乙炔割嘴型号整理
火焰切割工艺参数汇总
火焰切割工艺汇总火焰切割精度是指被切割完的工作几何尺寸与其图纸尺寸对比的误差关系,切割质量是指工件切割断面的表面粗糙度、切口上边缘的熔化塌边程度、切口下边缘是否有挂渣和割缝宽度的均匀性等。
而火焰切割精度依靠其工艺参数来保证,影响火焰切割的主要因素有以下几种:1、可燃气体种类;2、割炬型号;3、切割氧纯度、压力、流量、氧流形状;4、切割速度、倾角;5、火焰调整;6、预热火焰能率;7、割嘴与工件间的倾斜角、割嘴离工件表面的距离等。
其中切割氧流起着主导作用。
切割氧流既要使金属燃烧,又要把燃烧生成的氧化物从切口中吹掉。
因此,切割氧的纯度、流量、流速和氧流形状对火焰切割质量和切割速度有重要的影响。
一、可燃气体种类火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。
一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用煤气或天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。
相比较而言,乙炔比天然气要贵得多,但由于资源问题,在实际生产中,一般多采用乙炔气体,只是在切割大厚板同时又要求较高的切割质量以及资源充足时,才考虑使用天然气。
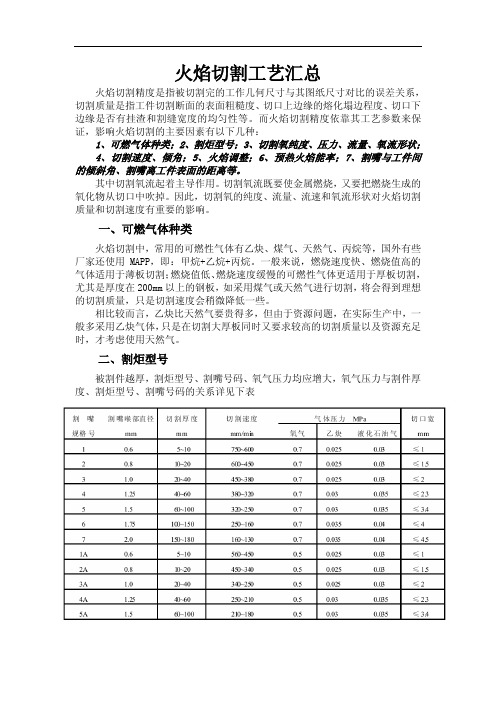
二、割炬型号被割件越厚,割炬型号、割嘴号码、氧气压力均应增大,氧气压力与割件厚度、割炬型号、割嘴号码的关系详见下表三、切割氧纯度、压力、流量、氧流形状切割氧纯度氧气的纯度对氧气消耗量、切口质量和气割速度也有很大影响。
氧气纯度降低,氧气中的杂质如氮等在气割过程中会吸收热量,并在切口表面形成气体薄膜,阻碍金属燃烧,会使金属氧化过程缓慢、切割速度大为降低、割缝也随之变宽、切割面粗糙、切口下缘沾渣,而且氧气消耗量的增加。
图为氧气纯度对气割时间和氧气消耗量的影响曲线,1表示气割时间;2表示氧气消耗量。
在氧气纯度为97.5%~99.5%的范围内,氧气纯度每降低l%时,气割1m长的割缝,气割时间将增加10%~15%;氧气消耗量将增加25%~35%。
乙炔割嘴修复建议
乙炔割嘴修复建议1、乙炔瓶应装设专用的回火防止器、减压器,同时使用氧气瓶,应分开放置,间隔保持10米。
2、严禁敲击、碰撞和施加强烈的震动,以免瓶内多孔性填料下沉而形成空洞,影响乙炔的储存3、乙炔瓶应直立放置,严禁卧放使用。
因为卧放使用会使瓶内的丙酮随乙炔流出,甚至会通过减压器而流入椽皮管,这是非常危险的4、要用专用板手开启乙炔气瓶。
开启乙炔瓶时,操作者应站在阀口的侧后方,动作要轻缓。
瓶内气体严禁用尽。
必须留有不少于0.049Mpa 的剩余压力。
5、使用压力不得超过0.147Mpa,输气速度不应超过1.5~2立方米(m3)/时.瓶。
使用时只能用一把枪,不能同时使用两个或以上的焊(割)炬6、乙炔瓶体温度不应超过40℃,夏天要防止曝晒。
因瓶内温度过高会降低丙酮对乙炔的溶解度,而使瓶内乙炔的压力急剧增加。
7、乙炔瓶不得靠近热源和电气设备。
与明火的距离一般不小于10m 8、瓶阀冬天冻结,严禁用火烤。
必要时可用40℃以下的热水解冻。
9、乙炔减压器与瓶阀之间连接必须可靠。
严禁在漏气的情况下使用。
否则会形成乙炔与空气的混合气体,一旦触及明火就会立刻爆炸。
10、严禁放置在通风不良及有放射线的场所使用,且不得放在橡胶等绝缘物上。
11、操作人员不得擅自修理气压表和其它附件,减压器出口与橡皮管的连接必须用专用头扎紧,不能漏气。
如发现气瓶有缺陷,应通知安全督导员送回气体厂处理。
B氧气氧气瓶应戴好安全防护帽,坚直安放,要采取防止日光曝晒的措施。
氧气瓶里的氧气,不能全部用完,必须留有剩余压力,严防乙炔倒灌引起爆炸。
尚有剩余压力的氧气瓶,应将阀门拧紧,注上“空瓶”标记。
氧气瓶附件有缺损,阀门螺杆滑丝时,应停止使用。
禁止用沾染油类的手和工具操作气瓶,以防引起爆炸。
氧气瓶不能强烈碰撞。
禁止采用抛、摔及其它容易引撞击的方法进行装卸或搬运。
严禁用电磁起重机吊运。
在开启瓶阀和减压器时,人要站在侧面;开启的速度要缓慢,防止有机材料零件温度过高或气流过快产生静电火花。
气割要领

氧化焰氧气比例大火焰短 气割一般都用中性焰 火焰大小只能通过经验来决定了呵呵 既要能顺利的割透钢板 又不能融化钢板的边缘 就是最合适的
如果氧气大了 钢板边缘会被氧化掉。液化气多了会冒黑烟而使钢板边缘在高温下碳化 影响钢材质量
氧流混进预热氧流中。此时,应拆下割嘴外套,轻轻拧紧嘴芯,如果仍然无效,可再拆下外套,并用石棉绳垫上。
(3)割嘴与割炬的连接处没拧紧。
7炔罐,再关闭乙炔调节阀阻止“气缸真空工作”从而阻止高压氧气流和预热氧气流在没有“气缸作用”的作用
很多人只依赖于割刀上的旋钮进行气量调节,这是很危险的。 万一发生了回火,自然是迅速关闭气源。实际上,只要关闭一种气源就能够制止回火,但要记住:
要关闭压力大的那个气源!留下另一个气源不关闭,还可以起到卸压的作用(如果割矩没有完全阻塞的话)!关闭的方法,可以是关闭旋钮,也可以将管道打折。
好的燃烧,从而形成更高温度的火焰。通过调节预热氧气流和乙炔流来调节火焰圆锥的长度和火焰颜色。调火焰颜色就是在调火焰的温度。调节的火焰圆锥的长度为
1cm---1.5cm为最佳。
6,熄火的原因及处理办法:(1)堵塞:当拧预热氧调节阀调整火焰时,若火焰立即熄灭,其原因是各气体通道内存有脏物或射吸管喇叭口接触不严,以及割嘴外套与内嘴配合不当。
下流进乙炔罐,最后关闭预热氧调节阀。
8,正常关火的调节顺序:先关切割氧调节阀,再关乙炔和预热氧调节阀。
三,操作要领
1,点火前漏气检查:用肥皂水或清水刷在接头处,看是否冒泡。
2,点火前割矩射吸性能检查:拔掉割矩上的乙炔气管只连接氧气管,打开预热氧调节阀和乙炔调节阀,用手指按在乙炔气进口,若手指有被氧气吸住的感觉,表示割矩射吸性能正常。
割炬型号,主要技术数据,构造,工作原理和安全要求
割炬型号,主要技术数据,构造,工作原理和安全要求割炬的作用是使氧与乙炔按比例进行混合,形成预热火焰,并将高压纯氧喷射到被切割的工件上,使被切割金属在氧射流中燃烧,氧射流并把燃烧生成的熔渣(氧化物)吹走而形成割缝。
割炬是气割工件的主要工具。
割炬按预热火焰中氧气和乙炔的混合方式不同分为射吸式和等压式两种,其中以射吸式割炬的使用最为普遍。
割炬按其用途又分为普通割炬、重型割炬以及焊、割两用炬等。
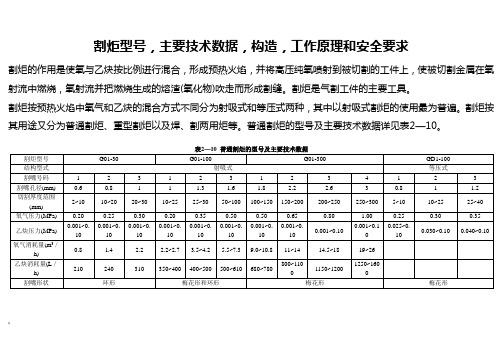
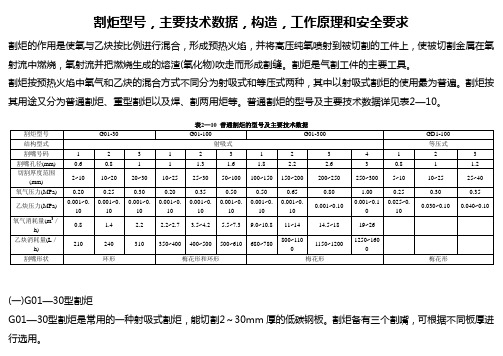
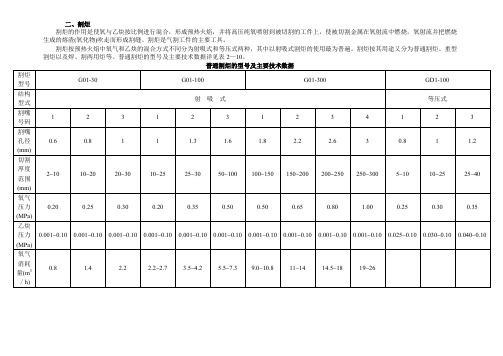
普通割炬的型号及主要技术数据详见表2—10。
表2—10 普通割炬的型号及主要技术数据(一)G01—30型割炬G01—30型割炬是常用的一种射吸式割炬,能切割2~30mm厚的低碳钢板。
割炬备有三个割嘴,可根据不同板厚进行选用。
1.G01—30型割炬的构造G01—30型割炬的构造详见图2—24。
割炬主要由主体、乙炔调节阀、预热氧调节阀、切割氧调节阀、喷嘴、射吸管、混合气管、切割氧气管、割嘴、手柄以及乙炔管接头和氧气管接头等部分组成。
G01—30型割炬的构造可分为两部分:一是预热部分,其构造与射吸式焊炬相同;二是切割部分,由切割氧气调节阀、切割氧气管以及割嘴等组成。
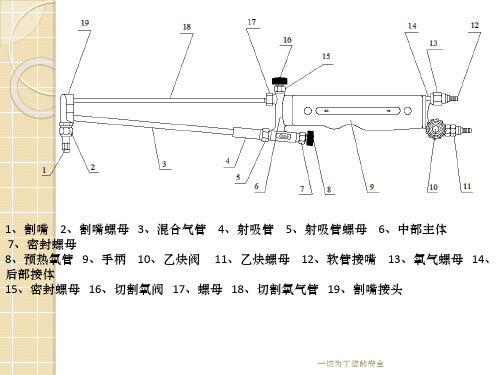
图2—24 G01—30型射吸式割炬构造1—割嘴2—切割氧气管3—切割氧调节阀4—氧气管接头5—乙炔管接头6—乙炔调节阀7—手柄8—预热氧调节阀9—主体10—氧气阀针11—喷嘴12—射吸管螺母13—射吸管14—混合气管15—乙炔阀针2.割嘴的工作原理G01—30型割炬使用的割嘴为环形割嘴,其结构详见图2—25(b)。
割嘴的构造与焊嘴(图2—25(a))不同。
焊嘴上混合气喷孔为一小圆孔,因此气焊火焰呈圆锥形。
而割嘴上的混合气喷孔呈环形(组合式割嘴)或梅花形(整体式割嘴),如图2—25(c)。
因此,形成的气割火焰呈环状分布。
图2—25 割嘴与焊嘴的截面结构比较(a)焊嘴(b)环形割嘴(c)梅花形割嘴割嘴的工作原理是:气割时,先稍微开启预热氧调节阀,再打开乙炔调节阀并立即点火。
气割技术
气割是利用可燃气体与氧气混合燃烧的预热火焰,将金属加热到燃烧点,并在氧气射流中剧烈燃烧而将金属分开的加工方法,可燃气体与氧气的混合及切割氧的喷射是利用割炬来完成的。
气割所用的可燃气体主要是乙炔、液化石油气和氢气。
乙炔化学式C2H2,在空气中燃烧,在氧气中燃烧非常剧烈,火焰温度卡达3000度以上,可用于焊接和切割金属-气焊、气割(氧气是助燃气体)。
乙炔温度超过300度或压力超过0.15MPa时,遇火就会爆炸。
归纳起来,氧炔焰气割过程是:预热-燃烧-吹渣。
气割用设备由氧气瓶、氧气减压器、乙炔瓶、乙炔减压器、回火保险器、割炬和橡胶管等组成。
氧气瓶的工作压力为15MPa,常用钢瓶容积为40L,外表面漆成天蓝色。
氧气减压器QD-1型进气最高压力15MPa/工作压力调节范围0.1-2.5MPa/出气口径6mm/用途气割。
乙炔易溶于丙酮中,乙炔瓶瓶体漆成白色。
瓶体内装有浸满着丙酮的多孔性填料,使乙炔能稳定安全的贮存在瓶内。
多孔性填料常用活性炭、木屑、浮石和硅藻土等合制而成。
乙炔瓶的工作压力为1.5MPa,使用时用乙炔减压器将乙炔压力降到低于0.103MPa方可使用。
回火:回火又逆火和回烧两种。
产生回火的原因是喷嘴孔道堵塞和喷嘴温度过高,造成气流不畅,是混合气体的喷射速度小于燃烧速度所致。
防止回火的方法是经常用通针清除喷嘴孔道内的污物及发现喷嘴过热时使其暂时冷却。
如遇回火应立即关闭乙炔阀门。
气割结束时应先关闭切割氧气阀门,再关闭乙炔和预热氧气阀门。
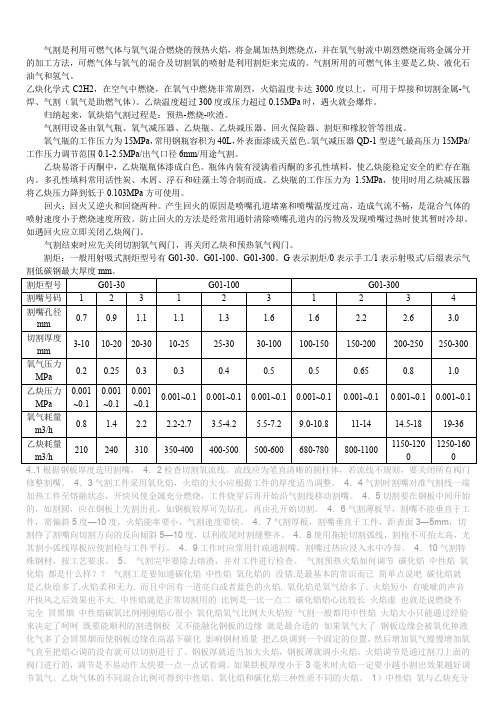
割炬:一般用射吸式割炬型号有G01-30、G01-100、G01-300。
G表示割炬/0表示手工/1表示射吸式/后缀表示气割低碳钢最大厚度mm。
燃烧,没有氧与乙炔过剩,内焰具有一定还原性。
最高温度3050~3150℃。
主要用于焊接低碳钢、低合金钢、高铬钢、不锈钢、紫铜、锡青铜、铝及其合金等。
2)氧化焰氧过剩火焰,有氧化性,焊钢件时焊缝易产生气孔和变脆。
最高温度3100~3300℃。
乙炔割炬结构图及乙炔安全使用注意事项

一切为了您的安全
溶解乙炔气瓶的结构
溶解乙炔气瓶是一种储存和运输乙炔气的压力容器,乙 炔气瓶与氧化瓶和液化石油气瓶不同,后两者是空心的, 而乙炔气瓶是实心的,瓶内充满了多孔性固体硅酸钙填 料,孔隙中充人溶剂丙酮,罐装的乙炔溶解在丙酮之中。 温度在15℃时,一个体积的丙酮可以溶解23倍的标准状 态乙炔气。最适宜配合氧气瓶使用的乙炔气瓶,设计压 力3MPa,公称容积为40升。 乙炔气瓶的肩部有易熔塞,当瓶壁温度超过100℃时,易 熔合金熔化,易熔塞打开放气泄压,防止气瓶爆炸。 乙炔气瓶的外表面漆白色,瓶体标注红色的乙炔”和“ 火不可近”字样。瓶的顶部装有瓶阀,外面是固定的瓶 帽(俗称安全帽),瓶阀下面有一个铝制的能转动的检验标 记环,检验标记就打在上面。根据《溶解乙炔气瓶安全 监察规程》的规定,每三年要对乙炔气瓶进行一次检验, 不经检验或不合格的乙炔气瓶不准使用。
一切为了您的安全
一切为了您的安全
乙炔割炬使用安全注意事项
注意事项: 1、割炬气体各管道,均不得沾染油脂,以防氧气遇油脂燃烧或爆炸; 割嘴配合面部的碰磕,以防漏气影响使用。 2、装上割嘴并扳紧。接通氧气气源并紧固,打开预热氧阀及燃气阀, 检查燃气接头处应有吸力,方可接通燃气气源,正常使用。 3、连接燃气气源与割炬的气体通路中必须装有回火防止器。 4、割炬各通道不得漏气,如果有漏气现象,应立即关闭各气阀,经 检查调整不漏气后,方可使用。 5、割炬发生回火时,应立即先关闭燃气阀,后关闭氧气阀,这样回 火就在割炬内很快熄灭,稍等一下后,再打开氧气阀,以吹出残余在 割炬内余焰和炭质微粒,然后再点火使用。 6、使用时请勿敲击。 7、割炬在停止使用时,应将割炬和软管一起挂起来或放在适当的木 箱中,以防尘土及杂质侵入割炬,而影响使用。 8、割炬在运输及保管室应轻装轻卸,并放在没有油污及干燥的地方。
氧乙炔焰切割输油管线的操作规程
氧乙炔焰切割输油管线的操作规程1气割原理气割是利用气体火焰的热能将钢件切割处预热到一定温度,然后喷出高速切割氧流,使钢件燃烧并放出热量实现切割的方法。
氧气切割包括预热、燃烧、吹渣三个过程,即:①气割开始时,先用预热火焰将起割处的金属预热到燃烧温度(燃点)。
②向被加热到燃点的金属喷射切割氧,使金属在纯氧中剧烈的燃烧。
③金属氧化燃烧后,生成熔渣并放出大量的热,熔渣被切割氧吹掉,所产生的热量和预热火焰的热量,将下层金属加热到燃点,这样继续下去就将金属逐渐的割穿,随着割炬的移动,就割出了所需的形状和尺寸。
2切割前准备①选择割炬、割嘴。
根据管线的厚度选择气割工艺参数、割炬和割嘴的型号。
在工作中为了施工方便采用G01-100型割炬,2号割嘴。
②设备准备。
检查气割设备和工具是否正常,检查氧气和乙炔的减压器是否正常,检查乙炔减压器的回火保险器是否正常,确认割炬射吸能力,无射吸能力的不得使用。
严格将两瓶之间的距离以及两瓶与动火点的距离到达规定要求。
严格确认无误后,按操作规程将气割设备按顺序连接好。
翻开瓶阀,将减压器调整到工作所需压力,然后检查割炬、减压器及各连接处是否漏气。
③切口处外表清理。
切割前将管线切口外表及附近的防腐层、氧化皮和污垢去除干净,使其露出金属光泽。
然后用大锤震击管子,将附在管线内壁的铁锈等杂物震掉,以保证切割的顺利进行。
④准备辅助工具。
施工现场准备5kg干粉灭火器2台,铁锹,挡板,以防火灾事故的发生。
3气割工艺流程3.1确认动火措施首先由平安员签现场动火报告,确认检查工作场地和动火措施到位情况,询问平安员确认是否可以动火,经平安员同意后,方可动火。
假设发现动火措施不到位,向平安员提出,等措施到位后再动火。
3.2确定起割点由于管线是固定不动的,管线内有油、气等易燃物质,还有水,并且有一定的余压,由于水的密度大,处于气和油的下方。
因此气割从管线的底部开始最平安,即使引燃管线内部的油、气,引起管线内部着火,火焰向外喷射,因为操作人员在管线的另一侧,不会对操作人员造成伤害。
割炬型号,主要技术数据,构造,工作原理和安全要求

割炬型号,主要技术数据,构造,工作原理和安全要求割炬的作用是使氧与乙炔按比例进行混合,形成预热火焰,并将高压纯氧喷射到被切割的工件上,使被切割金属在氧射流中燃烧,氧射流并把燃烧生成的熔渣(氧化物)吹走而形成割缝。
割炬是气割工件的主要工具。
割炬按预热火焰中氧气和乙炔的混合方式不同分为射吸式和等压式两种,其中以射吸式割炬的使用最为普遍。
割炬按其用途又分为普通割炬、重型割炬以及焊、割两用炬等。
普通割炬的型号及主要技术数据详见表2—10。
表2—10普通割炬的型号及主要技术数据割炬型号G01-30G01-100G01-300GD1-100结构型式射吸式等压式割嘴号码1231231234123割嘴孔径(mm)0.60.811 1.3 1.6 1.8 2.2 2.630.81 1.2切割厚度范围(mm)2~1010~2020~3010~2525~3050~100100~150150~200200~250250~3005~1010~2525~40氧气压力(MPa)0.200.250.300.200.350.500.500.650.80 1.000.250.300.35乙炔压力(MPa)0.001~0.100.001~0.100.001~0.100.001~0.100.001~0.100.001~0.100.001~0.100.001~0.100.001~0.100.001~0.10.025~0.100.030~0.100.040~0.10氧气消耗量(m3/h)0.8 1.4 2.2 2.2~2.7 3.5~4.2 5.5~7.39.0~10.811~1414.5~1819~26乙炔消耗量(L/h)210240310350~400400~500500~610680~780800~1101150~12001250~160割嘴形状环形梅花形和环形梅花形梅花形(一)G01—30型割炬G01—30型割炬是常用的一种射吸式割炬,能切割2~30mm厚的低碳钢板。
乙炔割炬结构图及乙炔安全使用注意事项
一切为了您的安全
溶解乙炔气瓶的安全作用(Ⅰ)
(1)使用前,应对乙炔气瓶的颜色标记,检验标记和气瓶 的安全状况,安全附件进行认真检查,凡不符合规定的 乙炔气瓶不准使用。 (2)乙炔气瓶的放置地点,不得靠近热源和电器设备,与 明火的水平距离不小于10m,与氧气瓶距离不小于5m。 (3)乙炔气瓶严禁在通风不良或有放射性射线场所使用, 严禁敲击,碰撞。严禁在气瓶体上引弧或放置在绝缘体 上使用。 (4)乙炔气瓶的出口处必须配置专用的减压器和回火防止 器,正常使用的减压器指示的放气压力不超过0.15MPa, 放气流量不得超过0.05m3/h.L。 (5)乙炔气瓶在使用过程中,开闭瓶阀要轻缓,操作人员 应站在阀口的侧面。暂时中断使用时,要关闭焊割工具 的阀门和气瓶阀。
一切为了您的安全
乙炔割炬使用安全注意事项
注意事项: 1、割炬气体各管道,均不得沾染油脂,以防氧气遇油脂燃烧或爆炸; 割嘴配合面部的碰磕,以防漏气影响使用。 2、装上割嘴并扳紧。接通氧气气源并紧固,打开预热氧阀及燃气阀, 检查燃气接头处应有吸力,方可接通燃气气源,正常使用。 3、连接燃气气源与割炬的气体通路中必须装有回火防止器。 4、割炬各通道不得漏气,如果有漏气现象,应立即关闭各气阀,经 检查调整不漏气后,方可使用。 5、割炬发生回火时,应立即先关闭燃气阀,后关闭氧气阀,这样回 火就在割炬内很快熄灭,稍等一下后,再打开氧气阀,以吹出残余在 割炬内余焰和炭质微粒,然后再点火使用。 6、使用时请勿敲击。 7、割炬在停止使用时,应将割炬和软管一起挂起来或放在适当的木 箱中,以防尘土及杂质侵入割炬,而影响使用。 8、割炬在运输及保管室应轻装轻卸,并放在没有油污及干燥的地方。
乙炔使用安全知识讲座
乙炔的安全使用 乙炔气又叫电石气,乙炔不但是重要的化工原料, 而且广泛用于气焊、气割作业。化工原料用的乙炔是 由大型固定的乙炔发生器制取。气焊、气割等作业使 用的乙炔气,则是由小型移动式乙炔发生器(俗称电 石罐)制取。随着科学技术和工业的发展,小型移动 式乙炔发生器已停止使用,改为溶解乙炔气瓶。由于 溶解乙炔气瓶具有节约能源,减少公害,安全可靠, 使用方便四大优越性,已成为全国普遍使用的产品。
割炬型号,主要技术数据,构造,工作原理和安全要求
割炬型号,主要技术数据,构造,工作原理和安全要求割炬的作用是使氧与乙炔按比例进行混合,形成预热火焰,并将高压纯氧喷射到被切割的工件上,使被切割金属在氧射流中燃烧,氧射流并把燃烧生成的熔渣(氧化物)吹走而形成割缝。
割炬是气割工件的主要工具。
割炬按预热火焰中氧气和乙炔的混合方式不同分为射吸式和等压式两种,其中以射吸式割炬的使用最为普遍。
割炬按其用途又分为普通割炬、重型割炬以及焊、割两用炬等。
普通割炬的型号及主要技术数据详见表2—10。
表2—10 普通割炬的型号及主要技术数据(一)G01—30型割炬G01—30型割炬是常用的一种射吸式割炬,能切割2~30mm厚的低碳钢板。
割炬备有三个割嘴,可根据不同板厚进行选用。
1.G01—30型割炬的构造G01—30型割炬的构造详见图2—24。
割炬主要由主体、乙炔调节阀、预热氧调节阀、切割氧调节阀、喷嘴、射吸管、混合气管、切割氧气管、割嘴、手柄以及乙炔管接头和氧气管接头等部分组成。
G01—30型割炬的构造可分为两部分:一是预热部分,其构造与射吸式焊炬相同;二是切割部分,由切割氧气调节阀、切割氧气管以及割嘴等组成。
图2—24 G01—30型射吸式割炬构造1—割嘴2—切割氧气管3—切割氧调节阀4—氧气管接头5—乙炔管接头6—乙炔调节阀7—手柄8—预热氧调节阀9—主体10—氧气阀针11—喷嘴12—射吸管螺母13—射吸管14—混合气管15—乙炔阀针2.割嘴的工作原理G01—30型割炬使用的割嘴为环形割嘴,其结构详见图2—25(b)。
割嘴的构造与焊嘴(图2—25(a))不同。
焊嘴上混合气喷孔为一小圆孔,因此气焊火焰呈圆锥形。
而割嘴上的混合气喷孔呈环形(组合式割嘴)或梅花形(整体式割嘴),如图2—25(c)。
因此,形成的气割火焰呈环状分布。
图2—25 割嘴与焊嘴的截面结构比较(a)焊嘴(b)环形割嘴(c)梅花形割嘴割嘴的工作原理是:气割时,先稍微开启预热氧调节阀,再打开乙炔调节阀并立即点火。
天然气用于金属氧气切割的局限与解决方法

气火焰温度仅略有提高。这表明添加 V A N催化剂
后, 氧 与铁 的燃烧 反应 速度 得 到提高 。
3 . 3 优 势
①
经 济优 势
我们 在 安徽芜 湖 、 安徽 铜 陵 、 江 苏常州 等地 分别
流程见 图 1 。管 道 天 然 气 经 过 调 压 计 量 后 与 V A N
度一 般为 1 2 0~1 5 0 m m/ mi n , 远 达 不 到 切 割 工 艺 的
图 1 V A N催 化 剂 加 注 工 艺 流 程
最低要求 。经济性差 , 由于天然气热值低 , 切割速度 慢, 天然气 耗量 较 高 , 由此 导 致 耗 氧 量 上 升 , 条 件 相 同情 况下 , 总 使用成 本 超过丙 烷 。
为 数控 火焰 切割 机 , 切 割燃 气 分别 采用 乙炔 、 丙烷 、
在实 际金 属 切 割过 程 中 , 我 们 用 红外 测 温 仪 对
1 2 T天然 气 、 添加 V A N催 化 剂 的 天 然 气 , 测 温 仪 器 采 用红 外测 温仪 , 切 割对象 为 2 5 m m厚 普 通低 碳 钢
匦 管 — 道 天 一 然 气 H l I 调 — 压 计 量 —— 装 置 l l L 混 _ — 合 r 一 器 卜 . _ 一 … 制 ‘ 的 壬 然 “ 与
I ( 备用 ) 1 . 1 .
的爆 炸极 限 ( 体 积分 数 ) 为5 % ~1 5 %, 密度为 0 . 7 4
陈 允: 天然气用于金 属氧气切割的局限与解决方法
第3 5 卷
第7 期
低 2 5 % ~ 3 O %。
割炬知识资料
二、割炬割炬的作用是使氧与乙炔按比例进行混合,形成预热火焰,并将高压纯氧喷射到被切割的工件上,使被切割金属在氧射流中燃烧,氧射流并把燃烧生成的熔渣(氧化物)吹走而形成割缝。
割炬是气割工件的主要工具。
割炬按预热火焰中氧气和乙炔的混合方式不同分为射吸式和等压式两种,其中以射吸式割炬的使用最为普遍。
割炬按其用途又分为普通割炬、重型割炬以及焊、割两用炬等。
普通割炬的型号及主要技术数据详见表2—10。
普通割炬的型号及主要技术数据(一)G01—30型割炬G01—30型割炬是常用的一种射吸式割炬,能切割2~30mm厚的低碳钢板。
割炬备有三个割嘴,可根据不同板厚进行选用。
1.G01—30型割炬的构造G01—30型割炬的构造详见图2—24。
割炬主要由主体、乙炔调节阀、预热氧调节阀、切割氧调节阀、喷嘴、射吸管、混合气管、切割氧气管、割嘴、手柄以及乙炔管接头和氧气管接头等部分组成。
G01—30型割炬的构造可分为两部分:一是预热部分,其构造与射吸式焊炬相同;二是切割部分,由切割氧气调节阀、切割氧气管以及割嘴等组成。
图2—24 G01—30型射吸式割炬构造1—割嘴2—切割氧气管3—切割氧调节阀4—氧气管接头5—乙炔管接头6—乙炔调节阀7—手柄8—预热氧调节阀9—主体10—氧气阀针11—喷嘴12—射吸管螺母13—射吸管14—混合气管15—乙炔阀针2.割嘴的工作原理G01—30型割炬使用的割嘴为环形割嘴,其结构详见图2—25(b)。
割嘴的构造与焊嘴(图2—25(a))不同。
焊嘴上混合气喷孔为一小圆孔,因此气焊火焰呈圆锥形。
而割嘴上的混合气喷孔呈环形(组合式割嘴)或梅花形(整体式割嘴),如图2—25(c)。
因此,形成的气割火焰呈环状分布。
图2—25 割嘴与焊嘴的截面结构比较(a)焊嘴(b)环形割嘴(c)梅花形割嘴割嘴的工作原理是:气割时,先稍微开启预热氧调节阀,再打开乙炔调节阀并立即点火。
然后增大预热氧流量,氧气与乙炔混合后从割嘴混合气孔喷出,形成环形预热火焰,对工件进行预热。
割炬知识资料
二、割炬割炬的作用是使氧与乙炔按比例进行混合,形成预热火焰,并将高压纯氧喷射到被切割的工件上,使被切割金属在氧射流中燃烧,氧射流并把燃烧生成的熔渣(氧化物)吹走而形成割缝。
割炬是气割工件的主要工具。
割炬按预热火焰中氧气和乙炔的混合方式不同分为射吸式和等压式两种,其中以射吸式割炬的使用最为普遍。
割炬按其用途又分为普通割炬、重型割炬以及焊、割两用炬等。
普通割炬的型号及主要技术数据详见表2—10。
普通割炬的型号及主要技术数据(一)G01—30型割炬G01—30型割炬是常用的一种射吸式割炬,能切割2~30mm厚的低碳钢板。
割炬备有三个割嘴,可根据不同板厚进行选用。
1.G01—30型割炬的构造G01—30型割炬的构造详见图2—24。
割炬主要由主体、乙炔调节阀、预热氧调节阀、切割氧调节阀、喷嘴、射吸管、混合气管、切割氧气管、割嘴、手柄以及乙炔管接头和氧气管接头等部分组成。
G01—30型割炬的构造可分为两部分:一是预热部分,其构造与射吸式焊炬相同;二是切割部分,由切割氧气调节阀、切割氧气管以及割嘴等组成。
图2—24 G01—30型射吸式割炬构造1—割嘴2—切割氧气管3—切割氧调节阀4—氧气管接头5—乙炔管接头6—乙炔调节阀7—手柄8—预热氧调节阀9—主体10—氧气阀针11—喷嘴12—射吸管螺母13—射吸管14—混合气管15—乙炔阀针2.割嘴的工作原理G01—30型割炬使用的割嘴为环形割嘴,其结构详见图2—25(b)。
割嘴的构造与焊嘴(图2—25(a))不同。
焊嘴上混合气喷孔为一小圆孔,因此气焊火焰呈圆锥形。
而割嘴上的混合气喷孔呈环形(组合式割嘴)或梅花形(整体式割嘴),如图2—25(c)。
因此,形成的气割火焰呈环状分布。
图2—25 割嘴与焊嘴的截面结构比较(a)焊嘴(b)环形割嘴(c)梅花形割嘴割嘴的工作原理是:气割时,先稍微开启预热氧调节阀,再打开乙炔调节阀并立即点火。
然后增大预热氧流量,氧气与乙炔混合后从割嘴混合气孔喷出,形成环形预热火焰,对工件进行预热。
割炬的分类,型号及主要技术数据?
割炬的分类,型号及主要技术数据?
割炬的分类。
割炬、俗称割刀或割枪、是气割作业最重要工具之一。
1,按氧与乙炔混合方式分、可分为射吸式割炬和等压式割炬两种。
(射吸式割炬是国内应用最为广泛的主流割炬)
2,按用途分可分为普通割炬和重型割炬两种。
3,按割嘴结构形状分可分为环状形割嘴和梅花状形割嘴两种。
4,按可切割厚度分可分为G01──30型,G01──100型,G01──300型,三种。
各种型号割炬的主要技术数据。
G01─30型为射吸式割炬,割嘴规格分别为1号,2号,3号。
1号割嘴切割氧孔径为0,6мм,可切割厚度为2~10мм。
2号割嘴切割氧孔径为0,8мм,可切割厚度为10~20мм。
3号割嘴切割氧孔径为1,0мм,可切割厚度为20~30мм。
G01─100型为射吸式割炬,割嘴规格分别为1号,2号,3号。
1号割嘴切割氧孔径为1,0мм,可切割厚度为10~25мм。
2号割嘴切割氧孔径为1,3мм,可切割厚度为25~50мм。
3号割嘴切割氧孔径为1,6мм,可切割厚度为50~100мм。
G01─300型为射吸式割炬,割嘴规格分别为1号、2号、3号,4号。
1号割嘴切割氧孔径为1,8мм,可切割厚度为100~150мм。
2号割嘴切割氧孔径为2,2мм,可切割厚度为150~200мм。
3号割嘴切割氧孔径为2,6мм,可切割厚度为200~250мм。
4号割嘴切割氧孔径为3,0мм,可切割厚度为250~300мм。