高频机的感应圈的设计与制作
高频感应器的制作与设计
高频感应器的制作与设计高频感应器的制作摘要:通过对电子管高频振荡线路的分析和对导磁体感应器的试验,制作了合适的高频导磁体感应器。
关键词:导磁体感应器 Making of High Freque ncy Magnetic Conductive Inductor Guan Yaoliang(Shanghai KSB Pump Co.LTD.,Shanghai 200245)Abstract:Suitable high freq uency magnetic conductive inductor was m ade through analyzing the high frequency vibrating circuit of electron tube and doing an experiment of magnetic conducti ve inductor.Key words:magnetic conductor,inductor 彩电显像管内腔中有一个φ6~φ8mm的平面电极,必须经过透热烤消工艺。
在自动化生产中,使用高频透热,感应器对工艺有很大的影响。
通过分析和试验,制作了符合要求的感应器,取代了进口产品。
1 高频装置的振荡线路图1是为显像管生产自动化设计的专用进口烤消机组电路,功率为6kW,频率为10kHz。
图1 振荡器简图表1 感应器结构与电参数的关系线路中正反馈是通过Lg与L1的互感耦合而来的,固定不可调。
回路电压Uk通过互感在栅极上获得Ug,Lg与L1、L2、L3的接法确保Ug与Uk相位相同,实现电压正反馈,保证L-C振荡。
电子管G 从前级的整流线路中获得足够的直流能量,经振荡器的自激振荡,转换成高频电能,在L2线圈上输出能量,对显像管内腔电极进行烤消处理,即对一个φ6~φ8mm的平面圆片电极进行透热。
2 高频装置对线圈的匹配要求在并联谐振回路中,线圈分3部分,反馈线圈L1,工作线圈L2,保护线圈L3。
感应线圈制作方法

感应线圈制作方法
嘿,朋友们!今天咱就来唠唠感应线圈的制作方法,这可是个好玩意儿啊!
你想想看,那小小的感应线圈,就好像是一个神奇的魔法道具。
它能产生奇妙的电磁感应现象,就像变魔术一样。
咱先来说说材料准备吧。
你得有导线,这就好比是盖房子的砖头,是基础啊!找那种细细的、容易弯曲的导线,铜的最好啦,导电性能强嘛。
然后呢,还得有个铁芯,这铁芯就像是房子的大梁,给整个感应线圈撑起来。
接下来就是动手制作啦!把导线一圈一圈地绕在铁芯上,这可不能马虎,得绕得整齐点,就像给小姑娘扎辫子一样,要整整齐齐的。
你可别小看这绕线的功夫,绕得不好可就发挥不出它的威力啦。
你说这是不是很有意思?
绕线的时候,你得有点耐心哦。
别着急,慢慢绕,一圈一圈又一圈。
就好像是在给感应线圈注入魔力一样。
想象一下,你每绕一圈,它的力量就增加一分。
等绕好了线,嘿,这感应线圈就初见雏形啦!就像一个小宝贝诞生了一样,你心里是不是有点小激动呢?然后呢,把线头接好,确保电流能顺畅地通过。
这就好比是给小宝贝穿上合适的衣服,让它舒舒服服的。
做好了感应线圈,你就可以开始玩啦!接上电源,看看它能产生什么样的奇妙效果。
说不定它能给你带来意想不到的惊喜呢!
你说这感应线圈是不是很神奇?它虽然看起来不起眼,但是却有着大大的能量。
就像我们身边的很多东西一样,看似普通,实则暗藏玄机。
所以啊,朋友们,赶紧动手试试吧!自己做一个感应线圈,感受一下电磁的魅力。
这绝对是一次有趣又有收获的体验。
相信我,你一定会爱上这种感觉的!。
高频加热感应线圈制作方法
高频加热感应线圈制作方法
高频加热感应线圈制作方法步骤如下:
1.设计感应线圈的结构和规格,包括线圈的形状、导体材料、线径、总匝数等参数。
2.选择合适的导线,将导线按照预定的匝数缠绕成线圈,注意保证匝间绝缘。
3.将线圈定位在合适的支架上,并用绝缘胶固定,保证线圈形状的稳定。
4.通过高频电源进行线圈的初次加热,并进行调整,以确保线圈的加热水平和功率的合适性。
5.进行质量控制,包括检查匝间绝缘情况、接头无误、线材无损等,确保线圈质量合适。
6.将加热线圈整体进行封装处理,保护线圈免受外界干扰,并便于加热器的使用和维护。
7.对线圈进行测试和放电处理,确保加热器的安全和稳定性。
8.进行性能评估,并记录相关数据和结果,为后续改进和优化提供参考。
高频焊机感应圈

高频焊机感应圈
高频焊机感应圈是一种用于高频焊机的重要部件。
它是通过电磁感应原理工作的,能够将电能转换为热能,实现金属的高频加热和焊接。
高频焊机感应圈通常由铜管制成,因为铜具有良好的导电性和导热性能。
感应圈的结构设计精巧,内部布置有绕组,使得电流能够在感应圈内部流动。
当高频电流通过感应圈时,它会产生一个强大的磁场,这个磁场能够穿透工件,使其表面产生涡流。
涡流在金属内部流动时,会发生阻尼效应,将电能转化为热能,从而使工件加热。
高频焊机感应圈的设计要考虑到加热的效果和效率。
感应圈的大小和形状需要与工件的尺寸和形状相匹配,以确保加热均匀且高效。
同时,感应圈的绕组要合理布置,以确保电流能够在圈内均匀流动,避免产生电流集中或短路的情况。
在实际应用中,高频焊机感应圈的使用非常广泛。
它可以用于金属焊接、热处理、表面热处理等领域。
通过调整感应圈的参数,可以实现不同材料和尺寸的工件的加热和焊接。
高频焊机感应圈具有加热速度快、加热均匀、能耗低等优点,被广泛应用于工业生产中。
高频焊机感应圈是高频焊机的重要组成部分,通过电磁感应原理实现金属的高频加热和焊接。
它的设计要考虑加热效果和效率,并能够适应不同材料和尺寸的工件。
高频焊机感应圈的应用范围广泛,
为工业生产提供了高效、均匀的加热和焊接解决方案。
自制简易高频感应加热

自制简易高频感应加热感应加热简介电磁感应加热,或简称感应加热,是加热导体材料比如金属材料的一种方法。
它主要用于金属热加工、热处理、焊接和熔化。
顾名思义,感应加热是利用电磁感应的方法使被加热的材料的内部产生电流,依靠这些涡流的能量达到加热目的。
感应加热系统的基本组成包括感应线圈,交流电源和工件。
根据加热对象不同,可以把线圈制作成不同的形状。
线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热。
感应加热原理感应加热表面淬火是利用电磁感应原理,在工件表面层产生密度很高的感应电流,迅速加热至奥氏体状态,随后快速冷却得到马氏体组织的淬火方法,当感应圈中通过一定频率的交流电时,在其内外将产生与电流变化频率相同的交变磁场。
金属工件放入感应圈内,在磁场作用下,工件内就会产生与感应圈频率相同而方向相反的感应电流。
由于感应电流沿工件表面形成封闭回路,通常称为涡流。
此涡流将电能变成热能,将工件的表面迅速加热。
涡流主要分布于工件表面,工件内部几乎没有电流通过,这种现象称为表面效应或集肤效应。
感应加热就是利用集肤效应,依靠电流热效应把工件表面迅速加热到淬火温度的。
感应圈用紫铜管制做,内通冷却水。
当工件表面在感应圈内加热到一定温度时,立即喷水冷却,使表面层获得马氏体组织。
感应电动势的瞬时值为:式中:e——瞬时电势,V;Φ——零件上感应电流回路所包围面积的总磁通,Wb,其数值随感应器中的电流强度和零件材料的磁导率的增加而增大,并与零件和感应器之问的间隙有关。
为磁通变化率,其绝对值等于感应电势。
电流频率越高,磁通变化率越大,使感应电势P相应也就越大。
式中的负号表示感应电势的方向与的变化方向相反。
零件中感应出来的涡流的方向,在每一瞬时和感应器中的电流方向相反,涡流强度取决于感应电势及零件内涡流回路的电抗,可表示为:式中,I——涡流电流强度,A;Z——自感电抗,Ω;R——零件电阻,Ω;X——阻抗,Ω。
小功率高频感应加热器的设计与制作原理及电路图

小功率高频感应加热器的设计与制作原理及电路图家用感应加热装置的典型应用是电磁灶,其功率一般在lkW左右,要求被加热容器的底部直径不小于120mm。
本设计的感虚加热器输出功率定在200W~300W,感应器有效直径lOOmm 左右,主要用于小容量的液体、食品、易拉罐饮品的加热,在家庭、医院、宾馆房间、零售商店中有广泛应用。
感应加热要求感应线圈的品质因数(Q值)高,Q可由下式计算: Q=X/R=ωL/R 其中,L 是感应线圈的电感(单位H),ω 是驱动源的开关频率,R 是感应线圈的等效串联电阻(Ω)。
通过以不同的驱动频率驱动加热线圈,可以得到线圈参数与频率的关系。
当感应线圈靠近铁制品时。
其等效电阻将大幅度增加,Q 值下降;而当其靠近非铁磁性金属时,其等效电阻增加很少,其Q 值下降不大。
这种特性使铁金属更易被感应加热。
例如,在驱动频率为100kHz 时,靠近铁制品的线圈,其R 值为2Ω,而靠近铝制品时,R 值仪0。
238Ω;当驱动频率为400kHz 时,空载线圈的Q 值达到318,在靠近铝制品时下降为124,而在靠近铁制品时下降至13。
因此,在选择驱动源频率时,要选择空载线圈的R 值和有铁金属时的R 值相差大的频率,这个频率范围一般在lOOkHz 至400kHz。
为了减小加热线圈自身的损耗,线圈需用很多股细铜线组成的绞合线来绕制,这样容易制战高频损失小、Q值高的线圈。
感应线圈有两种形状,一种是加热普通平底铁金属容器的平板线圈。
另一种是加热易拉罐的筒形线圈。
在实际的感应加热电路中,感应线圈与其等效串联阻抗R,以及外加电容器C 等共同构成LCR 串联谐振电路。
图1 是本高频感应加热器的方框图。
采用绝缘栅场效应管的半桥驱动、LC 串联谐振电路,用锁相环(PLL)和脉宽调制(PWM)电路作闭环控制,以保证串联谐振频率的稳定:用半桥功率电路驱动加热线圈。
半桥输出电路输出阻抗低,即使用方波信号作电压驱动,输出电流波形也是正弦波,因而电压相电流的相位差小,功率传输效率高。
制造感应线圈的工艺流程

制造感应线圈的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!感应线圈是电磁感应原理中的重要组成部分,广泛应用于变压器、电动机、发电机等电器设备中。
中频感应圈制造
中频感应圈|中频炉感应圈|铜感应圈
鼎丰电炉公司专业设计生产中高频电炉感应圈,参考国内外设计资料和多年经验数据积累而成设计合理,最大程度上提高了电效率。
生产工艺要求严格,加工精细美观,使用方便。
所有感应圈出厂前均已经过耐压和通水检测,保证质量。
产品采用优质的原材料及良好严格的加工工艺制作而成。
线圈采用国标优质无氧电解铜管绕制,含铜量99.95﹪以上,抗拉强度220kg/cm,伸展率45﹪;硬度HB35;绝缘电阻1KV以下≥0.5MΩ,1KV以上≥1MΩ。
铜管壁厚达4~10mm,不易破裂,便于焊接和通水冷却,接线铜排加宽加厚并有整体铜水槽,接线铜排全部镀银或镀锡处理,导电性及冷却效果更加优越。
感应圈间隙合理,采用高强度双马树脂胶木柱,80号铜螺丝固定,强度高不易发生扭曲变形。
胶木柱两侧及与线圈接触部敷贴10-15mm厚高档金云母板,这样胶木柱便不会炭化更不会打火,感应圈外层喷涂美国杜邦公司的Dote防电弧绝缘漆,从而保证了线圈不再打火,极大的延长的胶木柱及整个感应圈使用寿命。
鼎丰电炉产品质量优良(已通过ISO9001-2008质量体系认证)、性能稳定、售后服务完善,与国内外几大电炉生产厂家配套(如上海兆力、应达;杭州四达、因达;东阳宏泰、东阳宝马;苏州振吴、胜吴;西安宏源、电炉研究所;沈阳真空所...) 产品畅销全国各省市、地区及部分东南亚市场!
中频感应圈|中频炉感应圈|铜感应圈。
高频机的感应圈的设计与制作
感应圈的设计与制作工件的加热效果不仅取决于感应圈的工作电流大小,更与感应圈的形状、圈数,引出钢管的长度,也与工件材料、形状等因素直接相关。
要使设备的功率得到最有效的利用,合理设计感应圈至关重要。
下面给出了常用机型的感应圈的制法,而加热工件要求比较大或特制机型,由厂家另外给出。
1、感应圈的形状,应根据工件加热部分的形状而定,制作原则是:应使感应部位的铜管与工件的加热面平等或等距。
且相邻匝间电流流向一致。
2、感应圈的圈数一般为两圈以下,十圈以上。
直径越大圈数应越小(特殊机器除外)3、感应圈与工件的调整间隙应控制在1-10mm为宜,特殊机型除外。
在不影响操作的情况下,间隙越小越好。
太小了可能会启动到微红时候即停,甚至一开始就不启动。
大了加热效果不好,太大了也会不启动。
所以对有些工件要试着做感应圈,一般当工件加热红时,模拟电流输出指示在1000A以上为好。
4、感应圈的引出长度在不影响操作的情况下,宜越短越好,越粗越好一般不超过400mm。
5、感应圈头部的绕制:★材料选用外径4-8mm的紫铜管(壁厚以1mm最佳)★将铜管先进行退火处理。
★根据所设计的感应圈的形状,逐渐弯曲敲打成型,敲打时最好用木榔头,转变片应缓慢敲打,不宜用力过猛,以免做成死弯,阻塞水路。
也不要用钳子夹成毛刺,以免尖端打火。
弯制好后,把两个铜口扩口,检查是否通气。
★为了避免两匝之间或感应圈与工件之间接触打火套上或者上而高温的绝缘材料(如硅胶管、玻璃丝带)6、两个引出铜管的制作★材料选用外径8-18mm的紫铜管,大功率的可用方铜管。
(壁厚1-1.5mm)★截取适当的长度,一头扩口,另一头打磨好,大功率夹制头机器,不用扩口,要折弯,注意不要折成死弯,影响通水。
7、绕好的感应圈和两个引出铜管,用砂纸把要焊接的部位磨光,然后进行锡焊(建议至少用150W的烙铁)或铜、银焊、焊点要光滑,不要有沙眼。
特别注意焊接时,不要堵塞了管口。
铜管、螺帽可到当地制冷家电维修部里购买,铜管的喇叭扩口也可在那里做。
高频感应加热线圈直径

高频感应加热线圈直径摘要:1.高频感应加热线圈的概述2.高频感应加热线圈直径的影响因素3.高频感应加热线圈直径的选择原则4.高频感应加热线圈直径的测量方法5.高频感应加热线圈直径对加热效果的影响正文:一、高频感应加热线圈的概述高频感应加热线圈,是一种采用电磁感应原理,通过交变磁场作用于金属工件,使其产生涡流而发热的加热设备。
这种加热方式具有能耗低、效率高、环保无污染等优点,被广泛应用于金属熔炼、热处理、焊接等领域。
二、高频感应加热线圈直径的影响因素高频感应加热线圈的直径主要受到以下几个因素的影响:1.工件的尺寸和形状:工件的大小和形状决定了线圈直径的选择,以保证线圈能够紧密贴合工件,使加热效果均匀。
2.线圈的功率和频率:线圈的功率和频率决定了其产生的磁场强度,进而影响线圈直径的选择。
一般来说,功率和频率越高,线圈直径越大。
3.工件的材料:不同材料的电阻和磁导率不同,对线圈直径的选择也有影响。
三、高频感应加热线圈直径的选择原则选择高频感应加热线圈直径时,应遵循以下原则:1.保证线圈能够完全覆盖工件,使加热效果均匀。
2.尽量选择直径较小的线圈,以提高加热效率。
3.考虑线圈的制造和安装难度,选择合适的直径。
四、高频感应加热线圈直径的测量方法高频感应加热线圈直径的测量方法主要有以下几种:1.游标卡尺测量:游标卡尺是一种常用的测量工具,可以直接测量线圈的直径。
2.投影仪测量:投影仪可以精确地投影线圈的轮廓,通过测量轮廓直径得到线圈直径。
3.三坐标测量仪测量:三坐标测量仪可以精确地测量线圈的三维空间位置,通过计算得到线圈直径。
五、高频感应加热线圈直径对加热效果的影响高频感应加热线圈直径对加热效果有重要影响。
直径过大,会导致线圈不能完全覆盖工件,使加热效果不均匀;直径过小,会使线圈产生的磁场强度不足,影响加热效果。
感应加热的感应器如何进行设计
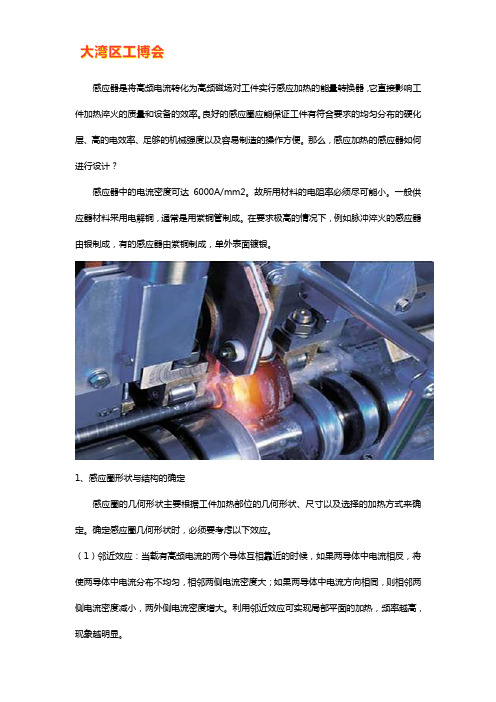
感应器是将高频电流转化为高频磁场对工件实行感应加热的能量转换器,它直接影响工件加热淬火的质量和设备的效率。
良好的感应圈应能保证工件有符合要求的均匀分布的硬化层、高的电效率、足够的机械强度以及容易制造的操作方便。
那么,感应加热的感应器如何进行设计?感应器中的电流密度可达6000A/mm2。
故所用材料的电阻率必须尽可能小。
一般供应器材料采用电解铜,通常是用紫铜管制成。
在要求极高的情况下,例如脉冲淬火的感应器由银制成,有的感应器由紫铜制成,单外表面镀银。
1、感应圈形状与结构的确定感应圈的几何形状主要根据工件加热部位的几何形状、尺寸以及选择的加热方式来确定。
确定感应圈几何形状时,必须要考虑以下效应。
(1)邻近效应:当载有高频电流的两个导体互相靠近的时候,如果两导体中电流相反,将使两导体中电流分布不均匀,相邻两侧电流密度大;如果两导体中电流方向相同,则相邻两侧电流密度减小,两外侧电流密度增大。
利用邻近效应可实现局部平面的加热,频率越高,现象越明显。
感应加热时,感应圈中的电流和工件表面的感生电流方向总是相反的,因此电流集中于相对应的相邻表面。
在环装感应圈中加热时,由于工件位置的偏移,邻近效应则表现为邻近区域电流的过分集中。
在生产中为了避免这种现象,常采用旋转加热的方法来防止。
(2)环状效应:高频电流沿圆环状导体流过时,磁力线密度最大的地方是圆环内表面,电流集中于导体的内侧。
这种环装导体的表面效应,称为环装效应。
环装效应对圆柱体外表面进行感应加热时,起着有利的作用,对内控进行感应加热时是不利的,为此必须采取相应措施来解决问题。
环装效应的大小,与电流频率和圆环的曲率半径有关,频率越高,曲率半径越小,环装效应越显著。
(3)尖角效应:当形状不规则的工件置于感应器中加热时,尖角和凸起部分的加热速度比其他部位快,这一现象称为尖角效应。
为了克服这一现象,在设计感应器时,应将工件的尖角或凸起部位的间隙适当增大,以使各部位的加热温度均匀。
高频加热机感应线圈设计要点
高频加热机感应线圈设计要点高频加热机是一种利用感应线圈进行加热的设备,它通过电磁感应的原理,将电能转换为热能,从而实现对物体的加热。
感应线圈是高频加热机的核心部件,其设计要点包括线圈材料、线圈结构和线圈参数等方面。
线圈材料是感应线圈设计的重要考虑因素之一。
线圈材料应具有良好的导电性和导热性,以提高加热效率和传热效果。
常用的线圈材料有铜、铝等,其中铜是一种优良的导电材料,具有较低的电阻率和较高的导热系数,因此在高频加热机的线圈设计中常常选用铜作为线圈材料。
线圈结构也是感应线圈设计的重要考虑因素之一。
线圈结构应合理布局,以提高电磁能量的传递效率和均匀性。
常见的线圈结构有单层平面线圈、双层平面线圈和空心线圈等。
单层平面线圈结构简单,适用于加热较小的物体;双层平面线圈结构可以提高电磁能量的传递效率;空心线圈结构可以提高电磁场的集中度,适用于加热较大的物体。
在线圈参数的选择上也需要注意几个关键因素。
首先是线圈的匝数,匝数的选择应根据加热物体的大小和形状来确定,以保证加热效果的均匀性。
其次是线圈的直径,直径的选择应根据加热物体的尺寸来确定,以保证加热效果的高效性。
最后是线圈的电感和电阻,电感和电阻的选择应根据加热功率和工作频率来确定,以保证加热效率的高效性和稳定性。
在高频加热机感应线圈设计过程中,还需要考虑到线圈的散热和绝缘等问题。
线圈在工作过程中会产生一定的热量,因此需要设计合理的散热结构,以保证线圈的工作温度在合理范围内。
同时,线圈的绝缘性能也需要得到重视,以确保线圈在工作过程中不会发生电击等安全问题。
总结起来,高频加热机感应线圈设计的要点包括线圈材料、线圈结构、线圈参数、散热和绝缘等方面。
合理的线圈设计可以提高加热效率和加热均匀性,从而满足不同加热需求。
在实际应用中,还需要根据具体情况进行综合考虑,以实现最佳的加热效果。
感应线圈设计
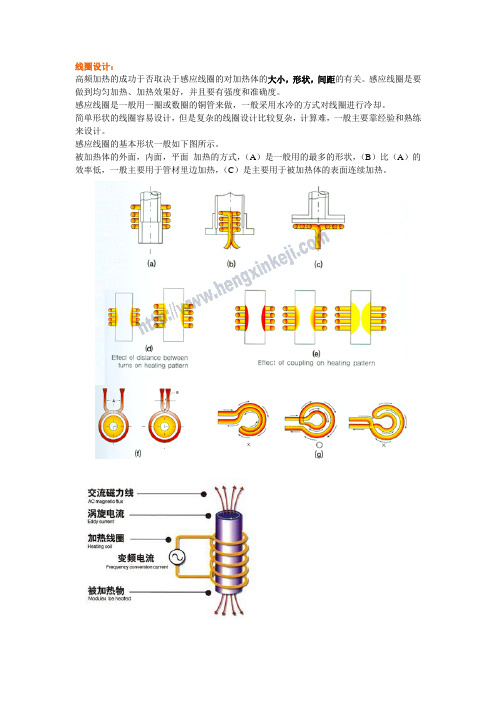
线圈设计:
高频加热的成功于否取决于感应线圈的对加热体的大小,形状,间距的有关。
感应线圈是要做到均匀加热、加热效果好,并且要有强度和准确度。
感应线圈是一般用一圈或数圈的铜管来做,一般采用水冷的方式对线圈进行冷却。
简单形状的线圈容易设计,但是复杂的线圈设计比较复杂,计算难,一般主要靠经验和熟练来设计。
感应线圈的基本形状一般如下图所示。
被加热体的外面,内面,平面加热的方式,(A)是一般用的最多的形状,(B)比(A)的效率低,一般主要用于管材里边加热,(C)是主要用于被加热体的表面连续加热。
物理特性:
金属分类:。
高频加热机感应线圈设计要点

高频加热机感应线圈设计要点一、设计原理高频加热机感应线圈是利用电磁感应原理将电能转化为热能的装置。
当高频电源通电时,产生的高频交变电流通过线圈产生一个交变磁场,将磁场穿透到被加热物体中,从而在被加热物体内部产生涡流。
涡流的阻尼效应会使被加热物体发热,实现加热目的。
二、线圈结构1. 线圈形状:常见的线圈形状有圆形、方形、矩形等。
选择合适的线圈形状可以使磁场均匀分布,并且适应被加热物体的形状。
2. 匝数和层数:线圈的匝数和层数决定了线圈的电感和电阻,直接影响加热效果。
一般情况下,匝数越多,层数越高,加热效果越好。
3. 导线直径和绝缘层:导线直径决定了线圈的电流承载能力,绝缘层的选择可以提高线圈的耐高温性能和绝缘性能。
三、选材1. 导线材料:常用的导线材料有铜、铝等。
铜具有良好的导电性能和耐腐蚀性能,适合高频加热机感应线圈的制作。
2. 绝缘层材料:绝缘层材料应具有良好的绝缘性能、耐高温性能和耐磨损性能,常见的材料有聚酰亚胺、聚四氟乙烯等。
四、优化方向1. 提高效率:通过优化线圈结构,减少电流流失和磁场泄漏,可以提高加热效率。
2. 控制温度分布:通过调整线圈形状和匝数分布,可以控制被加热物体的温度分布,实现均匀加热。
3. 耐用性改进:选择耐高温、耐磨损的材料,并合理设计导线直径和绝缘层厚度,可以提高线圈的耐用性。
4. 安全性提升:合理选择导线材料和绝缘层材料,确保线圈在高温环境下不会发生短路或漏电等安全问题。
高频加热机感应线圈设计要点包括设计原理、线圈结构、选材和优化方向等。
通过合理选择线圈形状、匝数和层数,优化导线材料和绝缘层材料,以及改进线圈结构和加热效率,可以提高加热效果、延长线圈使用寿命,并确保线圈的安全性。
高频加热机感应线圈在工业生产中具有广泛的应用前景,希望本文对读者有所帮助。
高频线圈制作方法

高频线圈制作方法1. 引言高频线圈是一种用于产生高频电磁场的元件,广泛应用于通信、电子设备、医疗器械等领域。
它由导线绕制而成,具有较高的电感和较低的电阻。
本文将介绍高频线圈的制作方法,包括材料选择、绕制工艺、测试方法等。
2. 材料选择2.1 导线高频线圈的导线一般选择电阻小、导电性能好的材料,如铜、银等。
铜导线具有良好的导电性能和耐腐蚀性,适用于大多数高频应用。
银导线导电性能更好,但成本较高,一般应用于对导电性能要求较高的场合。
2.2 绝缘材料绝缘材料用于包裹导线,以防止导线之间或导线与其他元件之间发生短路。
常用的绝缘材料有聚四氟乙烯(PTFE)、聚乙烯(PE)、聚氯乙烯(PVC)等。
选择绝缘材料时,需要考虑其耐高温、耐电压、耐腐蚀等性能。
3. 绕制工艺3.1 绕制方式高频线圈的绕制方式有多种,常见的有单层绕制和多层绕制。
单层绕制适用于电感较小的线圈,绕制简单、成本低,但电容较大。
多层绕制适用于电感较大的线圈,可以减小线圈的尺寸和电容。
3.2 绕制工具绕制高频线圈需要使用一些特殊的工具,如绕线机、线轴、导线夹等。
绕线机可以提高绕制效率和精度,线轴用于固定导线,导线夹用于固定导线的起始和结束位置。
3.3 绕制步骤绕制高频线圈的步骤如下:1.准备所需材料和工具;2.将导线固定在线轴上,用导线夹固定导线的起始位置;3.按照设计要求,将导线绕制成所需的圈数和形状;4.绕制完成后,用导线夹固定导线的结束位置。
4. 测试方法4.1 电感测试电感是衡量线圈性能的重要指标,可以通过电感测试仪进行测量。
测试时,将线圈连接到电感测试仪上,根据测试仪的指示进行操作,即可得到线圈的电感值。
4.2 电阻测试电阻是线圈中导线的电阻,可以通过万用表或电阻测试仪进行测量。
测试时,将测试仪的探针连接到线圈的两端,读取测试仪的数值,即可得到线圈的电阻值。
4.3 耐压测试耐压测试用于测试线圈在一定电压下是否能正常工作。
测试时,将线圈连接到耐压测试仪上,逐渐增加电压,观察线圈是否出现击穿、放电等异常情况。
高频信号发生器圆环天线的制作方法

高频信号发生器圆环天线的制作方法
高频信号发生器圆环天线的制作方法如下:
1. 准备材料:直径1mm的聚四氟绝缘线、铜管、有机玻璃垫片、有机玻璃管、螺钉、无感电阻、高频信号发生器。
2. 将直径1mm的聚四氟绝缘线穿入铜管中,确保铜管闭合处留有3mm的间隙,并在闭合处垫入厚度为3mm的有机玻璃垫片。
外面套上一段有机玻璃管并用螺钉紧固,确保3mm的间隙稳定。
3. 在铜管总长度二分之一处打两个孔,聚四氟绝缘线从其中一个孔穿入,从另一个孔穿出,形成一匝线圈。
一端接铜管,另一端串入86欧电阻,电阻
的另一端与铜管连接至高频信号发生器的输出端。
4. 将电阻、线圈的两个端子、Q9同轴电缆插座以及它们之间的连接线安装
在一只金属屏蔽盒内,屏蔽盒固定在有机玻璃底座上。
5. 根据需要,在上图所示与这个环形天线中心轴向距离d1=米处的信号场
强在数字上等于高频信号发生器输出端电压值的二十分之一,例如高频信号发生器输出电压是20mV,则环形天线中心轴向米处的信号场强是1mV/米。
轴向位置主要用于测量框式天线的收音机。
6. 在上图所示与这个环形天线中心径向d2=米处的信号场强在数字上等于
高频信号发生器输出端电压值的十分之一,例如高频信号发生器输出电压是
10mV,则环形天线中心径向米处的信号场强是1mV/米。
径向位置主要用
于测量磁性天线的收音机。
按照以上步骤操作,就可以完成高频信号发生器圆环天线的制作。
如有需要,可以咨询专业人士获取帮助。
制造感应线圈的工艺流程

制造感应线圈的工艺流程英文回答:Manufacturing Process of Induction Coils.Induction coils are electrical devices used to generate high-voltage, low-current electricity. They are widely used in applications such as ignition systems, medical equipment, and scientific research. The manufacturing process of induction coils involves several steps:1. Coil Winding: The core of the induction coil is the coil, which is made of copper wire. The wire is woundaround a form or bobbin to create the desired number ofturns and inductance. The winding pattern and wire gauge determine the electrical characteristics of the coil.2. Core Assembly: The coil is then placed inside a core, which is typically made of laminated steel or iron. Thecore helps to concentrate the magnetic field and increasethe inductance of the coil. The core is assembled by stacking the laminations together and securing them with bolts or adhesives.3. Insulation: The coil and core are insulated to prevent electrical shorts and to improve the overall performance of the induction coil. Insulation materials such as varnish, epoxy, or tape are applied to cover the coil and core, ensuring electrical isolation between the turns and from the core.4. Potting: In some cases, the induction coil may be encapsulated or "potted" in a protective material such as epoxy or plastic. This process provides additional insulation, moisture protection, and mechanical support for the coil.5. Testing and Calibration: Once the induction coil is assembled, it undergoes rigorous testing and calibration to ensure it meets the desired specifications. This includes measuring its inductance, resistance, and voltage output. The coil may also be subjected to electrical stress testingto verify its durability and reliability.6. Quality Control: Throughout the manufacturing process, quality control measures are implemented to ensure the induction coils meet the required standards. This includes inspecting materials, monitoring production processes, and conducting performance testing to maintain consistent quality and reliability.中文回答:感应线圈的制造工艺流程。
高频感应圈工作原理

高频感应圈工作原理
高频感应圈是一种利用高频变化的电磁场来实现能量传递和信号感应的设备。
其工作原理如下:
1. 感应定律:根据法拉第电磁感应定律,当磁感线与一个电导体交叉时,电导体内就会产生感应电动势和电流。
因此,高频感应圈利用变化的磁场来感应电流。
2. 磁场产生:高频感应圈内部通常会有一个高频交流电源,该电源会产生高频电流。
通过感应圈内的线圈,高频电流会形成一个变化的磁场。
3. 外部电导体感应:当感应圈内的磁场遇到外部电导体时,根据感应定律产生感应电动势和电流。
4. 能量传递:感应电动势和电流会驱动外部电导体内的电子流动,并可将能量传递到外部电子器件中。
这种能量传递的常见应用是无线充电,例如支持Qi充电标准的无线充电器就是利用高频感应圈来将能量传递到支持无线充电的设备中。
5. 信号感应:当外部电导体中产生的电流变化时,感应圈也会通过感应定律来感应并产生对应的变化电流。
这种原理可以用于无线通信、数据传输等应用中,例如近场通信(NFC)技术。
总结起来,高频感应圈通过变化的磁场感应外部电导体产生感应电流,实现能量传递和信号感应。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
感应圈的设计与制作
工件的加热效果不仅取决于感应圈的工作电流大小,更与感应圈的形状、圈数,引出钢管的长度,也与工件材料、形状等因素直接相关。
要使设备的功率得到最有效的利用,合理设计感应圈至关重要。
下面给出了常用机型的感应圈的制法,而加热工件要求比较大或特制机型,由厂家另外给出。
1、感应圈的形状,应根据工件加热部分的形状而定,制
作原则是:应使感应部位的铜管与工件的加热面平等或等距。
且相邻匝间电流流向一致。
2、感应圈的圈数一般为两圈以下,十圈以上。
直径越大
圈数应越小(特殊机器除外)
3、感应圈与工件的调整间隙应控制在1-10mm为宜,特
殊机型除外。
在不影响操作的情况下,间隙越小越好。
太小了可能会启动到微红时候即停,甚至一开始就不启动。
大了加热效果不好,太大了也会不启动。
所以对有些工件要试着做感应圈,一般当工件加热红时,模拟电流输出指示在1000A以上为好。
4、感应圈的引出长度在不影响操作的情况下,宜越短越
好,越粗越好一般不超过400mm。
5、感应圈头部的绕制:
★材料选用外径4-8mm的紫铜管(壁厚以1mm最佳)
★将铜管先进行退火处理。
★根据所设计的感应圈的形状,逐渐弯曲敲打成型,敲打时最好用木榔头,转变片应缓慢敲打,不宜用力过猛,以免做成死弯,阻塞水路。
也不要用钳子夹成毛刺,以免尖端打火。
弯制好后,把两个铜口扩口,检查是否通气。
★为了避免两匝之间或感应圈与工件之间接触打火套上或者上而高温的绝缘材料(如硅胶管、玻璃丝带)
6、两个引出铜管的制作
★材料选用外径8-18mm的紫铜管,大功率的可用方铜管。
(壁厚1-1.5mm)
★截取适当的长度,一头扩口,另一头打磨好,大功率夹制头机器,不用扩口,要折弯,注意不要折成死弯,影响通水。
7、绕好的感应圈和两个引出铜管,用砂纸把要焊接的部
位磨光,然后进行锡焊(建议至少用150W的烙铁)或铜、银焊、焊点要光滑,不要有沙眼。
特别注意焊接时,不要堵塞了管口。
铜管、螺帽可到当地制冷家电维修部里购买,铜管的喇叭扩口也可在那里做。
夹制型感应圈与机器连接时,螺丝要匀着上,以免压扁铜管,也要压紧,以免打火。
另:对工件内孔、平面、局部和特殊形状的部位加热,为改善磁场圆环效应,驱使电流接近被加热部位,常采用感应线圈内加导磁体,它可以把加热速度提高3-5倍。