(完整word版)烧结机漏风治理技术方案
烧结系统漏风分析及治理
烧结系统漏风分析及治理摘要针对目前国内烧结系统漏风率普遍偏高的情况,本文从烧结系统设计的角度,分析了漏风产生的原因,并提出了相应的解决办法。
关键词烧结机;台车;漏风率;端部密封0 引言带式烧结机是烧结厂中最主要的设备,其主要形式是抽风烧结。
烧结系统漏风主要指在抽风作用下烧结台车铺底料高度以下的空气不通过料面而是通过各漏点进入烧结主排气管道中。
漏风不仅导致系统主抽风机能耗增加,烧结矿的产量和品质下降,而且对烧结烟气余热回收利用产生不利影响。
据统计,目前国内烧结机漏风率一般都达到40%以上,与国外先进水平日本20%相差甚远。
为此,本文从烧结机系统设计的角度,分析了漏风产生的原因,并提出了相应的解决办法。
1烧结系统漏风点分析通过对烧结机系统进行仔细分析,并综合现场的实际使用情况,烧结系统漏风主要体现在以下几个方面:1.1烧结机台车漏风台车漏风主要包括台车栏板之间漏风和台车密封装置与滑道之间漏风。
为适应热膨胀要求相邻两块台车栏板之间设计时保留了一定间隙会导致漏风。
台车的密封装置密封滑板由高强耐磨碳钢制作,用销轴及弹簧将其装入密封盒中,其中弹簧以适当的压力将密封滑板压于滑道上,以实现台车与风箱滑道之间的密封作用。
实际生产中台车密封滑板底面与滑道之间经长时间的使用之后会产生过渡磨损,导致台车密封板处的弹簧压紧力不足或失效,密封板上下不灵活会出现漏风,此处漏风为烧结现场主要漏风点之一。
1.2风箱和管道系统漏风风箱和管道系统中的烟气含有粉尘、高浓度硫酸等易磨损和易腐蚀的物质,而且高速烟气也对风箱侧面和管道内壁不断冲刷,长时间的使用后部分风箱和管道会出现开裂、穿孔现象,导致漏风。
法兰面的变形及密封垫的损坏也会引起漏风。
传统烧结机密封垫采用了石棉橡胶板材质垫片,使用时间长了石棉会开裂,并在抽风形成的负压作用下被吸走,导致漏风现象越来越严重,此处漏风为烧结系统主要漏风点之一。
1.3风箱端部密封漏风烧结机风箱端部密封分为头部和尾部密封,台车运行到这两个部位时有密封板与台车底梁形成密封,但由于风箱内负压高,密封板上有散料,台车底梁不平整,台车梁与密封板之间形成间隙导致漏风,这两个部位是烧结机的主要漏风点。
烧结机漏风问题分析与治理
l 存在 问题
2 原 因分析 漏 风 主 要 集 中在 以下 几 个 部 位 : ① 烧 结 风 箱
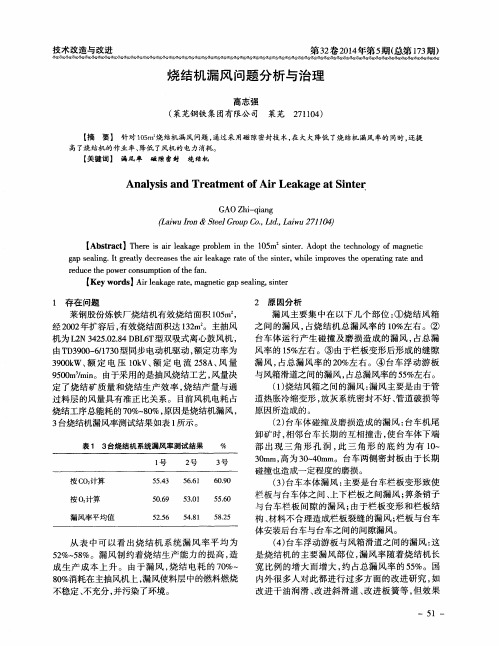
莱钢股份炼铁厂烧结机有效烧结面积 1 0 5 m , 经2 0 0 2 年扩容后 , 有效烧结面积达 1 3 2 m 。主抽风 机为 L 2 N 3 4 2 5 . 0 2 . 8 4 D B L 6 T 型双吸式离心鼓 风机 , 由T D 3 9 0 0 — 6 / 1 7 3 0 型同步电动机驱动 , 额定功率为 3 9 0 0 k W、 额定 电压 1 0 k V 、 额定 电流 2 5 8 A 、 风 量 9 5 0 0 m 3 / m i n 。 由于采用 的是抽风烧结工艺 , 风量决 定 了烧结矿质量 和烧结生产效率 , 烧结产量 与通 过 料 层 的风 量 具有 准 正 比关 系 。 目前 风 机 电耗 占 烧结工序总能耗的7 0 %一 8 0 %, 原因是烧结机漏风 , 3 台烧结机漏风率测试结果如表 1 所示 。
表1 3台烧结机 系统漏风率测试 结果 %
从 表 中可 以看 出烧结 机系统 漏风 率平 均为 5 2 % 5 8 %。漏风制约着烧结 生产能力 的提 高 , 造 成生产 成本上 升 。由于漏 , 漏风使料层 中的燃料燃烧 不稳 定 、 不充 分 , 并 污 染 了环境 。
技术改造与改进
第3 2 卷2 0 1 4 年第 5 期( 总第 1 7 3 期)
烧结机采用柔性密封治理漏风
极 减少 有 害 漏风 , 提高 料层 的实 际 风 量 , 才是 一 项 极 为重 要 的技术 措施 。
2 现 状
烧 结 机 端 部 密 闭盒 体式 密 封装 置 的 设 计 , 吸 收 了 国内外 烧 结 机 端 部密 封 装 置 的精 华 ,采取 了 短 小 精 悍 、 柔 兼 顾 的设 计 思 路 , 高 温 、 性模 钢 耐 弹 量 适 中 的动 密 封 装 置 , 在烧 结 机 运 行 方 向( 向 ) 纵 、
了一点 成效 , 但效 果 不是 很理 想 。
4 .3 ;这 样 的漏 风 率 和 国 内其 他生 产状 态 良好 1 % 3
的烧 结 厂 家相 比相对 较 高 ,实 际 抽风 的有 效 风量 很 少 , 成 烧 结 速 度 慢 , 量 降 低 , 量 也 会 受 到 造 产 质
影 响 ,各 项 能耗指 标 尤其 是 电 耗升 高 ,电耗 2 0 07
所造成 : 台车 车体 使 用 长 久 后 , 生 变形 和磨 损 ; 发 首 尾风 箱 隔板 与 台车 之 间 密封 不 严 , 间隙较 大 ; 烧
结机 主 机 滑道 烧损 , 滑道 底 座 主 框架 严 重变 形 , 造
箱立 管 之 问的漏 风 率 ) 4 .9 5 机 系统漏 风 率 为 20 %; 6 .1 ,风 箱立 管 以上 漏 风 率 为 4 . % ; 机 系 26 % 22 2
北方 钒 钛
20 0 9年第 3期
烧 结机采用柔性 密封 治理漏风
王 秀英 徐 桂芬 赵 建军
( 铁厂 ) 炼 摘要 : 针对烧结机漏风率高的问题进行研究 , 通过对烧结机机头机尾及烧结机固定滑道上活动游板动
密 封 装 置 进 行 改造 , 用 加 柔 性 动 密 封 的 方式 , 效 地 降 低漏 风 率 , 善 了工 艺 操 作 参 数 , 低 电耗 , 到 了 采 有 改 降 达
浅议烧结机的漏风及对策
钢铁研究RESEARCH ON IRON AND STEEL2000 No.2 P.15-17,22浅议烧结机的漏风及对策宋国良傅志华张全陈子林朱武星张运华摘要:通过对湘钢一烧2号烧结机漏风率的测试,根据其测试结果,通过分析讨论,从密封位置、润滑系统、维护与管理等方面提出了一系列降低漏风率的对策,为烧结工序的增产节能,降低生产成本,提高经济效益提供了一条行之有效的途径。
关键词:烧结机漏风降耗措施ON AIR LEAKAGE OF SINTERING MACHINE AND COUNTERMEASURESSong Guoliang(Changsha Central South University)Fu Zhihuo(Changsha Central South University)Zhang Quan(Changsha Central South University)Chen Zilin(Xiangtan Iron & Steel Corp.)Zhu Wuxing(Xiangtan Iron & Steel Corp.)Zhang Yunhua(Xiangtan Iron & Steel Corp.)Abstract:A series of counter measures to reduce the air leakage rate involving the sealing device, labrication system and maintenance and repair as well as management have been put forward so as to find out an effective road to an increase in the productivity, energy saving, cost reduction and improvement in the economical efficiencies for the sintering machines through repeated tests on the air leakage rate of No.1 and No.2 Sintering Machines at Xiangtan Iron & Steel Corp and careful analysis on the testing results.Keywords:sintering machine air leakage reduce consumption measure1 前言在烧结生产中,烧结机的漏风一直是烧结工艺的疑难问题之一,由于抽风系统特别是烧结机的漏风,使通过烧结料层的漏风量减少,降低了烧结矿的产量,并浪费大量电能。
重钢烧结机机头机尾漏风治理方案探讨
【 关键词】 烧结机 漏风 软件密封 探讨
T HON HE C GQI NG T E ORKSS NT R MA HI S E LW I E C NE NOS E
AI RPLANE TAI AI LEAK L R GoVERNM EN T PLAN EARCH ES S
维普资讯
第2卷 8
第 6期
四 J 冶金 I l
Sc u u Mealry ih a tl g u
Vo_ 8 No 6 l2 .
De e e , 0 6 c mb r 2 0
20 0 6年 l 2月
重 钢 烧 结 机 机 头 机尾 漏风 治 理 方 案探 讨
1 5 itrma hn o e t e ar ln alarla ae d tr iain ar d o h h o eia m3sn e c ien s , h i a e ti i ek rt eem n t ,c ri n t e t e r t l 0 p o e c c luain t i l k rt n itr ma hn ewe n t e u izt n fco e t n . I r e o ac lt o ar e ae a d s e c ie b t e h t i i a tr rl i s n od r t o a n la o ao
2 烧 结机漏 风率 与利用 系数 之 间的关 系
2 1 烧 结厂 生产条件 .
厂每次检修的重点项 目。通常漏风产生的主要部位
是:
() 1烧结机风箱头部及尾部 ; () 2 台车两侧的滑板和滑道之间; () 3 主抽风系统各个连接法兰和降尘管下 部双
选用烧结厂 20 年 3 中旬的生产条件作为 05 月
烧结机及环冷机堵漏风应用及实践
烧结机及环冷机堵漏风应用及实践摘要:唐钢北区265m2烧结机始建于1998年,由于设备使用年限较长,设备老化严重,环冷机密封效果不好,烧结机本体漏风也较为严重。
经测试目前漏风率约为55%。
为提高烧结矿产量,降低吨矿生产成本,决定对烧结机及环冷机进行密封处理,改造后将提升产能,同时带来可观收益。
关键词:烧结机;环冷机;堵漏风;应用实践1烧结机进行多点漏风治理目标针对台车栏板处边缘效应,台车栏板端头处和台车栏板处、台车销孔、台车滑道、台车端头、烧结机风箱及法兰连接处、双层泄灰阀漏风点进行治理,使得治理后漏风率≤35%。
因烧结过程烧结矿透气率不同,风量预计降低≥20%,使烧结机产能趋近于设计负荷,降低燃料消耗3kg/t,稳定返矿率<8%。
2改造实施方案根据提供现场数据分析及检测,265m2烧结机漏风率高达55%以上,造成烧结机降负荷30%运行,烧结机电耗和固体燃料消耗高。
根据现场考察和双方技术交流,主要采用八项新技术来减少烧结机漏风。
在堵住漏风的前提下,准备将烧结料层进一步提高,实现厚料层低温烧结。
该技术采用后,烧结机产量、烧结矿固体燃料消耗和电耗指标将得到全面改善。
2.1台车栏板处存在边缘效应导致漏风由于烧结混合料在台车栏板处存在边缘效应,该处风阻力小,导致漏风。
治理措施:在靠烧结机台车栏板处加7~10根死箅条(具体加多少,以机尾烧结断面达到边部垂直烧结速度与台车中间部位垂直烧结速度一致为正好)。
虽然表面上看烧结机抽风面积减少了,但由于台车栏板处边缘效应的存在,烧结台车到达机尾时,台车边部烧结速度与台车其它部位烧结速度刚好同步。
台车栏板处存在的边缘效应被加装的死箅条抵消,即堵住了漏风,烧结机产量并没有减少。
2.2台车栏板端头处和台车栏板处漏风由于台车体端头和栏板端头不均匀磨损和变形使台车端头之间、台车栏板端头之间有缝隙产生漏风。
由于台车栏板翘起变形,产生台车体和台车下栏板之间,下栏板和上栏板之间漏风。
烧结机结构漏风的技术改进措施

烧结机结构漏风的技术改进措施摘要:在烧结机运行过程中,经常会出现的一个问题就是漏风问题,这一问题在烧结机运行时候对于设备的影响较大,因此我们要对烧结机的漏风问题从设备结构上进行相应的技术处理和改进。
在设备运行的过程中,出现设备漏风的原因有很多,在实际的运行过程中我们要根据不同的情况进行针对性的分析。
本文主要针对烧结机在运行过程中的漏风问题进行结构上的技术分析,给出相应的改进完善措施。
关键词:烧结机设备;机械结构;漏风;技术改进措施前言:目前在烧结机运行的过程中主要存在的问题有两个,首先是烧结机的能耗过高,其次是烧结机的利用率偏低。
导致这两个问题产生的主要原因还是烧结机设备在运行过程中出现的漏风问题。
目前我国国内烧结机的漏风率达到了50%以上,这同世界发达国家的30%以内有着不小的差距。
根据实际烧结机运行过程的分析,烧结机的主要结构漏风量分析如文。
1.烧结机在运行过程中出现漏风的原因分析1.1烧结台车本体漏风对部分烧结机部分台车进行分析,部分台车已使用较久,台车两侧端面、篦条销子孔的位置磨损严重,台车本体烧损变形,两台台车接触时,底部台肩端面甚至存在5mm的间隙。
另外,由于固定滑道出现变形,台车运行过程中跑偏,相邻台车互相摩擦碰撞,也造成一定程度的漏风,此部分漏风占到总风量的30%。
1.2机头、机尾密封装置漏风50m2烧结机改造前使用的机头机尾密封装置为国内较落后全金属密封,它是由台车底梁长度方向排列的4块板对接而成,工作过程中通过台车底梁底面在全长范围内与密封盖板相互贴合来保证烧结机机头机尾的密封。
但实际使用过程中,因每部台车底梁均存在不同程度的下挠,导致密封板与台车之间存在间隙,而且原机头机尾密封装置经常出现密封盖板挤料卡住弹不起来的问题,严重影响机头机尾密封效果。
为避免台车与密封板之间出现硬性摩擦,将密封板与台车底梁之间的间隙调整为5mm,使此处漏风严重。
2.烧结机在运行过程中出现漏风的结构位置以及相应的改进措施在烧结机运行过程中出现漏风情况的结构很多,但是我们在实际的整改过程中只需要对头部密封装置以及尾部密封装置;台车以及台车栏板进行相应的技术结构改进,就能够很好地控制烧结机的漏风状况,下面进行详细的分析。
烧结漏风治理措施

烧结漏风治理措施引言在烧结过程中,烧结机的漏风问题一直是影响烧结质量和生产效率的重要因素之一。
烧结机漏风会导致烧结矿的成品率下降,燃料消耗增加,烟气排放量增加等问题。
因此,针对烧结漏风问题,采取合理的治理措施,对于提高烧结工艺的稳定性和效率至关重要。
本文将介绍几种常见的烧结漏风治理措施。
1. 漏风点检查与修复烧结机漏风点通常主要集中在烧结机正压部分和烧结机排风部分,因此,定期的漏风点检查与修复至关重要。
首先,对烧结机进行全面检查,确定漏风点的位置和数量。
然后,根据实际情况,采取密封、焊接等方法进行修复。
需要注意的是,在修复过程中,要选择高温、耐腐蚀的密封材料和焊接材料,确保修复效果持久。
2. 烟气流量控制合理控制烧结机的烟气流量,可以有效减少漏风问题。
首先,需要调整烟道的开口大小,使得烧结机内部的压力保持在正压状态,减少漏风量。
其次,可以通过增加烟气流量检测仪表来实时监测烧结机的烟气流量,及时调整炉排风扇的转速,保持烟气流量的稳定性。
最后,要定期对烟道进行清洗,防止煤灰、结焦物等堵塞烟道,导致漏风问题。
3. 优化烧结工艺参数合理优化烧结工艺参数,可以有效降低烧结机的漏风情况。
首先,要合理控制烧结机的进风和排风风量,保持良好的气流平衡状态。
其次,要根据烧结矿的性质和成分,合理调整烧结机的料层高度、出炉温度等参数,确保烧结过程的稳定性。
最后,要加强烧结机的自动控制系统,提高烧结过程的自动化水平,减少人为操作的误差,进一步降低漏风风险。
4. 加强设备维护与管理定期的设备维护与管理对于减少烧结漏风问题非常重要。
首先,要定期对烧结机进行检修和保养,检查机械密封、气动密封等部件的磨损情况,及时更换损坏的部件,确保设备的正常运行。
其次,要加强烧结机的运行监测,建立完善的设备运行记录和故障诊断系统,及时发现并处理漏风问题。
最后,要加强对操作人员的培训与管理,提高操作人员的技能水平和安全意识,降低人为因素导致的漏风问题。
烧结风箱漏风率方案

以我给的标题写文档,最低1503字,要求以Markdown文本格式输出,不要带图片,标题为:烧结风箱漏风率方案# 烧结风箱漏风率方案## 1. 引言烧结过程在钢铁生产中起着重要的作用,但烧结风箱漏风率的提高会导致烧结效果的下降,降低生产效率。
因此,采取措施减少烧结风箱的漏风率对提高烧结生产效率具有重要意义。
本文将介绍一种有效的方案来降低烧结风箱漏风率。
## 2. 方案描述烧结风箱漏风率的提高主要是由于风箱与其他设备之间的连接不严密所引起的。
为了解决这个问题,我们提出了以下方案:### 2.1 检查连接状态首先,我们需要定期检查烧结风箱与其他设备之间的连接状态。
如果发现连接不严密,应立即采取措施予以修复。
这可以通过检查密封垫圈、连接螺栓等方式来进行。
### 2.2 加强密封措施其次,我们可以采取加强密封措施来减少烧结风箱的漏风率。
这包括使用高质量的密封垫圈和密封材料,并确保密封件与设备之间的连接紧密。
### 2.3 增加密封性能测试另外,我们还可以增加烧结风箱的密封性能测试频率。
通过定期进行密封性能测试,及时发现并修复烧结风箱的漏风问题,可以有效降低漏风率。
### 2.4 加强维护保养最后,加强烧结风箱的维护保养工作也是降低漏风率的关键。
定期清洁风箱内部和外部的积尘和杂物,并定期更换密封件,以保证烧结风箱的良好状态,减少漏风率。
## 3. 方案效果评估为了评估所提出的方案的效果,我们可以采取以下几种方法:### 3.1 漏风率测试首先,可以通过进行漏风率测试来评估方案的效果。
在修复和加强密封措施后,进行漏风率测试并与之前的测试结果进行对比,以确定漏风率是否有所下降。
### 3.2 生产效率评估另外,还可以通过评估生产效率的提高来间接评估方案的效果。
如果漏风率降低能够使烧结生产效率提高,那么可以认为方案有效。
## 4. 结论通过采取检查连接状态、加强密封措施、增加密封性能测试和加强维护保养等措施,可以有效降低烧结风箱的漏风率。
烧结机漏风综合治理

烧结机漏风综合治理【摘要】针对我厂实际情况,分析烧结机漏风原因,力争投资少,效益大,取得理想效果。
【关键词】烧结机;漏风;机头机尾密封;台车通道;滑道密封;日常维护1.改造前情况介绍我厂烧结机是1998年上马的步进式烧结机,由于原料紧张,一直没有进行大修和大的改进。
经过十余年的运行,虽不断修修补补,但使用成本较运行之初大幅提高,产量明显下降,已不能完全满足高炉的需要。
漏风情况严重,耗能高,产量低,产品质量下降,严重制约了生产。
为此,厂部决定利用近年市场相对萧条的时机,给烧结机做一次大的修复手术,让其重新焕发青春。
2.漏风情况分析由于多年运行,各部位变形、磨损情况较重,各个环节均有不同程度漏风。
主要有以下几个方面:[1]①抽风机管道漏风:我厂铁矿原料含硫较高,经过多年磨损和腐蚀,烟道处处是补丁,由于没有时间更换,平时只能修修补补,尤其烟道下部多处磨穿情况,其余各部位也有多处漏风情况。
只能是应付使用,决定整体更换。
②头尾密封装置。
我厂原先使用的是弹簧支撑式密封,经过长时间磨损,弹簧频繁受冲击力作用,长期受高温及废气腐蚀侵蚀,原有密封板弹性下降,台车梁也出现不同程度变形,两者之间间隙增大,不能达到理想的密封效果,漏风严重,是重点整治区域之一。
③台车之间漏风分析。
台车长时间处于高温环境,产生变形,致使台车挡板与台车体之间,上下挡边之间,台车与台车之间形成不同大小缝隙,漏风严重;由于当时设计问题,台车体压板每侧留有三个插销孔,孔大销小产生漏风。
这些漏风与设计及材质选择有关,影响大处理难,可以说只能加以改进减少漏风而无法避免。
④台车与固定滑道之间漏风。
我厂原采用台车与固定滑道密封,台车两侧密封槽内安装有弹性浮动滑板,利用其中的圆弹簧弹力把滑板压到固定滑道上,使台车滑板与固定滑道紧密接触,达到密封目的。
但是弹簧及固定用螺栓本身即有缝隙,设计之初密封槽与浮动密封滑板间留有间隙,经过一段时间,出现高温下浮动滑板卡死于密封槽内不能上下浮动,与固定滑道间有间隙,温度相对较低时浮动滑板与密封槽之间留有间隙也出现漏风的现象。
烧结机采用柔性密封治理漏风
烧结机采用柔性密封治理漏风王秀英徐桂芬(河北钢铁股份有限公司承德分公司炼铁厂)摘要:针对烧结机漏风率高的问题进行研究,通过对烧结机机头、机尾及烧结机固定滑道上活动游板动密封装置进行改造,采用加柔性动密封的方式,有效地降低漏风率,改善了工艺操作参数,降低电耗,达到了节能降耗的目的。
关键词:烧结机柔性密封漏风率节能降耗1 前言漏风率是影响烧结机生产的重要指标之一,治理烧结机的漏风一直是我们技术人员多年研究的课题。
烧结机抽风系统漏风主要是由以下几个方面所造成:台车车体使用长久后,发生变形和磨损;首尾风箱隔板与台车之间密封不严,间隙较大;烧结机主机滑道烧损,滑道底座主框架严重变形,造成滑块游板磨损过快,台车磨损,漏风率提高;还有一些生产操作缺陷造成的漏风,如烧结布料不均和集尘管放灰制度不合理等。
据测定:烧结机抽风系统各处的漏风率,其中风箱漏风占90%左右,我们在治理烧结机漏风方面也做了大量工作,也取得了一点成效,但效果不是很理想。
我们的原料品种多,成分复杂,制粒不好,铺底料粒级相对同行业较小,料层透气性差,在生产过程中,我们通过增加料层的有效风量来强化烧结生产,提高烧结矿的产质量。
实际生产证明,尽管增大了抽风能力,但由于烧结机的漏风率越高,实际的有效风量依然很小,严重影响了烧结机效率的发挥,这不仅严重地浪费电力,而且也影响到烧结矿的产量和质量。
烧结设备长期处在高温状态,烧损变形是不可避免的,经常更换需要高额的备件费用,因此积极减少有害漏风,提高料层的实际风量,才是一项极为重要的技术措施。
2 现状炼铁厂现有3台150㎡烧结机,采用机上冷却工艺;生产的2台360㎡烧结机,采用环冷工艺,还有在建即将投产的1台360㎡烧结机。
自生产以来,烧结机机头机尾一直采用多段重锤式(4#机采用磁性板密封方式),游板为不锈钢板密封。
重锤式或磁性板长时间使用后,重锤易被物料托起,磁性板磁性变差,各段密封板之间、密封板与台车之间间隙增大,导致烧结机系统漏风严重。
烧结机漏风治理技术方案
转载烧结机漏风治理技术方案原文地址:烧结机漏风治理技术方案作者:蓝调和弦4对烧结漏风的基本分析通过对烧结抽风系统研究、分析,认为漏风基本集中在以下几点:抽风机到烧结风箱之间漏风由于管道的磨损和热涨冷缩变形及放灰系统密封不好、管理不到位等,这部分漏风因厂而异,但基本都在5-10%左右。
头尾密封装置与台车底面之间的漏风目前各烧结厂普遍采用的是弹性支撑或配重式密封装置。
弹性活动密封板由于频繁受冲击力作用,又长期受高温废气的热冲击,导致弹性下降影响密封效果,这部分漏风约占烧结机总风量的10%左右。
烧结台车本体漏风这是烧结系统漏风的最关键部位,主要有由于台车栏板变形造成的栏板与台车体之间的缝隙所造成的漏风、上下栏板之间的漏风,蓖条销子与台车栏板间隙配合所造成的漏风,由于栏板结构、材质不合理出现的栏板裂缝造成的漏风,台车与台车之间由于栏板变形及在设计时台车体与栏板两端各留有1mm的间隙,在栏板与台车体装置后产生2mm的间隙造成的台车与台车之间的漏风,这些漏风影响很大,处理也极其困难,约占总风量的30%左右4对烧结漏风的基本分析通过对烧结抽风系统研究、分析,认为漏风基本集中在以下几点:抽风机到烧结风箱之间漏风由于管道的磨损和热涨冷缩变形及放灰系统密封不好、管理不到位等,这部分漏风因厂而异,但基本都在5-10%左右。
头尾密封装置与台车底面之间的漏风目前各烧结厂普遍采用的是弹性支撑或配重式密封装置。
弹性活动密封板由于频繁受冲击力作用,又长期受高温废气的热冲击,导致弹性下降影响密封效果,这部分漏风约占烧结机总风量的10%左右。
烧结台车本体漏风这是烧结系统漏风的最关键部位,主要有由于台车栏板变形造成的栏板与台车体之间的缝隙所造成的漏风、上下栏板之间的漏风,蓖条销子与台车栏板间隙配合所造成的漏风,由于栏板结构、材质不合理出现的栏板裂缝造成的漏风,台车与台车之间由于栏板变形及在设计时台车体与栏板两端各留有1mm的间隙,在栏板与台车体装置后产生2mm的间隙造成的台车与台车之间的漏风,这些漏风影响很大,处理也极其困难,约占总风量的30%左右台车漏风图例台车与风箱滑道之间的漏风这是烧结机台车与风箱滑道之间的主要漏风部位,漏风率随着烧结机的长宽比例的增大而增大,国内外很多烧结工作者都进行过多方面的研究:例如改进干油润滑效果、改进斜滑道、改进板簧密封等很多尝试,但由于传统烧结机设计不符合运动学原理出现的变速运动和滑板的不灵活等原因,漏风率很高,估计在10%以上。
烧结漏风管理制度
烧结漏风管理制度一、总则为了规范烧结过程中漏风管理工作,确保生产安全和环境保护,提高设备利用率和产品质量,特制定本制度。
二、管理原则1. 安全第一:在漏风管理过程中,安全第一是最重要的原则,任何情况下都不能牺牲安全为代价。
2. 岗位责任:各岗位人员要明确自己的责任,严格遵守操作规程,确保漏风管理工作的有效执行。
3. 预防为主:在漏风管理过程中,要做到提前预防,及时发现和及时处理,防患于未然。
4. 精细管理:对漏风管理工作要精细化管理,做到数据及时准确,监督到位,确保工作的有效开展。
三、管理要求1. 岗位职责(1)生产负责人:负责制定烧结漏风管理的工作计划,组织实施相关培训和演练,检查漏风管理工作的执行情况,发现问题及时处理。
(2)操作人员:负责按照操作规程进行漏风管理工作,及时上报漏风情况,参与漏风事故的处置和排查。
2. 漏风管理程序(1)漏风检查:每班操作人员需对烧结设备进行定期检查,发现漏风情况及时报告,并及时进行处理。
(2)漏风排查:漏风事故发生后,需及时派员进行排查,找出漏风的原因和位置,制定相应的整改措施。
(3)漏风记录:对漏风事故及处理情况需做好记录,建立漏风管理档案,为日后的查询和复盘提供依据。
3. 安全措施(1)漏风处置:发生漏风事故后,需立即采取相应的安全措施,确保人员安全和设备正常运转。
(2)防护设备:对于漏风较严重的部位,需配备相应的防护设备,确保操作人员的安全。
(3)应急预案:建立完善的漏风应急预案,明确漏风事故的处理流程和责任分工,做到随时应对。
4. 复盘总结(1)漏风事故发生后,需及时进行事故复盘,找出漏风的原因和漏洞,及时进行整改,避免类似事故再次发生。
(2)定期会商:定期召开漏风管理会商会议,对工作进行总结和评估,发现问题及时解决,提高漏风管理工作的规范性和有效性。
四、培训和考核1. 岗前培训:新员工入职后需接受相关的岗位培训,学习烧结漏风管理制度和操作规程。
2. 在岗培训:定期组织漏风管理的操作培训,提升操作员的业务水平和安全意识。
烧结系统环冷机漏风治理
一
பைடு நூலகம்
3 6一
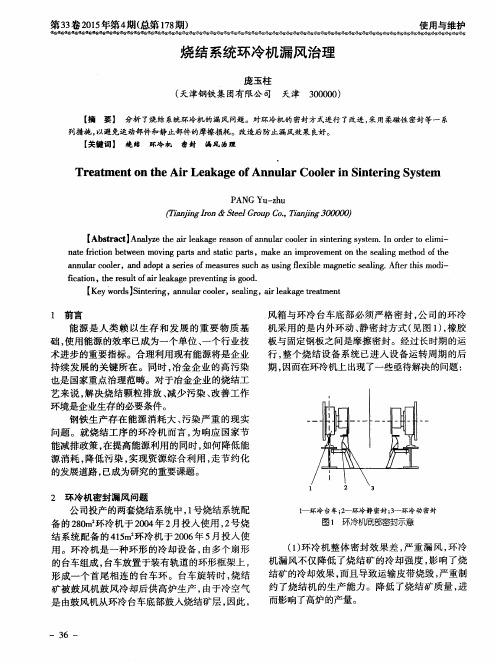
使用与维护 ( 2 ) 因环冷机漏风严重 , 只好通过降低环冷旋 转 速度或增加环冷风 机来加强冷却效果 , 结果增 加 了风机 耗 电量 。 ( 3 ) 环冷机漏风 , 将粉尘吹 出 , 窜 出的含粉尘 气体污染周边环境 。 ( 4 ) 环冷机漏风 , 尤其台车底部及烟罩处漏风 将影响到锅炉进 口烟气温度 , 降低锅炉产汽量 。
1 ‘ 前言
能 源是人类赖 以生存 和发展 的重要 物质基 础, 使用能源的效率 已成为一个单位 、 一个行业技 术进步 的重要指标。合理利用现有能源将是企业 持续发展 的关键 所在。同时 , 冶金企业的高污染 也是国家重点治理范畴。对于冶金企业的烧结工 艺来说 , 解决烧结颗粒排放 、 减少污染 、 改善工作 环境是企业生存的必要条件。 钢铁生产存在能源消耗大 、 污染严重的现实 问题 。就烧结工序的环冷机 而言 , 为响应 国家节 能减排政策 , 在提高能源利用的同时 , 如何降低能 源消耗 , 降低 污染 , 实现资源综合利 用 , 走节约化 的发展道路 , 已成为研究的重要课题。
第3 3 卷2 0 1 5  ̄
4 期( 总第 1 7 8 期)
使用与维护
烧 结系统环冷机漏风 治理
庞玉柱 ( 天津钢铁集 团有限公司 天津 3 0 0 0 0 0 )
【 摘 要】 分析 了烧结 系统环冷机的漏风 问题。对环冷机的密封方式进行 了改进 , 采 用柔磁性 密封等一 系 密封 漏风治理
列措 施 , 以避免运动部 件和静 止部件 的摩擦损耗 。改造后防止漏风效果 良 好。 【 关键词 】 烧瞎 环冷机
Tr e a t me n t o n t h e Ai r Le a k a g e o f An n u l a r Co o l e r i n S i n t e r i n g S y s t e m
烧结机漏风治理技术方案

烧结机漏风治理技术方案摘要:目前一些烧结系统存在高能耗、低效率、产品质量差等问题,通过对这些问题原因的分析可知,根本原因在于烧结机漏风。
据统计,我国烧结机实际漏风率可达 60%,此类漏风问题已变为烧结领域的难题,进而严重影响烧结生产水平不断提升,大幅增加生产成本。
本文针对烧结机普遍存在漏风严重的情况,阐述了烧结漏风率对产量和经济效益的影响及测定计算了烧结各漏风部位的绝对漏风率。
对漏风原因进行了分析,指出了目前烧结机密封存在的不足,提出了相应的解决办法。
关键词:烧结机;漏风治理;方案烧结机的漏风对烧结生产的各项经济技术指标影响很大,如降低抽风系统的工作负压,减少单位面积的有效风量,使生产率下降,风机电耗增加,现场环境恶化等。
此外,大量空气从设备缝隙处漏入,使运转部分的设备磨损加剧,降低了使用寿命。
因此,减少烧结漏风是烧结机设计及生产维护中的大课题。
1 烧结机漏风分析1.1 风机和风箱间漏风风机和风箱间发生漏风主要是因为管道剧烈摩擦、热胀冷缩作用下产生变形与放灰系统缺乏密封,此外管理不充分也会造成漏风。
具体的漏风率由于不同厂家会有一定差别,但通过统计都保持在 5%~ 10% 范围内。
1.2 头尾密封和台车底面间漏风当前针对头尾部密封问题,烧结厂大多运用具有一定弹性特征的装置,或者是重式密封系统。
其中,弹性密封由于经常会受到外力的作用,又会长时间受到废气的影响,使得弹性大幅下降,台车梁产生形变对密封效果造成影响,此部位漏风通常占总风量 10%。
1.3 台车本体漏风台车本体为烧结系统关键漏风位置。
主要包含台车栏板产生变形导致台车本体间、上下部栏板间出现缝隙所形成的漏风;篦条销子和栏板之间的缝隙密封不严形成的漏风;由于栏板材质和结构不规范产生裂缝形成的漏风;由于两台车间的栏板产生变形,或因为设计过程中台车本体和栏板的两侧各预留宽度为 1mm 的缝隙,在完成装配作业以后缝隙变大所形成的漏风。
此类漏风现象一旦发生将造成极大的影响,而且处理难度也很大,漏风量占总风量 30% 以上。
烧结机漏风与高温脂损耗分析及解决办法

烧结机漏风与高温脂损耗分析及解决办法1、总则烧结是冶炼工艺中的重要工序,漏风率是衡量烧结机精度的重要指标。
随着设备不断的老化,烧结机漏风率由刚投产时的4 3.75%上升到最高时的60%以上,而且烧结机的高温脂损耗也逐年递增,同时高温脂挥发后产生的硫化气体给周围环境造成一定的污染。
2、漏风原因分析及治理措施2.1台车密封装置台车是烧结机重要的组成部分,其特点是重量大、数量多、部件杂、易损坏。
其中台车下面的密封装置是控制漏风的关键部件。
理想状态下,滑道与台车游板完全接触,滑道所受的压力为零。
但在使用一定时间后,密封装置出现不同程序的损坏,原因主要有以下几点:(1)台车掉车轮后未及时更换,会导致台车一侧下沉(见图1),台车密封装置的游板与滑道迅速磨损。
当台车车轮恢复后,密封装置的游板与滑道缝隙已经形成。
(2)台车密封装置的游板磨损到一定程度,其限位柱销脱落,造成游板整体脱落(见图2)。
(3)台车游板和游板槽之间进入杂物、油泥。
游板槽里弹簧老化,无法自由伸缩,失去弹性。
台车游板挤死后会出现较大的漏风通道(见图3)。
以上几种情况形成动态漏风点,对于以上问题解决的最好办法是,利用年修期间对台车车轮进行全面检查,按《点检标准》对轴承、衬套、车轮等进行检查和更换。
在资金允许的情况下,建议对密封装置全部更换,这样可以保证密封装置的使用寿命和伸缩在相同范围。
被更换下的密封装置可以根据损坏情况进行修复留做备品。
如果费用紧张,可对密封装置逐个排查,对密封装置的弹性、游板的磨损量、螺栓的连接都要细致的检查,达不到使用标准的进行更换。
2.2烧结机滑道烧结机滑道处于台车密封装置的下方,固定在烧结机风箱上方,材质一般选用55钢.并进行调质热处理,保证其具有一定的耐曆性。
每块滑道上都有油孔和油槽,润滑站的润滑泵定时、定点通过油管把烧结高温脂均匀注入到每块滑道油槽及表面。
为了减少台车密封装置对滑道的有害摩擦.通常对烧结机滑道强制润滑,这样可以降低烧结机电流。
带式烧结漏风治理技术方案的探讨
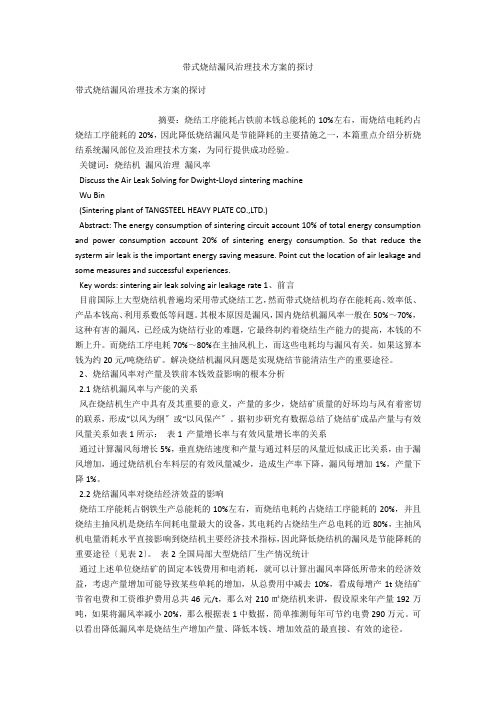
带式烧结漏风治理技术方案的探讨带式烧结漏风治理技术方案的探讨摘要:烧结工序能耗占铁前本钱总能耗的10%左右,而烧结电耗约占烧结工序能耗的20%,因此降低烧结漏风是节能降耗的主要措施之一,本篇重点介绍分析烧结系统漏风部位及治理技术方案,为同行提供成功经验。
关键词:烧结机漏风治理漏风率Discuss the Air Leak Solving for Dwight-Lloyd sintering machineWu Bin(Sintering plant of TANGSTEEL HEAVY PLATE CO.,LTD.)Abstract: The energy consumption of sintering circuit account 10% of total energy consumption and power consumption account 20% of sintering energy consumption. So that reduce the systerm air leak is the important energy saving measure. Point cut the location of air leakage and some measures and successful experiences.Key words: sintering air leak solving air leakage rate 1、前言目前国际上大型烧结机普遍均采用带式烧结工艺,然而带式烧结机均存在能耗高、效率低、产品本钱高、利用系数低等问题。
其根本原因是漏风,国内烧结机漏风率一般在50%~70%,这种有害的漏风,已经成为烧结行业的难题,它最终制约着烧结生产能力的提高,本钱的不断上升。
而烧结工序电耗70%~80%在主抽风机上,而这些电耗均与漏风有关。
如果这算本钱为约20元/吨烧结矿。
烧结机漏风治理技术方案

目前国内外所使用的烧结机,普遍存在着 能耗 高 、 效率低、 产品质量差、 利用系数低等
收稿日期: !""# $ %! $ "&
联系人: 高
彦 ("’’""")
秦皇岛市开发区珠江大道 &( 号
秦皇岛新特科技有限公司
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 善,混合料粒度和碳含量沿料层高度方向偏析 %)提高圆筒给料机的高度,一般要求提 高 #"" // 左右。 !)改造混合料漏斗,取消扇形闸门及其 开启机构。 #)改造烧结机头部的上骨架(包括因圆 筒混合机抬高而引起的骨架变化、因 01 偏析 布料器安装所需而引起的骨架变化) ,增高圆 筒给料机传动底座等。 &)取消原有布料装置,用 01 偏析布料器 取代之。 合理,有利于热工状态改善和垂直烧结速度提 高,因此烧结机利用系数可提高 2 + %" 个百分 点,产量增加。 由于混合料在台车上布料平整,表面碳含 量及密度加大,有利于点火和降低煤气、焦粉 消耗,因此能耗可降低 !"* + #"* ,返矿率降 低 2* 左右。
机尾 $* 号风箱 料层 $’/$ 风箱 !/$ ’)/"# 烟道 集尘管 ’/* 风机出口 )/,/$ 总体 料层 ’/$) 风机出口 )/*-/,
由表看出,在相同的漏风率降低幅度的情 况下,由于原来的漏风率不同,其增产幅度也 不相同。 为计算增产所带来的经济效益,以某年全
表*
项目 9:# 4 & 漏风率 4& 万 方数据 机头 $ 号风箱 料层 $)/, 风箱 !/! ’(/, 机身 # 8 $! 号风箱 料层 $’/# 风箱 ,/* *"/*,
烧结生产工艺漏风

烧结生产工艺漏风烧结生产工艺漏风问题是指在烧结生产过程中,发现烧结机漏风现象,烧结矿料无法得到充分烧结,导致产品质量下降。
漏风问题的出现,会影响整个生产线的运行效率和产品质量,必须及时解决。
烧结生产工艺漏风问题是由多个因素引起的。
首先,烧结机的密封性能不好,会导致热风和烧结床层之间的气体泄漏。
其次,烧结矿料料层不均匀,会造成局部漏风。
此外,料层中的气孔和缺陷也会造成气体泄漏。
最后,烧结机的运行参数不合理,如风温、风速等的控制不当,也会导致漏风问题。
针对烧结生产工艺漏风问题,可以采取以下措施进行解决。
首先是加强烧结机的密封性能。
可以对机器进行维修和更换,确保密封处的胶条和密封垫片处于良好状态。
同时,定期检查和维护密封件,发现问题及时修复。
其次是优化烧结矿料的堆放方式。
矿料的堆放应均匀平整,避免出现料层不均匀的现象,从根本上减少漏风的可能性。
此外,还可以采用气囊封堵等技术手段,对漏风点进行封堵。
最后,合理调整烧结机的运行参数。
通过控制风温、风速等参数,使得烧结床层的温度和氧化还原环境得到良好控制,减少漏风的影响。
在烧结生产工艺漏风问题的解决过程中,还需要做好相关的监测和检测工作。
可以采用红外线测温仪、烟气分析仪等设备对烧结机的温度和气体组成进行实时监测。
同时,对烧结床层和矿料的质量进行定期检测,确保产品质量符合要求。
总之,烧结生产工艺漏风问题对生产效率和产品质量有着重要影响,需要采取有效措施进行解决。
通过加强烧结机的密封性能、优化烧结矿料的堆放方式和合理调整运行参数等方法,可以减少和解决漏风问题,提高生产线的运行效率和产品质量。
同时,加强监测和检测工作,可以及时发现和解决潜在问题,确保生产过程的稳定性和安全性。
烧结机漏风治理技术方案

烧结机漏风治理技术方案〖摘要〗本文阐述了烧结漏风率对产量和经济效益的影响;测定计算了烧结各漏风部位的绝对漏风率;并对漏风部位进行了原因分析,指出了目前烧结机密封存在的不足,提出了相应的解决办法.1前言在冶金行业,烧结生产是一个十分重要的原料制备工序。
烧结生产产品的质量和效率直接影响着生铁的质量和产量,决定烧结矿质量和烧结生产效率的主要原因是烧结机,目前国内外所使用的烧结机,普遍存在着能耗高、效率低、产品质量差、利用系数低等问题。
其根本原因是烧结机漏风。
国内烧结机漏风率一般都在60%左右,这种有害漏风,已经成为烧结行业第一大世界性难题,它最终制约着烧结生产能力的提高,造成生产成本上升,各种消耗升高。
烧结工序的能耗很高,70-80%消耗在主抽风机上,而这些都与漏风相关。
如果折算成单位成本,可在20元/吨以上,全国烧结厂每年为此损失40亿元以上,而且加大了环境保护负担。
中国是世界第一产钢大国,天然富矿又少,走的是传统烧结生产工艺,漏风问题更是普遍存在,解决烧结行业漏风问题是实现烧结清洁生产的重要课题,对于我们这个发展中的钢铁大国更有其深远的环境及社会意义。
2烧结漏风率对产量及经济效益影响的基本分析众所周知,风在烧结生产中具有极其重要的意义,以致在操作方针中有“以风为纲”或“以风保产”的字样,甚至在科教书中也写明:“垂直烧结速度和产量与通过料层的风量近似成正比关系。
”据资料介绍:烧结产量和有效风量有关数据如表1、表2所示:产量增长率与有效风量增长率的关系表1产量增长率与有效风量增长率的关系表2依表1用数理统计中最小二乘法法则计算出产量增长率与有效风量增长率的相关关系式得:y=1.76+0.6356x 相关系数r =0.9446式中: x 为有效风量增长率,y 为产量增长率。
漏风率1 - 漏风率2其计算公式为x= ————————— *1001- 漏风率1漏风率1 - 漏风率2也即y=1.76+63.56* —————————1- 漏风率1依上述公式计算,漏风率的降低与相应的产量增长率值如下表3所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烧结机漏风治理技术方案
(2007—10—05 17:57:22)
转载
标签:
学习公社
4对烧结漏风的基本分析
通过对烧结抽风系统研究、分析,认为漏风基本集中在以下几点:
4.1抽风机到烧结风箱之间漏风
由于管道的磨损和热涨冷缩变形及放灰系统密封不好、管理不到位等,这部分漏风因厂而异,但基本都在5-10%左右.
4。
2头尾密封装置与台车底面之间的漏风
目前各烧结厂普遍采用的是弹性支撑或配重式密封装置。
弹性活动密封板由于频繁受冲击力作用,又长期受高温废气的热冲击,导致弹性下降影响密封效果,这部分漏风约占烧结机总风量的10%左右。
4.3烧结台车本体漏风
这是烧结系统漏风的最关键部位,主要有由于台车栏板变形造成的栏板与台车体之间的缝隙所造成的漏风、上下栏板之间的漏风,蓖条销子与台车栏板间隙配合所造成的漏风,由于栏板结构、材质不合理出现的栏板裂缝造成的漏风,台车与台车之间由于栏板变形及在设计时台车体与栏板两端各留有1mm的间隙,在栏板与台车体装置后产生2mm的间隙造成的台车与台车之间的漏风,这些漏风影响很大,处理也极其困难,约占总风量的30%左右
4对烧结漏风的基本分析
通过对烧结抽风系统研究、分析,认为漏风基本集中在以下几点:
4.1抽风机到烧结风箱之间漏风
由于管道的磨损和热涨冷缩变形及放灰系统密封不好、管理不到位等,这部分漏风因厂而异,但基本都在5—10%左右。
4。
2头尾密封装置与台车底面之间的漏风
目前各烧结厂普遍采用的是弹性支撑或配重式密封装置。
弹性活动密封板由于频繁受冲击力作用,又长期受高温废气的热冲击,导致弹性下降影响密封效果,这部分漏风约占烧结机总风量的10%左右.
4。
3烧结台车本体漏风
这是烧结系统漏风的最关键部位,主要有由于台车栏板变形造成的栏板与台车体之间的缝隙所造成的漏风、上下栏板之间的漏风,蓖条销子与台车栏板间隙配合所造成的漏风,由于栏板结构、材质不合理出现的栏板裂缝造成的漏风,台车与台车之间由于栏板变形及在设计时台车体与栏板两端各留有1mm的间隙,在栏板与台车体装置后产生2mm的间隙造成的台
车与台车之间的漏风,这些漏风影响很大,处理也极其困难,约占总风量的30%左右台车漏风图
例
4.4台车与风箱滑道之间的漏风
这是烧结机台车与风箱滑道之间的主要漏风部位,漏风率随着烧结机的长宽比例的增大而增大,国内外很多烧结工作者都进行过多方面的研究:例如改进干油润滑效果、改进斜滑道、改进板簧密封等很多尝试,但由于传统烧结机设计不符合运动学原理出现的变速运动和滑板的不灵活等原因,漏风率很高,估计在10%以上。
现在烧结机台车与固定滑道间的密封大都采用在台车密封槽内安装弹压式浮动游板式密封装置。
从长期运行结果来看,该种密封装置还存在以下问题:
1由于工作环境温度波动太大,使工作状态下的浮动游板的实际宽度与台车密封槽的宽度很难协调。
常常由于温度较高,热膨胀较大使游板宽于台车密封槽,以致浮动游板被卡死成为固定游板,导致台车游板与固定滑道之间出现缝隙漏风,或由于温度较低,使游板过窄,虽能上下自由浮动,却使其两侧面与台车密封槽两侧壁之间出现缝隙窜风。
2台车长期运行,台车体磨损变短,而安装在台车密封槽内的浮动游板的长度和安装在台车体上的台车栏板的长度都是固定不变的,这样,工作状态时,相邻台车之间,两栏板相接触,两游板相接触,而台车体之间出现缝隙漏风。
3机尾卸矿时,采用星轮式弯道的相邻台车下端都相互撞击,磨损,长期互相撞击的结果,相邻台车体下端部都出现了三角形孔洞,此三角形的底有10mm—30mm,其高为30—40mm,漏风很多。
5烧结漏风综合治理改造方案
治理烧结漏风难度很大,早已经成为世界性难题,为减少投入,在现有生产条件下,在以上对烧结漏风分析的基础上采用以下方案.
5.1抽风机至烧结机风箱之间漏风治理方案
这部分为机械式漏风,如果安装精确维护好,该处漏风很少,但经过长时间运转后各处漏风可明显地观察到,约有10%左右的漏风,现场可视情况不同进行必要的堵漏。
这部分漏风本方案不作重点,由现场自行解决。
5。
2烧结机头尾漏风治理方案
该处漏风约为10%左右。
这里可以将现有的弹簧式密封结构改造成全金属柔磁性密封装置。
由于靠迷宫磁力柔性体的良好弹性和磁阻力矩,使密封板始终紧紧地压向台车底部,即始终保持密封效果,这部分要重新设计.
5.3烧结台车系统全密封
台车车体漏风由四部分组成,按照常规思路可提供的治理方案如下,这些可以根据具体情况选择使用:
1、台车栏板与台车体之间(两端严重)由于在交变应力作用下,栏板变形翘曲使栏板与台车体之间(含两端)产生缝隙而漏风,曾经有人尝试过带有“止”型口的栏板,但是效果不理想,本方案是将台车与栏板制造成迷宫件的复合栏板,保证在栏板翘曲后与台车体不产生缝隙,即达到了完全密封.
2、台车压蓖条的销子孔。
该处每块台车6个孔,无论如何装置该处也有漏风现象,而现场有时销子丢掉则出现一个大光孔。
所以在台车一端为预埋铸一块不锈钢销,另一端预埋钢板与焊接相结合,这样可以使该处不漏风.
3、台车体与栏板端部漏风。
由于栏板变形及实际制造时已产生2mm的缝隙以后使端部缝隙增大,该处采用两种方案进行考虑:一种是将两相接触的栏板端部(含台车端部)做成镶嵌式(即迷宫结构)该处视栏板端的厚度确定。
另一种补充方案是在两栏板的侧面设置一耐高温的软连接结构,即在一个台车端部侧面上固定,另一端搭在另一台侧面,在负压作用下,即自动紧紧压在台车端部的侧缝上面。
止” 型口密封图例
另外,针对台车栏板的竖向裂缝,制成一个复合栏板,用两种材质组合的栏板,即使用的两种材质在同等温度下变形不同,进行复合(在栏板中间埋铸一块薄钢板)。
4、台车滑板与风箱滑道密封
为解决该处漏风曾经有人尝试过在台车密封槽内安装密封橡胶条的办法,缺点是明显的,存在使用过程摩擦阻力大、密封件不耐高温等问题,也有人尝试过将台车滑道改板簧的形式,但是效果都不理
想.
5、全封闭多级磁力密封技术
为减少改造工作量、提高密封效果在上述方案基础上推荐采用采用全封闭多级磁力密封技术方案,参考示意图如附件,该方案设计的依据是全封闭理论、迷宫密封、热风烧结理论,方案实施不改动台车,仅在原有基础上进行,不但实现了烧结机的密封,也实现了烧结过程热风的综合利用,具有节能、降耗、提高产品质量多重功效。
实施该方案烧结机即可以实现无滑道和滑板,是烧结密封技术的一种突破,理论上可以达到无漏风的目的,也可以说是第三代烧结机的诞生。
全封闭多级磁力密封原理图
现场应用实例现场应用实例6,项目投资及经济效益
各烧结厂可结合自己的特点有针对性地对上述专利技术进行选择,我们重点推荐的是烧结机头尾全金属柔磁性密封装置和全封闭多级磁力迷宫密封技术,每台烧结机每平方米投入量仅在1。
5万元,而且改造不长期影响生产,每m2烧结机每年可产生经济效益10万元左右。
本项目应用专利技术有:
1、专利一种无漏风复合型烧结台车栏板
2、专利一种抽风系统外侧密封装置
3、专利一种无漏风台车蓖条固定装置
4、专利烧结机非接触式磁性液体密封装置
5、专利烧结机头尾迷宫磁力柔性体密封装置
6、专利全封闭多级磁力迷宫密封装置
7、专利全金属柔磁性密封装置
8、专利节能型无漏风烧结机。