板形理论——高温带钢板形计算
BQB301-2009-热连轧钢板及钢带的尺寸、外形、重量及允许偏差
将钢板自由放在平面上,除钢板本身重量外不施加任何压力,测量钢板下表面与平面之间的最 大距离,如图 1 所示。 7.4 镰刀弯
钢板或钢带凹形侧边与连接测量部分两端点的直线之间的最大距离,如图 2 所示。对于长度小
于 5000mm 的钢板,钢板的测量长度为实际长度;对于长度≥5000mm 的钢板,钢板的测量长度为 5000mm。 7.5 脱方度(切斜)u
±0.12
>1.50~2.00 ±0.17 ±0.13 ±0.19
±0.14
>2.00~2.50 ±0.18 ±0.14 ±0.21
±0.15
>2.50~3.00 ±0.20 ±0.15 ±0.22
±0.17
>3.00~4.00 ±0.22 ±0.17 ±0.24
±0.18
>4.00~5.00 ±0.24 ±0.19 ±0.26
切边
+3 0 +5 0 +6 0
公称宽度
120~≤160 >160~250 >250~600 >600~900
表 5 纵切钢带的宽度允许偏差
mm
在下列厚度时的宽度允许偏差
≤4.0
+1 0 +1 0 +2 0 +2 0
>4.0~8.0
+2 0 +2 0 +2.5 0 +2.5 0
>8.0
+2.5 0
+2.5 0 +3 0 +3 0
±0.26 ±0.21 ±0.27 ±0.22
±0.28 ±0.22 ±0.29 ±0.23
±0.29 ±0.23 ±0.31 ±0.25
±0.31 ±0.25 ±0.35 ±0.28
±0.34 ±0.27 ±0.40 ±0.32
热轧带钢生产中的板形控制范本

热轧带钢生产中的板形控制范本热轧带钢生产中的板形控制是一个关键的工艺环节, 对于产品的质量和成本都有着重要的影响。
本文将从板形控制的目标、过程、方法以及优化等方面进行详细的介绍。
一、板形控制的目标热轧带钢的板形控制的主要目标是使得钢带的板形达到设计要求, 即保持带钢在轧机出口处的平直度和边部的整齐度, 同时减小带钢在轧机出口处的侧弯、扭曲和波浪板形等缺陷。
对于一些对称性较好的带钢产品, 还需保持带钢两端表面与轧机的同心度。
二、板形控制的过程热轧带钢板形控制的过程主要包括前段控制、中段控制和后段控制三个阶段。
1.前段控制: 前段主要包括热轧连铸过程和热轧过程中的预弯矫直机、厚度控制等过程。
这一阶段的目标是减小带钢的不均匀厚度分布, 控制带钢的凸度和波浪度, 为后续的板形控制打下基础。
2.中段控制: 中段主要包括轧制机组控制和冷却控制等过程。
通过控制轧机的速度、压下力以及冷却速度等参数, 调整带钢的板形。
在轧制机组控制上, 采用辊形调整、辊系控制等技术手段来改变带钢板形。
在冷却控制上, 通过改变冷却方式、喷水的位置和喷水量等参数来调整带钢的板形。
3.后段控制:后段主要包括带钢的拉直和切割等过程。
通过采用拉直机进行带钢的拉直,使得带钢在轧机出口处达到平直度的要求。
同时,通过切割机对带钢进行切割,保证带钢的两端表面与轧机的同心度。
三、板形控制的方法热轧带钢板形控制的方法主要包括参数调整法、辊形调整法和辊系控制法。
1.参数调整法: 通过调整轧机的速度、压下力、冷却速度等参数来控制带钢的板形。
这种方法操作简单, 但对于复杂的板形控制要求, 效果较差。
2.辊形调整法: 通过调整辊系的形状来改变带钢板形。
辊形调整主要包括辊筒调整和辊系调整两种方法, 通过改变辊系的形状, 调整辊系的凸度、侧弯等参数来控制带钢板形。
3.辊系控制法:辊系控制主要是通过辊系控制技术来改变辊系间的关系,从而改变带钢的板形。
辊系控制主要包括辊系窜凸控制、动力控制和形态控制等方法,这些方法可以实现对辊系间的力学和几何关系进行控制,进而控制带钢的板形。
板式换热器的计算方法
板式换热器的计算方法板式换热器的计算是一个比较复杂的过程,目前比较流行的方法是对数平均温差法和NTU 法。
在计算机没有普及的时候,各个厂家大多采用计算参数近似估算和流速-总传热系数曲线估算方法。
目前,越来越多的厂家采用计算机计算,这样,板式换热器的工艺计算变得快捷、方便、准确。
以下简要说明无相变时板式换热器的一般计算方法,该方法是以传热和压降准则关联式为基础的设计计算方法。
以下五个参数在板式换热器的选型计算中是必须的:总传热量(单位:kW).一次侧、二次侧的进出口温度一次侧、二次侧的允许压力降最高工作温度最大工作压力如果已知传热介质的流量,比热容以及进出口的温度差,总传热量即可计算得出。
温度T1 = 热侧进口温度 * A3 F7 y& G7 S+ QT2 = 热侧出口温度 3 s' _% s5 s. T" D0 q4 bt1 = 冷侧进口温度 & L8 ~: |; B: t2 M2 w$ zt2= 冷侧出口温度热负荷热流量衡算式反映两流体在换热过程中温度变化的相互关系,在换热器保温良好,无热损失的情况下,对于稳态传热过程,其热流量衡算关系为:0 B N/ I" A+ m0 z' H9 ~(热流体放出的热流量)=(冷流体吸收的热流量)在进行热衡算时,对有、无相变化的传热过程其表达式又有所区别。
(1)无相变化传热过程式中Q----冷流体吸收或热流体放出的热流量,W;# Q/ p3 p: I4 ~0 N' I) Wmh,mc-----热、冷流体的质量流量,kg/s;+ Z: I9 b- h9 h" r3 P) {/ ^Cph,Cpc------热、冷流体的比定压热容,kJ/(kg·K);6 L8 t6 b3 o& m/ nT1,t1 ------热、冷流体的进口温度,K;T2,t2------热、冷流体的出口温度,K。
《板形控制方法》课件

当轧制力增大时,轧机的弹塑性 变形程度增加,轧材的延伸率增 大,从而使得板材的横向厚度差 减小,板形趋向于平坦。
重要因素
•·
然而,过大的轧制力可能导致轧 机负荷过大,影响轧机的稳定性 和寿命,同时也会使得轧材表面 粗糙度增加,影响产品质量。
轧制温度对板形的影响
关键因素
同时,轧材温度的均匀性也会影响板形 的质量。温度不均匀会导致轧材的变形 不均匀,进一步影响板形的平整度。
当轧材温度升高时,其变形抗力减小, 轧机的功率消耗降低,有利于提高轧机 的生产效率。
轧制温度是影响板形的关键因素之一。 在轧制过程中,轧材的温度变化会影响 其变形抗力和轧机的功率消耗。
•·
轧制速度对板形的影响
间接影响
轧制速度对板形的影
•·
响是间接的,主要通
过影响轧机的振动特
性和轧材的变形过程
来影响板形。
02
板形是衡量板带材质量的一项重 要指标,对于后续加工和使用具 有重要影响。
板形的重要性
良好的板形可以提高板带材的平直度 、表面质量和整体性能,从而满足各 种加工和使用的需求。
不良的板形会导致板带材出现波浪、 翘曲、瓢曲等缺陷,影响其使用性能 和外观质量。
板形控制技术的发展历程
1
早期的板形控制技术主要依靠经验和实践,通过 调整轧机参数和操作技巧来控制板形。
详细描述
通过机器学习和人工智能技术,可以对板形控制过程中的数据进行实时分析和处理,实 现更加精准和智能的控制效果。同时,利用深度学习等技术,可以对板形控制算法进行
优化和改进,进一步提高控制精度和效率。
多目标优化与协同控制在板形控制中的研究
总结词
多目标优化和协同控制是当前控制领域 研究的热点问题,将其应用于板形控制 中具有重要的意义。
热连轧带钢板形控制
4 5
∞
用一些特殊辊形 曲线 , H C高效变凸度工 作辊辊形 , C 如 V V R变接触支
撑辊辊形等。 1 0
: 7
1 4
.
圜
耀掰
鳓
幽隧霸强嚣蒋图鬣黼
蘑蘸麓 麓
霪
32 在 生 产 中, . 负荷 分 配 常 常是 根 据 经验 进 行 分 配 , 然 快 捷 、 效 , 虽 有 也 能 满 足 生 产 的 需 要 , 是 所 给 出 的 负 荷 并 不 是 最 优 的 , 没 有 充 分 但 也 考 虑 对 板 形 的 影 响 , 往 后 几 个 机 架 负 荷 分 配 的 不 合 理 , 影 响平 坦 往 将 度 的 控 制 , 至 出 现 板形 缺 陷 。希 望 尝 试 采 用 能 够兼 顾 板形 的智 能 优 甚 化 负荷 分 配 。 33 采 用 常规 的抛 物 线 辊 形 ,板 形 控 制 中弯 辊 力 是 主 要 的 板 形 调 控 _ 手段 。 于 窄 带 钢 的 板形 调 控 能 力 差 . 常部 分 弯 辊 力 达 到 最பைடு நூலகம்低 限 , 对 经 失 去控 制 能 力 。 正 补偿 目标 凸 度 效 果 有 限 , 需 要 采 用 特 殊 曲线 辊 形 , 修 仍 改 善 对 窄 带 钢 弯 辊力 调 控 能 力 。 34 当出 现 带 坯 温 度 不 均 匀 , 轧 温 度 控 制 过 高 或 过 低 时 , 制 力 会 . 终 轧
21 年 01
第 l 期 1
S IN E&T C N L G F R A I N CE C E H O O YI O M TO N
0机械 与电子 。
科技信息
板材理论重量及相关基础知识

板材理论重量计算1、钢板理论重量计算公式:厚度(单位mm)×宽度(单位mm)×长度(单位mm)×7.85(国标密度)÷1000000000壹后面九个零=重量(单位吨)钢板四切边是理论计算重量,毛边或者两切是过磅计重。
压力容器用钢板理论计算重量附加值请点击这里参阅。
2、方钢每米重量=0.00786×边宽×边宽3、六角钢每米重量=0.0068×对边直径×对边直径4、八角钢每米重量=0.0065×直径×直径5、螺纹钢每米重量=0.00617×直径×直径6、等边角钢每米重量=边宽×边厚×0.0157、扁钢每米重量=0.00785×厚度×宽度8、无缝钢管每米重量=0.02466×壁厚×(外径-壁厚)9、电焊钢每米重量=无缝钢管10、圆钢每米重量=0.00617×直径×直径11、黄铜管:每米重量=0.02670*壁厚*(外径-壁厚)12、紫铜管:每米重量=0.02796*壁厚*(外径-壁厚)13、铝花纹板:每平方米重量=2.96*厚度14、有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.3715、有色金属板材的计算公式为:每平方米重量=比重*厚度16、方管: 每米重量=(边长+边长)×2×厚×0.0078517、不等边角钢每米重量=0.00785×边厚(长边宽+短边宽--边厚)18、工字钢每米重量=0.00785×腰厚[高+f(腿宽-腰厚)]19、槽钢每米重量=0.00785×腰厚[高+e(腿宽-腰厚)]专业术语:1、两切2、四切3、两毛4、四切三探正火(容器板)5、热轧卷6、开平理计基础知识:1、按厚度分类:薄板4mm、中板4—20mm、厚板20—60mm、特厚板60mm以上2、按生产分类:热轧钢板、冷轧钢板3、表面特性分类:(1)、镀锌板(热镀锌板、电镀锌板)(2)、镀锡板(3)、复合钢板、(4)、彩色涂层钢板4、用途分类:桥梁钢板、锅炉钢板、造船钢板、装甲钢板、汽车钢板、屋面钢板、结构钢板、电工钢板(电工板)、弹簧钢板钢板材质普板Q235B、锰板Q345B、Q345C、Q345D、SM490A、Q390GJD—Z25、Q420GJC—Z15、容器板Q345R、碳结板S50C、碳结板45#、Q345D钢板Q345D为低合金板1 牌号表示方法钢的牌号由代表屈服强度的汉语拼音字母,屈服强度数值,质量等级符号三个部分组成,例如:Q345D。
钢材理论重量计算公式-钢材面积计算公式

钢材理论重量计算公式-钢材面积计算公式1.钢板重量计算公式公式:7.85×长度(m)×宽度(m)×厚度(mm) 例:钢板6m(长)×1.51m(宽)×9.75mm(厚) 计算:7.85×6×1.51×9.75=693.43kg2.钢管重量计算公式公式:(外径-壁厚)×壁厚mm×0.02466×长度 m例:钢管 114mm(外径)×4mm(壁厚)×6m(长度) 计算:(114-4)×4×0.02466×6=65.102kg3.圆钢重量计算公式公式:直径mm×直径mm×0.00617×长度 m 例:圆钢Φ 20mm(直径)×6m(长度) 计算:20×20×0.00617×6=14.808kg4.方钢重量计算公式公式:边宽(mm)×边宽(mm)×长度(m)×0.00785例:方钢50mm(边宽)×6m(长度) 计算:50×50×6×0.00785=117.75(kg)5.扁钢重量计算公式公式:边宽(mm)×厚度(mm)×长度(m)×0.00785例:扁钢50mm(边宽)×5.0mm(厚)×6m(长度) 计算:50×5×6×0.00785=11.7.75(kg)6.六角钢重量计算公式公式:对边直径×对边直径×长度(m)×0.00068例:六角钢50mm(直径)×6m(长度) 计算:50×50×6×0.0068=102(kg)7.螺纹钢重量计算公式公式:直径mm×直径mm×0.00617×长度 m 例:螺纹钢Φ 20mm(直径)×12m(长度) 计算:20×20×0.00617×12=29.616k8.扁通重量计算公式公式:(边长+边宽)×2×厚×0.00785×长 m 例:扁通100mm×50mm×5mm 厚×6m(长) 计算:(100+50)×2×5×0.00785×6=70.65kg9.方通重量计算公式公式:边宽mm×4×厚×0.00785×长 m例:方通50mm×5mm 厚×6m(长) 计算:50×4×5×0.00785×6=47.1kg10.等边角钢重量计算公式公式:边宽mm×厚×0.015×长 m(粗算) 例:角钢50mm×50mm×5 厚×6m(长) 计算:50×5×0.015×6=22.5kg(表为 22.62)11.不等边角钢重量计算公式公式:(边宽+边宽)×厚×0.0076×长m(粗算) 例:角钢100mm×80mm×8 厚×6m(长) 计算:(100+80)×8×0.0076×6=65.67kg(表 65.676) 其他有色金属12.黄铜管重量计算公式公式:(外径-壁厚)×厚×0.0267×长 m 例:黄铜管20mm×1.5mm 厚×6m(长) 计算:(20-1.5)×1.5×0.0267×6=4.446kg13.紫铜管重量计算公式公式:(外径-壁厚)×厚×0.02796×长 m 例:紫铜管20mm×1.5mm 厚×6m(长) 计算:(20-1.5)×1.5×0.02796×6=4.655k g14.铝花板重量计算公式公式:长m×宽m×厚mm×2.96 例:铝花板 1m 宽×3m 长×2.5mm 厚计算:1×3×2.5×2.96=22.2kg15.黄铜板:比重 8.516.紫铜板:比重 8.917.锌板:比重 7.218.铅板:比重 11.3719.计算方式:比重×厚度=每平方的重量20.注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米21.长方形的周长=(长+宽)×222.正方形的周长=边长×423.长方形的面积=长×宽24.正方形的面积=边长×边长25.三角形的面积=底×高÷226.平行四边形的面积=底×高27.梯形的面积=(上底+下底)×高÷228.直径=半径×229.半径=直径÷230.圆的周长=圆周率×直径=圆周率×半径×231.圆的面积=圆周率×半径×半径32.长方体的表面积= (长×宽+长×高+宽×高)×233.长方体的体积 =长×宽×高34.正方体的表面积=棱长×棱长×635.正方体的体积=棱长×棱长×棱长36.圆柱的侧面积=底面圆的周长×高37.圆柱的表面积=上下底面面积+侧面积38.圆柱的体积=底面积×高39.圆锥的体积=底面积×高÷340.长方体(正方体、圆柱体)的体积=底面积×高41.平面图形42.周长—C,面积—S,43.正方形: a—边长 C=4a ;S=a244.长方形: a、b—边长 C=2(a+b) ;S=ab45.三角形: a、b、c—三边长, H—a 边上的高,s—周长的一半,A,B,C-内角其中 s=(a+b+c)/2 S=ah/2 =ab/2·sinC=[s(s-a)(s-b)(s-c)]1/2 =a2sinBsinC/(2sinA)46.四边形: d,D-对角线长,α -对角线夹角S=dD/2·sinα47.平行四边形: a,b-边长,h-a 边的高,α -两边夹角S=ah =absinα48.菱形: a-边长,α -夹角,D-长对角线长,d-短对角线长S=Dd/2 =a2sinα49.梯形: a 和 b-上、下底长,h-高, m-中位线长S=(a+b)h/2 =mh50.圆: r-半径,d-直径 C=π d=2π rS=π r2 =π d2/451.扇形: r-扇形半径 a-圆心角度数52.C=2r+2π×(a/360)53.S=πr2×(a/360)54.弓形:l-弧长,b-弦长,h-矢高,r-半径,α -圆心角的度数S=r2/2·(π α /180-sinα ) =r2arccos[(r-h)/r] - (r-h)(2rh-h2)1/2 =π α r2/360 - b/·2 [r2-(b/2)2]1/2 =r(l-b)/2 + bh/2 ≈2bh/355.圆环: R-外圆半径,r-内圆半径,D-外圆直径,d-内圆直径S=π (R2-r2) =π (D2-d2)/456.椭圆: D-长轴,d-短轴 S=π Dd/457.立方图形面积 S 和体积 V 正方体 a-边长 S=6a2 V=a358.长方体 a-长,b-宽,c-高 S=2(ab+ac+bc) V=abc59.棱柱: S-底面积,h-高 V=Sh60.棱锥:S-底面积,h-高V=Sh/361.棱台:S1和S2-上、下底面积,h-高V=h[S1+S2+(S1S1)1/2]/362.拟柱体:S1-上底面积,S2-下底面积,S0-中截面积,h-高V=h(S1+S2+4S0)/663.圆柱:r-底半径,h-高,C—底面周长,S底—底面积,S侧—侧面积,S表—表面积C=2πr S底=πr2 S侧=Ch S表=Ch+2S底V=S底h =πr2h64.空心圆柱:R-外圆半径,r-内圆半径,h-高V=πh(R2-r2)65.直圆锥:r-底半径,h-高V=πr2h/366.圆台:r-上底半径,R-下底半径,h-高V=πh(R2+Rr+r2)/367.球:r-半径,d-直径 V=4/3πr3=πd2/668.球缺:h-球缺高,r-球半径a-球缺底半径V=πh(3a2+h2)/6 =πh2(3r-h)/3 a2=h(2r-h)69.球台:r1和r2-球台上、下底半径,h-高V=πh[3(r12+r22)+h2]/670.圆环体:R-环体半径,D-环体直径,r-环体截面半径,d-环体截面直径V=2π2Rr2 =π2Dd2/471.桶状体:D-桶腹直径,d-桶底直径,h-桶高V=πh(2D2+d2)/12 (母线是圆弧形,圆心是桶的中心) V=πh(2D2+Dd+3d2/4)/15 (母线是抛物线形)。
板形理论基础

板形理论基础孙蓟泉北京科技大学板形研究的意义随着汽车、机械行业的发展,热轧带钢用户对热轧带钢的尺寸精度和组织性能提出了更高的要求;热轧板形直接影响冷轧板形质量;后步工序常要求有微小浪形,如罩式退火炉希望来料为微双边浪的板形状态,而有些厂家的连续退火希望对应微中浪的应力状态;板形影响到镀锌层厚度的均匀性,为保证质量要求板形误差越小越好;从后续深加工上看,需要板形优良,如板形好坏影响板材的深冲性能等,如汽车板、家电板等。
带钢横截面轮廓楔形h e1-h e2中心凸度C h =h c -(h e1+h e2)/2 边部减薄h e1-h e3比例凸度C p =C h /h c *100%局部高点和局部低点h e1h e2h e4h e3h c板形及其度量板形所谓板形直观地说是指板材的翘曲程度;其实质是指带钢内部残余应力的分布。
板形不良:带钢中存在残余内应力称为板形不良。
潜在板形不良:带钢中存在残余内应力,但不足以引起带钢翘曲,称为潜在板形不良。
表观板形不良:带钢中存在残余内应力足够大,以致引起带钢翘曲,则称为表观的板形不良。
平直度热轧成品带钢平直度一般指边浪和中浪,并以二次浪为主要控制指标,对于宽度大而厚度很薄的情况才要适当考虑四次浪a-侧弯;b-中浪;c-边浪;d-小边浪;e-小中浪;f-小偏浪带钢的应力分布承载辊缝轧件残力应力 理论分布板形仪显示 应力分布生成浪形双侧边浪中浪四分之一浪边中复合浪单侧边浪+σ0 -σ-σ 0 +σ板形的度量板形度量的目的:定量地表示板形,既是生产中衡量板形质量的需要,也是研究板形问题和实现板形自动控制的前提条件。
因此,人们依据各自不同的研究角度及不同的板形控制思想,采取不同的方式定量地描述板形。
¾相对长度差表示法¾波形表示法¾张力差表示法¾带材断面形状的多项式表示法¾厚度相对变化量差表示法相对长度差表示的板形翘曲带钢(a)及其分割(b)R VaL VLΔLb这是一种比较简单的表示板形的方法,就是取横向上不同点的相对延伸差D L /L 来表示板形。
钢材理论重量计算公式

1.钢板重量计算公式公式:7.85×长度(m)×宽度(m)×厚度(mm)例:钢板6m(长)×1.51m(宽)×9.75mm(厚)计算:7.85×6×1.51×9.75=693.43kg2.钢管重量计算公式公式:(外径-壁厚)×壁厚mm×0.02466×长度m 例:钢管114mm(外径)×4mm(壁厚)×6m(长度)计算:(114-4)×4×0.02466×6=65.102kg3.圆钢重量计算公式公式:直径mm×直径mm×0.00617×长度m 例:圆钢Φ20mm(直径)×6m(长度)计算:20×20×0.00617×6=14.808kg4.方钢重量计算公式公式:边宽(mm)×边宽(mm)×长度(m)×0.00785例:方钢50mm(边宽)×6m(长度)计算:50×50×6×0.00785=117.75(kg)5.扁钢重量计算公式公式:边宽(mm)×厚度(mm)×长度(m)×0.00785例:扁钢50mm(边宽)×5.0mm(厚)×6m(长度)计算:50×5×6×0.00785=11.7.75(kg)6.六角钢重量计算公式公式:对边直径×对边直径×长度(m)×0.00068例:六角钢50mm(直径)×6m(长度)计算:50×50×6×0.0068=102(kg)7.螺纹钢重量计算公式公式:直径mm×直径mm×0.00617×长度m 例:螺纹钢Φ20mm(直径)×12m(长度)计算:20×20×0.00617×12=29.616kg8.扁通重量计算公式公式:(边长+边宽)×2×厚×0.00785×长m例:扁通100mm×50mm×5mm厚×6m(长)计算:(100+50)×2×5×0.00785×6=70.65kg9.方通重量计算公式公式:边宽mm×4×厚×0.00785×长m例:方通50mm×5mm厚×6m(长)计算:50×4×5×0.00785×6=47.1kg10.等边角钢重量计算公式公式:边宽mm×厚×0.015×长m(粗算)例:角钢50mm×50mm×5厚×6m(长)计算:50×5×0.015×6=22.5kg(表为22.62)11.不等边角钢重量计算公式公式:(边宽+边宽)×厚×0.0076×长m(粗算) 例:角钢100mm×80mm×8厚×6m(长)计算:(100+80)×8×0.0076×6=65.67kg(表65.676)其他有色金属12.黄铜管重量计算公式公式:(外径-壁厚)×厚×0.0267×长m例:黄铜管20mm×1.5mm厚×6m(长)计算:(20-1.5)×1.5×0.0267×6=4.446kg13.紫铜管重量计算公式公式:(外径-壁厚)×厚×0.02796×长m例:紫铜管20mm×1.5mm厚×6m(长)计算:(20-1.5)×1.5×0.02796×6=4.655kg14.铝花板重量计算公式公式:长m×宽m×厚mm×2.96例:铝花板1m宽×3m长×2.5mm厚计算:1×3×2.5×2.96=22.2kg黄铜板:比重8.5紫铜板:比重8.9锌板:比重7.2铅板:比重11.37计算方式:比重×厚度=每平方的重量注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米长方形的周长=(长+宽)×2正方形的周长=边长×4长方形的面积=长×宽正方形的面积=边长×边长三角形的面积=底×高÷2平行四边形的面积=底×高梯形的面积=(上底+下底)×高÷2直径=半径×2 半径=直径÷2圆的周长=圆周率×直径=圆周率×半径×2圆的面积=圆周率×半径×半径长方体的表面积= (长×宽+长×高+宽×高)×2长方体的体积=长×宽×高正方体的表面积=棱长×棱长×6正方体的体积=棱长×棱长×棱长圆柱的侧面积=底面圆的周长×高圆柱的表面积=上下底面面积+侧面积圆柱的体积=底面积×高圆锥的体积=底面积×高÷3长方体(正方体、圆柱体)的体积=底面积×高平面图形周长—C,面积—S,正方形:a—边长C=4a ;S=a2长方形:a、b—边长C=2(a+b) ;S=ab三角形:a、b、c—三边长,H—a边上的高,s—周长的一半,A,B,C-内角其中s=(a+b+c)/2 S=ah/2=ab/2·sinC=[s(s-a)(s-b)(s-c)]1/2=a2sinBsinC/(2sinA)四边形:d,D-对角线长,α-对角线夹角S=dD/2·sinα平行四边形:a,b-边长,h-a边的高,α-两边夹角S=ah=absinα菱形:a-边长,α-夹角,D-长对角线长,d-短对角线长S=Dd/2=a2sinα梯形:a和b-上、下底长,h-高,m-中位线长S=(a+b)h/2=mh圆:r-半径,d-直径C=πd=2πrS=πr2=πd2/4扇形:r—扇形半径,a—圆心角度数C=2r+2πr×(a/360)S=πr2×(a/360)弓形:l-弧长,b-弦长,h-矢高,r-半径,α-圆心角的度数S=r2/2·(πα/180-sinα)=r2arccos[(r-h)/r] - (r-h)(2rh-h2)1/2=παr2/360 - b/2·[r2-(b/2)2]1/2=r(l-b)/2 + bh/2≈2bh/3圆环:R-外圆半径,r-内圆半径,D-外圆直径,d-内圆直径S=π(R2-r2)=π(D2-d2)/4椭圆:D-长轴,d-短轴S=πDd/4立方图形面积S和体积V正方体a-边长S=6a2V=a3长方体a-长,b-宽,c-高S=2(ab+ac+bc)V=abc棱柱:S-底面积,h-高V=Sh棱锥:S-底面积,h-高V=Sh/3棱台:S1和S2-上、下底面积,h-高V=h[S1+S2+(S1S1)1/2]/3拟柱体:S1-上底面积,S2-下底面积,S0-中截面积,h-高V=h(S1+S2+4S0)/6圆柱:r-底半径,h-高,C—底面周长,S底—底面积,S侧—侧面积,S表—表面积C=2πrS底=πr2S侧=ChS表=Ch+2S底V=S底h=πr2h空心圆柱:R-外圆半径,r-内圆半径,h-高V=πh(R2-r2)直圆锥:r-底半径,h-高V=πr2h/3圆台:r-上底半径,R-下底半径,h-高V=πh(R2+Rr+r2)/3球:r-半径,d-直径V=4/3πr3=πd2/6球缺:h-球缺高,r-球半径a-球缺底半径V=πh(3a2+h2)/6=πh2(3r-h)/3a2=h(2r-h)球台:r1和r2-球台上、下底半径,h-高V=πh[3(r12+r22)+h2]/6圆环体:R-环体半径,D-环体直径,r-环体截面半径,d-环体截面直径V=2π2Rr2=π2Dd2/4桶状体:D-桶腹直径,d-桶底直径,h-桶高V=πh(2D2+d2)/12(母线是圆弧形,圆心是桶的中心)V=πh(2D2+Dd+3d2/4)/15(母线是抛物线形)。
带钢热轧过程板形控制设定计算数学模型PPT课件
h—带钢厚度; kcr—板材翘曲临界应力系数。
EP、vp—带钢材料的杨氏模量和泊松比。
10
板材翘曲临界应力系数 kcr 的取值
冷轧宽带钢: 产生边波时kcr=12.6,产生中波时则kcr=17.0。 热轧宽带钢:(1700轧机,带宽1000mm) 产生边波时kcr=14,产生中波时kcr=20。
11
外形 g
延伸分布
~200mm
ΔL/L
g—中心波 图1-1 板形缺陷的种类
a—侧弯;b—中波;c—边波;d—侧边波; e—近边波;F—复合波;g—中心波
9
(1) 带钢翘曲的力学条件
根据塑性力学的研究结果钢板发生翘曲的力学条 件可以表示为:
cr
kcr
2Ep 12(1p)
h2 B
(1-1)
式中:cr—带钢发生翘曲的临界应力;B—带钢宽度;
相对长度差,以mon/cm表示:
s
104
L Lb
(1-5)
b 为测量长度差 L 两点间的距离
18
加拿大的板形表示方法
加拿大铝公司取横向上最长和最短纵条之间的相 对长度差作为板形单位,称为I单位;一个I单位相当于 相对长度差为10-5,板形表示(1-6)式。
St
105 L L
(1-6)
式中:∑St—带钢板形, I—10-5; ΔL—带钢纵向延伸差,mm; L—最短纵条的长度,mm。
14
常用的良好板形几何关系
设轧前带钢中心和边部的厚度分别为Hc和He, 轧后相应的厚度为hc和he,由式(1-3) 得:
h c h e h c H c h c h e H c H e h c h e h e
H c H e h e H e h e
7 中厚板板凸度和板形控制技术解析

7中厚板板凸度和板形控制技术7.1板凸度和板形的基本概念中厚板生产是钢铁生产过程的重要组成部分,板凸度和平直度是重要的质量指标。
近年来,在中厚板轧制中,普遍采用大压下轧制、低温轧制等技术,轧制力大幅增加,板凸度和平直度控制的问题也更加突出。
本章将就中厚板板凸度、平直度控制时应考虑的影响因素及具体的数学模型进行讨论。
所谓板形(plate shape),通常指的是平直度(flatness),或称翘曲度,俗称浪形,即沿中厚板长度方向上的平坦程度;而在板的横向上,中厚板的断面形状(profile),即板宽方向上的厚度分布也非常重要。
断面形状包括板凸度、边部减薄及断面形状等一系列概念。
其中,板凸度(plate crown)是最为常用的横向厚度分布的代表性指标。
7.1.1板凸度中厚板板凸度可以定义为轧件横断面上中心处厚度与边部某一代表点(一般指离实际轧件边部40mm处的点)处厚度之差值(图7-1),即C h=h c-h c (7-1)式中h c——钢板横断面上中心处的厚度;h c——钢板横断面上边部某一点代表处厚度。
7.1.2边部减薄轧后板材在90%的中间断面大致具有二次曲线的特性,而在接近钢板边部处,厚度迅速减小,发生边部减薄现象。
工业应用中,板凸度指除去边部减薄区以外断面中间和边部厚度差。
边部减薄也是一个重要的断面质量指标。
边部减薄量直接影响到边部切损的大小,与成材率有密切关系。
边部减薄表示为:C e=h el-h e2(7-2)式中C e——板带钢的边部减薄;h el——边部减薄区的厚度;h e2——骤减区的厚度。
7.1.3 中厚板断面形状的表达式中厚板的板形与中厚板断面形状有关,所以为了控制中厚板的平直度,也可以将中厚板的板形用断面形状参数来表述。
钢板的断面形状可以用轧件厚度^(z)和板宽方向离开中心线距离x之间的多项式来表示,即h(x) = h c+a1x+a2x2+a3x3+a4x4(7-3)式中h c——嘲。
板形环受热变形有限元分析及理论计算研究
第 4期
Байду номын сангаас
有 色 金 属 加 工
NONFE RROUS MET S PROCESSI AL NG
Vo141 NO. . 4
21 0 2年 8月
Au st2 2 gu 01
-
;
: I
.
t
板 形 环 受 热 变形 有 限元 分 析及 理 论计 算 研 究
( 1 )
其中, p为材 料密度 , 为 比热 , C 为导 热 系 数 , 为 t 时 间 , 为 板 形 环 内某 一 点 在 时 刻 的 温 度 , 示 为 r 表 ,
(, t ; r ) ∞为单位 时 间内单位 体积 发热 源 的发热 量 。 ,
传 热 问题 的三类边 界条 件可 分为 : 第 一类边 界条 件 , 出任 何 时刻 物 体边 界 上 的分 给 布, 表示 为 :
1 板 形 环 传 热 的 数 学模 型
对 于 工 程 技 术 问题 , 过建 立 数 学 模 型 , 用 解 通 应
t 0 w=T r t > ,T (, ) ,
() 2
析法 可获 得解 。但 大多数 情 况下 , 数学 模 型都 包 含 了
复杂 的非 线 性 微 分 方 程 和 边 界 条 件 , 析 法 很 难 应 解
物理模 型 离散成 有 限个单 元 , 过设 定 初 始条 件 和 边 通
界条 件 , 助 计 算 机 求 解 每 个 单 元 对 应 的 线 性 方 程 借 组 , 而获 取满 足工 程需 要 的 数值 解 。对 板形 环 传 热 从
收 稿 日期 :0 2—0 21 1—1 7
式中, g 为物 体边 界上 的热流 密度 。
钢板的理论重量计算
钢板的理论重量计算:板长×板宽×板厚×7850板长×板宽×板厚=体积体积×密度=重量钢板网是钢板经过钢板网冲剪机冲压拉伸而形成的,所以钢板网的重量相当于拉伸这块网所需钢板的重量钢板网的菱形网孔分为长节距和短节距,长节距是刀具本身的长度,它的大小和钢板网重量无关,短节距是钢板拉伸的长度,它的大小决定一张钢板拉伸的长度,所以钢板网重量和短节距成反比,刀孔越大,相同厚度的钢板网越轻,刀孔越小,相同厚度的钢板网越重。
梗是钢板网菱形网孔的一根丝,梗为方形,所以分为梗宽和梗厚。
钢板网机垂直冲压钢板所需的钢板长度就是梗厚,板厚就是梗宽。
钢板的长度相当于钢板网的宽度。
钢板网长度=网孔的短节距×孔数每个网孔是由二根梗构成,所以每张钢板网刀数=钢板网长度÷短节距×2刀数×梗厚=所需钢板的长度综上所述:钢板网重量=网长÷(短节距÷2)×梗厚×网宽×板厚×78505.0×5.0×50×100×2000×3000MM的重型钢板网有多重?首先我们要确定钢板网梗宽是5.0MM,梗厚是5.0MM,网孔长节距是100MM,短节距是50MM,钢板网的外围尺寸宽度是2000MM,长度是3000MM 再把单位换算成米为单位根据上面的公式:3÷(0.05÷2)×0.005×2×0.0055×7850=51.81公斤算到这里肯定会有人问了板厚等于梗宽,梗宽是5MM,为什么变成5.5MM了,前面已经提到过钢板网是经钢板网冲剪机冲压拉伸而成,在拉伸的过程中无论所用的板材是多厚经冲压拉伸后都会变小0.5MM。
热轧带钢板形控制

热轧带钢板形控制一、 板形基本概念板形是指成品带钢的断面形状和平直度两项指标,二者都是标志带钢质量的重要指标,并且在生产中有着密不可分的联系。
1、断面形状断面形状是带钢厚度沿板宽方向的分布情况,如图1所示。
在实际生产中,以凸度来简单表示,如下式:e c h h -=δ式中:δ——带钢凸度。
h c ——带钢中部厚度。
h e ——带钢两边厚度平均值(由于存在“边部减薄”现象,一般取距带钢边部25~50mm 处的厚度作为边部厚度)。
2、平直度平直度指标表示带钢是否存在翘曲及翘曲的程度,即浪形,见图2。
可用以下几种方法表示:(1) 相对波峰值表示法%1000⨯=L hλ式中:h 、L 0——分别表示浪高和浪距。
(2) 相对长度差表示法相对长度差表示波浪部分的曲线长度对于平直部分标准长度的相对增长量。
可用下式表示:I L L x L x 5010)()(⨯-=ε 式中:L(x)——宽度方向任一点x 上的波浪弧长I ——表示平直度的单位,1I 单位相当于1m 长的带材中有10μm 的相对长度差。
图1 带钢横断面形状图2 带钢浪形示意图另外,还有张力差表示法、向量表示法和带钢断面的多项式表示法等。
二、 板形控制原理 1、凸度控制在带钢轧制过程中,其断面形状最终将取决于两工作辊间的辊缝形状。
因为辊缝形状由工作辊辊型曲线决定,所以,凡是影响工作辊辊型曲线形状的因素都会改变带钢的断面形状。
影响带钢凸度的因素有:(1) 工作辊原始凸度; (2) 工作辊热凸度; (3) 工作辊磨损凸度;(4) 工作辊在轧制力及弯辊力作用下产生的弯曲挠度;(5) 工作辊在不均匀分布的轧制力作用下沿板宽方向产生的弹性压扁。
控制带钢凸度(即控制工作辊辊缝形状)的方法因轧机的技术装备水平不同而不同。
(1) 以原始辊型设计为基础,合理地编制轧制规程。
通过合理分配各架轧机的负荷,来补偿因轧辊热凸度、磨损凸度和弹性变形而带来的辊缝形状的改变。
钢筋带班基本常识
受拉钢筋锚固长度的修正系数
la
非抗震结构的锚固长度(注:la=lab*ζa)
=非抗震基本锚固长度*锚固长度修正系数
laE
抗震结构的锚固长度(注:laE=labE*ζa)
=抗震基本锚固长度*锚固长度修正系数
ζi
纵向受拉钢筋搭接长度修正系数
li
非抗震结构的纵向受拉钢筋搭接长度
=搭接长度修正系数*非抗震锚固长度
BJp原位标注图
X、Y:为杯口独立基础两向边长。
ti:为杯壁厚度
Xu、Yu:为杯口上口尺寸
Xi、Yi:为阶宽或坡形截面尺寸
独立基础(DJ)采用平面注写方式表达的独立基础设计施工示意图:
(结合截面示意图)普通独立基础几何尺寸配筋表:
基础编号∕截面号
截面几何尺寸
底部配筋(B)
X、y
Xc、yc
h1∕h2…
以“X”代表图面从左自右方向配筋、以“Y”代表图面自下而上方向配筋,当两向配筋相同时注写为“X&Y”;
各种独立基础底板以“B”代表底部配筋、以“T”代表顶部配筋,底部与顶部配筋相同时注写为“B&T”;
以“DZ”打头注写普通独立深基础短柱且二者均先注写,纵筋,再注写箍筋注写为“角筋∕长边中部筋∕短边中部筋,箍筋,短柱标高范围”(当杯壁或短柱水平截面为正方形时注写为“角筋∕X边中部筋∕Y边中部筋,箍筋,短柱标高范围”以及高杯口独立基础的箍筋为两种间距注写形式为:杯口范围内箍筋间距∕短柱范围内箍筋间距)。短柱的标高范围务必以±0为绝对标高注明高“+、”低“—”。
700、200,300∕150∕450
…
底部配筋
X向
Ф16@150
…
Y向
Ф18@200
板型

1. 板形基本理论板带的轧制过程实质上是金属在旋转的弹性体—轧辊作用下发生塑性变形的过程。
一定断面形状的坯料经过轧制发生明显的纵向延伸和一定的横向流动,最终成为一定尺寸的成品。
产品质量评价的主要指标为板平直度和板凸度。
1.1 板形及其表示方法所谓板形直观地说是指板材的翘曲度;就其实质而言,是指带钢内部残余应力的分布。
人们依据各自不同的研究角度及不同的板形控制思想,采用不同的方式定量地描述板形。
1.1.1 相对长度差表示法把翘曲的带钢裁成若干个纵条并铺平,则在带钢的横向各点有不同的延伸,用L L /∆来表示板形,如图1.1所示。
通常板形以I 单位表示,其公式见(1-1)。
VL R LL∆V图1.1 板形的相对差表示法示意图510⨯⎪⎭⎫ ⎝⎛∆=L L I(1-1)式中:I —带钢板形,以I 单位表示;L ∆—带钢纵向延伸差,mm ; L —带钢基准点的带钢长度,mm 。
1.1.2 波形表示法翘曲的带钢切取一段置于平台上,如将最短纵条视为一直线,最长纵条视为一正弦波,以翘曲波形来表示板形,则称为翘曲度。
翘曲度通常以百分数来表示,如图1.2所示。
带钢的翘曲度λ表示为:%100⨯=VVL R λ (1-2)式中:λ—翘曲度,以百分数表示;V R —波幅,mm ; V L —波长,mm 。
VR VL VV L L ∆+平台带钢图1.2 板形的波形表示法1.1.3 相对差表示法和波形表示法之间的关系翘曲度λ和最长、最短纵条相对长度差I 之间的关系表示为:225252510210λππ=⨯⎪⎪⎭⎫ ⎝⎛=⨯∆=V V V V L R L LI (1-3)式中:I —带钢板形,以I 单位表示;λ—翘曲度,以百分数表示。
该式说明相对差表示法和波形表示法之间的关系,只要测出带钢的波形就可以求出相对长度差。
1.2 板凸度所谓板凸度是指板中心处厚度与边部代表点处的厚度之差,有时为强调没有考虑边部减薄,又称它为中心板凸度。
第1讲--板形的基本理论
第1讲 板形控制的基本理论板形是带钢产品的主要质量指标之一。
良好的板形不仅是带钢用户的永恒要求,也是生产过程中保证带钢在各条连续生产线上顺利通行的需要。
因此,解决产品板形问题、提高实物板形质量始终是板带生产中重点关注和孜孜以求的目标之一。
与此相对应,关于板形理论和板形技术的研究在近几十年一直都是本领域中的热点课题,并且取得了长足的进步。
目前,关于板形理论和板形技术的研究仍呈蓬勃向前的发展态势。
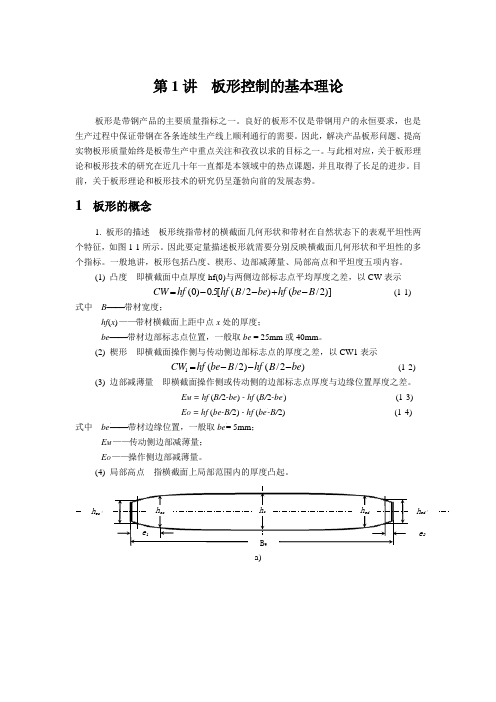
1 板形的概念1. 板形的描述 板形统指带材的横截面几何形状和带材在自然状态下的表观平坦性两个特征,如图1-1所示。
因此要定量描述板形就需要分别反映横截面几何形状和平坦性的多个指标。
一般地讲,板形包括凸度、楔形、边部减薄量、局部高点和平坦度五项内容。
(1) 凸度 即横截面中点厚度hf(0)与两侧边部标志点平均厚度之差,以CW 表示CW hf hf B be hf be B =--+-().[(/)(/)]00522 (1-1)式中 B −−带材宽度;hf (x )——带材横截面上距中点x 处的厚度;be −−带材边部标志点位置,一般取be = 25mm 或40mm 。
(2) 楔形 即横截面操作侧与传动侧边部标志点的厚度之差,以CW1表示CW hf be B hf B be 122=---(/)(/) (1-2)(3) 边部减薄量 即横截面操作侧或传动侧的边部标志点厚度与边缘位置厚度之差。
E M = hf (B/2-be ) - hf (B/2-be ) (1-3)E O = hf (be-B/2) - hf (be -B/2) (1-4)式中 be −−带材边缘位置,一般取be = 5mm ;E M ——传动侧边部减薄量;E O ——操作侧边部减薄量。
(4) 局部高点 指横截面上局部范围内的厚度凸起。
a) h c h ed h eob)图1-1 板形横截面几何形状及平坦度a)横截面几何形状;b)平坦度对于宽带材有时需进一步把带材凸度区别定义为二次凸度CW2和四次凸度CW4。
各种钢材理论重量计算公式_0
各种钢材理论重量计算公式_0
钢材的理论重量计算是工程中常见的计算问题。
由于不同种类的钢材
具有不同的密度和形状,因此需要使用不同的公式进行计算。
下面将介绍
常见的几种钢材的理论重量计算公式。
1.热轧钢板理论重量计算公式
热轧钢板通过高温轧制而成,常用于建筑结构、船舶制造、汽车制造
等领域。
热轧钢板的重量计算公式如下:
重量(kg)= 长度(m)× 宽度(m)× 厚度(mm)× 密度(g/cm³)× 7.85
其中,密度一般为7.85g/cm³。
2.冷轧钢板理论重量计算公式
冷轧钢板的表面光滑,具有较高的强度和延展性,广泛用于制造汽车、航空航天设备等。
冷轧钢板的重量计算公式如下:
重量(kg)= 长度(m)× 宽度(m)× 厚度(mm)× 密度(g/cm³)× 7.85
与热轧钢板相同,密度一般为7.85g/cm³。
3.方管理论重量计算公式
方管主要用于建筑结构、机械制造等方面。
方管的重量计算公式如下:
4.圆管理论重量计算公式
圆管被广泛应用于石油、天然气、水处理等行业。
圆管的重量计算公式如下:
需要提醒的是,上述公式仅为理论计算公式,并不考虑钢材的表面处理、工艺加工等因素。
实际使用时,还需要考虑到这些因素对钢材重量的影响。
以上是几种常见钢材的理论重量计算公式。
根据具体的钢材种类和形状,可以选择合适的公式进行计算,以满足工程设计和生产的需求。
钢材理论重量计算公式-钢材面积计算公式
板重量计较公式之五兆芳芳创作公式:7.85×长度(m)×宽度(m)×厚度(mm)例:钢板6m(长)×1.51m(宽)×9.75mm(厚)公式:(外径-壁厚)×壁厚mm×0.02466×长度m 例:钢管114mm(外径)×4mm(壁厚)×6m(长度)公式:直径mm×直径mm×0.00617×长度m 例:圆钢Φ20mm(直径)×6m(长度)例:方钢50mm(边宽)×6m(长度)计较:50×50×6×0.00785=117.75(kg)例:扁钢50mm(边宽)×5.0mm(厚)×6m(长度)计较:50×5×6×0.00785=11.7.75(kg)例:六角钢50mm(直径)×6m(长度)计较:50×50×6×0.0068=102(kg)公式:直径mm×直径mm×0.00617×长度m 例:螺纹钢Φ20mm(直径)×12m(长度)公式:(边长+边宽)×2×厚×0.00785×长m例:扁通100mm×50mm×5mm厚×6m(长)公式:边宽mm×4×厚×0.00785×长m例:方通50mm×5mm厚×6m(长)公式:边宽mm×厚×0.015×长m(粗算)例:角钢50mm×50mm×5厚×6m(长)计较:50×5×0.015×6=22.5kg(表为22.62)公式:(边宽+边宽)×厚×0.0076×长m(粗算)例:角钢100mm×80mm×8厚×6m(长)计较:(100+80)×8×0.0076×6=65.67kg(表65.676)其他有色金属公式:(外径-壁厚)×厚×0.0267×长m例:黄铜管20mm×1.5mm厚×6m(长)公式:(外径-壁厚)×厚×0.02796×长m例:紫铜管20mm×1.5mm厚×6m(长)计较方法:比重×厚度=每平方的重量注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米长方形的周长=(长+宽)×2正方形的周长=边长×4长方形的面积=长×宽正方形的面积=边长×边长三角形的面积=底×高÷2平行四边形的面积=底×高梯形的面积=(上底+下底)×高÷2直径=半径×2 半径=直径÷2圆的周长=圆周率×直径=圆周率×半径×2圆的面积=圆周率×半径×半径长方体的概略积= (长×宽+长×高+宽×高)×2长方体的体积=长×宽×高正方体的概略积=棱长×棱长×6正方体的体积=棱长×棱长×棱长圆柱的正面积=底面圆的周长×高圆柱的概略积=上下底面面积+正面积圆柱的体积=底面积×高圆锥的体积=底面积×高÷3长方体(正方体、圆柱体)的体积=底面积×高平面图形周长—C,面积—S,正方形:a—边长C=4a ;S=a2长方形:a、b—边长C=2(a+b) ;S=ab三角形:a、b、c—三边长,H—a边上的高,s—周长的一半,A,B,C-内角其中s=(a+b+c)/2 S=ah/2=ab/2·sinC=[s(s-a)(s-b)(s-c)]1/2=a2sinBsinC/(2sinA)四边形:d,D-对角线长,α-对角线夹角S=dD/2·sinα平行四边形:a,b-边长,h-a边的高,α-两边夹角S=ah=absinα菱形:a-边长,α-夹角,D-长对角线长,d-短对角线长S=Dd/2=a2sinα梯形:a和b-上、下底长,h-高,m-中位线长S=(a+b)h/2=mh圆:r-半径,d-直径C=πd=2πrS=πr2=πd2/4扇形:r—扇形半径,a—圆心角度数C=2r+2πr×(a/360)S=πr2×(a/360)弓形:l-弧长,b-弦长,h-矢高,r-半径,α-圆心角的度数S=r2/2·(πα/180-sinα)=r2arccos[(r-h)/r] - (r-h)(2rh-h2)1/2=παr2/360 - b/2·[r2-(b/2)2]1/2=r(l-b)/2 + bh/2≈2bh/3圆环:R-外圆半径,r-内圆半径,D-外圆直径,d-内圆直径S=π(R2-r2)=π(D2-d2)/4椭圆:D-长轴,d-短轴S=πDd/4立方图形面积S和体积V正方体a-边长S=6a2V=a3长方体a-长,b-宽,c-高S=2(ab+ac+bc)V=abc棱柱:S-底面积,h-高V=Sh棱锥:S-底面积,h-高V=Sh/3棱台:S1和S2-上、下底面积,h-高V=h[S1+S2+(S1S1)1/2]/3拟柱体:S1-上底面积,S2-下底面积,S0-中截面积,h-高V=h(S1+S2+4S0)/6圆柱:r-底半径,h-高,C—底面周长,S底—底面积,S侧—正面积,S表—概略积C=2πrS底=πr2S侧=ChS表=Ch+2S底V=S底h=πr2h空心圆柱:R-外圆半径,r-内圆半径,h-高V=πh(R2-r2)直圆锥:r-底半径,h-高V=πr2h/3圆台:r-上底半径,R-下底半径,h-高V=πh(R2+Rr+r2)/3球:r-半径,d-直径V=4/3πr3=πd2/6球缺:h-球缺高,r-球半径a-球缺底半径V=πh(3a2+h2)/6=πh2(3r-h)/3a2=h(2r-h)球台:r1和r2-球台上、下底半径,h-高V=πh[3(r12+r22)+h2]/6圆环体:R-环体半径,D-环体直径,r-环体截面半径,d-环体截面直径V=2π2Rr2=π2Dd2/4桶状体:D-桶腹直径,d-桶底直径,h-桶高V=πh(2D2+d2)/12(母线是圆弧形,圆心是桶的中心)V=πh(2D2+Dd+3d2/4)/15(母线是抛物线形)。