SAK系列
轨道式接线端子排选型手册.UK端子.SAK端子.JHY1端子

产品目录
产品目录 (1)
UL-UK轨道式接线端子 (13)
STL系列接线端子 (23)
WST系列接线端子 (24)
开关量、抗干扰系列端子 (26)
JHY1系列接线端子 (31)
JH9系列端子 (33)
TR系列端子 (34)
TC2系列端子 (35)
JH5系列接线端子 (36)
TB1、JDG系列端子 (37)
IN系列端子 (38)
TK、NJD系列端子 (39)
TBC、TR、TA系列端子 (40)
JF5系列端子 (41)
连体、无轨、变压器端子 (42)
JL、JY、JSJ、绝缘子 (43)
继电器模块/端子接插块模块系列 (44)
DIN国际型钢铝质导轨 (45)
绝缘行线槽 (46)
UL-UK轨道式接线端子
开关量、抗干扰系列端子
UL-SAK系列端子
JHY1系列接线端子
IN系列端子
TK、NJD系列端子
TBC、TR、TA系列端子
JF5系列端子
连体、无轨、变压器端子
JL、JY、JSJ、绝缘子
继电器模块/端子接插块模块系列
DIN国际型钢铝质导轨
绝缘行线槽。
接线端子 SAKDU 2016

SAKDU系列接线端子
Let's connect. 携手 ● 共赢
魏德米勒 公司简介
魏德米勒 ——工业联接的伙伴 作为有着多年丰富经验的工业联接专家,魏德米勒在电源、信号以及数据处理的工业环境里,为全 球的客户和合作伙伴提供产品、解决方案和服务。魏德米勒扎根于这些行业和市场,对于未来的技 术挑战胸有成竹。魏德米勒坚持发展之路,为满足客户的不同需求,提供创新、可持续发展和高效 的解决方案。正是如此,魏德米勒在工业联接领域里设立了标准。目前,魏德米勒集团公司在全球 80多个国家设有生产制造工厂、销售公司及办事处。
10
ISPF QB 75 SW
0526700000
10
型号
订货号
数量
SAKAP/SAKDU 4/ZR
2038960000
20
TSCH 5
1485880000
100
型号
订货号
数量
SD 0.6X3.5
9008330000
1
型号
订货号
数量Leabharlann SAKEW 351129450000
50
型号
订货号
黑色
SAKDU 2.5N BK
红色
SAKDU 2.5N RE
订货号
数量
1485790000
100
1525940000
100
1525950000
100
1525970000
100
1525990000
100
型号 SAKDU 4N SAKDU 4N BL SAKDU 4N YE SAKDU 4N BK SAKDU 4N RE
0535200000
10
英飞凌单片机选型

英飞凌单片机选型英飞凌半导体微控制器(MCU)具有8位、16位、32位全系列产品。
实现高性能的电机驱动控制,在严酷环境下(高温、EMI、振动)具有极高的可靠性。
一.8位单片机(XC800系列)图1-1 XC800系列单片机命名规则上图的外设类型中,C指CAN总线通信模块,L指LIN总线通信,M指片上集成的快速乘除法模块,主要是为了方便乘除法运算,提高单片机运算速度和控制质量。
1.1 XC864系列XC864系列片内Flash,可以防止用户代码被读出,保护知识产权,同时具有编程和擦除保护防止数据丢失,还支持在应用编程(IAP)和在系统编程(ISP)。
另外,还有一个产生PWM信号用于电机控制的输入捕捉/比较单元(CCU6),一个10位A/D转换单元,一个片上调试支持单元(OCDS),大多数器件还有由扩展UART支持的低成本串行本地通信网络(LIN)和LIN的低层次驱动。
片内集成10M晶振和锁相环(PLL)。
1.2 XC866系列XC866系列的基本特性与XC864相似,改进的地方有外部端口数目增加,ADC的转换通道由4增为8,片上Flash存储单元分为程序存储单元(P-Flash)和数据存储单元(D-Flash),其大小也有多种可选。
可用片内10M晶振或外接4-12M晶振。
表1-2 XC866系列器件参数表1.3 XC886系列XC886的功能与XC864相似,改进的地方有,增加外部端口的数目,增加CAN通信功能,增加乘除法单元(MDU)以增强实时运算和控制能力,增加协调旋转数字计算器/矢量计算(CORDIC)用来协调计算三角、线性和混合的高速运算,增加16位定时/计数器Timer21,另外增加一个UART通信接口。
此外在存储器方面,Boot ROM由8K增加的12K,XRAM 由512B增加到1.5K,Flash也有24K和32K两种可选。
片内9.6M晶振或外接4-12M晶振。
表1-3 XC886系列器件参数表1.4 XC888系列XC888的功能和XC886相同,只是外部I/O端口的数目由34增加到48,相应地外部引脚的数目由48增加到64。
魏德米勒与菲尼克斯端子
TOP连接技术(上方进线),方便、快捷、 清晰; 2-10联的插入式联络组件节约时间; 带有测试孔; Wemid 的绝缘材料,阻燃级别V0,不含 有害物质。 Z 系列组合型端子的弹片由不锈钢一次成 型,钢保证压紧力,铜导电片保证导电。 接线端子上宽敞的开口,方便了带管状端 头的导线的连接。
短时耐受电流 在规定的使用和操作条件下,端子模组在 规定的短时间内能够承受的电流r.m.s值。 额定横截面 端子模组的额定横截面是由生产商规定的 可连接导体的横截面值,是某些热机械和电 气要求的参考值。
(根据IEC60947-7-1的4.3.2节标准)
(根据IEC60947-7-1的4.3.4节标准)
普通型SAK和双层型DK 普通型SAK是最为常用的端子,大部分 产品都可以在国内生产,价格上有优势。额 定压接导线截面从2.5mm2 至95 mm2。可以 安装在DIN 35mm或32mm导轨上。 双层型DK,顾名思义就是可以在一个端 子块上有两层端子,这在Weidmüller端子系 列中是很常见的产品。主要有DK4Q/35、 DK4QV/35。
2、端子模组的额定特性 额定工作电压Ue
(根据IEC60947-1的4.3.1.1标准)
一台设备的额定工作电压是结合有额 定工作电流的电压值,它决定设备使用的场 合以及参考哪一类别的应用和测试。 额定绝缘电压Ui 一台设备的额定绝缘电压是进行介电强 度测试和爬电距离测试时参考的电压值。
(根据IEC60947-1的4.3.1.2标准)
接线端子概述 1、SAK系列接线端子 2、W系列接线端子 3、Z系列接线端子 4、I系列接线端子 5、其它系列接线端子
SAK系列接线端子 SAK 系列端子作为国产化的产品,以德国 的技术、质量和中国的价格特点受到普遍的欢 迎。 端子类型有: 普通型SAK和双层型DK 螺栓型接线端子 SAKG 接地型 EK 开关型SAKR 熔断器型ASK 1和SAKS 传感器执行器型DLI/DLA 小型接线端子 AKZ……
四梁铸造起重机技术说明
四梁铸造起重机技术说明1机械部分本起重机为四梁四轨式,主端梁联接采用高强度螺栓联接;主要由桥架、主副小车、大车运行机构、司机室装置、润滑系统、电器控制系统等组成。
1.1小车:1.1.1主小车起升:主小车起升机构由两台电动机、两根浮动轴、两台带棘轮棘爪的减速器、四个液压单推杆制动器、卷筒组、钢丝绳、龙门钩组、定滑轮组等组成。
A.起升电机除满足发热、过载要求外,考虑铸造吊的特殊工况,电机的总功率满足静功率的1.54倍的要求,确保当一台电机发生故障时,另一台电机可以短时工作,完成一个工作循环。
B.主起升减速器选用铸造吊专用硬齿减速器,该减速器采用焊接壳体,性能优于国家推广的起重机专用中硬齿面减速器,是为铸造起重机特别设计制造的。
C.减速器与卷筒之间是通过卷筒联轴器连接,每套起升机构中采用两根独立缠绕的钢丝绳,能保证当一根或对角线上两根钢丝绳断裂后仍能将钢包安全地放到地面。
钢丝绳采用左右互捻,线接触优质钢芯钢丝绳,安全系数均严格按照《起重机设计规范》执行。
D.主起升机构定滑轮下设有传感器,司机室内设有报警装置保证超载时报警,当重物是起重量90%时予报警,1.05倍时强行断电。
1.1.2副小车起升:副小车起升由电动机、液压推杆制动器、浮动轴、硬齿减速器、卷筒组、吊钩组、定滑轮组等组成。
1.1.3小车运行A.主小车运行采用分别驱动,由电动机、联轴器、液压推杆制动器、硬齿立式减速器、主动车轮组、被动车轮组等组成。
车轮采用双轮缘结构。
B.副小车运行采用集中驱动,由电动机、联轴器、液压单推杆制动器、传动轴、减速器、主动车轮组、被动车轮组等组成。
车轮采用双轮缘结构。
1.1.4起重横梁:起重横梁上的滑轮被全封闭防护罩罩住,横梁下部与钢水包间加隔热装置,以改善吊梁的工作环境,吊钩采用叠片式吊钩,数控切割成形,无应力集中的尖角,小圆角等,整体外形美观。
龙门钩组主要部件材料为16Mn。
1.2大车运行机构:A.大车运行机构驱动形式采用十二轮驱动(YZ100/32t采用八轮驱动)。
SAK系列 说明书

G
G
G-082
型号规格 EK-10 EK-16 EK-35 SAK-2.5RD EW-35 SCHT-5 AP-4,6,10 AP-2.5 AP-16 AP-35 AP-70 ATW 4,6,10 2,5,4,6,10,16,35,70 DEK 5~10 4~16 6~35 0.5~4
SAK系列
电力电子及其它电器类
1 适用范围
SAK系列
适用
于额
定电
压至6
90V(660V)、额定导线截面积0.75~
2
70mm 的电力和控制电路中,
作线
端
连接之用。
符合标准:GB/T 14048.7 IEC 60947-7-1。
SAK-2.5
SAK-2.5RD
SAK-4
SAK-6
SAK-B
SAK-10
SAK-16
SAK-35
SAK-70
EK-2.5
EK-4
EK-6
EK-10
EK-16
EK-35
2 外形及安装尺寸
C
H
序号 1 2 3 4 5 6 7 8 9 10
G-081
B
产品名称 接线端子 接线端子 接线端子 接线端子 接线端子 接线端子 接线端子 接地端子 接地端子 接地端子
型号规格 SAK-2.5 SAK-4 SAK-6 SAK-10 SAK-16 SAK-35 SAK-70 EK-2.5 EK-4 EK-6
厚19 厚1.5 厚1.5 厚1.5 厚1.5 厚2 厚1.5
3 订货须知
3.1 订货时应注明产品的型号、接线面积或电流、类别、数量。 3.2 常规的接线端子由10片组装成1条。 3.3 对于有其它特殊要求应注明。 3.4 订货示例:SAK-2.5/10 5条
魏德米勒接线端子排SAK2.5EN详细参数
魏德米勒接线端子排SAK 2.5/EN详细参数
SAK 2.5/EN是直通型接线端子排,厚*宽*高:6.1*41.5*42.5
额定电压/电流/压接面积:800V/24A/2.5mm
操作非常简单,广泛应用在楼宇自动化的项目中,提供绝缘保护和极好的电导性能,提供
提供抗拔出,抗震动和防电击。
所有的材料已根据最新的环保标准进行了测试,确保符合ROHS指令。
采用不锈钢的弹片接线技术就是一个理想的选择,弹片接线方式最大可以联接到35平方毫米的导线。
郑州盛世开元自动化设备特价供应魏德米勒接线端子排SAKDU系列:
灰色: SAKDU 2.5 ;1124200000
蓝色: SAKDU 2.5 BL ;1370170000
黄色: SAKDU 2.5 YE ;1370820000
黑色: SAKDU 2.5 BK ;1370830000
红色: SAKDU 2.5 RE ;1370840000
灰色: SAKDU 4 ; 1124210000
蓝色: SAKDU 4 BL; 1370180000
黄色: SAKDU 4 YE; 1370850000
黑色: SAKDU 4 BK; 1370870000
红色: SAKDU 4 RE; 1370880000
欢迎咨询。
魏德米勒与菲尼克斯端子解析

W 系列接线端子 W系列端子采用高品质绝缘材料Wemid, 阻燃等级V0,不含卤素磷化物,最高工作温度 (环境温度+端子自身导电发热)达120°C。 产品品种全面、功能更多。 W系列端子具有如下特点:最大压接导 线截面300mm2; 仅需两种大小不同的挡板; 其中较大的挡板同时可以用作较小接线端子的 隔板;W系列接线端子可以轻易地安装在导轨 上,这样便可以方便精确地调整接线端子在安 装轨上的位置。相应的固定器可以保证接线端 子绝对可靠地固定在正确的位置上。另外还可 以在固定器上安置标记座,以便于分组标记。
接地型 EK 接地保护用端子,黄绿色标,同时可 用作端子排固定器。可联接 2.5---70 mm2的导线,型号从EK 2.5到 EK 70。有 相应的产品型号可以安装在35 mm导轨或 32mm导轨上。 开关型SAKR 回路开断测试用端子。
熔断器型ASK和SAKS 回路过流保护用端子,额定电流从 0.1A…6.3A,有相应的产品型号可以安装 在35 mm导轨或32mm导轨上。其中ASK1 LD EN 带有发光二极管。 AKZ系列小型接线座 外形尺寸小,节约安装空间。
(2)、根据NFC93-461标准 间隔 接线端子侧面的额定空间尺寸(mm)。 当需要隔板时,隔离空间就是所有的额定尺寸。 插座 端子组块的导电部分,为适合的插头而 设计,并确保该插头的电气接触。 隔板 用绝缘材料做成的可移开的部件,插在 两个端子之间,确保侧面绝缘,延长两个导体 之间的漏电间隙。
接线端子概述 1、SAK系列接线端子 2、W系列接线端子 3、Z系列接线端子 4、I系列接线端子 5、其它系列K 系列端子作为国产化的产品,以德国 的技术、质量和中国的价格特点受到普遍的欢 迎。 端子类型有: 普通型SAK和双层型DK 螺栓型接线端子 SAKG 接地型 EK 开关型SAKR 熔断器型ASK 1和SAKS 传感器执行器型DLI/DLA 小型接线端子 AKZ……
SAKDU接线端子样本

订货号 1129350000 1129370000 1129380000 1129390000
数量 50 50 50 20
订货号 0545400000 0545300000 0546000000
订货号 1129470000
数量 10 10 10
数量 20
型号 SAKQ 10/2 SAKQ 10/3 SAKQ 10/4 SAKQ 10/10
技术参数
额定参数 额定电压 额定电流 额定压接面积 额定冲击电压/污染等级 测量规根据IEC947-1/阻燃等级根据UL94
压接的导线 单股硬导线/多股硬导线 软导线/带管状端头的软导线 压接时的拧紧扭矩 剥线长度/螺丝刀尺寸
压接两根截面积相同的导线 单股硬导线/多股硬导线 软导线/带管状端头的软导线
1129450000
50
型号 SD 0.6X3.5
订货号 9008330000
型号
订货号
SAKEW 35
1129450000
数量 1
数量 50
型号
订货号
DEK 5/5.5 PLUS MC NE
1125030000
数量 1000
型号 DEK 5/6 PLUS MC NE WS
订货号 1011320000
魏德米勒电联接国际贸易(上海)有限公司成立于2001年7月,是魏德米勒集团服务于中国 市场的销售服务机构,拥有覆盖全国的销售网络和完善的售后服务体系,全国设有15个 销售办事处,可以为中国市场的客户提供专业的行业应用解决方案和优质的产品。同时 在上海外高桥保税区,魏德米勒拥有一个超过4,000平方米的物流仓储中心和产品加工中 心,满足客户的实际需求。
15.9/52/59 125/35 2.5…35
接线端子产品详细目录

标记号 更多细节参考附件章节
深灰色 Wemid 蓝色 Wemid
深灰色 Wemid
厚度 [mm]
ZAP/TW ZDU1.5/2AN
3.5
ZAP/TW ZDU1.5/2AN BL 3.5
厚度 [mm]
ZEW 35
6
20 1776030000 20 1776040000
20 9540000000
mm2 mm2
Nm mm / -
IEC 60947-7-1
EEx e II
T II 2 G D
IECቤተ መጻሕፍቲ ባይዱ
UL
CSA
EN 50019
500
300
300
550
17.5
15
20
15
1.5
AWG 26 ...14 AWG 26...14
1.5
6/3
B1 / V-0
KEMA 01ATEX2106 U
额定压接面积 0.5...1.5 0.5...1.5 / 0.5...1.5
35 mm2
标准型 斜坡型 标准型 斜坡型 标准型 斜坡型 标准型 斜坡型 标准型 斜坡型 标准型 斜坡型 标准型 斜坡型
更多细节
Z 系列接线端子
接线方式
插拔式横联组件
根据魏德米勒的接触原理,弹片接线技术同样也 是保证了电气功能和机械功能相分离
不锈钢的弹片可以提供优化的接触力。 铜导电片可以保证低压降
10 x 65 x 45.5 / 10
0.08 ... 1.5
0.08 ... 1.5
0.5 ... 10
IEC 60947-7-1
EEx e II
T II 2 G D
金银线都由哪些材质组成

杭州樱花线业有限公司慈母手中线,游子身上衣,线对于一件衣服来说,就是基础,基础如何打得牢靠,线的质量非常关键,在纺织轻工业中,金银线是比较常见的,可见金银线的材质及质量对于很多产品是多么紧要的。
金银线是经黄金、白银为主要原料制成的纱线,或具有金银光泽的化纤细条状薄膜。
传统的金银线分为扁金线和圆金线两种。
将金箔粘合在纸上切成0.5毫米左右的细条状即成扁金线,然后将扁金线包缠在棉纱或丝线外即成圆金线。
现在某些名贵传统织物如云锦仍用上述传统金银丝。
20世纪40年代发展起来的化纤薄膜金银线,是由两层醋酸丁酯纤维素薄膜夹粘一层铝箔再切割成细条而成。
后来又出现用聚酯薄膜通过渡铝、加颜色涂料等工艺制成的涤纶金银线。
涤纶金银线有双色金银线、五彩金银丝、彩虹线、荧光线等。
小编接下来就给大家举例说一说不同的金银线的不同构成。
以樱花线业的金银线为例:M型(扁丝):由聚酯薄膜经精密度极高的分条机直接分切而成。
可由客户杭州樱花线业有限公司需求进行定制金银丝宽度。
樱花牌金银线色号:SAK503-520主要用于花边、织带、商标、刺绣、天鹅绒、织袜、围巾、经编布、沙发布、桌巾、地毯、工艺品、圣诞礼品、发饰、厨房洗涤用品等。
MS型:由1根涤纶/人丝线与1根金银线包缠产生。
STA(全包绣花线):1根涤纶/人丝线与1根金银线没有间隙地包缠。
樱花牌金银线色号:SAK1-90根据包缠的间隙大小分为:STJ(半包绣花线):1根涤纶/人丝线/缝纫线与1根金银线有间隙地包缠。
樱花牌金银线色号:SAK15-286产品呈全柱形,强度好,广泛用于电脑刺绣、手绣、渔具、商标、织带、毛衫、经编布等。
MX型(双包线/复合线):由2根涤纶/人丝线双向抱合1根金银线产生。
樱花牌金银线色号:SAK305-502,SAK521-566产品典雅大方、华丽,主要应用于商标、织带、经编、色织、提花布头、刺绣和毛衫等。
MH型(单包线):由1根涤纶/人丝线与1根金银线合捻产生。
W78E58B中文资料
8.3.1 时钟输入波形...................................................................................................................... 25 8.3.2 程序读取周期...................................................................................................................... 26 8.3.3 数据读取周期...................................................................................................................... 26 8.3.4 数据写周期.......................................................................................................................... 27 8.3.5 端口访问周期...................................................................................................................... 27
德国电气设备公司

德国默勒MOELLERA22系列按钮和指示灯DIL 接触器E6系列断路器F7漏电保护开关FB7漏电附件FL7带过载保护漏电开关L7微型断路器系列L7-DC (直流型)LD7民用电子式漏电开关LH 小型断路器MS7 电机保护开关NZM 7,10,14系列塑壳断路器PKZ 系列电机保护开关RMQ-TIAN 系列按钮和指示灯SX 隔离开关T 系列凸轮开关、P 系列负荷隔离开关Z7附件德国MOELLER 默勒电器防雷及浪涌保护装置控制继电器easy德国西门子SIEMENS西门子断路器西门子接触器西门子继电器西门子变频器西门子变送器西门子传感器西门子仪表仪器西门子熔断器西门子控制和信号装置其他3RB系列电子式热继电器3RG7 BERO系列光电式接近开关3RG6 BERO系列超声波接近开关3RG4 BERO系列电感式接近开关3RG1 BERO系列电容式接近开关3SB3系列按钮和指示灯3SB1系列按钮和指示灯3TF系列交流接触器3TD系列机械联锁可逆接触器3TH系列中间继电器3TB系列交流接触器3UA系列热过载继电器3VF系列断路器3VU系列断路器3WN6系列断路器3WN1系列断路器5S系列小型断路器5SM / 5SU系列漏电保护器5SX1小型断路器5SM/5SU小型断路器5SU9系列电子式漏电保护器5SD 避雷器和过电压保护器5SX2小型断路器 5TE 系列模数化隔离开关8GB SIMBOX 63AiRanger XPL Plus 多点物位计HydroRanger Plus-WallMount 水工业墙装液位计HydroRanger 水工业液位计InterRanger DPS300 污泥界面计Maxum Ⅱ型过程气相色谱仪MiniRanger Plus 短量程架装和盘装型物位计MicroMaster440标准变频器MicroMaster430标准变频器MicroMaster420标准变频器MicroMaster410标准变频器MicroMaster/MIDIMASTER Vector 系列通用型变频器MicroMaster Eco 系列经济型变频器NH 低压高分断熔断器S7-300系列大中型可编程控制器S7-300C 系列大中型可编程控制器德国泰邦电器THEBENSUL 188h 、SUL 188g 、MEM 198h(机械式)SYN 168hw 、SUL 188hw(机械式)SYN 160a 、SUL 180a 、MEM190a(机械式)TM 171h 、SYN 161h 、SUL 181h(机械式)TM 178h 、SYN 168h 、SYN 168g(机械式)TR610\610S\611S\612S(电子TR (610\612\611\622)TOP(电子式)TR 617单回路\627双回路(电子式)式)德国THEBEN 泰邦电器分体式光感控制(LU 110)分体式光感控制(LU 112)分体式光感控制(LU113)光感控制(LU 118)内置式光感控制(LU116\LU 117)数字显示室内温度控制数字显示室内暖地板温度控制温度控制(RAM 72*\RAM 78*)德国海德HEDSSISC5810编码器ISC3005 编码器ISC3806 编码器ISC4406 编码器ISC5208 编码器ISC5805 编码器ISL5805 编码器ISC5806 编码器德国HEDSS 海德德国施克SICK槽型传感器测量光栅(标准型)定位控制器对射式光电开关高度检测器光电安全保护装置光纤式光电开关红外线数据传输器环境监测系统接近开关镜反射式光电开关具有前景遮蔽功能(FGS )的漫反射式光电开关具有背景遮蔽功能(BGS )的漫反射式光电开关具有背景屏蔽(BGB )漫反射式光电开关功能距离检测器(镜反射式)距离检测器(漫反射式)漫反射式光电开关色标检测器旋转及线性编码器颜色检测器荧光检测器智能摄像传感器自动化辨读系统德国法兰克盖姆普FRANKEGMKPJKC2系列电容接触器变频器NXL - MF2 电机及照明电容器电容器GMKP高中压电力电容器空调节能熔断器(开关)德国威图Rittal100A 系列160A 系列250A 系列63A 以下系列CS 户外壁挂式箱体D02 DII DIII 系列DK-PS系列DK 壁装式分配器DK-TS系列EMC 箱柜和箱体Ex 防爆箱体 KEL FR系列IT Tower Maxi - PLS 2000A/3200A Maxi - PLS 2000/3200安Mini - PLS 250安NH 宽型负荷断路器PC 箱柜和箱体系统PLS 800/1600安QR系列RC 组件箱RiCase 箱体RV 经济箱RV 电磁兼容组件箱RV 用于传动机构模件SV 接线适配器TS 8系列VC 箱体VM 箱体VR 系列壁装式制冷机 SK长条型负荷断路器电信架顶装冷却机 SK高级控制箱 ES 5000过滤器及风扇极品箱体系列 PS计算机多用控制器 CMC架装冷却装置架装风扇德国易帝ELEKTRACEE 工业接插装置测试和测量设备电动机保护开关机械设备保护开关建筑地配电器脚踏开关FD控制开关 D1控制开关 B2N凸轮开关 VN系列野营地和船舶停泊处配电器德国万可电子WAGO-LIGHTBUS的现场总线适配器750-300 用于PROFIBUS-DP/FMS的现场总线适配器750-301用于MODBUS的现场总线适配器750-314 用于MODBUS的现场总线适的现场总线适配器750-319 用于II/O-LIGHTBUS的现场总线适配器750-320用于PROFIBUS-DP的现场总线适配器750-331用于PROFIBUS-DP/V1的现750-333 re的现场总线适配器750-339 用于MODBUS的可编程现场总线控制器750-812用于MODBUS的可编程现场总线控制器750-815用于MODBUS的可编程现场750-816t TCP/IP的可编程现场总线控制器750-842 用于PROFIBUS-DP的可编程现场总线控制器750-833用于Ethernet TCP/IP的可编程现场总线控制器 750-841德国施迈赛SCHMERSALAZ15系列AZ17系列AZ16系列GF 系列脚踏开关GFS 系列M630系列SRB 301 MC 24VT/M441系列T422系列TQ441系列拉线开关Z/T235系列Z/T236系列Z/T335系列Z/T336系列ZS71系列拉线开关ZS73系列拉线开关ZS75系列拉线开关脚踏开关F232系列德国倍加福P+F安全-光电传感器超声波传感器磁式传感器电感式传感器电感式识别系统电容式传感器光电传感器光栅绝对型编码器(并行、串行)绝对型编码器其他产品识别系统条形码识别系统微波识别系统位置传感器物位控制器旋转编码器增量型编码器总线系统德国菲尼克斯菲尼克斯自动化系统菲尼克斯模块化电接口产品菲尼克斯防雷及电涌保护器菲尼克斯印刷电路板接线端子菲尼克斯工业接插件菲尼克斯组合式接线端子AUTOMATIONWORX自动化系统CLIPLINE组合式接线端子COMBICON印刷电路板接线端子INTERFACE模块化电接口产品PLUSCON工业接插件TRABTECH防雷及电涌保护器德国魏德米勒WeidmullerAKE 4 熔断器型接线座AKE 2.5熔断器型接线座AKZ 2.5熔断器型接线座AKZ 1.5熔断器型接线座ASK 1 EN/KOHU 熔断器型接线座ASK1 /15 熔断器型接线座ASK 开关型、二级管型接线座ASK 1 LD EN 熔断器型接线座ASK 1 EN 熔断器型接线座BK2..12整体式多回路接线座DK4QV/32基型接线座DKT 开关型、二级管型接线座DLD 2.5/PE 传感器/执行器用插座DLA2.5/LD /D 传感器/执行器用插座DLA2.5/LD 传感器/执行器用插座DLA2.5/D 传感器/执行器用插座DLA2.5 传感器/执行器用插座DLD2.5传感器/执行器用插座DLI 2.5 LD 传感器/执行器用插座DLI 2.5传感器/执行器用插座EK35EK 接地型接线座EK16接地型接线座EK10接地型接线座EK6接地型接线座EK4接地型接线座EK2.5接地型接线座KDKS1熔断器型接线座KDKS1/PE传感器/执行器用插座KST12螺栓型接线座KST10螺栓型接线座KST6螺栓型接线座KST5螺栓型接线座MK 6/2基型接线座MK4/16整体式多回路接线座MK3/12整体式多回路接线座SAKC 4熔断器型接线座SAKS3熔断器型接线座SAKS1熔断器型接线座SAK70/35基型接线座SAK35EN基型接线座德国曼奈柯斯22区粉尘防爆接插装置NM防爆插头和插座NM防爆接线盒NM防爆标准控制站NM防爆安全开关按钮盒插座(带保护开关,带DUO机械联锁和支撑条轨)插座(带保护开关,带DODSCH机械联锁)大电流铝合金插座单门电源控制柜多功能控制按钮盒多芯接插装置方向盘型组合插座防水插座(从顶部和底部插入电缆线)防水插头(带外部电缆紧固夹)防水插头附加装置插座(带盖板)附加装置插座户内明装带门12回路照明箱户内明装带门24回户外型不锈钢插座箱连接器铝合金线槽铝线槽内弯90°形铝线槽平面直角形铝线槽双门电源控制柜外弯90°形铝线槽德国金米勒电气德国曼瑞德(上海)A7调节型分集水器DC8通用控制器ET10系列电动执行器ET20系列电动液压执行器ET48系列电动液压执行器F25CN流量水流开关H-box208/212集线盒H-box208T/218T智能型集线盒H-box3无线的智能集线盒HR25.200地暖混水温控中心HR25.210地暖混水温控中心HR25.280地暖混水节能温控中心K1限温器K40变压器K401控制箱K402控制箱MR1温湿度传感器与变送器MR3温度传感器MR2温度传感器MR7-外置温度传感器MT10...电话远程控制系统R07遥控器RTC10机械式风机盘管温控器RTC50液晶风机盘管温控器RTC80液晶风机盘管温控器RTC89液晶触摸屏风机盘管温控器RTC70电子式采暖温控器RTC85电子式采暖温控器RTC86电子式采暖温控器RTC75液晶采暖温控器RTC80液晶采暖温控器RTC81液晶采暖温控器RTC88液晶触摸屏采暖温控器RTC89液晶触摸屏采暖温控器RTC120...电采暖专用温控器RTS8070集线盒外接的周编程时段温控器SEA21电动执行器SEH30电热执行器SEH40电热执行器S手动阀回水阀TA系列散热器恒温阀TC810P比例积分温度控制器TD系列散热器恒温阀TE系列散热器恒温阀TT15...智能水泵T系列散热器恒温阀V47内螺纹连接调节阀V48法兰连接调节阀V49法兰连接调节阀V5电动球阀VA2电动执行器VA3电动执行器VA7电动执行器VE46二通小型内螺纹阀门VS46三通小型内螺纹阀门德国安士能电器有限公司BCM…SEM4-1 型总线联接器组件BCM-A… 型总线联接器组件CES-AS1 型安全开关CES 型(用于一个读出头的继电器输出)CES 型(半导体输出)CES 型(用于 2/4 读出头的继电器输出)CEM 型(信号译码器)CIS3/CIS3A 型识别系统CIS3A 型微型识别系统CIS3-IBS 型识别系统DIN43693单体精密定位开关ESM 型安全继电器GP-AS1 型安全开关GP 型安全开关HBE 型HBL 型HBA 型KC 型号系列KE/KB/KF 型号系列KP 型号系列模拟发送器M12 x 1 型单孔定位开关NM.VZ 型安全开关NP 型安全开关NX 型安全开关NZ-AS1 型安全开关NZ.VZ 型安全开关SFM-A01SFM-A02 型安全监控器SFM-B02 型安全监控器STP 型安全开关STM 型安全开关TP 型安全开关TP-AS 2型安全开关TP-AS1 型TX-AS1 型安全开关TX 型安全开关TZ 型安全开关TZ-AS1 型安全开关WK/WE 型号系列ZSA-AS1 型授权开关ZSR-AS1 型授权开关非接触式CMS型安全开关–磁性译码器行程开关EN50041德国MEYLE拿团117声光报警装置2200/2600通用型压力传感器558声光报警装置570声光报警装置61/62 角度编码器71/72角度编码器826声光报警装置837声光报警装置883声光报警装置A110/A125/A150角度编码器A133(细长) A173(标准)Accelerometer AINS40工业型增量编码器AINH40工业型增量编码器AINS90工业型增量编码器AINH90工业型增量编码器AINS41AINS58AINH58AINH90/AINH90SAWA70EX/HWA70EX工业型绝对编码器AWI70EX/HWI70EX工业型增量编码器BAXX58BINS50/BINH50工业型增量编码器BINS24工业型增量编码器BINB24工业型增量编码器BINS37工业型增量编码器BINH37工业型增量编码器CAXX37工业型绝对编码器CAXX58工业型绝对编码器CDXX工业型增量编码器CINH76工业型增量编码器D1000系列意大利GM安全隔离栅D2000M系列意大利GM安全隔离栅DINH100工业型增量编码器DINH145工业型增量编码器DINH145 FAXX90工业型绝对编码器FGD碳化硅脱硫喷嘴FGD 脱硫专业泵FINS90FINS58/FINH58Ice sensorNC 光栅尺133(细长)173(标准)NTSR 安全继电器PS-C 工业差压传感器S2HC 安全继电器SM 声光报警装置SRLC 安全继电器SR2C 安全继电器SR3C(AC/DC 24V)安全继电器SR3C(AC115/230V)安全继电器SREC 安全继电器SRTC 安全继电器SR4C 安全继电器SR1安全继电器Vibration SwitchesWind Speed SensorWind Speed Sensor1Wind Speed Sensor 2Wind Direction Sensor安全光幕测速开关AI-Ni6长距离金属尺盘光栅尺190超声波风速计2D超声波开关超声波开关1超声波开关2 冲击形工业喷嘴电感式接近开关1 电感式接近开关2电感式接近开关3 电感式接近开关4 电感式接近开关5 电感式接近开关6电感式接近开关7 电容式接近开关8 电容式接近开关9 电容式接近开关10电容式接近开关11 独立式风速/风向仪CRT 防爆开关固态继电器RM系列固态继电器RS系列光电开关1 光电开关2 光电开关3过/欠电流控制器过/欠电流/电压控制器过/欠电压控制器过电流控制器急停拉绳开关LIFELINE 4 螺旋型工业喷嘴皮带打滑开关BMA 欠压控制器扇形工业喷嘴输送带跑偏开关BSR/BSO 涡旋形工业喷嘴相序控制器相序+过/欠压控制器小型光电开关液位开关 1直线光栅尺111直线光栅尺113/115直线光栅尺130/131直线光栅尺170重工业拉绳开关NSR德国霸士Bals1110 x 420不锈钢组合箱立式116 x 211分线箱EVS 插座箱1260 x 235不锈钢防护箱121260 x 415不锈钢防护箱1260 x 235金属防护箱立式不带门1260 x 285 金属防护箱立式带门12防140 x 140悬挂式组合箱橡胶箱体140 x 230橡胶箱体16A436超低压产品暗装插座1产16A4360超低压产品暗装插座16A426超低压产品暗装插座16A416超低压产品明装插座1616A4528超低压产品连接器16A 21983Multi-Grip插头16A 2136Multi-Grip插头16A 203插头16A 2814法兰式器具插座16A 282001法兰式器具插座1616A 2612暗装器具插座16A 2202换相插头16A 2271换相插头1616A 24209明装换相器具插座16A 26020暗装换相器具插座16A 2602暗装换相器具插座1616A 28181法兰式换相器具插16A 112001明装插座16A 11906明装插座1616A 100明装插座16A 11909明装插座16A 1227暗装斜式插座1616A 12757暗装斜式插座16A 13005暗装直式插座16A 13681暗装直式插座1616A13108GT-TH型插座16A1186GT-TH型插座16A146GT-TH型插座116A3136连接器16A31536连接器16A16526开关机械联锁116A7302Schuko系列产品插头16A768Schuko系列产品明装插座16A724Schuko系列产品明装插座1系16A713Schuko系列产品暗装插座16A710Schuko系列产品暗装插座16A7137Schuko系列产品暗装插座1系16A7139Schuko系列产品暗装插座16A7140Schuko系列产品暗装插座16A7168Schuko系列产品暗装插座1系16A7411Schuko系列产品连接器16A7415Schuko系列产品连接器16A7414Schuko系列产品连接器16械16A17282配断路器、漏电16A15059开关16A11481七极插头、插座1616A12391七极插头、插座16A21666七极插头、插座16A24194七极插头、插座1616A27114七极插头、插座16A219户外专用箱插头16A119户外专用箱明装插座16用16A240户外专用箱器具插座16A242户外专用箱器具插座16A2400户外专用箱器具插座1616A254户外专用箱器具插座16A311户外专用箱连接器16A8615户外专用箱转换插1616A330户外专用箱转换插16A331户外专用箱转换插16A31509七极插头、插座1616A16378七极插头、插座16A7302户外专用箱Schuko 系列16A7409户外专用箱Schuko 系列16箱16A446超低压产品插头16A4428超低压产品插头170 x 118塑料箱体17171 x 140橡胶箱体181 x 145分线箱MULTIBLOCK插座箱1851框架182框架180底盖181底盖11863其它附件183其它附件185其它附件22 x 276 x 276塑料箱体 2 x 180 x 460塑料箱体223 x 213分线箱悬挂式23255 x 250橡胶箱体250 x 255橡胶箱体250 x 210橡胶箱体25PC853021TK密封箱PC853052TK密封箱PC853061TK密封箱PC853122TK密封PC853072TK密封箱PS851081TK密封箱PS851082TK密封箱PS850001TK密封PS851072TK密封箱PS851062TK密封箱PS851031TK密封箱PS851011TK密封PS851001TK密封箱PS850121TK密封箱PS850111TK密封箱PS850112TK密封PS850113TK密封箱PS850102TK密封箱PS850091TK密封箱PS850081TK密封PS850051TK密封箱PS850061TK密封箱PS850062TK密封箱PS850071TK密封PS821500AK密封箱PS821100AK密封箱PS821400AK密封箱PS821000AK密封PS850041TK密封箱PS850031TK密封箱PS850021TK密封箱PS850011TK密封PS820600AK密封箱PS820300AK密封箱PS820500AK密封箱PS820200AK密封PS820400AK密封箱PS820100AK密封箱PS820000AK密封箱安装型材箱带窗口BS614塑料箱带窗口BS6147塑料箱带窗口BS6129塑料箱带窗口箱带窗口BS641便携式空箱体BS6408便携式空箱体BS6409便携式空箱体空箱体BS673悬挂式空箱体BS6583悬挂式空箱体BS6577悬挂式空箱体式空箱体BS58009窗口及附件BS58010窗口及附件PC822000AK 密封箱密封箱PC822400AK 密封箱PC822200AK 密封箱PC822500AK 密封箱密封箱PC822600AK 密封箱PC852001TK 密封箱PC852011TK 密封箱密封箱PC852031TK 密封箱PC823000AK 密封箱PC823100AK 密封箱密封箱PC823600AK 密封箱PC823200AK 密封箱PC852052TK 密封箱密封箱PC852072TK密封箱PC852082TK密封箱PC852092TK密封箱密封箱PC852115TK密封箱PC852122TK密封箱。
常用的金银线规格有哪几种

杭州樱花线业有限公司现在的金银线有好多,有各种各样的名字类型。
如有MX型(双包线/复合线);MH型(单包线);MS型;STA (全包绣花线);STJ(半包绣花线)等类型,本篇文章将帮助您进一步了解金银线。
一、金银线特性和特点:樱花金银线专注于前端細致綉花优佳的色牢度及抗化学药剂,高断裂強度,适合高速车缝,可以提高生产效率,能耐牛仔服装的漂、磨、洗,适合作为军队服装专业线,极富吸引力的亮丽光泽和广泛的颜色系列具有非常好的色牢度,色泽鮮亮,柔软。
通过欧盟立法制定ROHS标准生态纺织用线的一大选择。
由聚酯薄膜经严密度极高的分切机直接分切而成。
可由客户需求定制金银丝宽度。
樱花牌金根线色号: SAK503-520应用范围:主要用于花边、织带、商标、刺绣、天鹅绒、织袜、围巾、经编布。
沙发布。
桌巾、地毯。
工艺品、圣诞礼品、发饰。
厨房洗涤用品等。
杭州樱花线业有限公司金银线就选择杭州樱花线业有限公司的金银线。
杭州樱花线业有限公司,拥有固定资产2.5亿元,在国内同行业中首批通过ISO9001质量管理体系和ISO14001环境管理体系认证,并取得Oeko-Tex standard 100瑞士信心生态纺织品认证。
樱花牌的金银线选用日本进口金属膜为原料,经过日本进口切膜、制线设备生产高品质金银线。
樱花牌金银线严格执行欧盟立法制定RoHS标准以及欧洲标准EN 14362-1、EN 14362-2生产加工,且经过第三方权威认证机构Intertek 及SGS认证。
主要用途:产品呈全柱型,强度好,广泛用于电脑刺绣、手绣、渔具、商标、织带、毛衫、经编布等。
二、常用金银线规格:MX型(双包线/复合线)是由2根漆纶人丝线/尼龙(锦纶)双向抱合1根金银线产生。
樱花牌金根线色号: SAK305-502,SAK521-566。
应用范围:产品典雅大方,富贵华丽,主要应用于商标,织带、经编、色织、提花布头、刺绣和毛杉等。
杭州樱花线业有限公司MH型(单包线)是由1根涤纶/人丝线与1根金银线合捻产生。
ニューアプローチ中级日本语
ニューアプローチ中級日本語第1課色のイメージ (3)第2課世界のじゃんけん (5)第3課不便な駐車場 (7)第4課アナウンスと親切 (9)第5課タイムカプセル (11)第6課夢の自動運転 (13)第7課ギネスブックに挑戦 (15)第8課100%の占い師 (17)第9課やる気 (19)第10課しょうがない (21)第11課いろいろな選択 (24)第12課格言・名言 (26)第13課子供の時の夢 (28)第14課笑いの効果 (30)第15課絵はがき~富士登山 (32)第16課梅雨 (35)第17課トリックアート (37)第18課行列のできる店 (39)第19課素朴な疑問 (42)第20課車のコミュニケーション (45)第21課カタカナ言葉 (47)第22課鉄腕アトムを目指せ (50)第23課事柄を並べる食生活を見直そう (53)第24課4つ目のR (56)第25課プレーパーク (59)第26課言い換える・まとめる実感 (62)分享一个简单的cd翻录方法 (65)第1課色のイメージ好きな色は人によって違います。
好きな色でその人の性格が分かると言う人もいます。
でも、明るい色より暗い色のほうが好きな人は性格も暗いでしょうか。
色と性格が関係があるかどうかは分かりませんが、色とその色からイメージするものは関係があるかもしれません。
青と赤と黄色の中でどれが一番「危険」をイメージしますか。
だいたいどこの国でも赤から「危険」を連想するのではないでしょうか。
赤のイメージはもちろん「危険」だけではありません。
日本の中華料理のお店ではカウンターやテーブルは赤です。
もしそれが青だったら、きっと食欲がなくなるでしょう。
でも、青には別のイメージがあります。
夏の暑い日はのどが渇きます。
そんなときにあなたはどんな色のジュースが飲みたくなりますか。
日本で赤と青と黄色のジュースを用意して、道を通る人に実験して見ました。
黄色のジュースも人気がありましたが、青ほどではありませんでした。
SAK系列接线端子
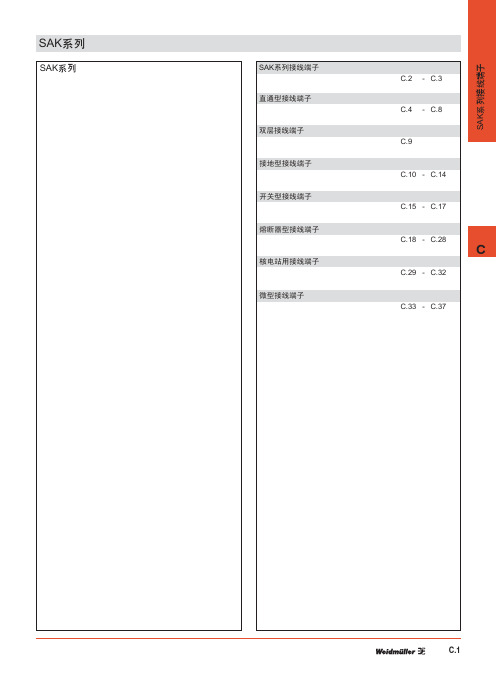
直通型接线端子双层接线端子接地型接线端子核电站用接线端子熔断器型接线端子微型接线端子C.4 - C.8SAK 系列接线端子SAK 系列SAK 系列C.2 - C.3C.10 - C.14C.18 - C.28开关型接线端子C.15 - C.17C.29 - C.32C.33 - C.37C.9CC.1S A K 系列接线端子SAK 系列接线端子绝缘剥皮长度所有Weidmuller 产品均给出以mm 为单位的绝缘剥皮长度。
应遵守该长度,以保证足够的爬电距离和电气间隙。
盖板对于SAK 和AKZ 系列的联络组件Q 、QL 、VL 或其他导电部件,如果它们有触电危险,需要采取防触电措施的话,则应当使用盖板ADP1至4或TSK31.5来保护。
联络组件常常需要将几个接线座互相横向联络,以实现电路的分支。
为了不占用联接导线的接线端子,所以联络组件位于接线座中央。
如果相邻两组联络组件的电位不同,则必须用隔板、挡板或小隔板隔离,以保证其额定电压不变。
联络组件上通常允许通过二分之一的额定电流。
挡板接线座组的最后一只接线座敞开的一面要用挡板封闭,最后用固定器固定起来。
隔板根据工作电压的大小,需在相邻的联络组件之间使用隔板,以保证足够的爬电距离和电气间隙。
小隔板如果接线座厚度不超过12mm ,则可事后在装好的联络组件之间或测试插孔之间插入小隔板。
警告标牌VDE 标准规定,必须对联接电源线的接线座做明确的标记,以便于识别。
为此,Weidmuller 提供印有危险符号的标牌。
标牌用塑料螺钉固定在接线座上。
CC.2S A K 系列接线端子SAK 系列接线端子提供以下几种联络组件:Weidmuller 预先组装好的联络组件Q固定的联络片QL 可临时打开的联络片VL 可拔卸的联络插件QS 测试插孔在联络组件的位置上可以安装测试插孔,以便联接测试插头或短路插销。
测试插头直径为2.3或4mm 的测试插头用于测量或检测的目的。
标记可以采用不同的标记系统对接线座进行标记,如DEK 标记号等。
接线端子
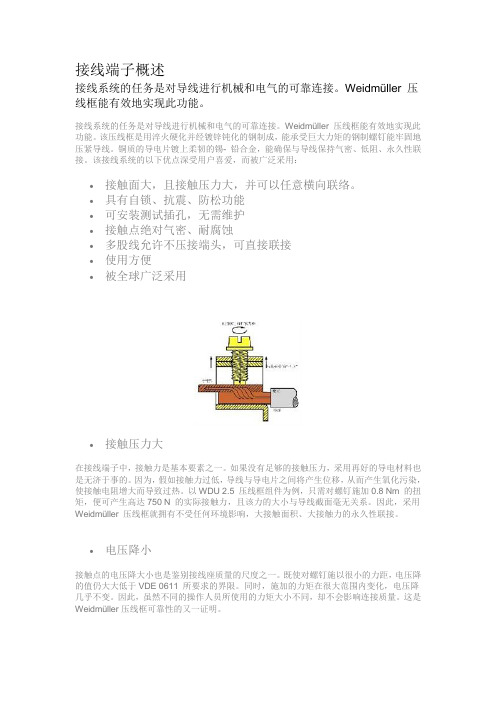
接线端子概述接线系统的任务是对导线进行机械和电气的可靠连接。
Weidmüller 压线框能有效地实现此功能。
接线系统的任务是对导线进行机械和电气的可靠连接。
Weidmüller 压线框能有效地实现此功能。
该压线框是用淬火硬化并经镀锌钝化的钢制成,能承受巨大力矩的钢制螺钉能牢固地压紧导线。
铜质的导电片镀上柔韧的锡- 铅合金,能确保与导线保持气密、低阻、永久性联接。
该接线系统的以下优点深受用户喜爱,而被广泛采用:∙接触面大,且接触压力大,并可以任意横向联络。
∙具有自锁、抗震、防松功能∙可安装测试插孔,无需维护∙接触点绝对气密、耐腐蚀∙多股线允许不压接端头,可直接联接∙使用方便∙被全球广泛采用∙接触压力大在接线端子中,接触力是基本要素之一。
如果没有足够的接触压力,采用再好的导电材料也是无济于事的。
因为,假如接触力过低,导线与导电片之间将产生位移,从而产生氧化污染,使接触电阻增大而导致过热。
以WDU 2.5 压线框组件为例,只需对螺钉施加0.8 Nm 的扭矩,便可产生高达750 N 的实际接触力,且该力的大小与导线截面毫无关系。
因此,采用Weidmüller 压线框就拥有不受任何环境影响,大接触面积、大接触力的永久性联接。
∙电压降小接触点的电压降大小也是鉴别接线座质量的尺度之一。
既使对螺钉施以很小的力距,电压降的值仍大大低于VDE 0611 所要求的界限。
同时,施加的力矩在很大范围内变化,电压降几乎不变。
因此,虽然不同的操作人员所使用的力矩大小不同,却不会影响连接质量。
这是Weidmüller压线框可靠性的又一证明。
∙自锁功能大的接触力只有持久地作用在导线上才有意义。
Weidmüller 压线框在这方面也具有最大的可靠性。
在拧紧螺钉的过程中压线框上面带螺纹的舌片向上弹起,由此产生一个对螺钉的反作用力。
由于温度造成的导线直径的改变由压线框本身的弹性作用来抵消,因此无须再次拧紧螺钉。
正泰产品系列类别
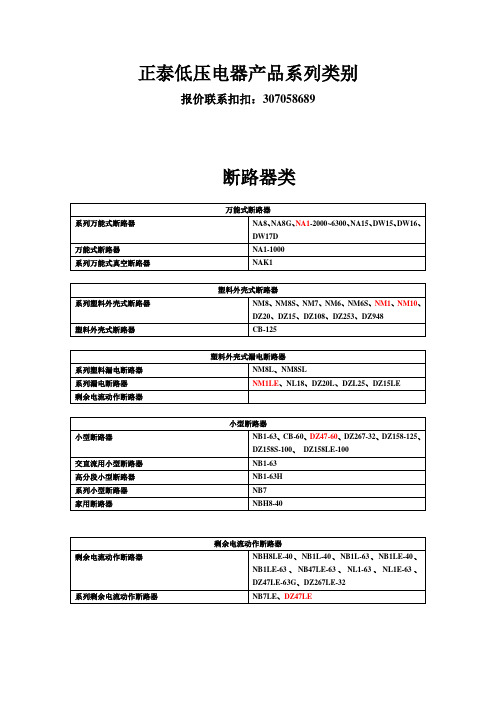
正泰低压电器产品系列类别
报价联系扣扣:307058689
断路器类
万能式断路器
系列万能式断路器
NA8、NA8G、NA1-2000~6300、NA15、DW15、DW16、DW17D
万能式断路器
NA1-1000
系列万能式真空断路器
NAK1
塑料外壳式断路器
系列塑料外壳式断路器
NM8、NM8S、NM7、NM6、NM6S、NM1、NM10、DZ20、DZ15、DZ108、DZ253、DZ948
JQX-15F、JQX-16F、JQX-102F、JQX-21F、JQX-115F、JQX-13F、JQX-13FA、JZX-22F
E-TP-100(伊朗标准)

ENGINEERING STANDARDFORPAINTSORIGINAL EDITIONJULY 1994This standard specification is reviewed andupdated by the relevant technical committee onOct. 2000(1), Feb. 2004(2) and Nov. 2006(3). Theapproved modifications are included in thepresent issue of IPS.This Standard is the property of Iranian Ministry of Petroleum. All rights are reserved to the owner. Neither whole nor any part of this document may be disclosed to any third party, reproduced, stored in any retrieval system or transmitted in any form or by any means without the prior written consent of the Iranian Ministry of Petroleum.CONTENTS : PAGE No.1. SCOPE AND FIELD OF APPLICATION (2)2. REFERENCE STANDARDS (2)3. DEFINITIONS (4)4. THE NEED FOR STANDARD (6)5. CORROSIVE ENVIRONMENTS (6)6. ADHESION OF PAINT TO THE SUBSTRATE (8)7. FACILITIES FOR APPLICATION OF COATINGS (9)8. REQUIREMENTS (9)8.1 General (9)8.2 Surface Preparation (10)8.3 Paint Application (12)8.4 Priming and Painting (see IPS-C-TP-102) (14)9. PAINT SCHEDULE (23)10. PAINT SYSTEMS (28)11. PAINT COLOR SCHEDULE (36)APPENDICES:APPENDIX A BASIC PRINCIPLES (45)A.1 CORROSION PREVENTION BY PAINT COATINGS (45)A.2 BARRIER CHARACTERISTICS (45)A.3 ELECTRICAL METHODS (45)A.4 CHEMICAL INHIBITION (46)APPENDIX B (47)B.1 CHARACTERISTIC OF PROTECTIVE SYSTEMS (47)B.2 CHARACTERISTICS OF METALLIC COATINGS (50)SOME OTHER PROTECTIVE SYSTEMS (51)B.3 CHARACTERISTICSOFAPPENDIX C INTERNAL PAINTING OF ABOVE GROUND STEELTANKS, LPG SPHERES AND VESSELS (57)C.1. GENERAL (57)C.2 HORIZONTAL TANKS / VESSELS (57)C.3 SPHERES AND CYLINDRICAL VESSELS FOR LIQUEFIEDPETROLEUM GASES UNDER PRESSURE (57)C.4 VERTICAL TANKS (58)APPENDIX D TYPICAL REFINERY PAINTING SYSTEMS (64)APPENDIX E TYPICAL PAINTING SYSTEMS FOR FRESH WATER VESSELS (68)APPENDIX F TYPICAL SHIP PAINT SYSTEMS (69)1. SCOPE AND FIELD OF APPLICATIONThis Engineering Standard gives the minimum requirements mainly for initial construction and also maintenance painting of metal surfaces. The standard also gives minimum requirements for surface preparation and painting of piping, plant, equipment, storage tank, building etc. which will be exposed to different corrosive environments. Painting schedule, paint systems and paint color schedules are included in this respect.The standard is intended for corrosion protection of steel structures of oil, gas and petrochemical industries mainly for refineries, chemical and petrochemical plants, gas plants, above ground facilities of gas transmission and distribution systems, marine structures and where applicable, in exploration, production and new ventures. This engineering standard is limited mainly to the liquid applied paints (usually by brush or spray), metallic coating materials that are commonly used for corrosion protection in atmospheric or immersion service is also included. The rate of base metal corrosion where such coatings are used should not exceed approximately 1.3 mm/year (50 mils/year). For corrosion rate above this, both in atmospheric and immersion service, or where catastrophic failure is of concern, these coatings shall not be used, and corrosion-protective measures shall include the use of more corrosion-resistant alloys, cladding and special coatings and linings (see IPS-E-TP-270, IPS-E-TP-350 and IPS-E-TP-820) shall apply.In addition, internal protection of pipes for water supply and external protection of underground structures are not covered.It should be noted that ten different paint groups including 54 paint systems are indicated for a number of applications in section 9 (paint schedule). The user shall therefore decided at the design stage or at the start of a project, which paint system is to be used.Definitions, types of corrosion environments and standards of surface preparation are also specified herein this standard.The basic principles of corrosion prevention by paints are discussed in Appendix A while Appendix B gives the characteristic of some paint systems. Appendices C, D, E and F introduce typical painting systems for storage tanks, refinery, fresh water vessels and ships respectively.Note 1:This standard specification is reviewed and updated by the relevant technical committee on Oct. 2000. The approved modifications by T.C. were sent to IPS users as amendment No. 1 by circular No. 133 on Oct. 2000. These modifications are included in the present issue of IPS.Note 2:This standard specification is reviewed and updated by the relevant technical committee on Feb. 2004. The approved modifications by T.C. were sent to IPS users as amendment No. 2 by circular No 256 on Feb. 2004. These modifications are included in the present issue of IPS.Note 3:This standard specification is reviewed and updated by the relevant technical committee on Nov. 2006. The approved modifications by T.C. were sent to IPS users as amendment No. 3 by circular No 311 on Nov. 2006. These modifications are included in the present issue of IPS.2. REFERENCE STANDARDSThroughout this Standard the following dated and undated standards/codes are referred to. These referenced documents shall, to the extent specified herein, form a part of this standard. For dated references, the edition cited applies. The applicability of changes in dated references that occur after the cited date shall be mutually agreed upon by the Company and the Vendor. For undated references, the latest edition of the referenced documents (including any supplements and amendments) applies.AWWA (AMERICAN WATER WORKS ASSOCIATION)C210BSI (BRITISH STANDARDS INSTITUTION)BS EN 1089 "Transportable Gas Cylinder"3PartBS 381C "Colors for Identification, Coding and Special Purposes"BS 534 "Specification for Steel Pipes, Joints and Specials for Water, and Sewage"BS 729 "Hot-Dip Galvanized Coatings on Iron and Steel Articles"Code"BS1133 "PackagingBS 1319 "Specification for Medical Gas Cylinders, Valves and Yoke Connections"BS 1706 "Electroplated Coatings of Cadmium and Zinc on Iron and Steel"BS 1710 “Preparation of Steel Sub Surface before Application of Paint and Related Products”Identification”7079 “ColorBSBS 2015 "Glossary of Paint Terms"BS 2569 "Sprayed Metal Coatings"BS 3294 "The Use of High Strength Friction Grip Bolts in Structural Steel work"BS 3382 "Electroplated Coatings on Threaded Components"BS 3698 "Calcium Plumbate Priming Paints"BS 4147 "Hot Applied Bitumen Based Coating for Ferrous Products"BS 4164 "Coal Tar Based Hot Applied Coating Materials for Protecting Iron and Steel, Including Suitable Primers where Required"BS 4604 "The use of High Strength Friction Grip Bolts in Structural Steel Work, Metric Series"BS 4652 "Metallic Zinc-Rich Priming Paint (Organic Media)"BS 4800 "Specification for Paint Colors for Building Purposes"BS 4921 "Sherardized Coatings on Iron and Steel Articles"BS 5493 "Code of Practice for Protective Coating of Iron and Steel Structures against Corrosion"CP (CODES OF PRACTICE)CP 110 "Structural use of Concrete"CP 114 "Structural use of Reinforced Concrete in BuildingsCP 117 "Composite Construction in Structural Steel and Concrete"CP 1021 "Cathodic Protection"DIN (DEUTSCHES INSTITUTE FUR NORMUNG EV.)DIN 18364 "Works for Protection against Corrosion of Steel and Aluminum"IPS (IRANIAN PETROLEUM STANDARDS)NACE (NATIONAL ASSOCIATION OF CORROSION ENGINEERS)Practice, Repair of Lining Systems"RP-01-84 "RecommendationSSPC (STEEL STRUCTURES PAINTING COUNCIL)"Manual, Volume 1 and Volume 2"3. DEFINITIONSAcid PicklingIs a treatment for removal of rust and mill scale from steel by immersion in an acid solution containing an inhibitor. Pickling should be followed by thorough washing and drying before painting.Blast CleaningCleaning and roughening of a surface (particularly steel) by the use of metallic grit or nonmetallic grit (sand) or metal shot (usually steel), which is projected against a surface by compressed air, centrifugal force, or water.CoatingGeneric term for paints, lacquer, enamels, etc. A liquid, liquefiable or mastic composition that has been converted to a solid protective, decorative, or functional adherent film after application as thin layer.ColorA phenomenon of light or visual perception that enables one to differentiate otherwise identical objects.Corrosion ProtectionCorrosion protection is the separation of the metallic material from the attacking medium by paint or coating.Hand CleaningSurface preparation using hand tools such as wire brushes, scrapers, and chipping hammers.ImmersedIs defined as permanent immersion such as submerged structures, offshore drilling rigs, etc.Intermediate Coat (Undercoat)The paint intended to be used between primer and top coat in a paint system.Manual CleaningIncludes hand cleaning and power tool cleaning.Marine AtmosphereIs defined by frequent and relatively high concentration of salt mist, but it does not imply direct contact with salt spray or splashing waves; it contains a high concentration of chloride in contrast to the high concentration of sulphur dioxide in the industrial environment.Metallic CoatingA metallic coating means one or more layers of metal on a metal substrate (base material).Non Saline WaterIs defined as potable and non-potable water applicable to river installations, sewage treatment tanks, water tanks, and domestic water systems.Paint (or Coating)Is defined one or more separate, coherent layers consisting of non-performed materials and a binder normally of organic nature.Power Tool CleaningUse of pneumatic and electric portable power tools to prepare a substrate for painting.PrimerIs a mixture of binder, inhibitive pigment and solvent? It is used as a first coat on a steel base (base material).Note: Swedish standard SIS 055900 include…..Sea WaterIs defined as sea and other saline waters and estuary water.ShadeMeans a color produced by a pigment or dye mixture having some black in it.Splash ZoneIs defined as wind and water area of floating and tidal structures, such as wharfs, piers, sea walls, platforms, etc. or frequent salt spray.Surface PreparationAny method of treating a surface in preparation for painting. Swedish standards include photographic depictions of surface appearance of hand and power tool cleaning and various grades of blast cleaning over four initial mill scale and rust conditions of new steel.Surface ProfileSurface profile is a measurement of the roughness of the surface which results from abrasive blast cleaning. The height of the profile produced on the surface is measured from the bottoms of the lowest valleys to the tops of the highest peaks.TintMeans a color slightly different from the one under consideration.Top Coat (Finish)The paint intended to be the last coat applied in a coating system; usually applied over a primer, or intermediate coat.Tie CoatIntermediate coat used to bond different types of paint coats. Coating used to improve the adhesion of succeeding coatings.Note: For glossary of paint terms see also BS 2015.4. THE NEED FOR STANDARDThe potential life of a protective system is unlikely to be realized unless:a) The correct choice of system is made;b) the materials used in the system can be supplied when required and with the propertiesattributed to them when making the choice;c) the materials are applied in conditions and with standards of workmanship described in theIPS-C-TP-102.d) the handling, transportation and storage (over which the main contractor has minimal control)of all materials and coated components results in no damage to the integrity of the materials or coating that cannot be completely restored;e) the erection procedures cause no damage to the coatings that can not be completelyrestored;f) such restoration of damaged areas results in a protection at least as good as that of theundamaged areas.There are many variable factors(both natural and otherwise) which can influence the fulfillment of all these conditions for success, and it follows that no two projects can be exactly similar, this is one reason why a "standard" specification shall always be included in a set of contract documents.5. CORROSIVE ENVIRONMENTS5.1 Rural EnvironmentAn interior and exterior atmospheric exposure that is virtually un-polluted by smoke and sulphur gases, and which is sufficiently inland to be unaffected by salt contaminations or the high humidities of coastal areas.5.2 Industrial EnvironmentAtmospheric exposures that include urban communities, manufacturing centers, and industrial plants (but would not include heavy industrial environments such as coke plants, which fall under chemical environments). The atmosphere contains a considerable amount of gas containing sulfur and industrial fumes that increase the rate of corrosion and adversely affect the paint life. This type of environment is categorized to three different zones as follows:Consists of normal indoor and outdoor weathering where light concentration of chemical fumes and light humidity conditions exist.5.2.2 Moderate industrial environmentConsists of:- industrial environment where moderately aggressive chemical, acid or caustic fumes exist;- un-polluted coastal atmosphere;- area where moderate humidity is found;- area where there is condensation, splash, spray, spillage and frequent immersion of fresh water in intermediate temperatures up to 80°C.5.2.3 Severe industrial environmentConsists of:- coastal polluted atmosphere;- severe industrial environment where manufacturing center and industrial plants exist (but not heavy industrial environments, which falls under chemical environments). And the atmosphere of which contains a considerable amount of gas containing sulfur and industrial fumes.- area of high humidity;- area where there is condensation, splash, spray, spillage and frequent immersion of salt water and mild corrosive products.5.3 Water Immersion Environment (for protection of substrate see also IPS-E-TP-270)5.3.1 Non saline waterPermanent immersion in fresh and potable water.5.3.2 Sea waterPermanent immersion in sea water and other saline water and estuary water.5.4 Chemical Environment (or Heavy Industrial Environment)An exposure in which strong concentrations of highly corrosive gases, fumes, or chemicals either in solutions or as solids or liquids contact the surface. The severity may vary tremendously from mild concentrations in yard areas to immersion in chemical. So, this type of environment is categorized to three different zones as follows:5.4.1 Mild chemical environmentChemical exposure to acidic, neutral and alkaline environment. (PH. 2 to 12).5.4.2 Moderate chemical environmentChemical exposure to mild chemical solvents and intermittent contact with aliphatic hydrocarbons (mineral, spirits, lower alchohols, glycols, etc.).Severe chemical exposure to oxidizing chemicals, strong solvents, extreme PH., or contamination of these with high temperature.Note:Protection of substrate in contact with severe chemical environment needs special lining which is beyond the scope of this standard (see table B.1 and IPS-E-TP-270, IPS-E-TP-350, IPS-E-TP-820).5.5 Marine EnvironmentConsists of three different corrosive environments:5.5.1 Atmospheric zoneThe zone of the platform which extends upward from the splash zone and is exposed to sun, wind, spray, and rain.5.5.2 Splash zoneThe zone of the fixed or floating offshore or onshore structure such as platforms, which is alternately in and out of the water because of the influence of tides, winds, and seas. Excluded from this zone are surfaces that are wetted only during major storms.5.5.3 Submerged zoneThe zone which extends downward from the splash zone and includes the position of the platform below the mudline (see water environment).5.6 Underground EnvironmentAll buried surfaces in direct contact with soil (inland, onshore, subsea) which is defined as earth, sand, rock, etc.Note:For protection of underground structures proper systems of coating shall be used which is beyond the scope of this standard (see Appendix B and IPS-E-TP-270).6. ADHESION OF PAINT TO THE SUBSTRATEThe primer is the critical element in most coating systems because it is most responsible for preserving the metallic state of the substrate, and it must also anchor the total system to the steel. This it may do in one of two ways, depending upon the nature of the primer vehicle. Most coatings adhere to metal via purely physical attractions (e.g. hydrogen bonds) that develop when two surfaces are brought closely together.Paint vehicles with polar groups(-OH,-COOH, etc.) have good wetting characteristics and show excellent physical adhesion characteristics (epoxies, oil paints, alkyds, etc.). Much stronger chemically bonded adhesion is possible when the primer can actually react with the metal, as in the case of wash primer pretreatment, or a phosphate conversion coating.For adhesion to take place, the coating and substrate must not be separated from one another. Any contaminant on the steel will increase the separation and decrease paint film adhesion.Moreover, reactive sites on steel at which adhesion can occur are masked not only by contamination, but also by chemically bound species which may themselves satisfy sites on the steel that would otherwise be available for reaction with the paint vehicle. Thorough surface preparation removes such contamination, and exposes many more reactive sites ,there by dramatically increasing the amount of surface area where adhesion can occur.7. FACILITIES FOR APPLICATION OF COATINGSSurface preparation is normally done by the contractor applying the coating.If blast cleaning is not available and it is necessary to use a surface preparation method that is inferior to blast cleaning, it is advisable to choose a paint which is compatible with that surface preparation; the advantages of some chemical resistant paints are lost if they are applied over inadequately prepared surfaces. When programming the work, factors to be considered include the following:a) The sequence of operations (e.g. blast-cleaning before fabrication is normally cheaper thanblast-cleaning after fabrication).b) The application time (e.g. length of a drying or curing time for coating).c) Methods of application (e.g. airless spray, or brush).d) The possible advantage or disadvantage of applying the final coat(s) on site. Some coatings(e.g. galvanizing) cannot be applied on site.8. REQUIREMENTS8.1 General8.1.1 The general technique of surface preparation shall be as recommended in IPS-C-TP-101 and the prepared surface before the application of the primer coat shall be in accordance with the applicable grade as specified in Table 1 (paint schedule).Unless otherwise stated, the prepared surface shall be in accordance with the applicable grade as specified in Swedish Standard, SIS 055900 or SSPC, or BS 4232, or DIN 18364 Standards.8.1.2 The painting system in general shall be specified in accordance with Table 1 (paint schedule).8.1.3 Color schemes shall comply with the color schedule in current use at the particular center and/or tables 3, 4 and 5 (paint color schedule) in clause 11.8.1.4 Paint systems are generally specified by dry film thickness of coat(s) and total dry film thickness of primer, intermediate and top coat rather than by the number of coats.8.1.5 Unless otherwise stated in the schedule the total dry film thickness of paint systems shall be 150 microns minimum. All paints and paint materials used shall comply with the specification given in IPS Standards for Paint Materials and they shall be obtained from approved manufacturers only. 8.1.6 All materials shall be supplied in the manufacturer’s original containers, durably and legibly marked with the description of the contents. This shall include the specification number, the color reference number, the method of application for which it is intended, the batch number, date of manufacture and the manufacturer’s name, initials, or recognized trade mark. No intermixing of different brands or types of paints will be permitted. The storage and preparation of paints and other coating materials shall be in accordance with the manufacturer’s instructions. For further information see IPS Standards for Paint Materials.8.1.7 The products of only a single paint manufacturer shall be used for each complete paint system. The use of different paint manufacturers’ products for successive coats on a single surface, or piece of equipment, is not permitted.8.1.8 The characteristics of paint systems are described in Appendix B.8.2 Surface Preparation8.2.1 General8.2.1.1 Paint life depends primarily on surface preparation. Surface preparation shall remove enough foreign bodies to allow the type of priming paint used to wet the surface thoroughly and develop adequate adhesion.8.2.1.2 For surface preparation reference is made to IPS-C-TP-101, following are some general requirements for surfaces to be painted.8.2.1.3 Steel surfaces shall be free from rust, mill scale, salts, oil, grease, moisture, etc. by the methods specified in IPS-C-TP-101.8.2.1.4 The use of so-called rust converters, rust stabilizers and similar means for chemically converting the corrosion products of the iron into stable iron compounds, is not permissible for steel structures. This also applies to penetrating agents intended to inhibit rust.8.2.1.5 After the surface preparation of the substrate, the grit, dust, etc. shall be removed and a layer of primer applied, before any detrimental corrosion or recontamination occurs.8.2.1.6 The priming paint is a good "wetting" type such as blast primer and is normally applied by brush (see Appendix B table 2).8.2.1.7 Fabrication should preferably be complete before surface preparation begins.8.2.1.8 If hot-dip galvanized steel, stainless steel and non-ferrous metal surfaces are to be painted,a suitable pretreatment in the form of a light blast cleaning with a suitable abrasive such as aluminum oxide shall be given to ensure proper adhesion of the subsequently applied paint system (see Table 6).8.2.1.9 Wood for woodwork should be treated with a shop-applied wood preservative, to prevent conditions under which organisms are likely to damage the wood.This preservative treatment shall not have any adverse effect on the subsequent paintwork. Wood to be painted or varnished shall be made free from contamination. If necessary, a stopping putty (paste filler) shall be used for the stopping of holes for unevenness in the woodwork.8.2.1.10 Concrete surfaces to be painted shall be clean, dry, structurally sound and be of adequate strength, free from laitance, and have some roughness to ensure proper paint adhesion. This surface preparation shall be obtained by blast cleaning, wire brushing with power tools, or etching with very dilute hydrochloric acid followed by rinsing with an excess of water. Mechanical cleaning is preferred to etching with hydrochloric acid and an excess of water, because concrete surfaces shall be dry to a humidity of not more than 4% wt. before paint is applied.8.2.2 Selection of cleaning method (s) (see IPS-C-TP-101 subsection 4.2)The cleaning method(s) shall be selected with reference to the following consideration. The choice between blast cleaning, acid-pickling, flame cleaning and manual cleaning is partly determined by the nature of the paint to be applied. It should be appreciated, however , that paint applied to a properly prepared (e.g. blast cleaned) surface always last longer than similar paint applied to flame cleaning or manual cleaned surfaces.8.2.2.1 Initial condition of surface (rust grade)8.2.2.2 New construction (uncoated surfaces)8.2.2.3 Maintenance (coated surfaces)8.2.3 Standards of surface preparation (see 4. 3. 2. 2 of IPS-C-TP-101)8.2.3.1 Blast cleaningThe following grades of surface finish are defined in accordance with SIS 055900.a) SA 3, blast cleaning to pure metal: Mill scale, rust and foreign matter shall be removedcompletely. Finally, the surface shall be cleaned with a vacuum cleaner, clean dry compressed air or a clean brush. It shall then have a uniform metallic color.b) SA 2½, very thorough blast cleaning: Mill scale, rust and foreign matter shall be removed tothe extent that the only traces remaining are slight stains in the form of spots or stripes. Finally, the surface shall be cleaned with a vacuum cleaner, clean dry compressed air or a clean brush.c) SA 2, thorough blast cleaning: Almost all mill scale, rust and foreign matter shall be removed,finally, the surface shall be cleaned with vacuum cleaner, clean dry compressed air or a clean brush. It shall then be grayish in color.d) SA 1, light blast cleaning: Loose mill scale, rust and foreign matter shall be removed.The grade of surface finish compares as follows with some other internationally recognized standards:STANDARD LEVEL OF CLEANLINESS IN DIFFERENT STANDARDSTYPE OFSURFACE PREPARATIONSIS 055900SWEDENSSPC &NACEUSABS 4232UKDIN 18364GERMANY REMARKSSt 2THOROUGHSCRAPING, BRU-SHING, GRINDINGETC.SP 2---HANDTOOLCLEANING--- --- ST2 OR SP2ANDHAND TOOLCLEANING ISRECOMMENDEDONLY FOR SPOTCLEANINGMANUAL CLEANINGSt 3VERY THOROUGH SCRAPING, BRU- SHING, GRINDINGETC.SP 3---POWER-TOOLCLEANING--- ---Sa 3 PURE METALSP 5TMO1-70-NO1WHITE METALFIRSTQUALITY---Sa 2 1/2 VERY THOROUGHSP 10TMO1-70-NO2NEAR WHITESECONDQUALITYENTROSTU-NGSGRAD 2Sa 2 THOROUGHSP 6TMO1-70-NO3COMMERCIALTHIRDQUALITYENTROSTU-NGSGRAD 3BLAST CLEANINGSa 1 LIGHTSP 7TMO1-70-N04BRUSH-OFF--- ---ACID PICKLING SP 8------ ---CHEMICALCLEANING SP 1SOLVENT CLEANING BS 5493 CP 30128.2.3.2 Manual cleaningManual cleaning using mechanical cleaning tools to remove mill scale and rust is the least satisfactory method of surface preparation and is used where blast cleaning is impractical or not economical. The surface produced shall be in accordance with IPS-C-TP-101 or SIS 055900 st3 orSSPC-SP 3.The manual cleaning methods shall not be used for the preparation of steel where high quality long-life systems are to be used.8.2.3.3 Chemical cleaninga) Acid pickling: Pickling shall be carried out in the workshop.The surface produced shall be in accordance with IPS-C-TP-101 Section 6. The process normally comprise:- Immersion in a bath of warm dilute sulphuric acid or phosphoric acid both to remove mill scale and rust.- Washing in a bath of warm water to remove all traces of sulphuric acid. This water wash may be omitted when phosphoric acid pickling is used.- Immersion in a bath of hot dilute phosphoric acid to provide a passivated surface suitable for painting. The contents of the baths shall be discarded when the concentration is below that indicated specifically for the bath or if accumulation of sediment causes staining of the work.b) Solvent cleaning: Solvent cleaning should be used prior to the application of paint and inconjunction with surface preparation methods specified above for the removal of rust, mill scale or paint, etc. Petroleum solvents such as kerosene, mineral spirits, or chlorinated solvents such as trichloroethylene or 1.1.1 trichloroethene can be used to dissolve and remove soil.Chlorinated solvents are also effective in removing heavy oils, greases and waxes (see IPS-C-TP-101 Section 5).8.2.4 Surface preparation for maintenanceInitially all areas of loosened paint and scale and all points of rusting should be located and treated in a manner essentially similar to the preparation detailed in the previous section. If such areas are sufficiently numerous as to make exact location and definition a difficult proposition, then whole paintwork should be prepared overall by sand-blasting, chipping, scraping and power wire brushing to the standards detailed in the previous section.All prepared areas shall then be degreased where necessary by solvent cleaning method. Surface preparation for maintenance shall be in accordance with IPS-C-TP-101 Section 13.8.3 Paint ApplicationPaint application shall be in accordance with IPS-C-TP-102, here are some general requirements for painting.8.3.1 GeneralAll surfaces shall receive an appropriate paint system as specified in Table 1, with the following exceptions:- any equipment furnished completely painted by the manufacturer unless it is specially required to match a color scheme or to repair damage to the paint film;- hot-dip galvanized steel, weathering steel, stainless steel and non-ferrous metals, monel, brass, copper, aluminum jacketing unless it is specially required;- nonmetallic surfaces;- nameplates, code stampings and push-buttons;- surfaces to be fireproofed;- concrete, brickwork, tile, glass and plastics,unless specially required;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
额定连接能力(mm ) 0.5~2.5 0.5~4 0.5~6 1.5~0 4~16 10~35 16~70 0.5~2.5 0.5~4 0.5~6
电力电子及其它电器类
序号 11 12 13 14 15 16 17 18 19 20 21 22 23 24
产品名称 接地端子 接地端子 接地端子 保险丝端子 固定件 标记座 挡板 挡板 挡板 挡板 挡板 分组隔板 中心式短接件 标记号水平印字
SAK系列
电力电子及其它电器类
1 适用范围
SAK系列
适用
于额
定电
压至6
90V(660V)、额定导线截面积0.75~
2
70mm 的电力和控制符合标准:GB/T 14048.7 IEC 60947-7-1。
SAK-2.5
SAK-2.5RD
SAK-4
SAK-6
SAK-B
SAK-10
型号规格 EK-10 EK-16 EK-35 SAK-2.5RD EW-35 SCHT-5 AP-4,6,10 AP-2.5 AP-16 AP-35 AP-70 ATW 4,6,10 2,5,4,6,10,16,35,70 DEK 5(1……10)
续上表
2
额定连接能力(mm ) 1.5~10 4~16 6~35 0.5~4
厚19 厚1.5 厚1.5 厚1.5 厚1.5 厚2 厚1.5
3 订货须知
3.1 订货时应注明产品的型号、接线面积或电流、类别、数量。 3.2 常规的接线端子由10片组装成1条。 3.3 对于有其它特殊要求应注明。 3.4 订货示例:SAK-2.5/10 5条
2
表示订货型号为SAK接线面积为2.5mm 类别为普通型总共数量为5条。
G
G
G-082
SAK-16
SAK-35
SAK-70
EK-2.5
EK-4
EK-6
EK-10
EK-16
EK-35
2 外形及安装尺寸
C
H
序号 1 2 3 4 5 6 7 8 9 10
G-081
B
产品名称 接线端子 接线端子 接线端子 接线端子 接线端子 接线端子 接线端子 接地端子 接地端子 接地端子
型号规格 SAK-2.5 SAK-4 SAK-6 SAK-10 SAK-16 SAK-35 SAK-70 EK-2.5 EK-4 EK-6