CNC刀具现况表格
合集下载
CNC-常用刀具表
刀 长 刃 刀具 刀具规格 材料 数 全长/刃长 有效长
径切削量(RD) 粗 精
进给速度求法: 切屑排出量求法:
Vf = Fz* Z * N Q = AP*AE*Vf 1000
Vc :切削速度(m/min) D :刀刃直径(mm) 轴切削量(AD) 转速 (S) n :主轴转速 π :3.14 粗 精 粗 精 Vf :工作台进给速度 Fz :每齿进给量(mm/刃) Z :刃数 Q: 切屑排出量 ap :切深量 ae :切削宽度
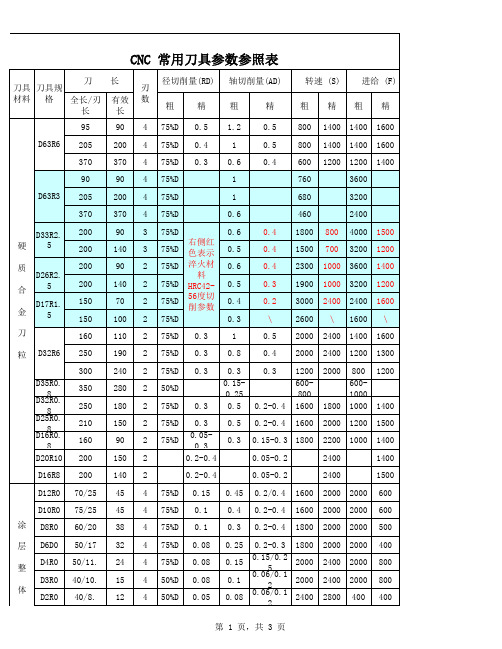
பைடு நூலகம்CNC 常用刀具参数参照表
刀 长 刃 刀具 刀具规格 材料 数 全长/刃长 有效长 95 D63R6 205 370 90 D63R3 205 370 D33R2.5 200 200 D26R2.5 200 200 150 150 160 D32R6 250 300 D35R0.8 D32R0.8 D25R0.8 D16R0.8 D20R10 D16R8 D12R0 D10R0 涂 层 整 体 硬 质 第 1 页,共 3 页 D8R0 D6D0 D4R0 D3R0 D2R0 350 250 210 160 200 200 70/25 75/25 60/20 50/17 50/11. 40/10. 40/8. 90 200 370 90 200 370 90 140 90 140 70 100 110 190 240 280 180 150 90 150 140 45 45 38 32 24 15 12 4 4 4 4 4 4 3 3 2 2 2 2 2 2 2 2 2 2 2 2 2 4 4 4 4 4 4 4 75%D 75%D 75%D 75%D 75%D 50%D 50%D 径切削量(RD) 粗 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 50%D 75%D 75%D 0.3 0.3 0.3 0.3 0.3 右侧红 色表示 淬火材 料 HRC4256度切 削参数 精 0.5 0.4 0.3 轴切削量(AD) 粗 1.2 1 0.6 1 1 0.6 0.6 0.5 0.6 0.5 0.4 0.3 1 0.8 0.3 0.15-0.25 0.5 0.5 0.2-0.4 0.2-0.4 0.4 0.4 0.4 0.3 0.2 \ 0.5 0.4 0.3 精 0.5 0.5 0.4 转速 (S) 粗 800 800 600 760 680 460 1800 1500 2300 1900 3000 2600 2000 2000 1200 600-800 1600 1600 1800 2000 2200 2400 2400 1600 1600 1800 1800 2000 2000 2000 2000 2400 2400 2800 2000 2000 2000 2000 2000 2000 400 800 700 1000 1000 2400 \ 2400 2400 2000 精 1400 1400 1200 进给 (F) 粗 1400 1400 1200 3600 3200 2400 4000 3200 3600 3200 2400 1600 1400 1200 800 600-1000 1000 1200 1000 1400 1500 1400 1400 1500 600 600 500 400 800 800 400 1500 1200 1400 1200 1600 \ 1600 1300 1200 精 1600 1600 1400
CNC刀具进给转速表

六,刀具夹持长度规定(正常情况下):
刀杆直径(MM)
20
16
12
10
8
6
4
3
限制长度(MM)
90
70
55
45
40
30
15(30)
11(30)
七,整体乌钢刀大概寿命:
刀 具
8R4
Φ8
6R3
Φ6
4R2
Φ4
3R1.5
3
2R1
Φ2
Φ1
大概寿命(H)
4~5
3~4
3~4
2.5~3.5
2~3
2~2.5
2~2.5
1
ቤተ መጻሕፍቲ ባይዱ3000(精)
1600
800(光面)
8R4
7500
2200(粗)
1800(精)
8R0
7500
2000(粗)
1800(精)
6R3
8000
2000(粗)
1600(精)
5R2.5
8000
2000(粗)
1600(精)
5R0
Φ4Φ3
9000
1400
Φ2
10000
1000
Φ1
10000
700
注意:一,63R6刀具通常不在高速机床使用;
2500(粗)
2200(精)
30R5
16R4
2500(粗)
3000(精)
1600(粗)
2000(精)
35R0.8
2000
2500(精)
2000
800(光面)
25R0.8
2200
3000(精)
2000
800(光面)
刀杆直径(MM)
20
16
12
10
8
6
4
3
限制长度(MM)
90
70
55
45
40
30
15(30)
11(30)
七,整体乌钢刀大概寿命:
刀 具
8R4
Φ8
6R3
Φ6
4R2
Φ4
3R1.5
3
2R1
Φ2
Φ1
大概寿命(H)
4~5
3~4
3~4
2.5~3.5
2~3
2~2.5
2~2.5
1
ቤተ መጻሕፍቲ ባይዱ3000(精)
1600
800(光面)
8R4
7500
2200(粗)
1800(精)
8R0
7500
2000(粗)
1800(精)
6R3
8000
2000(粗)
1600(精)
5R2.5
8000
2000(粗)
1600(精)
5R0
Φ4Φ3
9000
1400
Φ2
10000
1000
Φ1
10000
700
注意:一,63R6刀具通常不在高速机床使用;
2500(粗)
2200(精)
30R5
16R4
2500(粗)
3000(精)
1600(粗)
2000(精)
35R0.8
2000
2500(精)
2000
800(光面)
25R0.8
2200
3000(精)
2000
800(光面)
CNC_常用刀具表

24
1143SC90-1400
铝用合金钻头
2
627.471
1254.942
定心、倒角加工
25
M5 攻丝
BT40-45°
拉钉
1
36.27
36.27
26
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
27
ER25-6GB
刚性攻丝卡簧
1
570.492
570.492
28
4201A-M5
硬质合金丝锥
铝用数控刀片
50
29.016
1450.8
5
M5 底孔钻
BT40-45°
拉钉
1
36.27
36.27
6
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
7
ER25-5A
精密级卡簧
1
222.768
222.768
8
1105SC03-0420
铝用合金钻头
5
95.94
479.7
9
M6 底孔钻
BT40-45°
19
ER25-9A
精密级卡簧
1
222.768
222.768
20
1105SC03-0850
铝用合金钻头
5
241.722
1208.61
21பைடு நூலகம்
倒角钻
BT40-45°
拉钉
1
36.27
36.27
22
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
1143SC90-1400
铝用合金钻头
2
627.471
1254.942
定心、倒角加工
25
M5 攻丝
BT40-45°
拉钉
1
36.27
36.27
26
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
27
ER25-6GB
刚性攻丝卡簧
1
570.492
570.492
28
4201A-M5
硬质合金丝锥
铝用数控刀片
50
29.016
1450.8
5
M5 底孔钻
BT40-45°
拉钉
1
36.27
36.27
6
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
7
ER25-5A
精密级卡簧
1
222.768
222.768
8
1105SC03-0420
铝用合金钻头
5
95.94
479.7
9
M6 底孔钻
BT40-45°
19
ER25-9A
精密级卡簧
1
222.768
222.768
20
1105SC03-0850
铝用合金钻头
5
241.722
1208.61
21பைடு நூலகம்
倒角钻
BT40-45°
拉钉
1
36.27
36.27
22
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
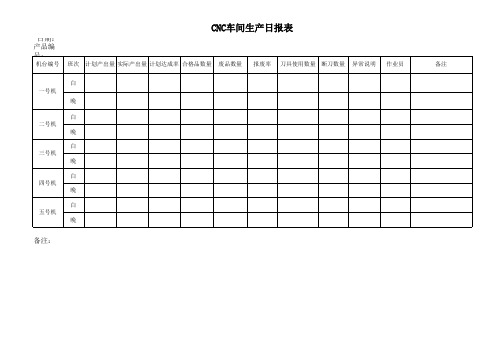
CNC量产日报表
Байду номын сангаас
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
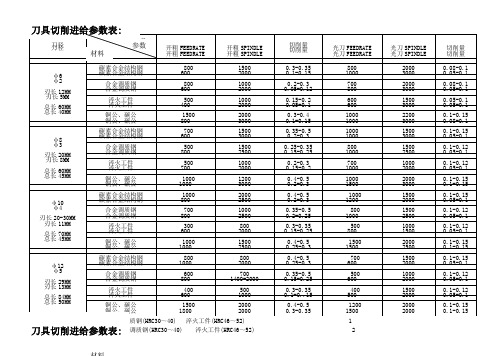
CNC刀具全面转速进给
1500 3000 1500 2500 1000 2000 1200 3000
φ10 φ4 刃长 20-30MM 刃长 11MM 总长 70MM 总长 45MM
碳素合金结构钢 碳素合金结构钢
合金调质钢 合金调质钢
淬火工件 淬火工件 铜公、碳公 铜公、碳公
1000 800 700 800 300 600 1000 1000
5
光光刀刀FEFEDERDARTAETE 光光刀刀SPSIPNIDNLDELE
切切削削量量
2301020 0 1258100 0 122080000 2051080 0 2051020 0 20100 0 125080000 2251050 0 2301050 0 2051020 0 1250100 0 20580000 2021050 0 21081020 0 2105100 0 250200 0
碳碳素素合合金金结结构构钢钢 合合金金调调质质钢钢 淬淬火火工工件件 铜铜公公、、碳碳公公
231000000 138080000 125050000 231050000
21305000 21305000 2130000 21465000
φφφ23082RR1460 总长刃:长14031、5M2M20、
光刀 FEEDRATE 光刀 FEEDRATE
800 1000 700 800 600 600 1000 1000 1000 1000 800 1000 700 1000 1000 1500 1000 1200
800 1000
500 800 1500 1500 700 600 500 600 400 500 1200 1500 1
切削量 切削量
0.08-0.1 0.05-0.1 0.08-0.1 0.05-0.1 0.05-0.1 0.05-0.1 0.1-0.15 0.08-0.1 0.1-0.15 0.05-0.1 0.1-0.12 0.05-0.1 0.1-0.12 0.05-0.1 0.1-0.15 0.1-0.15 0.1-0.15 0.05-0.1 0.1-0.12 0.05-0.1 0.1-0.12 0.05-0.1 0.1-0.15 0.1-0.15 0.1-0.15 0.05-0.1 0.1-0.12 0.05-0.1 0.1-0.12 0.05-0.1 0.1-0.15 0.1-0.15
CNC刀具参数表

高速机 开粗/中光 进刀 量 转速
0.25 8000 0.2 8000
光刀 进刀 进给率 量 转速
0.1 0.08 0.06
6000 8000 8000
0.08 0.06 0.06
8000 8000 8000
5000 5000
0.1 8000 0.07 8000
进给率
5000 5000 5000
5000 5000 5000 5000 5000
备注
进给率 5000 5000 5000 5000 5000 5000 5000 5000 5000/1 500 5000/1 500 5000/1 500 5000/1 500 5000 5000 5000 5000 5000 5000 5000 精雕机少用 5000 5000 5000 5000 5000 5000 5000 5000 5000
柄径 12 10 12 10 12 10 12 10
刀长 110 50 110 80 110 50 110 80
刃长
普通机
开粗/中光 进刀 量 转速
涂层合金刀 D12
12 75 25 0.3 1600
涂层合金刀 D10
10 70 25 0.3 1800
涂层合金刀 D8
8 60 21 0.25 2200
转速 10000 10000 10000 10000 10000 10000 10000 10000
进给率 5000 5000 5000 5000 5000 5000 5000 5000
2000
0.2 6000 5000 0.07 8000 5000
2000
0.2 7000 5000 0.07 8000 5000
5000 5000 5000 5000 5000
CNC刀具表

8、程式第一次下刀时,进给一定要慢,要留意残余量(Z),绝对不允许撞刀。
直身
T6
R5
50MM 3D曲面精加工 S10000 F2900
直身
T7
M8
40MM 等高外形精加工 S10000 F2700
直身
T8
R4
45MM 3D曲面精加工 S10000 F2700
直身
T9
M6
35MM 等高外形精加工 S10000 F2600
直身
T10
R3
35MM 3D曲面精加工 S10000 F2600
T20 师傅刀 100M
Hale Waihona Puke 注意事项:1、此机床只允许使用Ø20以下的刀具; 2、此机床原则上只允许加工厚度为85mm; 3、如刀库没有程式所需的刀具,请用T1装夹所需刀具;不允许随意改变T2~T19的刀具及其长度; 4、T20为师傅刀,如因特殊原因拆过刀库里的所有刀具要重新补正; 5、Ø16、Ø20开粗时,进给不允许超过F4000; 6、手摇锣铜料顶部余量时,进给要均匀,Z下刀量最多不超过1.5mm,进给不能超过F2500; 7、精加工粗公时,进给在此基础上加F500(直径2.5mm以下的刀具进给不改变);
直身
T11 M8R0.5 45MM 等高外形精加工 S10000 F2700
直身
T12 M6R0.5 35MM 3D曲面精加工 S10000 F2600
直身
T13
M4
24MM 等高外形精加工 S11000 F2200
直身
T14
R2
24MM 3D曲面精加工 S11000 F2200
直身
T15
M3
24MM 等高外形精加工 S11000 F2000 16MM避空
直身
T6
R5
50MM 3D曲面精加工 S10000 F2900
直身
T7
M8
40MM 等高外形精加工 S10000 F2700
直身
T8
R4
45MM 3D曲面精加工 S10000 F2700
直身
T9
M6
35MM 等高外形精加工 S10000 F2600
直身
T10
R3
35MM 3D曲面精加工 S10000 F2600
T20 师傅刀 100M
Hale Waihona Puke 注意事项:1、此机床只允许使用Ø20以下的刀具; 2、此机床原则上只允许加工厚度为85mm; 3、如刀库没有程式所需的刀具,请用T1装夹所需刀具;不允许随意改变T2~T19的刀具及其长度; 4、T20为师傅刀,如因特殊原因拆过刀库里的所有刀具要重新补正; 5、Ø16、Ø20开粗时,进给不允许超过F4000; 6、手摇锣铜料顶部余量时,进给要均匀,Z下刀量最多不超过1.5mm,进给不能超过F2500; 7、精加工粗公时,进给在此基础上加F500(直径2.5mm以下的刀具进给不改变);
直身
T11 M8R0.5 45MM 等高外形精加工 S10000 F2700
直身
T12 M6R0.5 35MM 3D曲面精加工 S10000 F2600
直身
T13
M4
24MM 等高外形精加工 S11000 F2200
直身
T14
R2
24MM 3D曲面精加工 S11000 F2200
直身
T15
M3
24MM 等高外形精加工 S11000 F2000 16MM避空
CNC_常用刀具表

进给 (F) 粗 精
第 3 页,共 3 页
0.15 0.15/0.25 2000 0.1 0.06/0.12 2000
0.08 0.06/0.12 2400
第 1 页,共 3 页
涂 层 整 刀具 材料 体 硬 质 合 金 刀 具 刀 刀具规格 全长/刃长 有效长 D1R0 D10R5 D8R4 D6R3 D4R2 D2R1 D1R0.5 D10R0.5 D6R0.5 D25R0 白 钢 刀 具 D20R0 D16R0 D12R0 D10X5 D10X3 斜 度 刀 D10X1 D6X5 D6X3 D6X1 T32X8 T 型 刀 T25X4 T20X4 T16X4 40/5. 75/15 60/15 50/15 50/15 40/8. 30/5. 75/25 65/20 165/90 135/75 95/65 85/35 100/50 100/50 100/50 75/25 75/25 75/25 75 75 60 60 6 42 38 30 22 10 5 45 32 95 85 75 50 50 50 50 40 40 40 50 50 40 40 长 刃 数 4 2 2 2 2 2 2 4 4 4 4 4 4 3 3 3 3 3 3 8 8 8 8 径切削量(RD) 粗 50%D 精 0.03 0.1-0.3 0.05-0.25 0.05-0.25 0.05-0.2 0.05-0.1 0.05 0.05-0.3 0.05-0.3 0.15 0.12 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 4 3 3 3 轴切削量(AD) 粗 0.03 精 0.03 0.05-0.2 0.05-0.2 0.05-0.2 0.05-0.15 0.05-0.1 0.05-0.1 0.1-0.35 0.1-0.25 60 50 40 25 40 40 40 35 35 35 8 4 4 4 转速 (S) 粗 2800 精 2800 2400 2400 2400 2400 2400 2400 2400 2400 320 350 350 400 600 600 600 800 800 800 300 250 250 200 进给 (F) 粗 300 精 300 1400 1400 1200 1000 500 300 1400 1200 250 200 180 150 300 300 300 250 250 250 50 40 30 30
CNC_常用刀具表
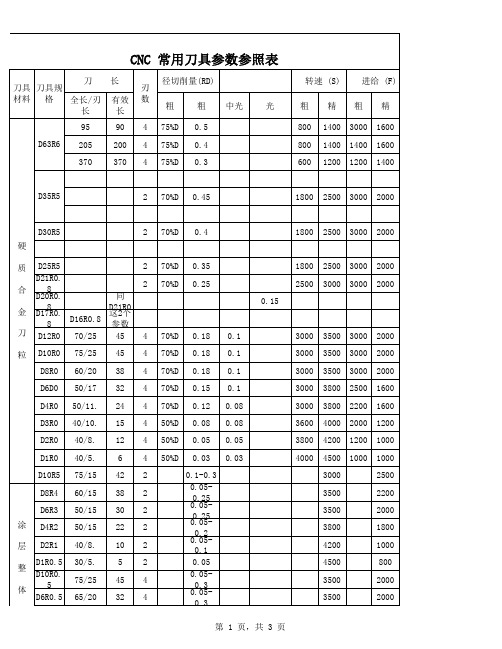
CNC 常用刀具参数参照表
刀 长 刀具 刃 刀具规格 材料 数 全长/刃长 有效长 95 D63R6 205 370 90 200 370 4 4 4 径切削量(RD) 粗 75%D 75%D 75%D 粗 0.5 0.4 0.3 中光 光 转速 (S) 粗 800 800 600 精 1400 1400 1200 进给 (F) 粗 3000 1400 1200 精 1600 1600 1400
白 钢 刀 具
R0。8圆鼻刀的形状!
斜 度 刀
第 2 页,共 3 页
刀 长 刀具 刃 刀具规格 材料 数 全长/刃长 有效长
径切削量(RD) 粗 粗 中光 光
转速 (S) 粗 精
进给 (F) 粗 精
第 3 页,共 3 页
同D21R0.8的参数一样!
D17R0.8 D16R0.8 这2个参数设置和D21r0.8一样! D12R0 D10R0 D8R0 D6D0 D4R0 D3R0 D2R0 D1R0 D10R5 D8R4 D6R3 70/25 75/25 60/20 50/17 50/11. 40/10. 40/8. 40/5. 75/15 60/15 50/15 50/15 40/8. 30/5. 75/25 65/20 165/90 135/75 95/65 45 45 38 32 24 15 12 6 42 38 30 22 10 5 45 32 95 85 75 4 4 4 4 4 4 4 4 2 2 2 2 2 2 4 4 4 4 4 70%D 70%D 70%D 70%D 70%D 50%D 50%D 50%D 0.18 0.18 0.18 0.15 0.12 0.08 0.05 0.03 0.1-0.3 0.05-0.25 0.05-0.25 0.05-0.2 0.05-0.1 0.05 0.05-0.3 0.05-0.3 0.15 0.12 0.1 第 1 页,共 3 页 0.1 0.1 0.1 0.1 0.08 0.08 0.05 0.03 3000 3000 3000 3000 3000 3600 3800 4000 3500 3500 3500 3800 3800 4000 4200 4500 3000 3500 3500 3800 4200 4500 3500 3500 320 350 350 3000 3000 3000 2500 2200 2000 1200 1000 2000 2000 2000 1600 1600 1200 1000 1000 2500 2200 2000 1800 1000 800 2000 2000 250 200 180
刀 长 刀具 刃 刀具规格 材料 数 全长/刃长 有效长 95 D63R6 205 370 90 200 370 4 4 4 径切削量(RD) 粗 75%D 75%D 75%D 粗 0.5 0.4 0.3 中光 光 转速 (S) 粗 800 800 600 精 1400 1400 1200 进给 (F) 粗 3000 1400 1200 精 1600 1600 1400
白 钢 刀 具
R0。8圆鼻刀的形状!
斜 度 刀
第 2 页,共 3 页
刀 长 刀具 刃 刀具规格 材料 数 全长/刃长 有效长
径切削量(RD) 粗 粗 中光 光
转速 (S) 粗 精
进给 (F) 粗 精
第 3 页,共 3 页
同D21R0.8的参数一样!
D17R0.8 D16R0.8 这2个参数设置和D21r0.8一样! D12R0 D10R0 D8R0 D6D0 D4R0 D3R0 D2R0 D1R0 D10R5 D8R4 D6R3 70/25 75/25 60/20 50/17 50/11. 40/10. 40/8. 40/5. 75/15 60/15 50/15 50/15 40/8. 30/5. 75/25 65/20 165/90 135/75 95/65 45 45 38 32 24 15 12 6 42 38 30 22 10 5 45 32 95 85 75 4 4 4 4 4 4 4 4 2 2 2 2 2 2 4 4 4 4 4 70%D 70%D 70%D 70%D 70%D 50%D 50%D 50%D 0.18 0.18 0.18 0.15 0.12 0.08 0.05 0.03 0.1-0.3 0.05-0.25 0.05-0.25 0.05-0.2 0.05-0.1 0.05 0.05-0.3 0.05-0.3 0.15 0.12 0.1 第 1 页,共 3 页 0.1 0.1 0.1 0.1 0.08 0.08 0.05 0.03 3000 3000 3000 3000 3000 3600 3800 4000 3500 3500 3500 3800 3800 4000 4200 4500 3000 3500 3500 3800 4200 4500 3500 3500 320 350 350 3000 3000 3000 2500 2200 2000 1200 1000 2000 2000 2000 1600 1600 1200 1000 1000 2500 2200 2000 1800 1000 800 2000 2000 250 200 180
CNC刀具参数表

0.015 20000
0.015 20000
CNC刀具参数表
刀具参数 刀具类型 刀具名称 柄径 6 12 10 8 6 25 20 16 25 20 16 刀长 100 100 100 100 100 120 110 95 160 140 120 刃长 30 40 40 35 30 50 45 40 80 65 60 精雕机 开粗/中光 进刀量转速 0.12 0.25 0.25 0.2 0.15 15000 10000 10000 12000 15000 加长合金刀 D6 加长合金刀 R6 加长合金刀 R5 加长合金刀 R4 加长合金刀 R3 白钢刀 白钢刀 白钢刀 D25 D20 D16 5000 5000 5000 5000 5000 光刀 进给率 进刀量转速 0.04 0.1 0.08 0.06 0.05 16000 12000 12000 15000 16000 进给率 5000/1500 5000 5000 5000 5000 光边 光边 光边 光边 光边 光边 备注
CNC刀具参数表
刀具参数 刀具类型 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 防震刀把 防震刀把 防震刀把 防震刀把 防震刀把 防震刀把 刀具名称 D63R6 D63R6 D63R6 D50R5 D50R5 D50R0.8 D50R.8 D35R5 D30R5 D32R0.8 D32R0.8 D25R0.8 D25R0.8 D20R0.8 D20R0.8 D16R0.8 D16R0.8 D12R0.8 D10R0.8 R10 R10 R8 R8 R6 R5 D16R0.8 D12R0.5 D8R0.5 R8 R6 R4 柄径 48 48 48 48 48 48 48 32 25 25 32 25 25 20 20 16 16 12 10 25 20 20 16 12 10 16 12 8 16 12 8 刀长 150 200 300 300 200 300 200 250 150 150 250 150 200 150 200 150 200 130 120 150 200 150 200 130 120 200 150 110 200 150 110 0.3 0.2 15000 15000 5000 5000 0.1 0.07 18000 18000 5000 5000 精雕机少用 0.06 0.06 15000 15000 5000 5000 高速机少用 精雕机少用 0.2 0.15 10000 10000 5000 5000 0.08 0.07 12000 12000 5000 5000 高速机少用 高速机少用 高速机少用 刃长 精雕机 开粗/中光 进刀量转速 光刀 进给率 进刀量转速 进给率 备注
CNC常用刀具表

350
D32R0. 8
250
D25R0. 8
210
D16R0. 8
160
D20R10 200
190 2 75%D 0.3 0.8 0.4 2000 2400 1200 1300
240 2 75%D 0.3 0.3 0.3 1200 2000 800 1200
280 2 50%D
0.150.25
600800
CNC 常用刀具参数参照表
刀具 刀具规
刀长
径切削量(RD) 刃
材料 格
全长/刃 有效 数
ห้องสมุดไป่ตู้
长
长
粗
精
轴切削量(AD)
粗
精
95
90 4 75%D 0.5 1.2 0.5
转速 (S) 进给 (F) 粗 精粗精 800 1400 1400 1600
D63R6 205 200 4 75%D 0.4
1
0.5 800 1400 1400 1600
D10X5 100/50 50 3
0.1
40
600
300
D10X3 100/50 50 3
0.1
斜 D10X1 100/50 50 3
0.1
度
刀 D6X5 75/25 40 3
0.1
D6X3 75/25 40 3
0.1
40
600
300
40
600
300
35
800
250
35
800
250
D6X1 75/25 40 3
0.1
35
800
250
T32X8 75
50 8
4