基于MasterCAM平台的数控编程后处理程序的应用开发
MasterCAM下华中数控车系统的后处理定制
函数修改 改后 p l, c l o e d p e, l rc n 7 s n7  ̄ bd , c cd , et c c a , g 0, g 0, ns g * h ec * *
x tk c’ s k e f , sc c ,zt c , r c p e
1 与 F NU 数控 车铣 程 序格 式 的 比对 分 析 A C
Sju n hi x 量 e F e y 坌
Mat C M 下华 中数控车 系统 的后处理 定制 s rA e
李艳华 江 洁
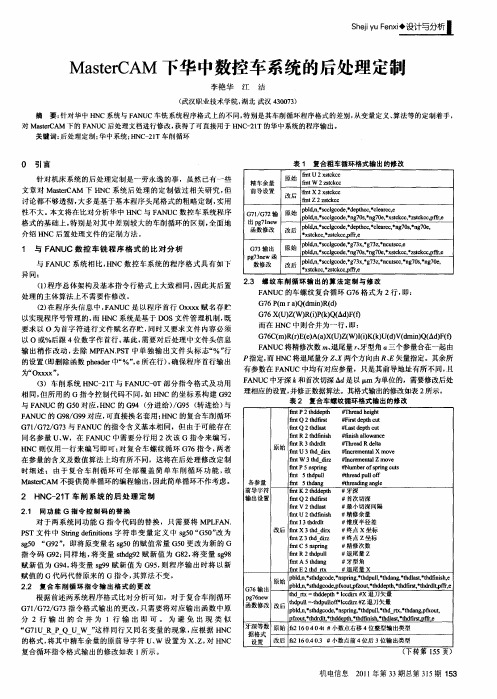
( 武汉职业技术学院 , 湖北 武汉 4 0 7 ) 30 3 摘 要: 针对华 中 H C系统与 F N N A UC车铣 系统程序格 式上的不 同, 别是其车削循 环程序格式 的差 别, 特 从变量定 义、 算法等的定制着 手, 对 Matr A 下的 F N scC M A UC后处理文档进行 修改, 获得了 可直接用于 H 一 1 NC 2 T的 华中系统的程序输出 。 关键词 : 后处理定制 ; 华中系统; N 一 1 H C 2 T车削循环
()车 削 系统 H 一 1 3 NC 2T与 F N C 0 A U -T部 分指 令格 式 及 功用 相 同, 所用 的 G指 令控 制 代码 不 同, H 但 如 NC的坐 标 系 构 建 0 2 9 与 F NU 的 G 0对 应 ,NC 的 G 4 ( A C 5 H 9 分进 给 )G 5 ( 进 给 ) /9 转 与 FN A UC的 G 8G9 对应 , 直接 换名 套用 ; N 9/ 9 可 H C的 复合 车削 循环 G IG 2G 3 F N T / 7/ 7 与 A UC的指 令含 义基 本 相 同,但 由于可 能存 在 同名 参 量 u、 ,在 F N C 中需 要 分行 用 2次 该 G 指令 来 编 写 , w A U H C 则仅 用 一行 来 编 写 即可 ; N 对复 合 车 螺纹 循 环 G 6指 令 , 者 7 两 在 参 量 的含义 及数 值 算法 上均 有所 不 同 ,这 将 在后 处 理修 改 定制 FN A UC中牙深 k 和首次 切深 △ 是 以 m 为单位 的,需要修 改后处 d 理相应 的设置 , 并修正数据算 法 。其格式输 出的修改如表 2 所示 。
基于FANUC 0i MA的MasterCAM 9.0后处理编程

FANUC 0i MA系统配MasterCAM软件仍然是当今数控机床加工的主流搭配,因此本文对广大数控机床的编程与操作人员来讲,很有参考价值。
文中所表述的思路、方法与程序都是作者在长期的工作实践中总结出来的,我们也欢迎广大读者在欣赏本文的同时,将你们有实用价值的技巧与心得写出来与大家共分享。
我们在利用MasterCAM为FANUC 0iMA系统做计算机编程的过程中发现,应用软件默认的FANUC后处理程序(Mpfan.pst)输出的刀路文件,需要大量的手工修改才能满足实际加工的需要。
为了使CAM软件得到进一步推广应用,我们对MasterCAM9.0后置处理程序进行了编辑,使之应用得到了成功,大大提高了编程效率和程序质量,缩短了产品的制造周期,提高了产品的市场竞争力。
『::好就好::中国权威模具网』1. MasterCAM生成的后处理程序在图1所示中,主要完成:(1)φ12立铣刀铣外形;(2)φ2中心钻打中心孔;(3)φ10钻头钻2-φ10孔的加工。
采用MasterCAM软件完成该零件的数控加工仿真后,应用后处理程序Mpfan.pst,生成的NC加工代码如下。
%O0000(PROGRAM NAME-EXAMPLE1)(DA TE=DD-MM-YY-11-07-04 TIME=HH:MM-08:41)N100G21N102G0G17G40G49G80G90(TOOL-1DIA.OFF.-1LEN.-1DIA.-12.)N104T1M6(φ12立铣刀铣外形)N106G0G90X-62.Y10.A0.S1000M3N108G43H1Z50.M8N110Z10.N112G1Z-10.F1000.N114G41D1X-50.F100.N116Y60.N118X-20.N120Y51.N122G3X-14.Y45.R6.N124G1X14.N126G3X20.Y51.R6.N128G1Y60.N130X50.N132Y10.N134X40.Y0.N136X-40.N138X-49.661Y9.661N140G40X-58.146Y1.175N144M5N146G91G28Z0.M9N148G28X0.Y0.A0.N150M01(TOOL-2DIA.OFF.-2LEN.-2DIA.-2.)N152T2M6(φ2中心钻)N154G0G90G55X15.Y20.A0.S1500M3 N156G43H2Z3.M8N158G1Z-3.F50.N160G0Z3.N162X65.N164G1Z-3.N166G0Z3.N168M5N170G91G28Z0.M9N172G28X0.Y0.A0.N174M01(TOOL-3DIA.OFF.-3LEN.-3DIA.-10.) N176T3M6(φ10钻头钻2-φ10孔)N178G0G90G54X-25.Y20.A0.S1000M3 N180G43H3Z3.M8N182G1Z0.F50.N184G0Z3.N186Z2.N188G1Z-2.N190G0Z3.N192Z0.N194G1Z-4.N196G0Z3.N198Z-2.N200G1Z-6.N202G0Z3.N204Z-4.N206G1Z-8.N208G0Z3.N210Z-6.N212G1Z-10.N214G0Z3.N216Z-8.N218G1Z-12.N220G0Z3.N222Z-10.N224G1Z-14.N228Z-12.N230G1Z-16.N232G0Z3.N234Z-14.N236G1Z-18.N238G0Z3.N240Z-16.N242G1Z-20.N244G0Z3.N246X25.(下面是钻第二孔在此省略)|……N310G0Z3.N312M5N314G91G28Z0.M9N316G28X0.Y0.A0.N318M30% 『::好就好::中国权威模具网』在上面程序中,加下划线的都是与FANUC 0iMA系统不能兼容的,也就是需要修改或删除部分,归纳主要有以下几个方面:(1)程序的开头和结束;(2)第四轴,即A轴关闭;(3)刀具调用T1M6分行显示;(4)删除刀具注释;(5)将繁琐的钻孔循环转变为G81、G83指令;(6)行号的省略输出,减少机床的空间占用。
基于MasterCAM—X的典型零件数控加工编程
基于MasterCAM—X的典型零件数控加工编程数控加工编程是数控加工技术的关键环节,是将零件图纸及工艺要求翻译成机器能够理解的程序指令,使数控机床能够按照程序要求自动进行加工。
MasterCAM-X是一种常见的数控编程软件,下面以一种典型的零件为例,介绍MasterCAM-X的数控加工编程过程。
1、导入零件图形首先,我们需要将设计好的零件图形导入到MasterCAM-X软件中进行加工编程。
在MasterCAM-X界面中,选择File->Open,打开零件图形文件,如下图所示。
2、准备工艺数据在进行加工编程前,我们需要准备好相关工艺数据,包括刀具的尺寸、材料、加工过程的切削参数、工件的加工方向等。
这些数据将直接影响到加工质量与效率,需要根据实际情况进行合理设置。
3、创建新工艺在MasterCAM-X界面中,选择Operations Manager,进入工艺管理界面,如下图所示。
在这里,我们可以根据实际需要,创建新的加工工艺模板。
4、建立刀具库刀具是数控加工中重要的工具,可以直接影响到加工质量和效率。
在MasterCAM-X中,我们可以使用刀具库,快速方便地选择需要的刀具。
选择Tool Manager,进入刀具管理界面,如下图所示。
在刀具管理界面中,可以设置切削刀具的相关参数,包括刀具直径、长度、刀尖半径、速度、进给量等。
接着,在工艺管理界面中新增工艺步骤,将刀具库中的刀具与工艺进行绑定,实现自动化的刀具选择。
5、生成切削路径将刀具库中的刀具与零件图形进行绑定后,我们需要生成合理的切削路径。
在MasterCAM-X界面中,我们可以使用散集命令、多边形命令等方式,快速生成切削路径。
需要注意的是,在切削路径生成的过程中,需要充分考虑切削参数、加工方向、刀具的尺寸等因素,以实现高效、准确的加工质量。
6、生成NC代码生成NC代码是数控加工编程的最后一步,也是最重要的一步。
在MasterCAM-X界面中,选择操作模块Operations Manager,点击Generate Code,即可生成NC代码。
基于MasterCAM—X的典型零件数控加工编程
4 数控 加 工编程
工序一 : 中心钻定位 , 6 i 中心钻 。 用 3In n 打开线框 图层 1 关闭其它 图层。依次点选菜单 栏 , “ ol ts T o a 刀具路径” Di ol t 钻孔”在绘 图区依 ph 一“ rl o a lT p h ,
通孔时将平 口钳钻坏。
2 刀具材料选择 )
・
7・
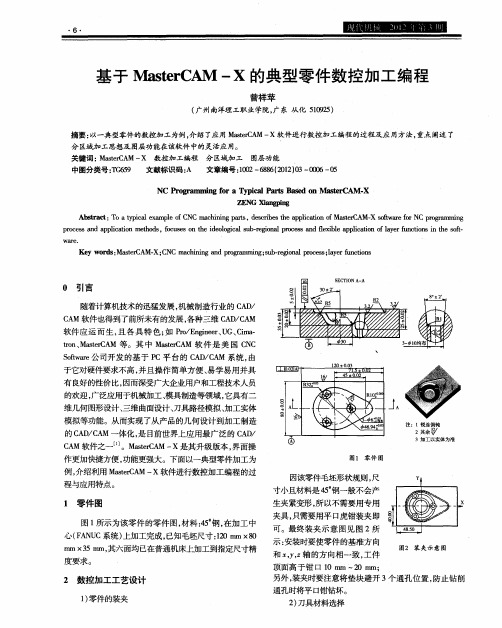
根据加工材料 , 选择 Y 1 T5的硬质合金刀具 。 3 加工工艺路线制定与刀具选择 ) 该零件加工 内容包含孔 、 陡面和平面 , 斜 整体结构较 复杂。具体分析如下 :
a 由于 3 ) 个 孔通过曲面, 故应考虑在铣削曲面之 前先钻孔 。其次 , 由于孔径有公差要求 ( 9 , 1 )故可先将实体转为曲面再进行编程。此处应注意
的是在造型过程 中灵活应用图层功能 , 即将不 同类型图素
设置在不同的图层上 , 主要是为后面曲面修补和编程操作 带来方便。此处具体设置为 : 线框图层 1实体 图层 2 实 、 、
体转成的曲面图层 3 。
寸公差要求 , 为保证这两个要求 , 拟采用 6 l 中心钻定 3nT l l
poesadapi t nm tos f ue ntei ooia sbrg nl rcs adfx l a p ct no l e nt n e o - rcs n pl a o e d ,o ss elg l u - i a poes n ei e p lai fa r uci si t f ci h c o h d c eo l b i o y f o nh s t
0 引言
随着计算机技术的迅猛发展 , 机械制造行业 的 C D A/ C M软件也得到了前所未有的发展 , A 各种三维 C / A D A CM
基于MasterCAM的三大类型五轴机床后处理程序编制方法
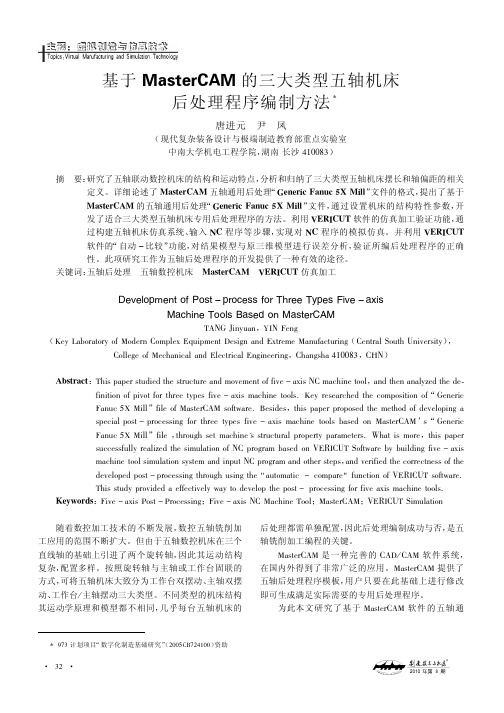
! ’ #" 五轴数控机床的类型与结构特点 五轴机床有三个平动坐标轴和两个转动坐标轴, 且五个轴可以联动, 导致五轴机床可有很多种运动配 置方案。但根据五坐标联动机床中两个旋转轴与主轴 或工作台固联的形式, 可以归为三大基本结构类型, 即 刀具双摆动、 工作台双回转、 刀具摆动与工作台回转。 为便于表述, 以下称运动中轴线方向不变的回转轴为 的轴为工作台转动, 否则为刀 定轴, 反之为动轴; 带 “ (” 具摆动。 (+) 刀具双摆动 如图 ,- 所示为一刀具双摆动型五轴机床, 这种结
“ 数字化制造基础研究” ( "&&S@V_"$%&& ) 资助 ! ^_! 计划项目
・# !" ・
用后处理文件得到满足特定配置机床的专用五轴联动 程序后处理方法。并以应用最广泛的三大类型五轴机 床为例, 分别论述了其专用后处理的编制方法。最终 验证了所 将所编后处理程序通过 #$%&’() 仿真加工, 提出后处理编制方法的正确性和可行性。
构类型是指两个转动轴都作用于刀具上, 由刀具绕两 个互相正交的轴转动以使刀具能指向空间任意方向。 由于运动是顺序传递的, 因而在两个转动轴中, 有一个 的轴线方向在运动过程中始终不变, 成为定轴, 如图中 的 % 轴, 而另一个的轴线方向则是随着定轴的运动而 变化成为动轴, 如图中的 $ 轴。按从定轴到 动 轴 顺 序, 此机床为 % . $ 配置机床。
表 "# 旋转轴地址分配
旋转轴地址代码 2+&&345 %63& %77)(&& &’)89)38%63& $ #$ &’)8&(:8%63& $ "$ &’)87;<8%63& $ !$ 注释 旋转轴地址分配; 设定第一旋转轴为 #; 设定第二旋转轴为 "; 第六轴 ( 辅助轴) ;
基于MasterCAM的三大类型五轴机床后处理程序编制方法

基于MasterCAM的三大类型五轴机床后处理程序编制方法唐进元;尹凤【摘要】研究了五轴联动数控机床的结构和运动特点,分析和归纳了三大类型五轴机床摆长和轴偏距的相关定义.详细论述了MasterCAM五轴通用后处理"Generic Fanuc 5X Mill"文件的格式,提出了基于MasterCAM的五轴通用后处理"Generic Fanuc 5X Mill"文件,通过设置机床的结构特性参数,开发了适合三大类型五轴机床专用后处理程序的方法.利用VERICUT软件的仿真加工验证功能,通过构建五轴机床仿真系统、输入NC程序等步骤,实现对NC程序的模拟仿真.并利用VERICUT 软件的"自动-比较"功能,对结果模型与原三维模型进行误差分析,验证所编后处理程序的正确性.此项研究工作为五轴后处理程序的开发提供了一种有效的途径.【期刊名称】《制造技术与机床》【年(卷),期】2010(000)008【总页数】7页(P32-38)【关键词】五轴后处理;五轴数控机床;MasterCAM;VERICUT仿真加工【作者】唐进元;尹凤【作者单位】现代复杂装备设计与极端制造教育部重点实验室中南大学机电工程学院,湖南,长沙,410083;现代复杂装备设计与极端制造教育部重点实验室中南大学机电工程学院,湖南,长沙,410083【正文语种】中文随着数控加工技术的不断发展,数控五轴铣削加工应用的范围不断扩大。
但由于五轴数控机床在三个直线轴的基础上引进了两个旋转轴,因此其运动结构复杂,配置多样。
按照旋转轴与主轴或工作台固联的方式,可将五轴机床大致分为工作台双摆动、主轴双摆动、工作台/主轴摆动三大类型。
不同类型的机床结构其运动学原理和模型都不相同,几乎每台五轴机床的后处理都需单独配置,因此后处理编制成功与否,是五轴铣削加工编程的关键。
MasterCAM是一种完善的CAD/CAM软件系统,在国内外得到了非常广泛的应用。
Mastercam软件后处理程序的开发研究
第9卷 第1期集美大学学报(自然科学版)V ol.9 N o.1 2004年3月Journal of Jimei University(Natural Science)Mar.2004 [文章编号]1007-7405(2004)01-0069-05Mastercam软件后处理程序的开发研究韩 (厦门鹭江大学,福建厦门361021)[摘要]介绍了如何根据机床不同的控制系统对后处理程序进行开发,从而扩大了数控软件的功能.[关键词]Mastercam;NC程序;后处理[中图分类号]TH164[文献标识码]A0 引言Mastercam是由美国C NC S oftware公司研制开发的一套兼有C AD(计算机辅助设计)与C AM(计算机辅助制造)功能的软件系统.自从1984年问世以来,Mastercam得到迅速的推广及应用.该系统的特点是C AD/C AM的功能强大,可实现2~5轴联动的加工控制,并具有非常强的交互性,可与国内外流行的多套C AD/C AM软件交互使用.因此,在当前数控制造业及模具制造业中得到了最广泛的应用[1].用Mastercam构建图形、编辑刀具路径后,产生的文件是NCI文件,而NCI文件并不能直接传输给数控机床,必须根据不同的控制系统,将NCI文件转换为相应的NC程序,才能被不同的数控机床识别,从而达到控制机床,完成数控加工的目的[2].将刀具路径的NCI文件转换为数控机床能接受的NC程序的过程叫后处理.每种数控软件都带有后处理,Mastercam系统的后置处理程序内定成日本FANUC控制器所接受的通用格式,如FANUC3M、FANUC6M、FANUC0-MC控制器等.由于国内外的数控机床型号繁多,所配置的控制系统不同,对部分G代码、M代码的定义不同,能识别的NC格式也不同,因此,Mastercam软件所生成的NC程序并不是所有的机床都能识别,这样就造成了从数控软件到数控机床的衔接问题,使软件的应用受到局限性,软件的功能得不到充分的发挥[3].Mastercam不能给出与所有机床相匹配的后处理程序,也不带有另行开发的工具,因此,有必要对其后处理程序进行二次开发,使Mastercam产生的程序能被不同的机床所接受.Mastercam后处理程序文件是M pfan.pst,其路径为:Mcam8/Mill/P osts/M pfan.pst.M pfan.pst不是源程序文件,而是在源程序的基础上进行开发的程序文件.二次开发是在M pfan.pst的框架下,按照不同机床的要求,重新设计带双引号内的程序.笔者以台湾LE ADWE LL加工中心为例,介绍了如何根据机床控制系统的需要对后处理程序进行开发设计,使数控软件生成符合机床所要求的NC程序,从而扩大Mastercam的功能和应用,发挥软件的最佳效果. [收稿日期]2003-11-05[基金项目]厦门市科技资助项目(3502Z20031114)[作者简介]韩 (1952-),女,副教授,从事C AD、C AM研究.1 后处理程序的组成及含义后处理程序的调用步骤如下:在Mastercam 主菜单中单击F 档案/E 编辑/PST ,选择MPFAN.PST 后处理,出现如图1所示的对话框.图1 后处理程序对话框 后处理程序由8项内容组成:1)注解 程序每一列前有“#”符号,表示该列为不影响程序执行的文字注解,如:#P ost Name :MPFAN ,表示后处理器的名称[4].2)程序纠错 程序中可以插入文字提示来帮助纠错,并显示在屏幕上.如:##Error messages (错误信息)#saxiswarn “W ARNI NG 2POST ROT ARY AXIS ASSIG NME NT (‘rot on x ’)OVERWRITTE N BY OPER 2ATI ON ”上面双引号中的语句就是出现在程序中错误信息的提示.3)定义变量的数据类型、使用格式和常量赋值 如规定G 代码和M 代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A 、B 和C ,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min 等.4)定义问题 可以根据机床加工需要,插入一个问题让后处理程序执行.如定义NC 程序的目录,定义启动和退出后置处理程序时的C 2H ook 程序名.5)字符串列表 字符串起始字母为s ,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成.字符串sg17,表示指定XY 加工平面,NC 程序中出现的是G 17;scc1表示刀具半径左补偿,NC 程序中出现的是G 41;字符串sccom p 代表刀具半径补偿建立或取消.6)自定义单节 可以让使用者将一个或多个NC 码作有组织的排列,可以是公式、变量、特殊字符串等.pwcs #G 54+coordinate setting at toolchange・07・集美大学学报(自然科学版)第9卷if mil >1,pwcs g54表示用pwcs 单节指代#G 54+在换刀时的坐标设定值,mil 定义为工件坐标系(G 54~G 59)7)预先定义的单节 可按照数控程序规定的格式将一个或多个NC 代码作有组织的排列,编排成一条程序段.8)系统问答 后处理提出了5组问题,供用户对话.可按照注解文字、赋值变量、字符串内容,根据使用的机床及数控系统进行回答.2 后处理程序的设计后处理程序的设计一般是按照NC 程序的结构模块来进行.根据NC 程序的功能,Mastercam8.0系统的后置处理文件分成如下6个模块.1)文件头 文件开头部分设定程序名称和编号,并按照以下格式输出:“%”,e3progno ,e“(PROG RAM NAME 2”,progname ,“)”,e2)程序起始 要完成安全高度设定、刀具交换、工件坐标系的设定、刀具长度补偿、主转速控制、冷却液控制等,还要显示编程者、编程日期、时间等注解,并以带有刀具号的后处理文件开头.其后处理程序设计如下:#Start of file for non -zero tool numberpspindle (主轴转速计算)pcom m ovbtl (移动设备)ptoolcomment (刀具参数注解)......pbld ,n ,3sgcode ,3sgplane ,“G 40”,“G 80”,3sgabsinc(快进、XY 加工平面、取消刀补、取消固定循环、绝对方式编程)if mil <=one ,pg92rtrnz ,pg92rtrn ,pg92g92(返回参考点)......pbld ,n ,3sgcode ,3sgabsinc ,pwcs ,pfx out ,pfy out ,pfcout ,3speed ,3spindle ,pgear ,pcan1(快进至某位置、坐标系偏置、主轴转速等)pbld ,n ,pfzout ,3tlngno ,scoolant ,[if stagetool =one ,3nexttool ](安全高度、刀长补偿、开冷却液)pcom m ovea (加工过程)3)刀具交换 刀具交换执行前,须完成返回参考点、主轴停止动作,再进行换刀,完成刀具长度补偿、安全设定、主轴转速控制等动作.后处理文件中用自定义单节ptlchg 指代换刀过程,新设计的程序如下:ptlchg0 #Call from NCI null tool change (tool number repeats )pcuttype pcom m oveb (加工过程)c mmlt #Multiple tool subprogram callcomment (注释)pcan・17・ 第1期韩 :Mastercam 软件后处理程序的开发研究pbld ,n ,sgplane ,e 4)加工过程 包括快速移动、直线插补、圆弧插补、刀具半径补偿等基本加工动作.对于几乎所有的控制系统,这些加工动作的程序指令基本相同.5)切削循环 Mastercam 软件提供了6种内定的孔加工固定循环方式:一般钻削(Drill/Cbore )、深孔啄钻(Peck Drill )、断屑钻(Chip Break )、右攻丝(T ap )、精镗孔(Bore #1)、粗镗孔(Bore #2),通过杂项选项(Misc #1/Misc #2)可设定左攻丝、背镗孔、盲孔镗孔、盲孔铰孔等循环,其后处理程序设计如下:##Enable Canned Drill Cycle S witches#usecandrill :yes #Use canned cycle for drill (#使用普通钻孔固定循环)usecanpeck :yes #Use canned cycle for Peck (#使用啄式钻孔固定循环)usecanchip :yes #Use canned cycle for Chip Break (#使用断屑钻孔固定循环)usecantap :yes #Use canned cycle for T ap (#使用攻螺纹固定循环)usecanbore1:yes #Use canned cycle for Bore1(#使用镗孔固定循环1)usecanbore2:yes #Use canned cycle for Bore2(#使用镗孔固定循环2)usecanmisc1:yes #Use canned cycle for Misc1(#使用杂项固定循环1)usecanmisc2:yes #Use canned cycle for Misc2(#使用杂项固定循环2)6)程序结尾 一般情况下是取消刀补、关冷却液、主轴停止、执行回参考点、程序停止等动作.其后处理程序设计如下:ptoolend #End of tool path ,before reading new tool data (程序结尾)pbld ,n ,sccom p ,“M5”,3scoolant ,e (取消刀补、主轴停止、关冷却液)pbld ,n ,3sg74,“Z 1=0.X1=0.Y 1=0.”,e (返回参考点)else ,protretabs (程序结束)3 台湾LEADWE LL 加工中心后处理程序的修改台湾LE ADWE LL 加工中心的控制系统虽然是FANUC ,但机床不带自动换刀功能及报警功能,如果调用Mastercam 后处理,产生的程序将不能被LE ADWE LL 机床所识别,不能进行C NC 控制.因此要在M pfan.pst 的框架下进行修改,具体修改步骤如下:调出M pfan.pst 文件,翻到下面所示内容,在程序中加上符号“#”,取消自动换刀功能;删除pfcout ,取消报警功能.修改后的后处理产生的程序将不带自动换刀“T 1M06”语句及报警语句“A0”,这时的NC 程序完全能被机床识别,顺利地进行C NC 加工.具体修改见下面程序:if ntools =one ,stagetool =tw o #skip single tool outputgcode =zerocc-pos =zeropspindlepcom -m ovbtl“(PROG RAM NAME 2”,progname ,“)”“(DATE =DD 2M M 2YY 2”,date ,“TI ME =HH :M M -”,time ,“)”ptoolcomment・27・集美大学学报(自然科学版)第9卷commentpbld ,n ,3smetricpbld ,n ,3sgcode ,sgplane ,“G 40”,“G 49”,“G 80”,3sgabsincif mi1<=one ,pg92-rtrnz ,pg92-rtrn ,pg92-g92absinc =mi2if stagetool =zero ,pbld ,ιn ,3t ,“M6”(加#)if stagetool =one ,pbld ,n ,3next-tool ,“M6”pindexpbld ,n ,3sgcode ,3sgabsinc ,pwcs ,pfx out ,pfy out ,pfcout ,(删pfcout )4 结束语其他不匹配的控制系统,如西门子等控制系统,都可结合数控机床说明书进行修改,去除或增加.一般从程序头开始修改,到程序尾结束.但是如果修改量太大,就应重新设计后处理程序.设计步骤可参照上述的6个模块进行.软件的后处理与数控机床的控制系统不相匹配时,还可用手工修改NC 程序,但每个NC 程序文件都得修改.手工修改程序费时费力,容易出错.由此可见开发后处理程序具有重要的意义.[参考文献][1]严烈.Mastercam 8模具设计超级宝典[M].北京:冶金工业出版社,2000.[2]简琦昭,柳迎春.Mastercam V 8.1高手指路[M].北京:清华大学出版社,2002.[3]S tephen J V on Dyne.Mastercam386M ill Reference Manual [M].T olland :C NC S oftware ,1991.[4]王睿,张小宁.Mastercam 8.X 实用培训教程[M].北京:清华大学出版社,2001.The Development for the Post Processor of MastercamH AN Min(X iamen Lujiang University ,X iamen 361005,China )Abstract :This article introduces how to develop the post process or of Mastercam for C NC machines.This methods will extend the functions of Mastercam.It is als o usefull for the application of C AM/C NC technology.K ey w ords :Mastercam ;NC programs ;post process or ・37・ 第1期韩 :Mastercam 软件后处理程序的开发研究。
MasterCAM后处理程序的修改设定
MasterCAM 后处理程序的修改设定摘要:本文在学习MasterCAM 后置处理程序的基础上,修改和设定出了适合本单位特定数控系统加工中心的专用后置处理程序,解决了由MasterCAM 自带的后置处理程序生成的NC 程序不能直接用于特定加工中心的问题。
关键词:后置处理数控系统CNC 编程我们单位对某型号立卧加工中心进行了数控系统改造,此型号加工中心以前是CNC-532数控系统,改造后为SINUMERIK SINUMERIK 840D840D 数控系统。
数控系统改造后,我们使用的Mastercam 内部自带的后置处理程序,没有合适的后处理程序支持这台改造后的数控系统,CNC 编程过程中手工改动的工作量大,效率不高,常常有错误发生。
因此,我们认真分析了Mastercam 后处理程序特点后,根据加工中心改造的实际机床坐标系和数控系统的程序编制格式等要求,对后处理程序进行了重新设定修改,效果不错。
1 mastercam 后置处理文件介绍mastercam 后置处理文件的扩展名为pst,它的主要功能任务是坐标变换和代码转换,用户根据具体的机床坐标系和不同数控系统的程序编制格式要求,可以对其数据库进行修改和编译,开发出适合特定数控机床的专用后置处理程序。
后处理过程直接决定了CAM 编程所产生的加工程序能否在加工中心上顺利运行,它是适应单一类型数控系统的,它的每个文件对应一种数控系统模型。
其结构由注解;程序纠错;它的每个文件对应一种数控系统模型。
其结构由注解定义变量;定义问题;字符串列表;自定义单节;预先定义的单节;系统问答等八个部分组成。
我们重新设定修改后置处理文件时,要从下面这三个方面进行编辑和改进:(1)编程协议;(2)功能描述代码;(3)数值的输出格式。
出格式。
2 针对特定机床的后置处理程序设定过程针对特定机床的后置处理程序设定过程我们单位改造数控系统后的加工中心,它的卧式坐标系和Mastercam的TOP方向一致(笛卡儿坐标系XY平面),应主要考虑功能描述代码和它的数值输出格式,它的设定变化不大。
基于MasterCAM在数控加工中的应用
零件的建模后 ,根据加工工艺的安排 ,选用相应工序所使用的刀 具, 根 据零件 的要求选择加工毛坯 。确定工件坐标系与机床坐标系的 相对 尺 寸 ,并进行 各种工 艺参数设定 ,从 而得到零件 加工 的刀具路 径 。如面铣 ( 上表面 ) ——外轮廓加工——钻孔 ( 中 和 的孔 ) ——铰孔——实体加工 ( 内轮廓 )。设置好的刀具运动轨迹和 加工信息 , 通过计算功能生成刀具路径 。
工质量 ,为企业创造 良好的经济效益。
1 、特点 M a s t e r C A M 软件是美 国的C N C S o f t w a r e / z  ̄ 司开发的 , 该软件 易学 易 用 ,操作方便 ,因而深受广 大企业 用户 和工程技术人员 的欢迎 ,广 泛 应用 于机 械加工 、模具制造 、汽 车工业和航 天工业 等领域 ,它不但 具有二维几何 图形设计 ;三维实体 、曲面设计 ;而且还有刀具 路径模 拟 、加工实体模拟等 功能 ,同时提供友好 的人机交互 界面 , 从 而实 现 了从产 品的几何设计到加工制造 的C A D / C A M -体化。是 目 前 世界上应 用最广泛的C A D / C A M 软件之一, 近两年全国性 的数控技能竞赛都体现了 这一点 。 2 、功能 M a s t e r C A M 是一种功能强大C A D / C A M 软件 , 由C A D 和C A M两大部 分组成 ,分成实体造 型、铣削加工 、车削加工和线切割4 个功能模块 。 通过对所设计 的零件进行加工工艺分析 ,并绘制几何 图形及建模 ,编 制刀具路径 ,通过程序 的后处理生成数控加工 N C 指令代码 ,输人 到 数控 机床既可完 成加工 。M a s t e r c a m 具有强劲 的曲面粗加工 及灵活 的 曲面精加工功能 ,以提高零件加工 的效率 和质量 。可 以从 中选择最合 理 、最 好的加工 方法 ,加工最 复杂 的零件 。M a s t e r c a m的多轴加工功 能 ,为零件的加工提供了更多的灵活性 。M a s t e r c a m 还具 有可靠 的刀具 路径校验功能 ,可模拟零件加工 的整个过程 ,模拟 中不但能显示刀具 和夹具 ,还能检查刀具和夹具与被加工零件 的干涉 、碰撞 问题 。尤其 在数控加工 中心加工一些复杂 的零件 , 手工编程难度大 , M a s t e r C A M 优 势更为明显 。 3 、簟倒 :如下 圈是发 动机 连杆的零件圈
MasterCAM在数控编程及加工实验中的应用
直观地仿真出来了。 2 1 零件加工参数及工艺 的设置 .
M s rA atC M系统中的 C D绘 图建模功能可以 e A 生成三维零 件模型 , 也可 以利用该系统提供 的数 据接 口 将在其它 C D系统中做好 的零件模型数据 A
图形设计、 三维 曲面设计 、 刀具 路径模拟 、 加工实
学生 学 习 的兴 趣 不 高 , 得 不 到应 有 的实 际 动 手 也
工制造 , 可使企业 提高设计 质量 , 缩短生产周期 , 降低产品成本 , 从而取得 良好的经济效益 。 M s rA a e M软件是美 国的 C C Sf a 公 司 tC N ow r t e 开发的基于 P c平 台的 C D C M 系统 , A /A 由于它对 硬件要求不高 , 并且操作灵 活、 易学易用并具有 良 好的价格性能 比, 因而深受 广大企业用户 和工程 技术人员 的欢迎 , 泛应 用 于机 械加 工、 具制 广 模
体化。是 目 前世 界上应用最广泛 的 C D C M软 A /A
件之一 。
2 Mat cm数控 编程方法及 其特 点 s ra e
数控铣 床上程序编制 的方 法有两种 , 一是手 工编程 , 经过编 程人 员进 行零 件 分析 、 是 工艺 设 计、 数学运算后编制程 序 的编程方式。二是 自动 编程 , 主要是通过 C D C M软件辅助设计得到程 A /A
维普资讯
Ds n n e a h 计与 研 究 ei d s r 设 ga R ec
Matr A 在数 控编 程 及 加 工 实 验 中 的应 用 s C M e
Ap l a in o se pi t fMa t r c o CAM n n me ia rg a i u r l o r mm n rig t s c p a d wo kn e t
基于Mastercam X的数控自动编程
x中 , e g ( D s n设计 ) i ( i , l 铣削加 工 )L t ( 削加 Ml ,a e 车 h 工 ) R u r( ,ot 激光线切割加工) 个功能模块被集成 到 e 4
一
M s r m X对 软 件 的核 心进 行 了重 新设 计 , at c ea M s ra at cm X采用全新技术并 与 Wi o s e n w 技术紧密 的 d 结合 , 新版本 M s r m X中, at c ea 由于 D s n 计)M l ei ( g设 ,i l ( 铣削加工 ) Lt ( 削加 工 )R u r , h 车 ae , ot ( e 激光线切割 加工) 个功能模块 的集成 ,在 主菜单 中新增 了 M — 4 a
品成本 , 而取得 良好 的经 济效 益 。 从
M s r m是美国 C C软件公司开发的基于微机 ae a tc N
平台的 C D C M集成软件 ,自 18 A /A 94年问世 以来 , 进
行了不断改进和版本升级 , 软件功能 日 益完善 , 成为 国
内外制造业最广泛采用 的 C D C M集成软件之一 。 A /A
统本身提供 的标准图形转换 接 口如 D F IE 、T 、 X 、 SS L G
D WG等把其它 C D软件生成 的图形转变成 M s r A at — e
cm X系统的图形文件 。( ) a 3 通过 M s r m X系统 at c ea 系统提供 的 A CI S I图形转换接 口,把经三坐标测量仪 或扫描仪测得 的实物数据 ( Y、 坐标离散点 ) x、 z 转变 成图形文件。 图3 所示盒的凹模零件 图, 在建模绘 图的过程中
【doc】MV—610加工中心基于MasterCAM的后置处理程序设计
MV—610加工中心基于MasterCAM的后置处理程序设计基于MasterCAM的后置处理程序设计一,前言]t数控自动编程分为以自动编程语言和以计算机绘图为基础的自动编程方法,两种方式都是经过刀位计算产生U工刀具路径文件,而不是数控程序.从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及数控程序格式要求进行分析,判断和处理,最终形成数控机床能直接识别的数控程序,这一过程就是数控加工的后置处理(PostProcessing).MasterCAM是美国CNCSoftware.Inc公司开发的基于微机平台的cAD/cAM软件,侧重于数控加工,其曲线,曲面设计主要针对数控加工编程,它能完成2—5轴数控铣削加工编程,线切割加工编程和车削加工编程,在模具制造业中的应用非常广泛.该系统分为主处理程序和后置处理程序两大部分.主处理程序针对加工对象,加工系统建立三维模型,用图形交互的方法计算刀具运动轨迹,生成加工刀具路径文件(称为NCI文件).NCI文件是一个用ASCII码编写的文件,包含产生NC程序的全部资料.该系统后置处理程序内定成适应日本FANUC控制器的通用格式,如FANUc3M,FANUC6M,FANUC0一MC控制器等.MY一610加工中心配置的数控系统是德国西门子sINUMERIK81OD,MasterCAM软件生成的NC代码不能直接应用,还需人工做大量的修改,既不方便又易出差错.因此,有必要为MV一610加工中心开发专用的后置处理程序.发挥软件CAM模块的最佳效果本文根据MasterCAM7.2c的通用后置处理程序,结合MV一610加工中心和SINUMERIK810D 系统的特点,设计出专用的后置处理程序,以便MasterCAM生成的NC程序能直接用于加工生产.二.MasterCAM系统通用后置处理程序MasterCAM系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序.卜f[芝坚MasterCAM系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参敷,NC程序格式,辅助工艺指令+设置了接口功能参数等, 其结构由八个部分组成.1.注解程序每一列前有#"符号表示该列为不影响程序执行的文字注解.如:#mi2一Absolute,orIncrementalpo*itioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=l为增量值编程.在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式.2.程序纠错程序中可以插人文字提示来帮助纠错,并显示在屏幕上.如:#Errormessages(错误信息)psuberror#Arcoutputnotallowed "ERROR—WRONGAXISUSET)INAX【S SUBSTITUTION",e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示.3.定义变量的数据类型,使甩格式和囊■胜如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴地址代码是A,B和C, 圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/rain等.4.定义问题可以根据机床加工需要,插人一个阆慧蛤后置处理程序执行.如定义NC程序的目录,定义启动和退出后置处理程序时的C—Hook程序名.5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组虞.字符串sgl7,表示指定XY加工平面,NC程序中出现的是G17,sccl表示刀具半径左补偿,NC 程序中出现的是G41,字符串sccom1)代表刀具半径计算柳薯il助设计与—■奠-●蚺1.1补偿建立或取消.6自定义单节可以让使用者将一个或多个NC码作有组织的排列.自定义单节可以是公式,变量,特殊字符串等pwcs吐G54+coordinatesettingattoolchangeifmil>1.pwcs_g54表示用pwcs单节指代#G54+在换刀时坐标设定值,m.il定义为工件坐标系(G54~G59)7预先定义的单节使用者可按照数控程序规定的格式将一个或多个NC代码作有组织的排列,编排成程序段.8.系统问答后置处理软件提出了五组问题供使用者回答,可按照注解文字,赋值变量,字符串等内容,根据使用的机床,数控系统进行回答.三,MV-610加工中心及Nc编程特点1MV-610加工中心的特点MV一6l0加工中心为四轴联动立式加工中心(目前只装有三轴),刀库容量为2O把刀,采用斗笠式自动换刀装置,刀库只需作左右移动.以刀座编码方式选刀,系统对刀库中每个刀座编码,同时也对每把刀具编码,刀具须放到与其号码相符的刀座中.换刀时,在换刀点将主轴上的刀具取下,先放到原来的刀座中.再取出数控程序指定的下一把刀, 选刀动作与换刀动作是一个连续的过程.该加工中心具有常规冷却和主轴中心出水(内冷)的功能.主轴中心出水功能用在深孔加工时,能提高刀具寿命和加工精度.两种方式由不同的M指令(M7,M8)控制.该加工中心通电后,必须先返回参考点,才能执行其它的动作,之后可不必每次返回参考点.但该机床是半闭环控制,工作台处在控制环之外,随着加工过程的持续进行,工作台会发生误差积累, 而机床又必须返回到参考点后才能换刀.因此,有必要在每道工序完成后返回参考点.2MV一610加工中心数控系统NC编程特点FANUCO—MC系统和SINUMERIK8101)系统在NC编程上有较大的差别前者的G,M指令都只有两位数,即G00~G99,M0o~M99,其中部分G,M代码未指定功能.而后者除了以上指令,还采用了Gll0~G112,G820~G829,G500~G599等三位数字表示的G指令;此外,缩写的英文单词,如: TRANs/ATRANs(零点平移),ROT/AROT(坐标选择),MIRROR/AMIRROR(镜像),NORM/ KONT(接近和退出轮廓)等也成为重要的编程指令,使得SINUMERIK8101)系统程序更加复杂. 四,MV一610/j~-r中心专用后■处理文件的设计设计后置处理文件,一般是按照NC程序的结构模块来进行MasterCAM7.2c系统的后置处理文件的六个模块如下:1文件头文件头部分设定程序名称和编号,此外, sINuMERIK810D系统还必须指定NC程序存放路径,并按照以下格式输出:%_N一(程序名及编号)一(路径)NC程序可存放在主程序,子程序和工作程序目录下,扩展名分别为:MPF,SPF,WPD,一般放在工作程序目录下.因此经修改的PST文件格式为:Pheader#Startoffile"0/LN一",progname,"_WPD"(程序名,存放目录)2.程序起始在程序开始时,要完成安全设定,刀具交换,工件坐标系的设定,刀具长度补偿,主轴转速控制,冷却液控制等,并可显示编程者,缩程Ft期,时间等注解.修改后的有刀具号PST文件开头格式如下: Startoffilefornon-zerotoolnuraberpspindlepconkdnovbtlptoolcomment(主轴转遗计算)(穆动设备)(刀具参数注解)pbld.n.*sgcode.*sgpla~"G40."G80,*sgab~nc(快进,XYNT~Ziii,取消刀}卜'取消固定循环,绝对方式编程)ifrail<=one,pg92rtrnz.(返回参考点)pbld,rL*sgcode,*sgat~ac,pwes,pfxout,pfyout,pfcout,*speed,*spindle,l~ear,pcanl一(快进至某位置,坐标系I旺,主轴转速等)pb[d,n,pfzou~,*tlngno.seootant, [ifstagetool=one,*next_too1](安全高度,刀长补偿,开冷却液) pcom—inovea(加工过程)3刀具交换刀具交换执行前,须完成返回参考点,主轴停止动作.然后换刀,接着完成刀具长度补偿,安全设定,主轴转速控制PST文件中用自定义单节pt[chg指代换刀过程,编辑修改后的程序如下:Ptlchg#Tl00lchangeptoolcomment(新刀参数注解)comanen[(插入注解)ffaamtool<>two,pbld,II,十t,e(判断,选刀)II."M6I(换刀)pindex(输出地址)pbld.n,*sgcode,*sgabsinc,pwcs,pfxout, pfyout,pfcout,*speed,*spindle,1)gP~r,pcanl (快进至某位置,坐标系偏置,主轴转速等) pbld,i1,pfzout,十tlngno,IIM7II,fifstagetool=one,*next_too1](安全高度,刀长补偿号,开冷却液)1x;om_movea(加工过程)4加工过程这一过程是快速移动,直线插补,圆弧插补,刀具半径补偿等基本加工动作.对于几乎所有系统, 这些加工动作的程序指令基本相同.注意SINUMERIK810D系统的刀具长度补偿值由字母D后加两位数字调用,不需要G43/G44指令;而半径补偿值则由G41/G42调用,不需要再接地址代码;用(340取消刀具长度和刀具半径补偿.5.切削循环MasterCAM软件提供了6种内定的孔加工固定循环方式:一般钻削(Drill/Cbore),深孔啄钻(PeckDril1),断屑钻(ChipBreak),右攻丝(Tap),精镗孔(Bore#1),粗镗孔(Bore#2),通过杂项选项(Misc#1/Mist#2)可设定左攻丝,背镗孔,盲孔镗孔盲孔饺孔等循环,并采用G73一G89代码来表示.如对于深孔钻削固定循环,MasterCAM采用的格式为:G83X_Y—zjL._F:而sINuMERIK810D系统用cYcLE83替代深孔钻削循环,其NC 程序要求给出循环加工所有参数,输出格式为: cYCLE83(RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,rS,FRF,V ARI)在PsT文件中需按s1NUMERIK8loD系统格式进行定义,修改和编写6程序结尾程序结尾一般情况下是取消刀补,关冷却液,主轴停止,执行回参考点,程序停止等动作.下面是修改后的PSI"程序结尾:Ptoolend_t#Endoltoolpath,toolchangepbld,II.secomp,"M5",*scoolant,el取消刀补,主轴停止,关冷却液)pbld,n,*sg74,Z1=0.Xl=nYl=0.,e《返回参考点)ifmi2=one,pbld,YI,,sg74,X1=0.II,Y1=0.1r, protretinc,eelse,protretabs(程序结束)在后置处理程序中,对于与FANUCI>-MC系统有不同代码但功能相同的指令,壹接替换却可, 如用sINuMERIK810D系统的公,英制指夸G71/ G70替代G21/G20,G74/G75替换G2昱/G29等.对于功能相同,格式和代码相异的指令,要注意严格按格式要求修改,如返回参考点,前者输出格式为: NaG91G28Z0;Na+lG28X0Y0:后者则为:G71Z1=OXl=O.Y1=0.针对后置处理较困难的指令:ROT/AROrr(坐标选择),MIRROR/AMIRROR(镜像),NORM/ KONT(接近和退出轮廓)等,则在MasterCAM主处理程序中以图形变换和处理的方式予以解决, NC程序中不出现这些指令.五,使用效果使用按照上述方法设计的专用后置处理程序所生成的NC程序,能够处理轮廓,内槽,曲线的曲面刀具路径文件,不需人工做二次处理,可在装配sINuMERⅨ8lOD系统的MVl6l0加工中心上直接应用,加工各种类型的零件.对于其它数控系统,可参照此方法,对MasterCAM的后置处理程序进行修改,计算机,I助设计与●鼬∞_I怫l毒●l。
浅谈MasterCAM后处理文件应用
浅谈MasterCAM后处理文件应用(作者未知)CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是DNC系统微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。
但是由于数控系统的多样性,在生成G代码时应与机床所用的数控系统相符合。
这里仅根据自己在使用实践中的经验谈谈Mastercam后处理程序在加工的应用和对一些出现的问题的解决。
一、概述CAM从设计绘制图形到编制刀具路径,再通过后处理器转换为机床数控系统能识别的NC程序,并能模拟刀具路径验证NC程式,然后通过DNC与机床的连网输入到机床中。
由于它(1)使编程人员从大量繁琐的、容易出错的手工编程工作中解放出来。
(2)提高了计算精度。
(3)实现了编程的规范化和优化,利用现有的DNC机群管理直接把由计算机生成程序传到机床,提高了效率,减少了出错机会。
并可以进行适时的修改,取得模拟加工的直观的效果。
所以目前正广泛地应用在国内外的机加行业。
二、Mastercam软件的后置处理文件后置处理文件简称后处理文件,是一种可以由编程人员以回答问题的形式自行修改的文件,其扩展名为.PST。
在应用Mastercam软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序,也就是说后处理程序可以将一种控制器的NC程序定义成该控制器所使用的格式。
以FANUC系列的后处理为例,它既可以定义成惯用于FANUC3M控制器所使用的格式,也可以定义成FANUC6M控制器所使用的格式,但不能用来定义其它系列的控制器。
不同系列的后处理文件在内容上略有不同,但其格式及主体部分是相似的,一般都包括以下几个部分。
1.Annotation(注释)对后处理文件及其设定方法作一般性介绍。
2.问题该部分为后处理文件的主要部分,FANUC系列的后处理文件中共包括200个问题,对这些问题的回答将决定将来输出的NC程序的格式。
MasterCAM后置处理文件的高级编程方法及其应用

Abstract: This paper introduces the advanced p rogramm ing method of post p rocessing ( PST) file of M asterCAM. The grammatical features of the PST file are p resented firstly. B ased on this, aimed at solving a bug in 2D contour machining mode ofM asterCAM , the related post p rocessing algorithm is modified in the PST file. Practice has p roved that the resulting NC codes are correct, and this method is of considerable val2 ue for reference.
图 1b,刀具底边切削刃与被加工展开线正好相切 ,可 见在 ①处没有加工偏差 , ②处的法截面为图 1c, A 点为 刀具底面中心 , B 点为展开线与截面的交点 , C 点为刀 具底边切削刃上刀尖点 。显然 ,弧线 AB 和直线 AC 的 长度都等于刀具半径 ,而 B 点与 C 点之间的距离导致 加工出现偏差 。如果展开线就是刀辊的刀刃 , 则内外 偏差相加 ,会使加工出的刀刃两头厚 , 中间薄 , 必须返 工处理 。 2. 2 修正算法及编程实现
CNC Technology数控技 术
M a s te rCAM 后置处理文件的高级编程方法及其应用
苏旭武
(湖北工业大学机械工程学院 ,湖北 武汉 430068)
基于 UG NX 的 DTM 数控车后处理程序的开发应用
基于 UG NX 的 DTM 数控车后处理程序的开发应用佚名【摘要】To improve the function and security of CNC machine tool,the study developed a postprocessor that can realize the automatic programming and construct a simulating manufacturing model during the UG NX system processing module,based on the platform of UGNX4.0,using the UG/POST Builder as re-searching tool.It also demonstrated the validity and practicability of the machine tool motion model by val-idating the analysis simulation machining and comparing of the practical machining.%为提高数控机床的功能及安全性,以 UG NX4.0为开发平台、用UG/POST Builder 后处理构建器为开发工具,开发出在 UG NX 系统加工模块中实现自动编程的后处理程序,以及仿真加工运动模型.通过对零件进行模拟加工验证分析和实际加工对比,证明开发的后置处理器和机床运动模型的正确性和实用性.【期刊名称】《湖北工业大学学报》【年(卷),期】2015(000)004【总页数】4页(P108-111)【关键词】数控加工;UG NX;后处理程序;仿真加工;数控车;刀轨【正文语种】中文【中图分类】TH16常用编程技术有手工编程和自动编程。
手工编程效率低,容易出错,安全性和工艺性也不好,且受到机床数控系统的制约[1];自动编程效率高,不易出错,安全性和工艺性都好。
数控编程软件的后处理技术(论文)
数控编程软件的后处理技术摘要:针对数控编程软件后置处理器存在的问题论述几种常见数控编程软件后置处理程序的设定方法通过数控仿真软件和数控车床(CK6136)的验证符合精度要求同时这种方法也适合于开发其他数控系统的后处理器在实际生产中得到广泛应用。
关键词:数控编程后处理仿真软件1数控编程软件与后处理技术1.1数控编程软件随着计算机技术及数控技术的发展,产生了一些高效、实用、优秀的CAD/CAM软件系统,将手工编程提升到计算机编程,把烦琐的刀路轨迹计算交给计算机来运算,大大提高了编程效率和准确度.实践中常见的CAD/CAM软件有C A X A-ME、M a s t e r C A M、P r o/E N G I N E E R、UG等。
1.2后处理技术经过自动编程刀具轨迹计算产生的是刀位数(C u t t e r l o c a t i o n d a t e)文件,而不是数控程序.因此,这时需要设法把刀位数据文件转变成指定数控机床能执行的数控程序,然后采用通信的方式或DNC方式输入数控机床的数控系统,才能进行零件的数控加工.把刀位数据文件转换成指定数控机床能执行的数控程序的过程就称为后置处理.刀位数据文件必须经过后置处理转换成数控机床各轴的运动信息后,才能驱动数控机床加工出设计的零件.后处理程序是在设计完成的待加工零件模型基础上,对已安排好的加工方式、刀具选择、下刀方式、刀路安排及切削参数等工艺参数进行运算,并编译生成机床能识别的G代码.这一步的代码处理准确与否直接关系到零件的加工质量及数控机床的安全. 在安装数控编程软件(CAD/CAM)时系统会自动设置好一些后置处理程序,当编程者采用的数控系统与之相对应,就可以直接选择相对应的后置处理程序,,而实际加工时选择的后置处理程序也应与编程者的数控系统相一致,所以在利用编程软件进行数控编程时,必须对后处理器进行必要的设定和修改,以符合编程格式和数控系统的要求若编程人员在数控编程时不了解数控系统的基本要求,没有对后处理程序,进行设置,结果生成的数控代码中就会有很多错误或多余的指令格式,这就要求在程序传入数控机床前,必须对NC程序进行手动增加或删减,如果没有修改正确,极易造成事2实施方案数控程序是保证加工产品精度要求的重要因素,而后置处理器的作用就是处理刀路轨迹、生成数控程序,下面介绍几种常见CAD/CAM软件设置后处理器的方法2.1 Pro/E软件Pro/ENGINEER加工模块(Pro/NC)是一种功能十分强大的自动化CAM加工模块.在利用Pro/E软件设计数控加工的后处理程序时,一般按照NC程序格式的特点,对P A T文件的结构模块进行设计.Pro/E本身已配置了当今世界上知名度较高的数控厂商的后置处理文件,但这仅仅能满足部分用户的需要.为了使一般数控机床能够处理Pro/NC的加工工艺文件,Pro/E所带的后置处理模块通过设置机床配置文件的方式,扩充后置处理的功能.Pro/NC可以生成通用的刀位数据文件(C L D a t a F i l e),这个文件包含着以ASCⅡ格式储存的刀具运动轨迹和加工工艺参数等得要信息。