NXT贴片机X Y XS轴原点校正教程.ppt
NXT贴片机X Y XS轴原点校正教程祥解
3.9.关掉I/O 的Y00D,Y002,Y001,选择[STOP],退出I/O Monitor.
THE END
1.I/O Monitor
1.1.打开I/O Monitor
1.2.按下start 键并输入IP地址
1.3.点击[CPU]和目标模组,勾选[Output signal]
1.4.选择[ON/OFF]打开I/O信号
1.4.1Y00D Servo Control power , Head power on ON
3.4.松开Y轴Ball screw联轴器上的两个M3螺栓; 3.5.转动联轴器,检查Servo counter,调整到-200000±500pulse
3.6.锁住螺栓,扭矩为14.7CN/M;
3.7.卸下JIG,装上STOPPER,移动工作头到STOPPER位 置,Servo值变成10000±2000pulse;
NXT X Y XS轴原点校正教程
应用范围:
在更换Motor,轴承,齿轮,联轴器,Sensor Dog 定 位等,需要X,Y,XS-axis原点调整。
所需软件: 1.I/O Monitor: NXT\IO Monitor 2.Motion Tool mini: NXT\Tool\Motion\Motion Tool mini .exe
1.4.2.Y002 Master on
ON
பைடு நூலகம்
1.4.3.Y001 Machine ready ok
ON-OFF-ON
1.5.选择[Head]——[CPU]
1.6.检查机器上的SERVO AMP LED灯是否亮
2.Motion Tool Mini
三菱激光切割机XYQZ轴原点恢复方法
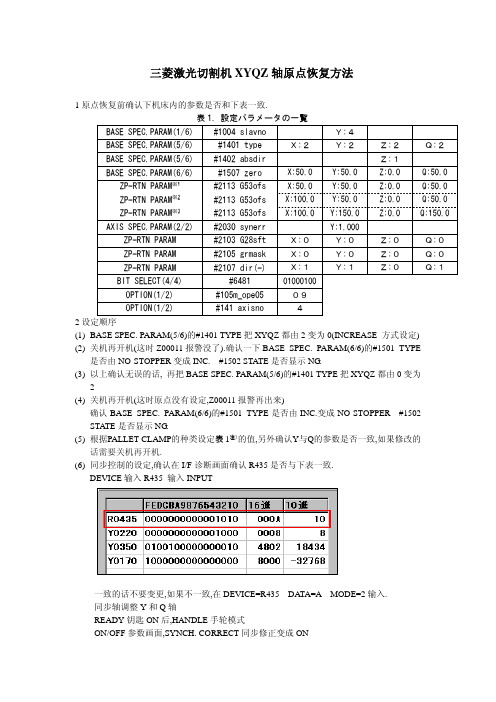
三菱激光切割机XYQZ轴原点恢复方法1原点恢复前确认下机床内的参数是否和下表一致.表1.設定パラメータの一覧BASE SPEC.PARAM(1/6) #1004 slavnoY:4BASE SPEC.PARAM(5/6) #1401 type X:2 Y:2 Z:2 Q:2 BASE SPEC.PARAM(5/6) #1402 absdir Z:1BASE SPEC.PARAM(6/6) #1507 zero X:50.0 Y:50.0 Z:0.0 Q:50.0 ZP-RTN PARAM※1#2113 G53ofs X:50.0 Y:50.0 Z:0.0 Q:50.0ZP-RTN PARAM※2#2113 G53ofs X:100.0 Y:50.0 Z:0.0 Q:50.0ZP-RTN PARAM※3#2113 G53ofs X:100.0 Y:150.0 Z:0.0 Q:150.0 AXIS SPEC.PARAM(2/2) #2030 synerr Y:1.000ZP-RTN PARAM #2103 G28sft X:0 Y:0 Z:0 Q:0ZP-RTN PARAM #2105 grmask X:0 Y:0 Z:0 Q:0ZP-RTN PARAM #2107 dir(-) X:1 Y:1 Z:0 Q:1BIT SELECT(4/4) #6481 01000100OPTION(1/2) #105m_ope05 09OPTION(1/2) #141 axisno 42设定顺序(1)BASE SPEC. PARAM(5/6)的#1401 TYPE把XYQZ都由2变为0(INCREASE 方式设定)(2)关机再开机(这时Z00011报警没了).确认一下BASE SPEC. PARAM(6/6)的#1501 TYPE是否由NO-STOPPER变成INC. #1502 STATE是否显示NG.(3)以上确认无误的话, 再把BASE SPEC. PARAM(5/6)的#1401 TYPE把XYQZ都由0变为2(4)关机再开机(这时原点没有设定,Z00011报警再出来)确认BASE SPEC. PARAM(6/6)的#1501 TYPE是否由INC.变成NO-STOPPER #1502STATE是否显示NG.(5)根据PALLET CLAMP的种类设定表1注)的值,另外确认Y与Q的参数是否一致,如果修改的话需要关机再开机.(6)同步控制的设定,确认在I/F诊断画面确认R435是否与下表一致.DEVICE输入R435 输入INPUT一致的话不要变更,如果不一致,在DEVICE=R435 DATA=A MODE=2输入.同步轴调整Y和Q轴READY钥匙ON后,HANDLE手轮模式ON/OFF参数画面,SYNCH. CORRECT同步修正变成ON用手轮轴Y和第4轴Q间的误差调整调整后ON/OFF参数画面SYNCH. CORRECT同步修正变成OFF(7)机械基准位置的移动切割头安装后,XYZ轴按照下面说明移动到基准位置.X轴的基准,拆开X轴左侧的导轨风箱,使X轴的移动部件左侧铸铁端面到机械挡块距离为63MMY轴的基准,拆开Y轴零点侧导轨风箱,使Y轴移动部件撞击机械挡块的部位端面(凹在架子的内部,不是外部的端面)到机械挡块的距离为206MM(如果机械挡块的塑料是白色的215MM,茶色的话206MM).Z轴的基准,切割头上装上喷嘴,喷嘴离PALLET轮子滚动的床身铸铁平面距离330MM, 移动各轴可以在第(2)步时用手轮移动相应轴到各自的基准点位置.(8)原点设定的操作先READY钥匙不用开①进入BASE SPEC.PARAM(6/6)画面,(这时确认一下#1501 TYPE [NO STOPPER],如果不是显示NO STOPPER,步骤(2)的表1的#1401 TYPE和#1402 ABSDIR确认一下,如果#1401 TYPE 由原来2改为0,关机再开机,#1501 TYPE显示[INC],再把#1401 TYPE 由0改为2,没有开机关机的话,#1501 TYPE 不会由[INC]变成[NO STOPPER],这样无法进行后面的原点设定操作,所以#1401 TYPE 由0改为2后一定要关机再开机如果#1502 STATE 为[OK],说明第(8)步后的操作原点已经建立,通常[NG]显示,)②#1505 init. Set 输入1,0→1 (输入后确认#1502 state 是否[ORIGIN SET]显示③#1506 origin 输入1, 0→1 (输入后确认#1502 state 是否[ORIG-RTN]显示④打开READY钥匙, 先做X和Z轴,手轮打到x10倍率,X轴的话慢慢正向移动X轴, Z轴的话慢慢负向移动Z轴,移动时注意#1504 Machine的坐标会变化,#1503 to end也会显示到原点还有多少距离显示.移动时注意显示屏中的#1502 state一旦变成OK,马上停止手轮移动,这时说明轴的原点已经设定.然后再变更#1505 init. Set 1→0, #1506 origin 1→0,#1401 type 0→2.⑤Y和Q同步轴的原点设定,手轮打到Y轴,慢慢正向移动Y轴,当屏幕中Y或Q轴的#1502 state一旦变成OK立即停止移动(因为Y或Q轴的#1502 state变成OK的话,这个轴就被锁定,如果这时再移动的话,剩下的那个轴会继续移动,这样Y和Q轴不同步倾斜造成部件破损).⑥第⑤中#1502 state 变OK情况下,变成OK的那个轴(Y或Q)对应的#1505 init. Set设定1→0, #1506 origin 1→0 .⑦然后手轮打到Y轴,慢慢正向移动Y轴,这样剩下的同步轴会向原点位置移动, 当剩下的那个#1502 state一旦变成OK,停止移动,这样2个同步轴的原点都设定完了.(注意 :Y或Q 轴的原点设定那个轴先到原点,一定要把到位的轴#1505 init. Set设定1→0, #1506 origin 1→0,然后再移动,剩下的轴再设定原点)⑧关闭MAKE画面,关机再开机剩下的那个同步轴#1505 init. Set设定1→0, #1506 origin1→0,自己会变更为0.,Y和Q轴的#1401 type 0→2.(9)全部轴原点复归后原点确认交换工作台搬入后,LD红光与材料定位块位置误差X+/-2.5mm以内,Y+/-1.0mm以内.Z 轴的话Z-120mm位置,喷嘴下端面与BASE LINE(材料放置的)距离+/-1.0mm以内.。
fuji NXT贴片机编程详解
Coordinate (Backup Pin) Level设定支撑销的等级。
Glob al 是在全体生产线使用的支撑销。
该支撑销配置在对应自动支撑销的全部机器(全部模组)上。
Local是仅在实装特定的顺序时使用的支撑销。
该支撑销仅在对应自动支撑销的机器中实装指定顺序的机器(模组)上配置。
本地支撑销通过在[编辑元件信息]的Ref.List中指定元件进行设定。
Ref设定参考记号。
Pos X设定X方向坐标位置。
Pos Y设定Y方向坐标位置。
Coordinate (Glue)Board选择子电路板编号。
子电路板编号为"0"时属于电路板,"0"以外的情况时属于子电路板。
Type选择涂敷顺序的种类(Apply, Dummy, Check, Line)。
各个种类分别表示以下的意思。
Apply: 一般涂敷Dummy: 试验涂敷Check: 检查涂敷Line: 线状涂敷Ref设定参考记号。
Pos X设定X方向的坐标位置。
Pos Y设定Y方向的坐标位置。
Rotation设定角度。
Parent Part选择执行涂敷的对象元件。
Glue Time设定涂敷胶着剂的时间(10ms単位)。
通过此项目,调节胶着剂的量。
大部分元件的值为5~20。
Glue Name设定涂敷名。
已设定时,若存在同名注胶筒则优先执行分配。
Needle选择使用的涂敷针名。
Style选择使用的涂敷针种类(Single, Twin)。
Diameter设定使用的涂敷针直径。
Mark Name设定检查涂敷的映像处理时使用的Glue Mark名称。
Main Mark设定校正用的基准定位点(Main)。
Sub Mark设定校正用的基准定位点(Sub)。
Sub Mark1使用2个以上的基准定位点来校正时,除了要设定Main Mark以及Sub Mark以外,还要设定此定位点。
Sub Mark2使用2个以上的基准定位点来校正时,除了要设定Main Mark以及Sub Mark以外,还要设定此定位点。
贴片机MSF维修培训

M S F 维修培训一. H 轴原点调整:H 轴原点是通过NOZZLE SHAFT 上端的径向轴承最低的NOZZLE 来进行调整的,SHAFT 的长度由于在UNIT 制造时被制作成±0.02 mm 以内,所以有0.04 mm 偏差量。
1. 最低NOZZLE 的选定:各NOZZLE 单独选择 (用SUB CONTROL 单独选定) ,并MANU (ON/OFF) 上下动作,通过打在NOZZLE 下面的百分表的动作来进行判定 (需使用JIG ,加在被测HEAD 上),选出位置最低的HEAD SHAFT 。
JIG2. 以最低NOZZL 为基准,通过NC MOVING ,设定H = 0(ORG 0.101),通过手动下降(手盘ON / OFF ),使得百分表摆动为0.1mm ,即H 轴PLATE 与NOZZLE 上端COLLER 的间隙为0.1mm 。
3. H 轴吸着高度的确认:以最低NOZZL 为基准,使用NOZZLE JIG JOG 方式,H = - 40 GAP = 0.5 mm 如没有JIG 测量,可采用FEEDER JOG 方式,H = -39.5 GAP = 0.5 mm4. HEAD UNIT 平行度调整: ( ±0.02 mm )连轴节H MOTOR 丝杠调整步骤:JOG方式检测A / B点,平行度:±0.02 mm如果NG,略松4粒紧固螺丝,调整HEAD上部的两粒反吊螺丝。
右旋:HEAD UNIT 上升左旋:HEAD UNIT 下降调整完毕,锁紧4粒紧固螺丝。
5.NOZZLE HEIGHT调整:为保证所有HEAD下端NOZZLE高度一致,公差0.05 mm范围内。
可以通过加减垫片(黄),以中间值作为基准,做适当调整。
例如:8#为最低NOZZLE,0.03-0.04 = -0.019#为最高NOZZLE,-0.11+0.05 = -0.06注意:1.必须用最低点NOZZLE作为基准,目的为了防止压下过量。
SMT贴片机操作与编程说明书
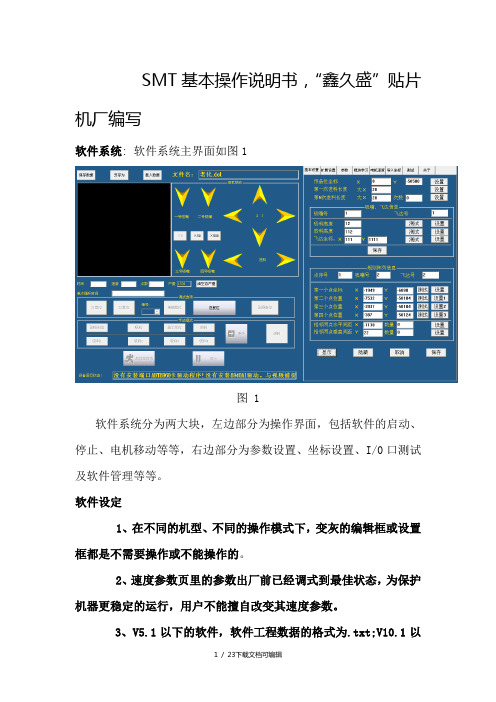
SMT基本操作说明书,“鑫久盛”贴片机厂编写软件系统: 软件系统主界面如图1图 1软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。
软件设定1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。
2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。
3、V5.1以下的软件,软件工程数据的格式为.txt;V10.1以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞达等相关数据为.log。
把V5.1数据改为.dot格式的文件,可使用到V10.1以上的软件。
SMT文件系统SMT文件系统提供一种非常简单快捷的操作模式,跟Window 的文件系统一样,用户可以进行复制、粘贴、删除、重命名文件等操作。
文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户可以通过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。
如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。
修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也可以选择了【另存为】,保存为另一个文件。
文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。
电机移动电机移动主要是为后面的设置参数服务的,选择【×5】X轴、Y 轴、Z轴移动约40μm,选择【×50】,移动约是0.4mm, 【×500】则移动4mm。
快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd对应送料电机的两个方向,End是切换速度。
时间和速度时间是系统后台计算贴装所选吸嘴个数单个周期的时间,作为速度计算的参考参数。
贴片机的X、Y、Z轴原理
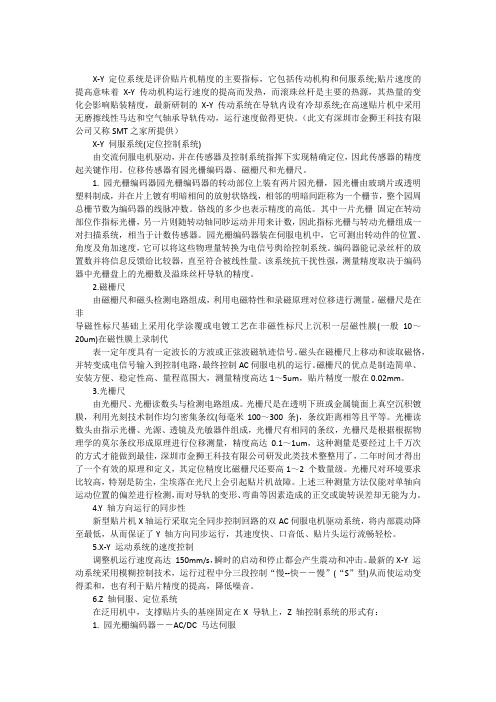
X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速贴片机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
(此文有深圳市金狮王科技有限公司又称SMT之家所提供)X-Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺。
1. 园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。
园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。
磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号。
磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。
3.光栅尺由光栅尺、光栅读数头与检测电路组成。
光栅尺是在透明下班或金属镜面上真空沉积镀膜,利用光刻技术制作均匀密集条纹(每毫米100~300 条),条纹距离相等且平等。
SMT之家----NXT教程

3换线、保养时应做哪些具体步骤及注意事项。
4headpartcamera&markcamera&Cutter的保养与更换,conveyorbelt的保
养与更换及其amp的手动调整。
5
基座控制箱与基座CPU箱功能及更换介绍。
6Modulesensor的认识与调整及各控制箱的更换,Head的内部认识与调整,
SMT之家----NXT教程
·安全注意事項
1.學員操作機器時,須有指導講師在場。擅自操作機器造成人身傷害、設備損壞
者即刻取消受訓資格,並承擔一切后果。
2.為保證正確和安全的使用機器,動手操作機器之前必須參加我中心開展的安全
教育課程,未掌握安全知識者嚴禁操作機器。
3.當機器出現異常時請按下EMERGENCY STOP(緊急停止)按鈕。
Trayunit-Lsensor的认识与调整。
7各消耗品的更换(各类电池,保险丝的更换,真空阀)。
8常见故障的处理。如Tray盘变形,如何使其减少报警及更好的对策。Fra bibliotek软件:
1在线附属软件介绍及应用
2机器各项基本参数的设定及传送、回收。
2Medit的应用
3I/OMonitor的应用
4vpdplus的应用(如何编辑不规则元件的影像等)
4.在操作機器之前請確認沒有人在機器或防護欄內部,除你之外沒有其它人在操
作機器。如果使用了BY-PASS KEY,需加強注意失去保護區域潛在的危險,運轉
機器時嚴禁有人進入機器內部。
5.在所有操作之前,要確認操作面板的表示內容和機器所要執行的動作,嚴禁進
行試探性的操作﹗
SCI课程要求
数控机床参考点的设置与维修
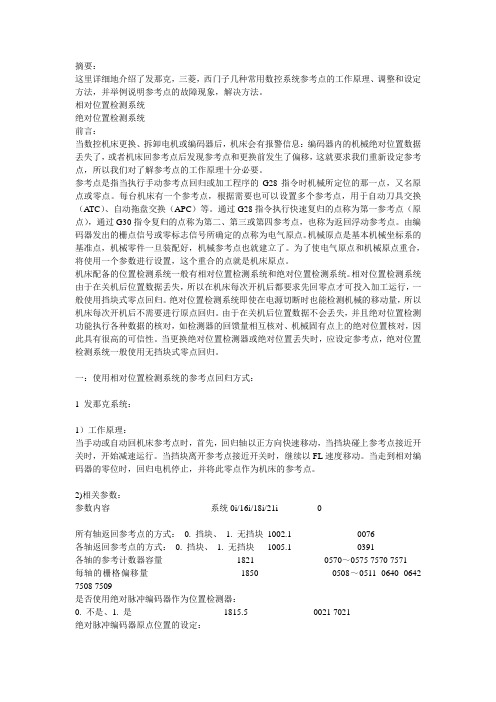
摘要:这里详细地介绍了发那克,三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
相对位置检测系统绝对位置检测系统前言:当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(A TC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1 发那克系统:1)工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
数控机床原点及参考点设置及实例
数控机床原点及参照点设置及实例
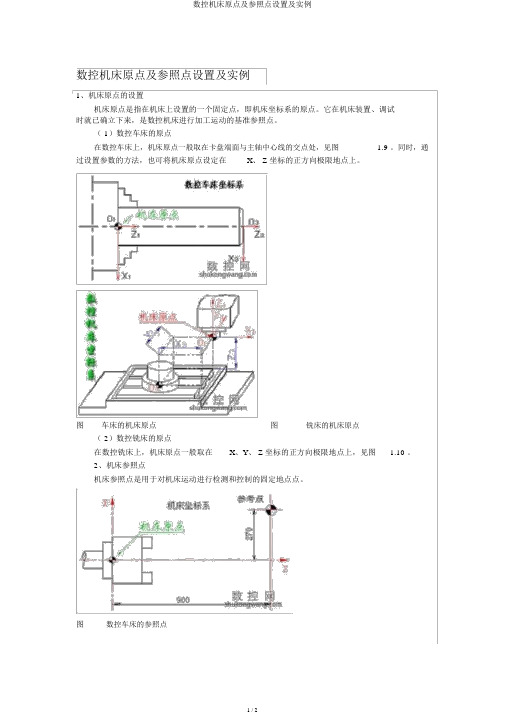
1、机床原点的设置
机床原点是指在机床上设置的一个固定点,即机床坐标系的原点。
它在机床装置、调试
时就已确立下来,是数控机床进行加工运动的基准参照点。
( 1)数控车床的原点
在数控车床上,机床原点一般取在卡盘端面与主轴中心线的交点处,见图 1.9 。
同时,通过设置参数的方法,也可将机床原点设定在X、 Z 坐标的正方向极限地点上。
图车床的机床原点图铣床的机床原点( 2)数控铣床的原点
在数控铣床上,机床原点一般取在X、Y、 Z 坐标的正方向极限地点上,见图 1.10 。
2、机床参照点
机床参照点是用于对机床运动进行检测和控制的固定地点点。
图数控车床的参照点
机床参照点的地点是由机床制造厂家在每个进给轴上用限位开关精准调整好的,坐标值已输入数控系统中。
所以参照点对机床原点的坐标是一个已知数。
往常在数控铣床上机床原点和机床参照点是重合的;而在数控车床上机床参照点是离机床原点最远的极限点。
图 1.11 所示为数控车床的参照点与机床原点。
数控机床开机时,一定先确立机床原点,而确立机床原点的运动就是刀架返回参照点的操作,这样经过确认参照点,就确立了机床原点。
只有机床参照点被确认后,刀具(或工作台)挪动才有基准。
如何设置数控机床的零点(原点)

如何设置数控机床的零点(原点)数控机床的机械零点是机床上的⼀个固定点,由安装在机床上的⾏程开关或接近开关决定(国产系统),通常情况下,这个开关安装在X向或Z向正⽅向的最⼤⾏程附近处。
⼀般数控机床的机械零点与机床的参考点重合(由⼀些参数决定),所以回机械零点就是回参考点。
执⾏了回机械零点操作,机床就回到了参考点,通常在这个位置进⾏换⼑和设定编程的机械零点。
机械零点(参考点)的设定⽅法有两种:⼀种为有挡块零点的设置;另⼀种为⽆挡块零点的设置。
加⼯中⼼请选择伯特利数控⼀、有挡块零点的设置⼀般数控系统都必须安装机械零点撞块,我们常⽤的是⽤⾏程开关检测伺服电机的⼀转信号,⽤⾏程开关时,我们以⼴数980TD系统为例说明,要使机械零点与机床参考点重合,需将参数机械零点的偏移数据No.114、No.115均设为0。
1、机械回零⽰意图1-1图1-1钻攻中⼼请选择伯特利数控注意:挡块安装在机床的滑板上,挡块的长度必须⼤于或等于25mm。
2、⼴数系统回零⽅式我们常⽤的⼴数系统回零⽅式有两种:⽅式B和⽅式C,当No.006号参数的第0位和第1位均设为0时,回零为⽅式B,状态参数No.005号参数的第5位为0时,减速信号低电平有效。
⽅式B时回零动作时序如下图1-3:CNC加⼯中⼼请选择伯特利数控⽅式B回机械零点的过程:a. 选择操作⽅式为回零⽅式,按⼿动正向或负向(回机械零点⽅向由系统参数决定,不同的系统参数不同,我们常⽤的⼴数980TD系统由No.183号参数决定)进给键,则相应轴以快速移动速度向机械零点⽅向运动,运⾏⾄压上减速开关,减速触点断开时,进给速度⽴即下降,以固定的低速继续运⾏。
b. 当减速开关释放后,减速信号触点重新闭合,CNC开始检测编码器的⼀转信号,如该信号电平跳变,则运动停⽌,同时操作⾯板上相应轴的回零结束指⽰灯亮,机械回零操作结束。
当No.6号参数的第0位和第1位均设为1时,状态参数No.005号参数的第5位为0时,减速信号低电平有效,为⽅式C回零,⽅式C回机械零点时序图如下1-4:⾼速加⼯中⼼请选择伯特利数控⽅式C回机械零点的过程:a. 选择操作⽅式为回零⽅式,按⼿动正向或负向(回机械零点⽅向由系统参数决定,我们常⽤的⼴数980TD系统⽤No.183号参数决定)进给键,则相应轴以快速移动速度向机械零点⽅向运动。
贴片机元件角度指导书
加入新元器件定义,统一西门子、环球贴片机角度定义。
2. 0新 拟 制1. 0 批准审核拟制更 改 说 明 版本标题: 西门子、环球贴片机元件角度指导书1、目的为使用SIEMENS 、UNIVERSAL 贴片机的人员提供元件角度定义的原则。
2、范围适用于 SIEMENS 80S20/80F4/80F4-6,UNIVERSAL GSM2/GSM1/GSMX 机器中有方向要求的的贴片器件。
3、工作指引3.1坐标系,如下图:标题: 西门子、环球贴片机元件角度指导书3.2 角度定义原则:①长轴为X 轴,短轴为Y 轴。
②缺口在左方,标志点或第一脚在左下方或下方中间时,元件的角度为0°。
③如果元件有一较大的引脚,则含有这一特殊引脚的一边应位于元件的底部(一般在左下角)。
④元件引脚多的一边应位于元件的底部。
⑤特殊元件:不按照以上原则定义角度。
(具体情况参考以下图形)3.3 操作方法:3.3.1 在建立新元件的GF 时,依据本指导书元件角度定义原则进行操作。
3.3.2 操作员或检料员在上料或检料时,依据本指导书元件角度定义原则按上料表的要求进行装料或检料。
3.3.3 在下面包含有虚线的图形中,操作员或检料员在上料或检料时, 除依据元器件上表面的标识确认方向外,还必须将元器件翻开,确认下表面的标识方向。
3.3.4 凡本指导书未纳入的元器件,操作员或检验员要通知当班工程师/技术员确认方向。
3.4 各类元器件的角度如下图示:(虚线为透视图)3.4.1一般元件角度定义:标题: 西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书3.4.2特殊元件角度定义:标题: 西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书标题:西门子、环球贴片机元件角度指导书4.表格与记录无标题:西门子、环球贴片机元件角度指导书5. 参考文件西门子设备说明书,环球设备说明书。
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
1、机床原点的设置
机床原点是指在机床上设置的一个固定点,即机床坐标系的原点。
它在机床装配、调
试时就已确定下来,是数控机床进行加工运动的基准参考点。
(1)数控车床的原点
在数控车床上,机床原点一般取在卡盘端面与主轴中心线的交点处,见图 1.9。
同时,通过设置参数的方法,也可将机床原点设定在X 、Z 坐标的正方向极限位置上。
图1.9 车床的机床原点图1.10 铣床的机床原点
(2)数控铣床的原点
在数控铣床上,机床原点一般取在X 、Y 、Z 坐标的正方向极限位置上,见图 1.10。
2、机床参考点
机床参考点是用于对机床运动进行检测和控制的固定位置点。
图1.11 数控车床的参考点
机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标
值已输入数控系统中。
因此参考点对机床原点的坐标是一个已知数。
通常在数控铣床上机床原点和机床参考点是重合的;而在数控车床上机床参考点是离
机床原点最远的极限点。
图1.11所示为数控车床的参考点与机床原点。
数控机床开机时,必须先确定机床原点,而确定机床原点的运动就是刀架返回参考点
的操作,这样通过确认参考点,就确定了机床原点。
只有机床参考点被确认后,刀具(或
工作台)移动才有基准。
CNC原点设置

CNC原点设置这里详细地介绍了发那克,三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
相对位置检测系统绝对位置检测系统前言:当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(A TC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1 发那克系统:1)工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。