Toys验货员检验流程注意项英文描述
出货检验流程及注意事项
出货检验流程及注意事项英文回答:Shipping inspection is a crucial step in ensuring the quality and accuracy of goods being sent out to customers. As a quality control manager, I oversee the entire processto make sure that only the best products are being shipped out.First and foremost, I work closely with the production team to establish clear quality standards for the products. This includes specifications for dimensions, materials, packaging, and any other relevant factors. By setting these standards early on, we can avoid any confusion or misunderstandings later in the process.Once the products are ready for shipment, I conduct a thorough inspection to ensure that they meet our quality standards. This involves checking for any defects, damages, or inconsistencies that may have occurred during production.I also verify that the correct quantity and type of products are being sent out.In addition to visual inspections, I also use various testing methods to confirm the quality of the products. This may include conducting drop tests, durability tests, or other specific tests depending on the nature of the products. By using a combination of visual inspections and testing methods, I can confidently confirm the quality of the goods before they are shipped out.It is also important to pay attention to the packaging and labeling of the products. I make sure that the products are properly packaged to prevent any damage during transportation. I also check that the labeling is accurate and complies with any legal requirements.Furthermore, I work closely with the logistics team to coordinate the shipping process. This includes ensuringthat the products are loaded onto the correct trucks or containers, and that they are delivered to the correct destinations on time. Communication is key in this processto avoid any delays or mix-ups.Overall, the shipping inspection process requires attention to detail, thoroughness, and effective communication. By following these steps and staying vigilant throughout the process, I can ensure that only high-quality products are being shipped out to our customers.中文回答:出货检验是确保向客户发送的货物质量和准确性的关键步骤。
质检的流程及注意事项

质检的流程及注意事项英文回答:Quality Inspection Process and Considerations.1. Planning.Define the inspection scope, objectives, and criteria. Determine the inspection methods and frequency.Establish clear acceptance and rejection standards.Assign trained and qualified inspectors.2. Preparation.Gather necessary materials, tools, and equipment.Review design specifications and technical drawings.Train inspectors on inspection procedures and documentation.3. Inspection.Conduct inspections according to established procedures.Examine products for defects, nonconformities, and adherence to specifications.Document all inspection results, including any deviations or discrepancies.4. Evaluation.Compare inspection results to acceptance criteria.Determine the extent and severity of nonconformities.Identify root causes and recommend corrective actions.5. Reporting.Generate and distribute inspection reports promptly.Include clear documentation of inspection findings, conclusions, and recommendations.Considerations:Independence and Objectivity: Inspectors should be independent of production and have no conflict of interest.Training and Certification: Inspectors should receive comprehensive training and be certified to perform inspections.Sampling and Statistical Methods: Sampling techniques and statistical methods should be used to ensure representative and reliable results.Documentation and Traceability: Inspection records anddocumentation should provide clear and auditabletraceability throughout the inspection process.Corrective and Preventive Actions: Inspection findings should promptly trigger corrective and preventive actions to address nonconformities and improve quality.Continuous Improvement: Quality inspection processes should be regularly reviewed and improved to enhance effectiveness and efficiency.中文回答:质量检测流程及注意事项。
产品出库检验注意事项及流程
产品出库检验注意事项及流程英文回答:Product Outbound Inspection Precautions and Procedures.When it comes to product outbound inspection, there are several important considerations and steps to follow to ensure the quality and accuracy of the products being shipped. In this response, I will outline the key points to keep in mind and provide examples to illustrate the process.1. Proper Documentation:Before starting the inspection, it is crucial to haveall the necessary documentation in place. This includes the packing list, shipping labels, and any relevant quality control documents. These documents serve as a reference and help ensure that the correct products are being inspected and shipped.For example, I once had to inspect a shipment of electronic devices. I made sure to have the packing list and the specifications of the devices handy to compare them with the actual products during the inspection.2. Visual Inspection:The first step in the outbound inspection process is to conduct a visual inspection of the products. This involves checking for any visible damages, defects, or discrepancies in packaging. It is important to pay attention to details and compare the products with the provided specifications.For instance, during a visual inspection of a batch of clothing items, I noticed that some of the garments had loose threads and stains. I immediately flagged these items for further inspection and communicated the issue to the relevant department.3. Functional Testing:Depending on the nature of the products, functionaltesting may be necessary to ensure they meet the required standards. This step involves checking if the products work as intended and perform their intended functions.For example, when inspecting a shipment of smartphones, I would test their various features such as the camera, touchscreen, and battery life to ensure they arefunctioning properly.4. Quantity Verification:Another crucial aspect of outbound inspection is verifying the quantity of products being shipped. This involves comparing the actual number of products with the quantity stated in the packing list or purchase order.For instance, when inspecting a shipment of toys, I would count the number of items and cross-check it with the packing list. If there is any discrepancy, such as missing or extra items, I would investigate the issue further and take appropriate action.5. Packaging and Labeling:During the inspection, it is important to check the packaging and labeling of the products. This includes ensuring that the products are properly packed, labeled, and meet any specific packaging requirements.For example, when inspecting a shipment of food products, I would check if the packaging is intact, the labels are accurate, and the products are properly sealed to maintain their freshness and quality.6. Documentation and Reporting:After completing the inspection, it is essential to document the findings and report any issues or discrepancies. This information is crucial for record-keeping and for taking corrective actions if needed.For instance, I would prepare an inspection report detailing the inspection process, any defects or damages found, and any actions taken. This report would be sharedwith the relevant stakeholders, such as the quality control team or the supplier, to address the issues identified.中文回答:产品出库检验注意事项及流程。
英文版-验货流程
Process
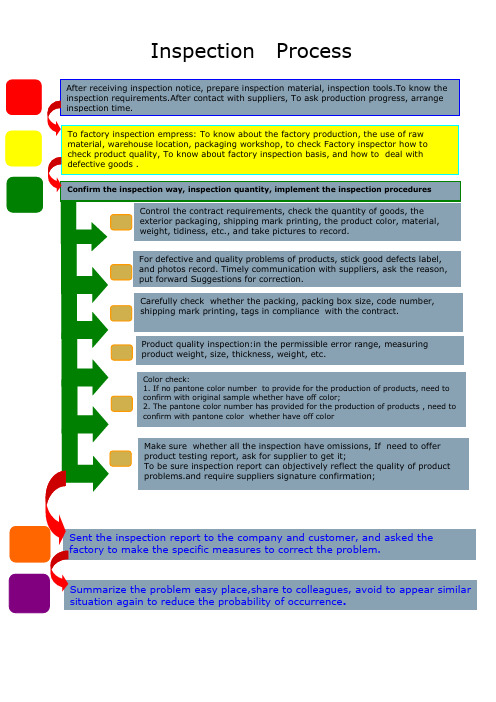
After receiving inspection notice, prepare inspection material, inspection tools.To know the inspection requirements.After contact with suppliers, To ask production progress, arrange inspection time. To factory inspection empress: To know about the factory production, the use of raw material, warehouse location, packaging workshop, to check Factory inspector how to check product quality, To know about factory inspection basis, and how to deal with defective goods .
Product quality inspection:in the permissible error range, measuring product weight, size, thickness, weight, etc.
Color check: 1. If no pantone color number to provide for the production of products, need to confirm with original sample whether have off color; 2. The pantone color number has provided for the production of products , need to confirm with pantone color whether have off color
玩具验货作业流程Toys Checklist(中英文对照) New!
X
X
X X X X X
X X
X
3
Bar Code verification 条形码检测 · Bar code can not be scanned 条形码标签不能被扫描 · Wrong bar code label is used 条形码标签错误
S-1 X X
4
Safety check 安全检查 Metal detection check (for plush toy) 金属探测检查(针对毛绒玩具) Any metal particle found by Metal Detector 通过金属探测仪器发现金属碎屑 Hi-pot check 高压测试 Position: between primary circuit and accessible dead metal parts For Europe shipment: 4000Vac//5mA/2S For US shipment: 1200Vac/5mA/2S 位置:在初级线圈和可接触的外部金属部件 欧洲产品:4000 伏/5 毫安/2 秒 美国产品:1200 伏/5 毫安/2 秒 Length of cords on toys 玩具上的绳子长度 X X G-II G-II
Package: 包装 All units will be adequately packaged, and constructed from suitably robust materials, such that it arrives in store in a merchantable condition; 产品要有足够强度的材料构成的充分包装,使得货物以可销售的状态到达目的仓库; The packaging material can protect the goods from damage during transportation; 在运输过程中,包装材料能防止货物受损; The shipping mark, bar code, label (such as price label), should conform to client’s spec. and/or approved samples; 箱麦,条形码,标签(例如:价格标签)应符合客户的要求或与样品保持一致; The package should comply to client’s requirement / approved samples; 包装必须符合客户的要求或与样品保持一致; Text of illustration, instruction, label and warning statement etc. must be clearly printed in user’s language; 图解,说明书,标签,警告声明等应清晰地印有使用者语言; The illustration and instruction on the packaging must conform to the product and its actual performance. 包装上的图解和说明书必须与实际产品及其功能保持一致; The method and material of pallet/crate etc. should be approved by client. 栈板/板条箱包装的材料及方式必须经客户批准
中英文 检验规范指导书完整资料
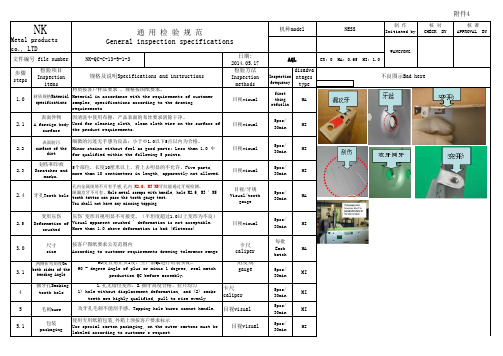
NK-QC-C-13-9-1-3日期:2014.05.17CR: 0 MA: 0.65 MI: 1.0步骤steps检验项目Inspection items检验方法Inspection methodsInspection frequency disadva ntages type1.0材质规格Material specifications 目视visualfirst thing refuelinMA2.1表面异物A foreign body surface目视visual5pcs/30minMI2.2表面脏污surface of thedirt目视visual5pcs/30min MI2.3划伤和印痕Scratches andmarks.目视visual 5pcs/30minMI2.4牙孔Tooth hole 目视/牙规Visual/toothgauge5pcs/30minMA2.5变形压伤Deformation of crushed目视visual5pcs/30min MI3.0尺寸size卡尺caliper 每批Each batch MA3.1两侧折弯角度On both sides of the bending Angle角度规gauge 5pcs/30min MI4 抽牙孔Smoking tooth hole卡尺caliper 5pcs/30min MI 5毛刺burr 目视visual5pcs/30min MI5.1包装packaging目视visual5pcs/30minMI使用专用纸箱包装,外箱上须按客户要求标示Use special carton packaging, on the outer cartons must be labeled according to customer's request材质按客户样品要求 ,规格按图纸要求。
Material in accordance with the requirements of customer samples, specifications according to the drawingrequirements 因清洗中使用布擦,产品表面的布丝要求清除干净。
玩具检验英语通用术语
玩具检验英语通用术语(2)motor on constantly 马达长期转动on/off difficult 按动困难volume dead 电位器死volume int 电位器接触不良volume oscillation 电位器叫volume noise 电位器杂音code key dead 密码按钮卡死code key int 密码按钮接触不良speaker distortion 喇叭失真speaker noise 喇叭杂音tuner noise 调谐杂音weak sense 灵敏度低high sense 灵敏度太高antenna loose 天线松receiving int 接收接触不良transmission int 发射接触不良no receiving 无接收no transmission 无发射receiving weak 接收弱transmission weak 发射弱receiving distortion 接收失真receiving noise 接收杂音transmission noise 发射杂音battery clip deformed 电池夹变形high current 电流过高wrong/missing part 错或漏配件wrong/missing label 错或漏贴纸wrong color 颜色配错wrong material 配错原料wrong assembly 装配错误abrasion mark 擦花burn mark 烧焦contamination mark 杂色混点mottle mark 斑点cut mark 刀痕scratch mark 刮痕dent mark 凹痕oil mark 油渍flow mark 夹水痕fold mark 折痕grease mark 机油印ejector mark 顶针痕dirt mark 污渍glue mark 胶水渍nest mark 超声压花solvent mark 溶剂印stress mark 顶白water mark 浮水印white mark 发白clamp mark 钳印cold mark 合金有冷纹sink mark 凹印moisture mark 水气excessive gap 离隙过大gate remnant 水口未清excessive flash 披锋gear smooth 滑牙halves misalignment 配件装配不对称lable peel off 贴纸翘起screw rust 螺丝生锈plastic remnant 胶丝未清air bubble 气泡cracked 开裂broken 断裂damaged 损坏deformed 变形detached 脱落exposed 暴露poor heat sealing 热封不良poor hot melting 融合不良poor heat sticking 热贴不良poor flocking 搪胶植毛不良poor function 功能不良poor hot stamp 烫金不良poor roto-casting 搪胶不良poor die-cast 合金压铸不良poor transparency 透明度不够poor sonic weld 超声不良poor assembly 装配不良non-function 无功能intermittent non-function 间歇性无功能cannot hold position 不能保持位置cannot free roll 不能自由滚动cannot free wheel 轮不能顺转cannot move 不能移动Defect Description(次品描述)Chinese Meaning(中文意思)cannot open/close 不能开/关foreign materials 外来杂物foreign human hair 外来头发foreign liquid 外来液体undershot/short shot 走料不足shrink age 缩水leaking 漏水screw unfasten 螺丝未上紧plastic residue 胶丝peak skin 沙梨皮bald spot 露头皮bent insert 内变曲flow line 流水纹hard to assembly 安装困难housing broken 外壳破裂incorrect assortment 混装不正确label adhered upside down 标签倒贴label misaligned 标签贴歪missing logo marking 漏产地标志missing date code 漏日期码missing price sticker 漏标价贴纸product upside down 产品倒置stripping screw 螺丝打花white powder on body 公仔身上有白色粉末tape torn 胶纸烂matt surface 表面粗糙/未抛光shiny surface 表面发光/磨光white spots 白点wrong instruction sheet 用错说明书poor cutting 剪裁不良poor trimming 打磨/修剪不良poor sealing 贴合不良dislocated 移位recess 凹进foreign tape 外来胶纸。
物流验货流程英文版范文
物流验货流程英文版范文The process of inspecting goods during the logistics process is crucial to ensuring the quality and accuracy of the products being shipped. The initial step in this process involves receiving the goods at the warehouse or distribution center. Upon arrival, the goods are checked against the packing list to verify that the correct items have been delivered.Once the goods have been confirmed as correct, they are then inspected for any signs of damage or defects. This inspection involves carefully examining each item to identify any issues that may have occurred during transit. Any discrepancies or damages are documented and reported to the sender for further action.After the initial inspection, the goods are then sorted and organized for storage or shipping. This step involvescategorizing the items according to their destination and preparing them for the next stage of the logistics process. Proper organization is essential to ensure the efficient and accurate handling of the goods.Following sorting and organization, the goods undergo a final inspection before being loaded onto the delivery trucks or shipping containers. This last check ensures that the goods are in optimal condition for transportation anddelivery to their final destination.Throughout the entire process, detailed records are kept to track the movement and condition of the goods. These records provide a comprehensive overview of the logistics process and serve as a reference in the event of any issues or discrepancies.In conclusion, the verification of goods during the logistics process is a critical component in maintaining the quality and accuracy of shipped products. By carefullyinspecting, organizing, and documenting the goods at each stage of the process, logistics companies can ensure the reliable and efficient delivery of goods to their customers.。
出货检验流程及注意事项

出货检验流程及注意事项When it comes to the shipment inspection process, it is essential to follow a systematic and thorough approach to ensure the quality and integrity of the goods being delivered. 在进行出货检验流程时,需要遵循系统化和周密的方法,以确保交付的货物的质量和完整性。
First and foremost, it is crucial to establish clear criteria and standards for inspecting the items before they are shipped out. 首要之务是为出货前检验货物建立清晰的标准和准则。
This includes defining what constitutes a defect or non-conformance, as well as setting acceptable tolerances for deviations from the specified requirements. 这包括界定什么构成缺陷或不符合要求,以及设定可接受的偏差容差。
Furthermore, it is important to have a well-documented inspection procedure that outlines the steps to be taken, the responsible parties, and the criteria for acceptance or rejection of the goods. 此外,有必要建立一份详细记录的检验程序,概述应采取的步骤、责任方,以及货物接受或拒绝的标准。
婴儿玩具测试工程师流程
婴儿玩具测试工程师流程英文回答:Infant Toy Testing Engineer Process.Responsibilities:Conduct safety and quality testing on infant toys according to established standards and procedures.Evaluate toy materials, construction, and design to ensure compliance with safety regulations and industry best practices.Perform physical, chemical, and electrical tests to assess toy safety and durability.Document test results and prepare detailed reports on toy performance.Collaborate with engineers, designers, and production staff to improve toy safety and quality.Stay abreast of industry regulations and best practices related to infant toy testing.Qualifications:Bachelor's degree in mechanical engineering, materials science, or a related field.3+ years of experience in infant toy testing or a related field.Strong understanding of toy safety standards and regulations.Proficiency in testing equipment and techniques.Excellent analytical and problem-solving skills.Ability to work independently and as part of a team.Strong attention to detail and accuracy.Application Process:Submit a resume and cover letter highlighting your experience and qualifications.Participate in preliminary screening interviews.Complete a series of technical assessments.Undergo a background check.Benefits:Competitive salary and benefits package.Opportunity to contribute to the safety and well-being of infants.Work in a dynamic and collaborative environment.Continuous professional development and growth opportunities.中文回答:婴儿玩具检测工程师流程。
五金质检员岗位工作流程
五金质检员岗位工作流程英文回答:Five Hardware Quality Control Inspector Job Process Flows.1. Receiving and Inspection.Receive incoming hardware components from suppliers.Inspect components thoroughly for any defects or non-conformances.Utilize checklists, gauges, and other tools to verify specifications.Segregate defective components and document non-conformances.2. In-Process Inspection.Conduct periodic inspections during production to ensure product quality.Monitor assembly processes, check dimensions, andverify adherence to standards.Identify and resolve any deviations from specifications promptly.Maintain records of all inspections and findings.3. Final Inspection and Testing.Perform comprehensive inspections on finished products before shipment.Verify functionality, accuracy, and compliance with specifications.Utilize test equipment, such as calipers, multimeters, and functional testers.Ensure that all products meet customer requirements.4. Calibration and Maintenance.Calibrate and maintain measuring and testing equipment regularly.Follow established procedures to ensure accurate and reliable equipment.Maintain a log of all calibrations and repairs.Collaborate with maintenance personnel to resolve equipment issues.5. Documentation and Reporting.Maintain detailed records of all inspections, non-conformances, and test results.Prepare reports summarizing inspection findings andrecommending corrective actions.Communicate inspection results to relevant stakeholders, including production, engineering, and management.Participate in quality control meetings to discuss and address quality issues.中文回答:五金质检员岗位工作流程。
英文产品质检流程

英文产品质检流程Quality inspection is a crucial process in ensuring that products meet the required standards and specifications before they are released to the market. The quality inspection process typically involves several key steps to ensure that the products are of high quality and free from defects.1. Inspection Planning:- Determine the inspection criteria, specifications, and standards that the products must meet.- Develop an inspection plan outlining the sampling size, inspection methods, and acceptance criteria.- Identify and assign qualified inspectors to carry out the inspection.2. Pre-production Inspection:- Inspect the raw materials and components to ensurethey meet the required quality standards.- Check the production processes to ensure they are in line with the approved production plan.- Verify that the production equipment is properly calibrated and maintained.3. In-process Inspection:- Conduct inspections at various stages of the production process to identify and address any quality issues early on.- Check for defects, deviations from specifications, and other quality issues that may arise during production.- Take corrective actions to address any non-conformities and ensure that production continues according to the approved plan.4. Post-production Inspection:- Inspect the finished products to ensure they meet the required quality standards and specifications.- Conduct random sampling of the finished products to verify their quality and identify any defects.- Reject any products that do not meet the quality standards and take appropriate actions to address the issues.5. Documentation and Reporting:- Record and document the results of the inspections, including any defects found and actions taken.- Prepare inspection reports detailing the findings, recommendations, and corrective actions taken.- Share the inspection reports with relevantstakeholders and management for review and approval.6. Continuous Improvement:- Analyze the inspection results and identify areas for improvement in the production process.- Implement corrective and preventive actions to address recurring quality issues and prevent their reoccurrence.- Regularly review and update the quality inspection process to ensure its effectiveness and efficiency.产品质检流程是确保产品在发布到市场之前符合要求标准和规格的关键过程。
验货流程及步骤通知模板

验货流程及步骤通知模板英文回答:Inspection Process and Procedures Notification Template.Introduction.This notification template outlines the inspection process and procedures that will be followed by [Your Company Name] during the inspection of [Product Name]. The purpose of this inspection is to verify that the product meets the agreed-upon specifications and quality standards.Inspection Scope.The inspection will cover the following aspects of the product:Appearance and packaging.Functionality and performance.Safety and regulatory compliance.Materials and workmanship.Documentation and labeling.Inspection Schedule.The inspection will be conducted at the following time and location:Time: [Time]Location: [Location]Inspection Team.The inspection team will consist of qualified inspectors from [Your Company Name] and [Supplier Name], if applicable. The inspection team will be responsible forconducting the inspection in a thorough and impartial manner.Inspection Procedures.The inspection will be conducted in accordance with the following procedures:1. Pre-Inspection Meeting.The inspection team will meet with the supplier's representative to discuss the inspection process and procedures.The supplier will provide the inspection team with all necessary documentation and materials.2. Inspection Execution.The inspection team will conduct a thorough examination of the product using the specified inspection criteria.The inspection team will document any defects or non-conformities identified during the inspection.3. Post-Inspection Meeting.The inspection team will meet with the supplier's representative to review the inspection results.The inspection team will provide the supplier with a detailed report outlining any defects or non-conformities identified during the inspection.Acceptance Criteria.The product will be accepted if it meets all of the agreed-upon specifications and quality standards. If any defects or non-conformities are identified during the inspection, the supplier will be required to take corrective action.Non-Acceptance Criteria.The product will be rejected if any of the following non-acceptance criteria are met:Major defects that impact the functionality or safety of the product.Repeated minor defects that indicate a systemic quality issue.Non-compliance with regulatory standards.Reporting.The inspection team will provide the supplier with a detailed report outlining the inspection results. The report will include the following information:Date and time of inspection.Inspection team members.Product description.Inspection criteria.Defects or non-conformities identified.Corrective actions required.Acceptance or rejection decision.Supplier Responsibility.The supplier is responsible for ensuring that the product meets the agreed-upon specifications and quality standards. The supplier is also responsible for taking corrective action to address any defects or non-conformities identified during the inspection.Changes to Inspection Process and Procedures.Any changes to the inspection process and procedures must be agreed upon by both [Your Company Name] and thesupplier.Contact Information.For any questions or concerns regarding the inspection process and procedures, please contact:[Your Contact Information][Supplier Contact Information]End of Notification.中文回答:验货流程及步骤通知模板。
检验员发现产品的流程和注意事项

检验员发现产品的流程和注意事项下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!产品的质量是企业的生命线,保证产品的质量是每一个企业需要重视的问题。
Toys验货员检验流程注意项英文描述
Toys验货员检验流程注意项英⽂描述Quality control PROCEDURE(Revised)Dated: Jan. 2016I. General Process For Quality ControlA- New Production Preview On QC sampl e1.Safety, function and aestheticevaluated by QC & PD China;2.Estimating main d efectsin production &informing suppliersby QC & PD China;3.Data record ed in file “NEW PRODUCTON PREVIEW” by Q&S and PD China.B- Pre-production Review/doc/022a7aed763231126fdb11cc.html paringwith QC sampl es, especially for col or, material and style by PD & Q&S China;2.Check &confirm sup pliers’ improvement;C- Online check1.New items were produced by about 5~10%, suppliers and vend ors will inform us.2.QC will check production quality per specification and check requirements3.If products fails, suppliers will foll ow up and improvement4.The reworked products rechecked OK and passed for bulk production./doc/022a7aed763231126fdb11cc.html b test result is also necessary.D-Products Quality Control(QC)Pre Steps:1.Per suppliers’inspection request and purchasing team liaison to arrange inspection date,inspection schedul e made by QS manager ;2.Prepare all QC tools forinspected items, including factory contact person& ad dress,approvedQCsampl e , artwork , ord er requirements, etc.;On Process: AQL Level II, Critical (unacceptabl e),Major (2.5), Minor (4.0)1.Ord er QTY checking: inspection must be 100% finished, at l east 80% are packed, the other 20%are finished und er packing;2.Quantity of package, storage condition checking: be sure the quantity is correct as inspectionrequest, and the storage place is dry and isolated enough for check quantity;3.Rand omly quality checking: includ ed carton chose, pieces chose to guarantee the real l evel ofproduction is checked;4.Quality inspection: package inspection for UPC,d escription ,shipping mark, hangtag, sewing-in-label, polybag(safety hole and warning words arenecessary on polybag), etc, safety inspection for export cartonquality(standard ref chart I-4.1), fabric strength, sewing strength, small parts, sharp edge, metal d etector etc, d efective inspection for production cl earness, production appearance & col ors, workmanship, assemblage, finishing etc. Safety checking will be d one during lab testing & PPS process. Rand omly checking from production;5.Photo Record: at l east one photo with 3~5pieces(sets) for each item inspected, two photos forcritical & major d efective record ed in case of future tracking, d efective sampl e need be coll ectedfor mainly major d efective or critical d efective and sent out on same day of inspection;6.Data record: handwriting report must be finished & confirmed by supplier in factory, for“RESULT” with d etail ed “CRITICAL”, “MAJOR”, “MINOR” & “PACKAGE” information, also the remarks for rectification proposal;7.Any fail ed inspection might cause a shipment d elayed need be informed to QS manager &purchasing d ept. at once.8.If urgent shipment and goods fail ed at same time, pl ease l et factory rework immediately and QCrechecked once more onsite;Next Steps:1.Reports for record: handwriting report & photo for each finished inspection must be transferredto Q&S China coordinator once inspection finished;2.Summary of each finished inspection must be reported on time to gl obal purchasing d ept by Q&SChina Coordinator;3.Defective samples kept for 2- 3months is necessary, mainly for major & critical d efective;4.Quarterly assessment & internal sharing.II. Specific ProductsII-1: Plush Toys●Compare with approved QC sampl e(signed by PD from USA) for shape, workmanship, size, material,col or;●Check the weight: to be sure enough stuffing insid e, also guarantee correctfabric;●Pull the small part such as nose, eyes, tails, ring, etc. to make sure no small part drop off(diameter l essthan 5mm, 50NT/10seconds, more than 5mm 90NT/10seconds);●Check the seam strength to make sure the stitching is enough strong(70NT), also to make sure thestitching is enough intensive( 9-10stitches/inch)●Metal d etector checking is necessary as the last quality check step before packing into cartons;●Common d efective: hol es, broken stitching, stain, wrong col or, light fabric, fiber falls off etc.●Critical d efects: hol es(especially after pulling force),small parts, blad es or other metal parts,etc.Photo For Reference:Quantity Checking:Shipping Mark & Labeling Checking:Item Checking:Safety Checking:II-2: Plastic Toys●Compare with QC approved sampl e for shape, competent, col ors, assortment, etc.;●Check the UPC, package, warning , recycl e signs, sticker etc.;●Pull the small part,;●Check the function if it is a movabl e item or an electric operated item;●Rub the painting or coating part to check the painting or coating quality;●Drop test to check the item’s sharp edge, sharp point, function, etc.●Drop height according to different imported nations’ needs.●Common d efective: wrong competent, missing part, poor painting, item or package d eformation, l eaking etc.●Critical d efects: small parts, sharp points, sharp edges, no function, short circuit, battery overheat, Mild ew,etc.Photo For Reference:Competent Checking:Package Checking:Product Drop Test:II-3: Fabric Inspection (International 4 Points Standard)●Check rolls and storage isolated for quantity; If QTY not enough, inspection upon actual QTY;●Packing list check and rand omly chose rolls for inspection;●Compare with reference swatch and check the fabric styl e, col or, pile height, weight;●Check cut width, total yards quantity or meters;●Common d efective: hol es, stain, light weight, l ess width, l ess length, l oose weft or warp, etc.●Critical d efects: mil d ew spot, missing weft or warp,etc.Remarks: for each hol es, stains, ad d ed quantity is 0.2meter per each d efective.II-4: Wooden Toys●Compare with approved QC approved sampl e, check aesthetic ,competent, assortment, etc;●Check the smell of products;●Check the wood humidity between 11~12;●Rub the painting or coating part to check the painting or coating quality;●Common d efective: small knock marks, paint rubs, surface burr etc.●Critical d efects: Irritating od or, small parts,etc.II-5: Eyes— Parts●Compare with technical data and specification, per our QC approved sampl e also;●Check the col or ,structure, material, size, etc.;●Impact test passed by lab test●Calibrate eye dimension, diameter, stem size, etc.III. In-line inspection●Plush toys ord ers: Fabric inspection for bulk ord er, plush ord er quantity > or = 2K during off season, >or = 3K during peak season;●Production in-line for 5-10% production for ord er quantity > or = 1K pieces during peak season isneed ed.●For each in-line inspection, buyer or merchandiser needs work with QC team for inspectionarrangement.REMARKS: Buyer or merchandiser has to check in-line wh en QC’s schedul e is unavailabl e.1- Defective List (mainly defective found during inspection or production):100% minor d efective will be a major d efective for whol e production.It is to make sure our quality is CORRECT for our market.2-AQL Level II : K&M Inspection Standard: Regular AQL Level IICritical = Unacceptabl e, Major = 2.5, Minor = 4.0.This standard can be improved & strengthened according to the quality of products.3- For all common defective, whatever major or minor. The production need be re-worked or re-finished, and re-inspection is necessary.4- Chart I-4.1:Checking Way: 2 cartons per PO need be checked for drop test;For exampl e export carton size 60x30x40cm.Step 1: Any one of the corners free falls;Step 2: the shortest edge closed to the corner free falls(should be 30cm edge);Step 3: the shorter edge cl osed to the corner free falls(should be 40cm edge);Step 4: the long edge cl osed to the corner free falls(shoul d be 60cm edge);Step 5: the 2 small panel of the export carton free falls(should be 30x40cm sid e);Step 6: the next 2 bigger panel of the export carton free fallsStep 7: the upper and bottom panel ofthe export carton free falls;After testing, if any item insid e broken or transform, the export carton need be improved until it passes the testing. 5- Fabric Inspection Standard & Calculation:25points / 100square yards per roll, 20points/100square yards per lot●Each d efective the highest score is 4;●Whatever how many d efective, each linear yard max score is 4;●Each d efective which l ength is 3” or l ess than 3”= 1pointMore than 3” but l ess than 6” = 2pointMore than 6” but l ess than 9” = 3pointMore than 9” = 4point●Each serious d efective like hol e, must be record ed as 4point;●For consecutive d efective like weft d efective, col or difference on the both sid es of weft, narrow width,each yard must be record ed as 4;●Each yard’s score is no more 4.●(Total score x36x100) / (total inspected yards x cut tabl e width) = score of each 100 square yards.If the fabric is record ed as meters, exchange to yards first: 1yard=0.9144meter.The end。
英文版-验货流程
Sent the inspection report to the company and customer, and asked the factory to make the specific measures to correct the problem.
Summarize the problem easy place,share to colleagues, avoid to appear similar situation again to reduce the probability of occurrence.
Confirm the inspection way, inspection quantity, implement the inspection procedures
Control the contract requirements, check the quantity of goods, the exterior packaging, shipping mark printing, the product color, material, weight, tidiness, etc., and take pictures to record. For defective and quality problems of products, stick good defects label, and photos record. Timely communication with suppliers, ask the reason, put forward Suggestions for correction. Carefully check whether the packing, packing box size, code number, shipping mark printing, tags in compliance with the contract.
玩具验货通用英语实语-外贸验货员网
玩具验货通用英语实语outfit wet 公仔衫湿outfit shrinkage 公仔衫缩水outfit fade 公仔衫褪色outfit unfit 公仔衫褪色不合身poor cutting 剪裁不良poor sketching 钉缝形状不良poor sewing 车缝不良poor stitching 缝合不良poor embroidery 绣花不良poor brushing 梳发不良poor plush 织毛不良poor stuffing 入棉形状不良poor shape 外形不良poor hair styling 发形不良poor hair cutting 头发剪裁不良poor hot stamping 热烫不良poor hand stitching 手缝不良uneven shape 形状不对称low dense stitching 车缝太疏high dense stiting 车缝太密seam torn 缝口撕裂seam open 缝口爆开missing marrow 漏车骨jumping stitches 跳针stitching hole 针孔pucker 缝边皱起sewing machinery mark 衣车钳印long loose hair 长松头发long loose thread 长松线头velcro detach 魔术贴脱落sewing label loose 标签松脱materials run 物料走纱maaterials torn 物料烂over stuffing 入棉过多poor marrow 车骨不良under stuffing 入棉不足stuffing disproportion 入棉比例不对uneven stuffing 入棉不均匀stuffing expose 棉料外露pile trapped by seam 长毛夹于缝口thread trapped by seam 长线夹于缝口hair trapped by seam 头发夹于缝口bald spot on plush 毛发脱落露底color migration 经摩擦脱色color mismatch 颜色不匹配color deviation 颜色偏差fabric texture mismatch 布料组织不对ribbon fray 丝带散口materials fray 物料散口fabric fray 布料散口lable peel off 贴纸翘起seam allowance expose 纸口外露fabric torn 布料烂fabric w/punch mark/hole 南皮料有孔或洞face cover up 遮住脸部face distortion 脸部歪曲、变形poor blushing 颊红喷油不良foreign stuffing 外来填充料hair too long 头发太长hair too short 头发太短messy hair 头发凌乱missing sewing label 漏车缝标签over size 尺寸过大under size 尺寸不够poor dressing 衣着不良poor hair rooting 植发不良yarn run 走纱hair covers eye 头发遮住眼睛missing parts 漏装配件missing component 漏装附件missing date code/week code 漏印日期或星期码missing whole pack of accessory 漏装整包配件wrong packaging 包装错误packaging damaged 包装损坏packaging wrinkled 包装皱carton mark illegible 箱印模糊gift box illegible 彩盒印刷模糊story book illegible 故事书印刷模糊instruction sheet illegible 说明书印恻模糊blister card illegible 吸塑卡印刷模糊date code/week code illegible 日期/星期印刷模糊blister poor heat sealing 吸塑热封不良blister unseal 吸塑未封口incorrect blister 吸塑不对blister damaged 吸塑烂burn mark on blister 吸塑烧焦blister crack 吸塑裂blister crushed 吸塑压皱blister deformed 吸塑变形blister detached 吸塑用脱blister shrinkage 吸塑缩水blister undershot 吸塑走料不足incorrect blister card 吸塑卡用错fold mark on blister card 卡有折痕outfit sealed on blister 公仔衫夹于吸塑中blister card wet 吸塑卡湿burn mark on blister card 吸朔卡有烧焦痕blister card delimitation 吸塑卡纸内层分离blister card poor die-cut 吸塑卡裁剪不良blister card wrong die-cut 吸塑卡裁剪错误blister card wrinkle 吸塑卡皱blister card damaged 吸塑卡烂blister cannot stand properly 吸塑不能完全站立packing defectDefect Description(次品描述)Chinese Meaning(中文意思)polybag damaged 胶袋烂或穿孔polybag poor die-cut 胶袋剪裁不良missing vent holes on polybag 胶袋漏打出气孔polybag not sealed/taped 胶袋未封口polybay too thin 胶袋太薄incorrect polybag 胶袋不对j-hook damaged 挂钩烂j-hook wrinkle 挂钩皱j-hook poor die-cut 挂钩剪裁不良j-hook sticker dislocated 挂钩贴胶移位j-hook sticker exposed 挂钩胶贴凸起butterfly hook damaged 蝴蝶孔烂butterfly hook wrinkle 蝴蝶孔皱butterfly hook poor die-cut 蝴蝶孔剪裁不良butterfly hook delaminating 蝴蝶孔内层分离windown box film damaged 彩盒胶窗烂windown box film stress 彩盒胶窗顶白windown box film detached 彩盒胶窗甩脱windown box film poor sealing 彩盒胶窗粘合不良windown box film poor transprent 彩盒胶窗透明度不良white mark windown box film 彩盒胶窗发白dent mark windown box film 彩盒胶窗有凹痕gift box flap seam open 彩盒缝口爆开gift box crushed 彩盒压烂或压皱gift box deformed 彩盒变形gift box wet 彩盒湿gift box unseal 彩盒未封口gift box crumple 彩盒弄皱fold mark in gift box 彩盒有折痕tape poor sticking 胶纸粘合不良as receive small part 细小物体small part of insect 昆虫等细小物体screw came off 螺丝脱落small part of broken piece 细小破烂物sharp point 尖点sharp point on broken piece 破烂物有尖点sharp point on spping 弹簧附有尖点sharp point on gate remnant 水口附有尖点sharp point on screw's head 螺丝头附有尖点sharp edge 利边sherp edge on broken piece 破烂物有利边sharp edge on screw's head 螺丝头附有利边sharp edge on meter/battery contact plate 金属或电池片附有利边puncture hazard 刺伤性危险pinching hazard 压伤性危险rigid projection hazard 硬突起物伤害危险clearace 虚位missing paint 漏喷油poor painting 喷油差poor coating 油漆外层不良poor touch up 补油差paint abrasion 喷油擦花foreign paint 外来飞油dark paint 颜色深或暗scratch paint 喷油刮花paint smear 油污bubble paint 喷油起泡paint accumulated 聚油paint dislocation 喷油不到位paint glossy 喷油表面光滑dust paint 喷油有尘insufficient paint coverage 喷油薄uneven paint coverage 喷油厚薄不均over spray 喷油过多under spray 喷油不足color migration 摩擦脱色color mismatch 颜色不配对color misalignment 颜色不对称color deviation 颜色有偏差dull color 颜色深shine color 颜色光亮poor tempo 移印不良tempo incomplete 移印不完整tempo off posttion 移印移位tempo printing off set 移印套色不良poor silk screwwn printing 丝印不良poor electro-plating 电镀不良electro-plating peel off 电渡脱落electro-plating yellowish 电渡变黄electro-plating abrasion 电渡擦花electro-plating shadow 电渡阴阳色electro-plating black mark 电渡发黑electro-plating rainbow 电渡成彩虹印poor hot stamp 热烫不良rough surface 喷油表面不平整poor printing 印刷不良lacquer accumulation 力架集聚abnormal sound 杂音battery/contact spring exposed 电池弹簧凸出battery/contact spring came off 电池弹簧脱落contact plate rust 电池片生锈contact plate exposed 电池片外露contact plate came off 电池片松脱contact plate loosen 电池片松poor contact 接触不良poor function 功能不良int-non-function 间歇无功能mal-function 其中某一功能不良non-function 无功能sound too loud 声音太大sound too low 声音太小no sound 无声音weak/no light 灯弱或不能发光wire exposed 电线外露wire detached 电线甩脱wire poor welding 电线焊接不良short circuit 短路electric leakage 漏电battery coil over heat 电池线圈过热switch poor function 开关功能不良switch non-function 开关无功能circuit board damaged 电路板损坏circuit board non-function 电路板无功能circuit board loosen 电路板松poor soldering 焊锡不良cold solder 假焊no response on switched on 按动后无反应no sound on switched on 按动后无声音light on constantly 灯长明转自:外贸验货员网/bbs/index.php?fromuid=3953。
玩具检测专业英语
玩具检测专业英语(1)FUNCTIONAL DEFECTS FOR GENERAL TOY CANNOT HOLD POSITION 不能保持位置CANNOT FREE ROLL 不能轉動順暢SCREW STRIPPING 螺絲打滑TOY CANNOT STAND 不能直立MISSING CLICKING SOUND 沒有"滴答"聲INTERMITTENT NON-FUNCTION 間歇無功能POOR FUNCTION 功能不良MAL-FUNCTION 其中某一功能不良NON-FUNCTION 無功能SAFETY DEFECTS FOR GENERAL TOYSHARP POINT 利角SHARP EDGE 利邊DEFCT DESCRIPTION FOR ROTO CASTING TOY ROTO PARTS UNDER WEIGHT 搪膠過輕ROTO PARTS OVER WEIGHT 搪過重FAILED ACETONE CURING TEST 失膠ROTO PARTS TOO HARD 搪膠過硬ROTO PARTS TOO SOFT 搪膠過軟OVER CURING(COLOR YELLOWISH) 搪膠過火EXCESSIVE FLASH 披鋒IRREGULAR THICKNESS 厚簿不均DEFECT DESCRIPTION FOR E/L TOY CONTACT PLATE RUST 電池生銹CONTACT PLATE CAME OFF 電池片松脫CONTACT PLATE LOOSED 電池片松WIRE EXPOSE 電線外露WIRE DETACH 電線甩掉POOR SOLDERING 焊錫不螂BATTERY CONTACT SPRING EXPOSED 電池彈簧凸出BATTERY CONTACT SPRING CAME OFF 電池彈松POOR CONTACT 接觸不良SOUND TOO LOUD 聲音太大SOUND SMALL 聲音太細SHORT CIRCUIT 斷電路DISTORTED SOUND/SOUND DISTORTION 雜音ABNORMAL SOUND 不正常聲音NO SOUND 無聲LIGHT BULB WITHOUT LIGHT 燈泡無光SAFETY DEFECTS FOR E/L TOYSHARP POINT AT COIL SHARP CONTACT 電苡圈片尖點SHARP EDGE AT CONTACT PLATE 電芯片過利玩具检测专业英语(1)FUNCTIONAL DEFECTS FOR GENERAL TOY CANNOT HOLD POSITION 不能保持位置CANNOT FREE ROLL 不能轉動順暢SCREW STRIPPING 螺絲打滑TOY CANNOT STAND 不能直立MISSING CLICKING SOUND 沒有"滴答"聲INTERMITTENT NON-FUNCTION 間歇無功能POOR FUNCTION 功能不良MAL-FUNCTION 其中某一功能不良NON-FUNCTION 無功能SAFETY DEFECTS FOR GENERAL TOYSHARP POINT 利角SHARP EDGE 利邊DEFCT DESCRIPTION FOR ROTO CASTING TOY ROTO PARTS UNDER WEIGHT 搪膠過輕ROTO PARTS OVER WEIGHT 搪過重FAILED ACETONE CURING TEST 失膠ROTO PARTS TOO HARD 搪膠過硬ROTO PARTS TOO SOFT 搪膠過軟OVER CURING(COLOR YELLOWISH) 搪膠過火EXCESSIVE FLASH 披鋒IRREGULAR THICKNESS 厚簿不均DEFECT DESCRIPTION FOR E/L TOY CONTACT PLATE RUST 電池生銹CONTACT PLATE CAME OFF 電池片松脫CONTACT PLATE LOOSED 電池片松WIRE EXPOSE 電線外露WIRE DETACH 電線甩掉POOR SOLDERING 焊錫不螂BATTERY CONTACT SPRING EXPOSED 電池彈簧凸出BATTERY CONTACT SPRING CAME OFF 電池彈松POOR CONTACT 接觸不良SOUND TOO LOUD 聲音太大SOUND SMALL 聲音太細SHORT CIRCUIT 斷電路DISTORTED SOUND/SOUND DISTORTION 雜音ABNORMAL SOUND 不正常聲音NO SOUND 無聲LIGHT BULB WITHOUT LIGHT 燈泡無光SAFETY DEFECTS FOR E/L TOYSHARP POINT AT COIL SHARP CONTACT 電苡圈片尖點SHARP EDGE AT CONTACT PLATE 電芯片過利。
验货员工作流程
工厂的质量管理人员叫QC,也就是quality control的缩写。
他们的工作以生产过程中品质控制为主。
外贸公司和第三方验货公司的Inspector(检验员)是验货员。
他们的工作以最终检验为主,在出货前把关。
验货员的工作就是严谨、仔细的检查产品质量,客观、公正的反应产品质量情况,并如实填写验货报告。
查验供货方所供货物是否符合国家法律法规或国家有关标准规定的质量要求;及时避免交货上的延误和产品的缺陷,在第一时间采取应急和补救措施;减少或避免由于收到劣质产品而引起的消费者投诉、退换货及商业信誉的损失;降低因销售劣质产品而引发赔偿、行政处罚的风险;核实货物的质量和数量,避免合同纠纷;比较和选择最佳的供货商并获得相关的信息和建议;减少为监控和检验产品所支出的高额管理费和人工费.[1]生产前检验:验货人员通过随机抽样对生产的原材料、初加工产品、零部件进行检验。
生产过程中的检验:验货人员对生产线上的半成品或刚下线的产成品进行检验,检查纰漏和偏差,报告厂方,并提出纠正错误和偏差的有效方法。
产成品交付前抽样检验:验货人员在产品生产及包装完成待交运前,(一般是100%生产出来80%包装好),对货物的数量、工艺、功能、颜色、尺寸规格和包装等细节进行检查。
抽样方法是按照ISO2859/NF X06-022/ANSI/ASQC Z1.4/BS 6001/DIN 40080等国际认可的标准进行。
同时遵照买家AQL抽样水平。
监督装运:验货人员在最终产品付运前的抽样检验之后,在工厂基地、仓库或装箱传输过程中,协助厂家确认所用装箱是否符合应有的清洁状况和装箱条件等。
工厂评估:验货人员按客户的要求指派工厂审查员对生产企业的工作条件、生产状况、设施、制造设备、制造方式及质量保证管理及人员情况等进行检查,并提出相应的说明和意见书,不仅可为客户调查可能引起质量事故的问题,还将提供整改意见。
一. 前期准备:1出差同事出发前最少在前一天要致电与对方工厂联系好,避免到厂后没货可验或负责人又不在等情况出现2带照相机并需确保有足够电量, 名片,卷尺,手工刀,小量封口胶袋(装办用)...等用品3细阅验货通知书(验货资料)和以前的验货报告,签办和其他有关资料,如有疑问,必须在验货前解决4出差同事出发前必须先了解交通路线,天气情况.二. 到达接待单位/工厂:1致电通知公司同事已到达目的地2在正式验货前,要先了解订单的情况,如全批货完成了没有? 如没有全批完成,那完成了多少?已打好包装的成品有多少?没完成的是否正在做?(如实际数量与发单同事所通知的资料有所出入,要先致电回公司报告),如货正在生产中,那必须也要去看生产过程,尽量在生产过程中把问题找出来,告知工厂并要求改善?还有余数什么时候可完成?另已完成的货物,必须拍下和看看堆放情况并需点数(可点箱数/卡板数), 注意,此等情况要写在验货报告备注上。
验货检验流程Examine goods and examine the procedure
业务经理需要在第一时间內浏览订单客户服务负责删除订单的价格并分发订单复印件给品检人员,区域QC经理及在工厂的QA 人员跟单人员负责将订单输入GMS(产品数据资料) 最初的PDS资料由工程开发部门记录数据由工程开发部门在样品出货前加以核实客户服务部门将参展检讨资料加入PDS资料中数据由QA在产前检讨过程中加以核实后,由客户服务部门负责更新产前样检讨细节需要由客户服务部门填加进PDS中数据由QA在第一批产品出货前加以核实后.由客户服务部门负责更新所有数据在每次生产过程中均由QA重新核实客户服务部门将相关的客人投诉资料填进PDS中在参展时的要求和更改由业务经理或公司客户代表记录客户服务部门翻译此检讨资料并分发给工厂,QA经理和相关QC,QA在产前样检讨前,工厂/业务经理/QA经理以及相关QC,QA一起检讨参展资料在生产过程中,QA需要查阅此资料在每批产品生产前QA需要再次查阅此资料纸箱抗破强度的测试,不得小于275磅每张订单的含水率通过证明书,要求和木材在备料阶段的含水率在6%-7.8%之间面板材料的结构测试检讨中芯板第二或第四夹层/薄片/实木/曲木产品素材在生产过程中烟水率控制在10%以下夹板各层的方向树脂部件的冷热循环测试(没有收缩和开列现象)滑轨强度/滑轨材质和加工要求涂膜厚度至少4密耳油漆附着力(百格测试和胶带拉力测试)静态载重测试(桌子和椅子)五金盐雾测试五金强度测试(拉手和圆把手)在平均含水率为4%的恒温室中放置10天原始颜色标准应该由客人代表签字品检队伍负责将原始颜色标准(不管是色板还是大件)保存在远离日光和灰尘的良好的环境下第一批新产品的产前样颜色必须由品质业务经理或品质经理或相关责任人确认品质经理负责确保执行以下流程,办公室留底一块签好的色板/工厂包装有一块签好的色板/涂装线上有一块签好的色板第一批新产品的涂装线上生产色板由品质经理或涂装技术员(贸易或油漆公司认可的人员)色板的保管和保护是所有涂装技术员和QA的责任(包括每一批生产时间)面板结构雕刻标准部件标准薄片方向标准(面板,侧板,抽前板,门面板,最好是实物标准抽屉结构和外观标准,包括抽屉內外产前样大件由业务经理和品质经理一起确认第一批新产品的部件标准由品质经理确认订单生产时间品质部门负责保护和保管所有的标准产品品质重点是确保成功生产的重要要求,它是一张关于产品重点和要求快速浏览表在与工厂开产前样检讨会议前产品验货重点由业务经理编写,并且由客户服务部门翻译,分发给工厂,品质经理和品质人员产品验货重点是工厂可能出现的问题的一张总结表客户服务需要把客户抱怨更新及总结到产品验货重点里每次生产前品质经理必须浏览及更新产品验货重点每次新订单生产前如有需要产品品质重点由客户服务部门更新,并重新打印和分发给工厂,品质相关人员客户服务部门有责任从工厂处获知一份切实可行的新产品生产进度业务经理和QA经理就此份生产进度进行讨论.确保进度的可行性客户服务部门负责将此生产进度输入GMS中所有新产品都必须通过相关实验室的包装测试实验室技术员准备详细的包装报告,报告已被确认的每歀产品的包装细节,所有包装材料的简图和尺寸所有纸板要求至少是275磅的抗破强度,且每批产品所用的纸箱强度都需要得到实验室的认可客户服务部门有责任提供清晰的包装测试报告给相关的检验人员每生产一批产品,检验人员有责任对照和包装标准逐一检查每款产品的包装1检验人员有责任从备料阶段中任取样做含水率测试实验室进行测试并对通过测试的样品出示含水率通过证明书QA经理和QA,QC人员需要确保每个订单均有含水率通过证明书在批量组立前,每款产品要完全试组好一件这些试组的产品由以下人员一起进行检讨1)工厂组立车间主管2)工厂白身车间主管3)涂装主管4)工厂生产经理5)QA检验经理6)验货人员员,品质主管等将试组产品的检讨资料附到试组的白身产品上并保留到下批生产QA,QC负责保存所有的试组产品的检讨资料在批量上线前,检验人员要尽可能的对白身产品的品质进行控制,并要根据情况做好跟踪和处理工作由客户服务提供客人纸箱麦头要求给工厂客户服务负责复印客人纸箱麦头要求给检验人员或业务经理在产前样会议时确认纸箱麦头包装前检验人员确认纸箱麦头尽量在产品待包装前将工厂的纸箱麦头确认新产品的讯息由业务经理,检验经理整理,首次产品资料由业务经理和检验经理编写如生产问题发生时,产品检讨资料由品质检验人员更新到下批生产里如有需要由业务部门重新打印检讨记录给检验相关人员包装检验)我们要尽可能将所有检验的产品确保良好并要求工厂做到能有效的对品质生产进行保持确保每张订单至少有一个通过的开箱报告,所有的主管要负责业务经理和区域经理必须出席和确认第一批产品的开箱日常的开箱由检验部门执行客户服务部门根据组号和订单存档留底由检验人员(含业务人员)填写完成包括产品订单的材积检验人员负责将实际产品材积和订单所标材积进行对比,如果有较大出入请知悉克服服务部门如实际产品材积和订单所示材积有出入时,客户服务应知悉客人收到新订单时客户服务应该对客人是否已采用新的材积(装柜时间及更新) 跟单人员负责把订单输入GMS跟单人员负责分发订单的复印本给检验相关人员检验相关人员负责完整,及时填写THEWEEKLYSHIPPINGUPDATES&SHIPPINGSTATUS&OPENORDERREPORTS并反馈给跟单人员(每周资料更新,订单报告)跟单人员根据需要在GMS里更新生产状况,检验人员和业务经理确保数据的正确.(质量注意事项)由样品开发人员或检验人员填写由客户服务部门增加到产品检讨里应客户服务部门的要求增加到产品品质重点(确定标准)根据需要客户服务部门填写根据需要由样品开发人员或检验相关人员填写根据需要由客户服务增加到产品品质重点和产品检讨里由客户服务部门整理由客户服务部门将内容填加进产品检讨资料中客户服务部门将所有客人投诉资料发给检验员在整个生产过程中检验员必须反复研究客人投诉资料附件细节CONSTRUCTION(结构测试)桌子测试要求1>:腿部强度测试;离桌脚1英寸处放75磅重物,静置1分钟.2>:平均分布载重测试:将重物(根据桌子面而定)平均放在桌面30分钟3>:集中载重测试:将重物(根据桌子面而定)放在离桌子6寸处直径为12寸的圆盘上.4>:稳定性测试:将100磅的重物放在离桌子边1寸处直径为12寸的圆盘上.椅子测试要求1>:腿部强度测试;离桌脚1英寸处放75磅重物,静置1分钟.2>扶手强度测试:将一块寸宽的木板放在椅子扶手最薄弱处,把300磅重物平均分布在板上1分钟(垂直方向),将75磅的重物放在扶手上1分钟(水平方向)3>前腿部载重测试:将一块2〞×6〞的木板放在椅座前部,放300磅重物1分钟.4>椅座落下冲击测试:将重200磅,直径为16寸的砂袋从离座垫6寸高处自由落下10次.5>椅座载重及椅框耐久性测试:将300或500磅的重物置于座垫1分钟.6>摇摆测试:10000以上平均含水率测试1>检查湿度变化是否对家具造成损伤测试; 将产品的含水率降到4.3%观察相关的地方是否有不良的开裂,凸起,脱胶等现象.抽屉及门的稳定性及结构测试1>:将50磅的重物置于门或多个抽屉上1分钟.FININSH(涂装测试)1>涂膜测试:涂膜厚度计2>附着力测试:美国标准材料测试D-33593>冷热循环测试:美国标准材料D-1121,10个循环(\50℃30分钟,-20℃30分钟rest for 10cycles)4>涂膜耐压测试:将1,2,4/平方英寸的重量置于涂膜上48小时5>亮度测试:亮度计.包装测试(PACKING)1>冲击测试A斜面测试:总重量超过150磅的包装,以1.75米/秒的速度冲击.B落下测试:总重量在150磅以下的包装,冲击一个角,三条边,六个面.2>振动测试:振动14160或11760次材料测试(MATERIAL)1>包装箱抗破力测试:破裂试验机2>EPS密度测试:W/V=重量/体积.3>胶粘度测试:粘度计4>刨花板(P.B)中纤板(MDF)测试:硬度,平面抗拉力强度,握钉力,耐弯折5>夹板胶合剥离测试:拉力试验机6>木材拼板剥离测试:拉力试验机7>含水力测试(M.C)湿木重量/绝干木头重量=含水率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Quality control PROCEDURE(Revised)Dated: Jan. 2016I. General Process For Quality ControlA- New Production Preview On QC sampl e1.Safety, function and aestheticevaluated by QC & PD China;2.Estimating main d efectsin production &informing suppliersby QC & PD China;3.Data record ed in file “NEW PRODUCTON PREVIEW” by Q&S and PD China.B- Pre-production Reviewparingwith QC sampl es, especially for col or, material and styl e by PD & Q&S China;2.Check &confirm sup pliers’ improvement;C- Online check1.New items were produced by about 5~10%, suppliers and vend ors will inform us.2.QC will check production quality per specification and check requirements3.If products fails, suppliers will foll ow up and improvement4.The reworked products rechecked OK and passed for bulk production.b test result is also necessary.D-Products Quality Control(QC)Pre Steps:1.Per suppliers’inspection request and purchasing team liaison to arrange inspection date,inspection schedul e made by QS manager ;2.Prepare all QC tools forinspected items, including factory contact person& ad dress,approvedQCsampl e , artwork , ord er requirements, etc.;On Process: AQL Level II, Critical (unacceptabl e),Major (2.5), Minor (4.0)1.Ord er QTY checking: inspection must be 100% finished, at l east 80% are packed, the other 20%are finished und er packing;2.Quantity of package, storage condition checking: be sure the quantity is correct as inspectionrequest, and the storage place is dry and isolated enough for check quantity;3.Rand omly quality checking: includ ed carton chose, pieces chose to guarantee the real l evel ofproduction is checked;4.Quality inspection: package inspection for UPC,d escription ,shipping mark, hangtag, sewing-in-label, polybag(safety hole and warning words arenecessary on polybag), etc, safety inspection for export carton quality(standard ref chart I-4.1), fabric strength, sewing strength, small parts, sharp edge, metal d etector etc, d efective inspection for production cl earness, production appearance & col ors, workmanship, assemblage, finishing etc. Safety checking will be d one during lab testing & PPS process. Rand omly checking from production;5.Photo Record: at l east one photo with 3~5pieces(sets) for each item inspected, two photos forcritical & major d efective record ed in case of future tracking, d efective sampl e need be coll ectedfor mainly major d efective or critical d efective and sent out on same day of inspection;6.Data record: handwriting report must be finished & confirmed by supplier in factory, for“RESULT” with d etail ed “CRITICAL”, “MAJOR”, “MINOR” & “PACKAGE” information, also the remarks for rectification proposal;7.Any fail ed inspection might cause a shipment d elayed need be informed to QS manager &purchasing d ept. at once.8.If urgent shipment and goods fail ed at same time, pl ease l et factory rework immediately and QCrechecked once more onsite;Next Steps:1.Reports for record: handwriting report & photo for each finished inspection must be transferredto Q&S China coordinator once inspection finished;2.Summary of each finished inspection must be reported on time to gl obal purchasing d ept by Q&SChina Coordinator;3.Defective samples kept for 2- 3months is necessary, mainly for major & critical d efective;4.Quarterly assessment & internal sharing.II. Specific ProductsII-1: Plush Toys●Compare with approved QC sampl e(signed by PD from USA) for shape, workmanship, size, material,col or;●Check the weight: to be sure enough stuffing insid e, also guarantee correctfabric;●Pull the small part such as nose, eyes, tails, ring, etc. to make sure no small part drop off(diameter l essthan 5mm, 50NT/10seconds, more than 5mm 90NT/10seconds);●Check the seam strength to make sure the stitching is enough strong(70NT), also to make sure thestitching is enough intensive( 9-10stitches/inch)●Metal d etector checking is necessary as the last quality check step before packing into cartons;●Common d efective: hol es, broken stitching, stain, wrong col or, light fabric, fiber falls off etc.●Critical d efects: hol es(especially after pulling force),small parts, blad es or other metal parts,etc.Photo For Reference:Quantity Checking:Shipping Mark & Labeling Checking:Item Checking:Safety Checking:II-2: Plastic Toys●Compare with QC approved sampl e for shape, competent, col ors, assortment, etc.;●Check the UPC, package, warning , recycl e signs, sticker etc.;●Pull the small part,;●Check the function if it is a movabl e item or an electric operated item;●Rub the painting or coating part to check the painting or coating quality;●Drop test to check the item’s sharp edge, sharp point, function, etc.●Drop height according to different imported nations’ needs.●Common d efective: wrong competent, missing part, poor painting, item or package d eformation,l eaking etc.●Critical d efects: small parts, sharp points, sharp edges, no function, short circuit, battery overheat,Mild ew,etc.Photo For Reference:Competent Checking:Package Checking:Product Drop Test:II-3: Fabric Inspection (International 4 Points Standard)●Check rolls and storage isolated for quantity; If QTY not enough, inspection upon actual QTY;●Packing list check and rand omly chose rolls for inspection;●Compare with reference swatch and check the fabric styl e, col or, pile height, weight;●Check cut width, total yards quantity or meters;●Common d efective: hol es, stain, light weight, l ess width, l ess length, l oose weft or warp, etc.●Critical d efects: mil d ew spot, missing weft or warp,etc.Remarks: for each hol es, stains, ad d ed quantity is 0.2meter per each d efective.II-4: Wooden Toys●Compare with approved QC approved sampl e, check aesthetic ,competent, assortment, etc;●Check the smell of products;●Check the wood humidity between 11~12;●Rub the painting or coating part to check the painting or coating quality;●Common d efective: small knock marks, paint rubs, surface burr etc.●Critical d efects: Irritating od or, small parts,etc.II-5: Eyes— Parts●Compare with technical data and specification, per our QC approved sampl e also;●Check the col or ,structure, material, size, etc.;●Impact test passed by lab test●Calibrate eye dimension, diameter, stem size, etc.III. In-line inspection●Plush toys ord ers: Fabric inspection for bulk ord er, plush ord er quantity > or = 2K during off season, >or = 3K during peak season;●Production in-line for 5-10% production for ord er quantity > or = 1K pieces during peak season isneed ed.●For each in-line inspection, buyer or merchandiser needs work with QC team for inspectionarrangement.REMARKS: Buyer or merchandiser has to check in-line wh en QC’s schedul e is unavailabl e.1- Defective List (mainly defective found during inspection or production):100% minor d efective will be a major d efective for whol e production.It is to make sure our quality is CORRECT for our market.2-AQL Level II : K&M Inspection Standard: Regular AQL Level IICritical = Unacceptabl e, Major = 2.5, Minor = 4.0.This standard can be improved & strengthened according to the quality of products.3- For all common defective, whatever major or minor. The production need be re-worked or re-finished, and re-inspection is necessary.4- Chart I-4.1:Checking Way: 2 cartons per PO need be checked for drop test;For exampl e export carton size 60x30x40cm.Step 1: Any one of the corners free falls;Step 2: the shortest edge closed to the corner free falls(should be 30cm edge);Step 3: the shorter edge cl osed to the corner free falls(should be 40cm edge);Step 4: the long edge cl osed to the corner free falls(shoul d be 60cm edge);Step 5: the 2 small panel of the export carton free falls(should be 30x40cm sid e);Step 6: the next 2 bigger panel of the export carton free fallsStep 7: the upper and bottom panel ofthe export carton free falls;After testing, if any item insid e broken or transform, the export carton need be improved until it passes the testing.5- Fabric Inspection Standard & Calculation:25points / 100square yards per roll, 20points/100square yards per lot●Each d efective the highest score is 4;●Whatever how many d efective, each linear yard max score is 4;●Each d efective which l ength is 3” or l ess than 3”= 1pointMore than 3” but l ess than 6” = 2pointMore than 6” but l ess than 9” = 3pointMore than 9” = 4point●Each serious d efective like hol e, must be record ed as 4point;●For consecutive d efective like weft d efective, col or difference on the both sid es of weft, narrow width,each yard must be record ed as 4;●Each yard’s score is no more 4.●(Total score x36x100) / (total inspected yards x cut tabl e width) = score of each 100 square yards.If the fabric is record ed as meters, exchange to yards first: 1yard=0.9144meter.The end。