制开发的电脑横机在取得成功后,预计年销量为约上千台,有着广阔
的市场前景和丰厚的经济效益,对促进我国的电脑横机制造业水平迅速向发达国 家接近有着积极的意义。同时,对电脑横机这样复杂的机电一体化产品,自主技 术开发的成功,将为机电一体化产品的开发提供一个实用案例。
1.1.2本论文研究方法及研究内容
executing components.According to the demand ofwaving,we put forward the control
requirement of CFKM controller.The paper accomplishes design of controller
本课题在立意之初,就刻意避免过去仿造的弯路,力争走出一条新的制造业 发展之路,为提高我国的机械制造业水平贡献一些力量。本课题中,我们采用的 主导指导思想是:从产品的机械动作需要和技术要求出发,运用机电一体化产品 的设计思想,由功能到机械实现,由系统集成到建模仿真,尽量走出仿造的设计 桎梏,自主思考,全新创意,自行设计,使机电一体化设计方法真正发挥功效。 本课题总体设计流程图如图卜l所示。
电脑横机的调试
1、水平校正:机器移动到适当的位置,置入脚碲垫板,调节四个角的高度,调整脚碲垫板上的高度调整螺丝,用水平仪测量,使机器处于水平状态,待确定后,拧紧固定螺丝,防止变位。
2、电源测量:在电源入口处测量,测量三相电源的电压是否正确和符合机器的规定电源要求,确定后,逐线固定,确定无误后方可通电。
3、空运转:在机器的电脑上输入基本参数,进行摇床校正、副罗拉教正、编码器校正、选针时间校正、机头原点校正(具体做法在毕业论文上介绍),待上述做好之后进行空运转,空运转时,调整机头左右(空运转的程序是6+6细目无纱线编织),测试1-8号纱嘴,测试不少于48小时,目的是让新机器的每一个零件得到磨合,针板和导轨上油时间为24小时/次。
4、编织前调整:把机头盖打开,程序为总针数,调整切换器的高度(0.5~0.3MM),切换器的切换头左右吃纱嘴对称,调整毛刷位置,毛刷前后标准为与出针平行而贴在针上,毛刷高度则为吊目(即集圈)高度盖到针头,将所有天线及侧天线调好,沙嘴保持松紧适当,布轮托和主罗拉拉力调整适当(凭经验)。
5、空线起床:先检查纱嘴使用状况(高度、前后、上下的间隙);检查编幅(开针数的状况);度目;速度;罗拉;副罗拉拉力和开合;纱嘴停放点;检查执行书面速度,其底度目20,副罗拉开合20,侧罗拉拉力77,速度100/40%(全速为100,现在速度为40)。
6、6+6细目编织:目的使针路与针板编织融合,使织针在针槽里灵活,并坚持选针情况——有无乱花现象。
7、量度目(线圈大小):度目值为50时,30cm纱线编织出9cm织物,使前后床的各个系统测量的度目一样,针号不同的机型数值不一样。
8、翻针测试:用翻针程序编织翻针测试,看前床和后床与各口间是否有时间差,可移动机头上下来调整翻针的时间差。
9、量度目:观察上述动作正确后在次量度目,因为翻针调节移动机头的上下,造成了度目的变动,因此重复步骤7测量度目。
10、总针校正:用四平目(满针罗纹编织)程序编织测试,看机器喂纱快慢,从织出的布片上比较,调整方法,松开机头上的圆拱螺丝,左右移动机头盒使喂纱平均,使四平目平整。
电脑横机的基本结构与编织原理

TY 电脑横机的基本结构与编织原理电脑横机是一种机电一体化的比较先进的全自动针织机械。
1975 年问世到现在已经发展到了比较完善的程度,TY 电脑横机是我国唯一具有完全知识产权的全自动电脑横机,代表了我国全自动电脑横机研发的最高水平。
与普通的横机比较,具有生产效率高花型变换方便,产品属性易于控制,适编花型范围广泛等优点。
TY-252Q 电脑横机简介:天元电脑横机的主要结构包括控制机构、传动机构、选针和编织机构、摇床机构、换梭机构、送纱机构、牵拉机构和机架八个部分。
1、操纵杆2、急停按钮3、键盘4、显示器5、储纱气6、信号灯7、毛纱8、机头9、梭杆10、导纱器11、电子挑线架12、边线架13、前护罩14、起底板15、侧柜一、机器的控制机构机器的控制机构包括电控箱、键盘、显示器、以及各种电器执行元件和信号传感器等。
它的作用主要是进行程序(花型、压针等控制程序)的输入.计算、控制、显示以及信号的反馈。
程序的输入途径为磁盘和USB 输入。
但各类磁盘都易受外界磁场、紫外线、潮湿、温度等因素的破坏,所以存放环境一定要符合其说明书的要求,现已基本不用。
U 盘输入方式有存储量大、输入速度快、操作方便等优点。
控制部分的主体是电控箱,由开关电源、信号转换及控制电路、工控计算机四类部件组成。
工控计算机储存着已输入的程序,并根据输入的程序对机器进行控制和对各种反馈信号进行处理,是控制的核心部分。
信号转换及控制电路是用于数字和模拟信号之间的转换,并解析指令控制其他电器元件的电源,具体作用详见后面电路原理部分。
监视系统为一面彩色液晶显示器,特殊机型采用彩色台式显示器。
用于来对程序的输入、修改、检测以及机器的编织过程进行实时监视。
信号反馈系统通过光敏管、霍尔元件等各种光、磁场、电场传感器提供机器所处状态或位置的各种信息(如机头计数、压针状态、摇床状态等)由控制盘运算.系统进行处理。
二、各三角装配示意如下图序号名称序号名称序号名称序号名称1 上栏针L 14 上栏针中27 提花针上栏针L 40选针器2筒口调节三角15压针三角L28选针器41活动起针三角L3 回针三角16起成圈三角29 小压板l 42 提花针上栏针中14 压针三角L 17 30 活动起针三角L 43 小压板L5 移圈三角L 18 移圈三角L 31 下栏针L 44 小压板中6 眉毛三角19 眉毛三角32 小压板中45 复位三角7 起成圈三角20接圈三角33提花针上栏针中246不织压板8 接圈三角21移圈上栏针34复位三角47提花针上栏针中 29 移圈上栏针22 移圈三角R 35不织压板48 小压板R10 移圈上栏针23 压针三角R 36 小压板R 49 活动起针三角R 11 压针三角R 24 上栏针R 37 活动起针三角R 50选针器12 回针三角中25筒口调节三角38选针器51 下栏针R13筒口调节三角26回针三角R39下栏针中52提花针上栏针R零件简图5、10、 18、22 移圈三角6、19 眉毛三角26 回针三角 R 29、 36、 43、 48 小压板7、16 起成圈三角 9、 21 移圈上栏针 8、20 接圈三角12 回针三角中11 压针三角 R 14 上栏针中 24 上栏针 R33、 47 提花针上栏针中 250、40、38、28 选针器30、37、41、49 活动起针三角L、R32、44 小压板中33、47 提花针上栏针中235、46 不织压板34、45 复位三角28 提花针上栏针中1三、 选针和编织机构TY 系列天元电脑横机的编织机构主要由组合织针、三角机构和选针机构组成。
全自动电脑横机操作调试和维修方法
全自动电脑横机操作调试和维修方法一、概述全自动电脑横机作为一种高效、精准的印刷设备,被广泛应用于出版、包装等行业。
本文将介绍全自动电脑横机的操作调试和维修方法,旨在帮助读者更好地掌握这一设备的使用和维护。
二、操作调试方法1. 准备工作在操作调试之前,需要先进行准备工作。
包括确认机器接通电源、横机布线和控制系统连接正常等。
2. 系统开机按照说明书上的步骤,将开关启动至ON位置,对系统进行开机操作。
此时,需要仔细观察控制系统的显示屏,确保系统正常运行。
3. 传动模块调试传动模块是全自动电脑横机的重要组成部分,需要进行细致的调试。
通过调整传动模块的速度和间隙,确保传动过程平稳无误。
4. 印刷模块调试印刷模块是全自动电脑横机的核心组件,需要进行精细的调试。
通过调整印刷模块的压力和位置,确保印刷质量达到要求。
5. 码垛和封箱模块调试码垛和封箱模块是全自动电脑横机的后续工序,需要调试得当。
通过调整码垛和封箱模块的动作和位置,确保产品包装完好。
三、维修方法1. 故障诊断当全自动电脑横机出现故障时,需要进行准确的诊断,找出故障点。
可以通过观察设备工作状态和检查故障代码等方式进行诊断。
2. 维修步骤在确定故障点后,需要进行维修工作。
首先,切断电源,并确保设备处于安全状态。
然后,根据故障原因选择相应的维修方法,如更换零部件、调整传感器位置等。
最后,测试修复后的设备,确保故障彻底解决。
3. 维护保养为了保证全自动电脑横机的正常运行,需要进行定期维护保养。
包括清洁设备表面、检查传动系统润滑情况、更换耗损零部件等。
定期保养可以延长设备寿命、提高工作效率。
四、注意事项1. 安全第一在进行全自动电脑横机的操作调试和维修过程中,务必注意安全。
避免触摸带电部件、穿戴防护用品、按照相关工作规范操作等。
2. 学习与实践全自动电脑横机的操作调试和维修需要一定的专业知识,建议读者通过学习文献资料、参加培训等方式提高自身水平。
同时,累积实践经验也是关键。
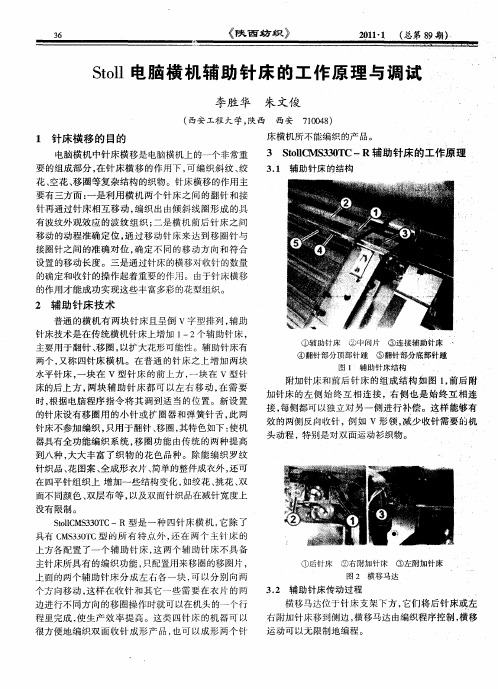
Stoll电脑横机辅助针床的工作原理与调试
5 结 语
辅 助针 床 的产 生对 电脑横机 的工作 效率 的提 高起
很方便 地 编织 双 面 收针 成 形 产 品 , 可 以成 形两 个 针 也
横移马达位于针床支架下方 , 它们将后针床或左 右 附加 针床 移到侧 边 , 移马达 由编织程 序控制 , 移 横 横
运 动可 以无Biblioteka 限制地 编程 。 21・ ( 011 总第8期) 9
《 西纺 织 》 陕
要有三 方 面 : 是利 用 横 机两 个 针床 之 间 的 翻针 和接 一
朱文俊
70 4 ) 10 8
r ●
( 西安 工程 大 学 , 西 西安 陕
床 横 机所不 能编织 的产 品。
3 tl MS 3 T Sol 30 C—R辅助针床 的工作原理 C
3 1 辅助 针床 的结构 . .
头 动程 , 特别 是对 双面运 动衫织 物 。
针织 品 、 图案 、 花 全成形 衣 片 、 简单 的整件成 衣外 , 可 还
在 四平 针 组织 上 增加 一些 结构 变化 , 如绞 花 、 花 、 挑 双 面不 同颜 色 、 双层 布等 , 以及双面针 织 品在 减针宽度 上
没有 限制 。
上面 的两个 辅 助 针床 分 成 左 右各 一块 , 以分别 向两 可
个方 向移 动 , 样 在 收针 和 其 它一 些需 要在 衣 片 的两 这
①后针床 ②右附加针床 ③左附加针床 、
图 2 横 移 马达
3 2 辅助 针床传 动过程 .
边进 行不 同方 向 的移 圈操 作时就 可 以在机 头 的一个 行 程里 完成 。 使生 产 效 率 提 高 。这类 四针 床 的机器 可 以
电脑横机摇床横移运动控制研究

[1]杨成忠,王志 平.基 于 工 业 控 制 计 算 机 的 电 脑 横 机 控 制 系 统 [J].针 织 行 业 ,2005(5):16-18.
[2]胡 红.新型横机构造与编织[M].1版.北 京:中 国 纺 织 出 版 社 ,2000:34-51.
[3]雷 杰,朱文俊,臧衍乐.国 产 电 脑 横 机 选 针 过 程 分 析 及 常见故障排 除 [D].西 安:西 安 工 程 大 学 纺 织 与 材 料 学 院 ,2010.
1 摇 床 横 移 运 动 位 置 控 制 原 理
摇床横移运动的位置采用闭环控制。 在伺服电机选型时为了克服针床的惯性力矩, 往往需要选取相应转矩的电机。伺服驱动系统为闭 环控制,驱动器可直 接 对 电 机 编 码 器 反 馈 信 号 进 行 采 样 ,内 部 构 成 位 置 环 和 速 度 环 ,一 般 不 会 出 现 步 进 电机的丢步或过 冲 的 现 象,控 制 性 能 更 为 可 靠。 针 床横移是由伺服电 机 带 动 丝 杆 传 动 来 实 现 的,因 此 针 床 的 横 移 也 是 闭 环 控 制 ,如 图 1 所 示 。
(7)
由式 (4)、式 (5)、式 (6)、式 (7)分 别 得 到
constantA 到 达 加 速 位 置,constantH 到 达 匀 速 位
置 ,decelerate1 到 达 减 速 1 的 位 置 ,decelerate2 到 达 减速2的位置。 这 里 的cur_positon 是 当 前 相 对 零 位的 绝 对 位 置,destination_positon 是 摇 床 动 作 后 相对零位的绝对位置。
· 24 ·
研究报告
2012 年
第1期
图 1 针 床 横 移 闭 环 控 制 系 统
全自动电脑横机花型准备和控制系统的研究的开题报告
全自动电脑横机花型准备和控制系统的研究的开题报告
一、选题背景
电脑横机花型具有高效、灵活、准确的特点,广泛应用于纺织、服装等行业。
然而,目前市场上的电脑横机花型控制系统存在一些问题,如功能简单、操作复杂等,难以满足现代化的生产需求。
因此,本项目旨在研究开发一款全自动电脑横机花型准备和控制系统,以提高生产效率和品质水平。
二、研究目的
本项目旨在研究开发一款全自动电脑横机花型准备和控制系统,实现以下目标:
1. 提高生产效率:通过自动化控制,减少人工操作,提高生产效率。
2. 提高品质水平:通过精准的控制系统,保证花型的准确度和稳定性。
3. 降低人工成本:减少人工操作,降低生产成本。
三、研究内容
本项目将从以下几个方面展开研究:
1. 设计全自动电脑横机花型准备和控制系统的硬件结构和软件架构。
2. 开发控制系统的软件程序,实现花型的自动生成和准备,实现自动化操作。
3. 开发花型控制算法,实现花型的精确控制和调整。
4. 设计用户界面,方便操作和管理系统。
四、研究方法
本项目将采用以下研究方法:
1. 文献调查法:对目前国内外电脑横机花型控制系统的发展现状进行分析,并收集相关文献资料。
2. 理论研究法:通过理论研究,掌握花型生成和控制的基本原理和方法,为系统设计提供理论基础。
3. 软件开发法:根据研究目标,采用软件开发方法,实现控制系统的程序开发。
4. 实验研究法:通过实验测试,验证系统的稳定性和性能指标。
五、预期成果
本项目预期将研制出一款全自动电脑横机花型准备和控制系统,实现花型自动生成、准备和精确控制,提高生产效率和品质水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图3 EPWM 模块输出驱动的原理图
x1=2×a×sypemecdntstep2
(1)
x2=s2pe×ead
(2)
x1
x3= (∑(ympluse_perstep2×i))+ i=1
(2×ymcntstep2×x1×ympluse_perstep1)
(3)
这里的x1、x2、x3 是 中 间 变 量,speed 是 要 达 到 的速度值,a 是频率加速度的值,ymcntstep2 是 给 定 的累加 改 变 量 的 值 为 5,ympluse_perstep1 的 值 为 3,代表2个脉冲,ympluse_perstep2 的 值 为 1,代 表 1 个 脉 冲 。 由 式 (1)、式 (2)、式 (3)得 到 以 下 式 子 。
· 24 ·
研究报告
2012 年
第1期
图 1 针 床 横 移 闭 环 控 制 系 统
2 EPWM 模块信号产生及硬件电路设计
2.1 位 置 控 制 信 号 的 产 生 对称 PWM 信 号 关 于 PWM 周 期 中 心 对 称,对
称 PWM 信号相对 非 对 称 PWM 信 号 的 优 势 在 于, 在每个 PWM 周期的开始和结束处有两个无效的区 段。相对作用于 交 流 电 机 对 称 PWM 信 号 比,非 对 称的 PWM 信 号 产 生 的 谐 波 更 小[4-6],根 据 EPWM 模块 的 功 能,可 以 改 变 PWM 脉 冲 频 率 做 到 无 级 调 速 ,如 图 2 所 示 。
10.69
4 结 论
研究 了 基 于 TMS320F28335 电 脑 横 机 摇 床 横 移控制系统。将这个算法通过软件编程的方式作用 于实际运用中,有效 地 解 决 丝 杆 机 构 在 高 速 运 动 情 况下对摇床机械造成损害。经过算法处理后的摇床 横移控制系统有明 显 的 特 点,与 传 统 的 开 环 控 制 系 统 相 比 ,系 统 处 理 速 度 更 快 、更 精 准 、更 平 稳 ,稳 定 性 高 ,具 有 一 定 运 用 价 值 。
参考文献:
[1]杨成忠,王志 平.基 于 工 业 控 制 计 算 机 的 电 脑 横 机 控 制 系 统 [J].针 织 行 业 ,2005(5):16-1织 出 版 社 ,2000:34-51.
[3]雷 杰,朱文俊,臧衍乐.国 产 电 脑 横 机 选 针 过 程 分 析 及 常见故障排 除 [D].西 安:西 安 工 程 大 学 纺 织 与 材 料 学 院 ,2010.
0 引 言
全自动电脑横机是一种机电一体化程度很高的 针织机械 ,它 是 由 传 动 系 统 、摇 床 系 统 、送 纱 系 统 、牵 拉系统 、密度调 节 系 统 等 部 分 组 成 ,各 系 统 之 间 的 高 效密切配 合,完 成 编 织 动 作[1-2]。摇 床 的 横 移 速 度 和 定 位 精 度 直 接 影 响 着 横 机 的 工 作 性 能 ,摇 床 横 移 运 动 平 稳 性 差 ,会 引 起 较 大 的 振 动 ,影 响 机 械 的 使 用 寿 命 , 前 后 针 床 相 对 位 置 出 错 不 仅 会 使 编 织 错 乱 ,还 可 能 引 起织针和机头 成 圈 机 构 损 坏[3],因 此,摇 床 横 移 不 仅 要有较高的速度和平稳性以提高工作效率和降低机 械 振 动 ,而 且 需 要 较 高 的 定 位 精 度 以 满 足 正 确 编 织 的 位 置 要 求 ,目 前 摇 床 横 机 运 动 的 驱 动 方 式 主 要 有 力 矩
表 1 12 针 机 实 验 数 据
项目
L4
L3
L2
L1
RO R0* R0t R1
R2
R3
编织位 R
横移位置/mm 28.47 26.35 24.23 22.12 20.00 18.94 19.15 17.88 15.77 13.65
R4 11.53
翻针位 T 横移位置/mm 27.62 25.50 23.38 21.27 20.00 18.94 19.15 17.03 14.92 12.81 注:1.翻针位 T=0.85mm,2.1支针=2.117mm,3.基准量表=20mm
(7)
由式 (4)、式 (5)、式 (6)、式 (7)分 别 得 到
constantA 到 达 加 速 位 置,constantH 到 达 匀 速 位
置 ,decelerate1 到 达 减 速 1 的 位 置 ,decelerate2 到 达 减速2的位置。 这 里 的cur_positon 是 当 前 相 对 零 位的 绝 对 位 置,destination_positon 是 摇 床 动 作 后 相对零位的绝对位置。
关 键 词 :横 机 控 制 系 统 ;摇 床 系 统 ;EPWM;算 法 设 计 中图分类号:TS183.4 文献标识码:A 文章编号:1009-265X(2012)01-0024-03
Automated Flat Knitting Machine Rocking Sliding Motion Control CHEN Qibin,HU Xudong,PENG Laihu,ZHANG Hua
1 摇 床 横 移 运 动 位 置 控 制 原 理
摇床横移运动的位置采用闭环控制。 在伺服电机选型时为了克服针床的惯性力矩, 往往需要选取相应转矩的电机。伺服驱动系统为闭 环控制,驱动器可直 接 对 电 机 编 码 器 反 馈 信 号 进 行 采 样 ,内 部 构 成 位 置 环 和 速 度 环 ,一 般 不 会 出 现 步 进 电机的丢步或过 冲 的 现 象,控 制 性 能 更 为 可 靠。 针 床横移是由伺服电 机 带 动 丝 杆 传 动 来 实 现 的,因 此 针 床 的 横 移 也 是 闭 环 控 制 ,如 图 1 所 示 。
constantA=cur_positon+x2×perstep1
(4)
constantH =cur_positon+x3
(5)
decelerate1=destination_positon-x3
(6)
decelerate2=destination_positon-x2×ympluseperstep1
根据上面算法通过编程的形式作用到实际的试
验中,摇床横移过程 中 在 以 上 算 法 得 出 的 速 度 与 位
置之间 的 S 型 关 系,如 图 4 所 示,以 及 实 验 结 果 动 作 ,如 图 5、表 1 所 示 。
· 25 ·
2012 年
第1期
研究报告
图4 摇床横移过程中的 S型方式
图 5 针 床 的 位 置
2012 年
第1期
研究报告
电脑横机摇床横移运动控制研究
陈 其 斌 ,胡 旭 东 ,彭 来 湖 ,张 华
(浙 江 理 工 大 学 现 代 纺 织 装 备 技 术 教 育 部 工 程 研 究 中 心 ,杭 州 310018)
摘 要:为 解 决 全 自 动 电 脑 横 机 摇 床 横 移 运 动 的 振 动 噪 声 问 题 ,提 高 摇 床 横 移 的 速 度 、平 稳 性 和 准 确 性, 设计基于 TMS320F28335内置 EPWM 模块的电脑横 机 摇 床 控 制 系 统。 对 摇 床 横 移 运 动 特 性 及 控 制 要 求 进 行分析,阐述了 EPWM 模块产生摇床驱动电机控制信号的原理及 详 细 配 置 方 案 ,并 给 出 了 相 关 硬 件 电 路,提 出了一种利用 EPWM 调频功能实现摇床 S形调速及精确定位的控制算法。
收 稿 日 期 :2011-05-18 作 者 简 介 :陈其斌(1988-),男,浙 江 温 州 人,硕 士 研 究 生,主 要从事机电控制及自动化方面的研究。 通 讯 作 者 :胡旭东,E-mail:xdhu@zstu.edu.cn
电机驱动、步进电机驱动、伺服电机驱动等,控制方式 上分为开环控制与闭环控制。根据摇床横移运动特 性及控制要求 ,选 择 伺 服 电 机 驱 动 ,利 用 伺 服 驱 动 器 的位置闭环控制算法实现摇床横移运动的精确定位 要求,并采用 TMS320F28335内置 EPWM 模 块 的 无 极调频功能实现摇床 S形调速控制,以实现摇床横移 运动控制精确、高速、平稳的性能要求。
(School of Machinery and Automation,Zhejiang Sci-Tech University,Hangzhou 310018,China)
Abstract:This paper studied how to eliminate the vibration and noise of the automated flat knitting machine and improve the moving speed,stability,accuracy of the knitting machine, design the automated flat knitting machine control system based on TMS320F28335inside EPWM module.The sliding motion characteristics of shaker and its control requirements were analyzed.Drive motor control signal generation principle of the EPWM module and its detailed configuration ways were described.The circuit of associated hardware was provided. A control algorithms which enable the shaker realize S shape timing and precise position by the change the frequency function of the EPWM module,was presented. Key words:control system of knitting machine;shaking system;EPWM;design of the algorithm