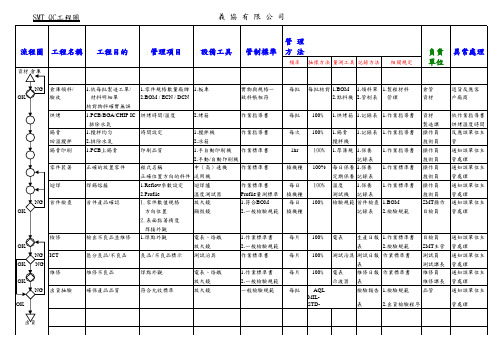
SMT QC工程图
037 SMD QC工程图 A0

V
拉力计 温度计 V 显微镜
V
V
首件表 作业流程
单 制程异常
通知设备 维护员或 领班处理
5.金球大小与位置
时 焊线拉力/金
单 作业流程
1.金线规格
8
IPQC 检验
2.金球大小与位置 3.焊接拉力
4.金球推力
5.焊线弧度
球推力每班/
参照焊线检验 规范
参照焊线检验 规范
每次/5PCS. 外观检查PCB 类每个流程
深圳市华特光电有限公司
文件名称
LED SMD QC 工程图 (LED SMD贴片 QC Managerial Table)
版本
A
页次
1/4
文件编号
HT-WI-037
版次
A0
生效日期:
2011/12/1
工程符号:△=工程开始 ○=操作作业 ◇质量检查 □=操作检查
▽=工程结束
流程
工程 序号
工程名称
管理项目
▽=工程结束
流程
工程 序号
工程名称
管理项目
制造管理(作业/设备) 作业规范 规格设定值 生产设备 检验项目
品质管理 检验规格 检测频率
责任者
首件 检查
检验设 备
作 业 员
设备
QC
管理 员
现 场 主 管
记录表单
异常处理
短烤
1. 温度设定 2. 时间设定
13
量产规格书、自
动点胶作业指导 书
作业指导书
烤箱
产品外观,烘 烤时间与温度
产品外观参照 外观检验规范
外观确认每 次出烤确认
一次 烤箱温度每
显微镜 温度计
SMT 实用QC工程图
正确
1.条码机型、时间 1.条码机型、时间正确
2.条码大小、字体 2.打印清晰,可以扫描
3.贴的位置
3.不能重码
1次/2H
目检
IPQC
FAI
目检
IPQC
扫描枪
100% 作业员 100% 物料员
PCB 方向 PCB清洁
1. 冷藏温度 2. 先进先出管控 3.有限期
依据SOP
FAI
使用无尘布在投板前进行清洁(开
项次 流程图 1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
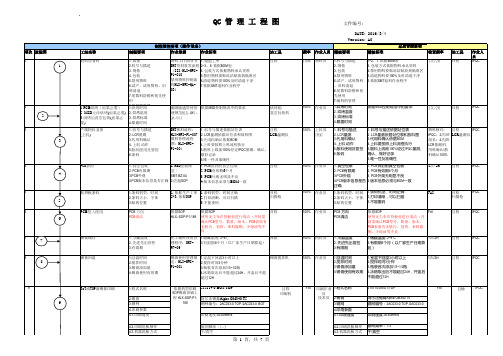
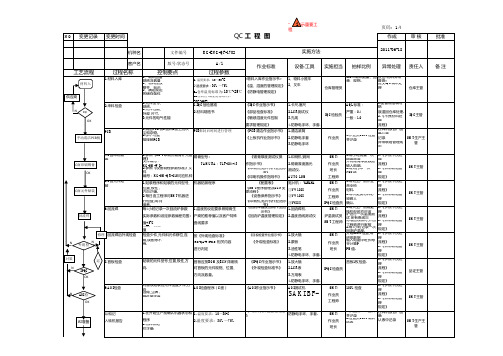
QC 管 理 工 程 图
工站名称
制程要项
制程管控要项(操作/设备)
作业依据
作业标准
治工具
物料房备料
1. 数量
2.料号与描述
3. 规格
4. 包装
5.禁用物料
6.试产、试用物料、旧
料清退
7.尾数料防错和优先使
用
41.PCB烘烤(如果必要) 81..辅烘料烤的时管间理
印刷速度:30-60mm/s
目檢
IPQC
4.2.印刷洗板频率 擦网频率:1-3 4.3.机器洗板方式 干/真空
10
OK SPI检测
10
11
NG
NG 11
人工确认不良
1.依据生产工单 1.条码机型、时间正确 2~3.依据SOP 2.打印清晰,可以扫描
3.不能重码
目检 扫描枪
依据SOP HLX--SOP-P1-188
依据SOP
目检
使用无尘布在投板前进行清洁(开封需
确认PCB型号,数量,版本,PCB表面有
SMTPCBA生产QC工程图

SMTPCBA生产QC工程图简介SMTPCBA生产QC工程图是指为了确保SMTPCBA生产过程中的质量控制而制作的工程图。
SMTPCBA(Surface Mount Technology Printed Circuit Board Assembly)是一种表面贴装技术的印刷电路板组装工艺。
本文档将介绍SMTPCBA生产QC工程图的内容和使用。
什么是QC工程图?QC工程图,全称为Quality Control Engineering Drawing,是用于质量控制的工程图纸。
在电子制造过程中,QC工程图通常用于指导和记录产品质量控制的关键要素。
通过QC工程图,制造商能够准确地了解产品的规格、标准和测试要求。
SMTPCBA生产QC工程图的内容SMTPCBA生产QC工程图的内容包括以下几个方面:1.布局图:布局图显示了电路板上各个组件和连接的位置。
在SMTPCBA生产过程中,布局图对确保正确组装和连接各个组件非常重要。
2.贴装图:贴装图显示了电路板上元件的正确安装位置和方向。
贴装图通过标记每个组件的编号和位置来确保正确的组装和焊接。
3.焊接图:焊接图显示了电路板上组件的焊点和焊接方式。
焊接图提供了正确的焊接参数和工艺指导,以确保焊接质量符合标准要求。
4.组装检查图:组装检查图用于记录和检查各个组件的组装情况。
在SMTPCBA生产过程中,组装检查图被用于确保每个组件都被正确安装和连接。
5.测试程序图:测试程序图是用于指导和记录产品测试过程的工程图。
通过测试程序图,制造商可以确保产品在生产过程中经过正确的测试和检测。
使用SMTPCBA生产QC工程图的步骤下面是使用SMTPCBA生产QC工程图的简要步骤:1.阅读工程图:首先,操作人员需要仔细阅读SMTPCBA生产QC工程图的内容和说明。
工程图上会标明每个组件的位置、编号以及工艺要求等信息。
2.准备材料和工具:根据工程图上设计的要求,操作人员需要准备好所需的材料和工具,如电路板、元件、焊锡等。
SMT QC工程图
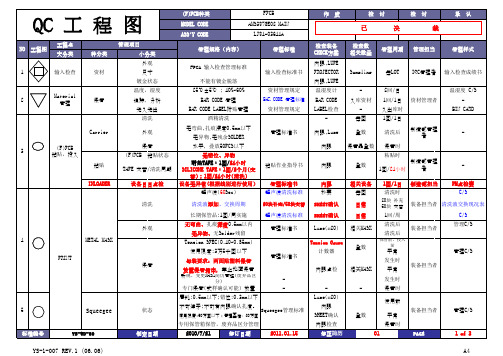
LCR METER 大镜
1 PCS 数 数
数据检查C/S
检查时 业时 检查时 发生时 2 /1
Conn`C/S PM 检 -
11
产
期
管
管理者
视、听觉 技能
数 数 关设备
12
技能检查
技能
JIG Conn`更 换 设备日日点检
PIN BLOCK:5 清洗、7万回 技能检查 检查标准书 废弃;CONN:800 后更换 设备不可有异常 FPCA 输 检查管 标 胶时,胶水不可粘到IC , 须点到指定位置 FPCA 输 检查管 标 FPCA 输 检查管 标 多数 可 FPCA 输 检查管 标 FPCA 输 检查管 标 CP项目 误贴 规变更管 多数 可 确标识 2010-7-21 在线检查 订 期 2011.01.15 作业 业 导书 检查标准 点胶标准书 检查标准 检查标准书 装 业指导书 货检查标 书 检查标 书 检查标准 数据检查标准
7
Mount
Header
AIR压力 NOZZLE 状态 件 状态 MODEL变更,部品 交换时 实际 宽度 度 热循环FAN动作 设备日日点检
vacuum 100-200mpa
件
MOUNT工
管 标 书 profile管 标
LCR METER
MODEL变更, 交换时
数据检查C/S
Conveyer
1 1
:0.3mm 确认扎 。
基 :20
Squeegee
状态
;
装备担当者 管时 PAGE
管
C/S
专用保管箱保管,废弃品区分管理 标 编号 YS-WD-80 期 2010-7-21 订 期
1 of 3
YS-1-007 REV.1 (06.06)
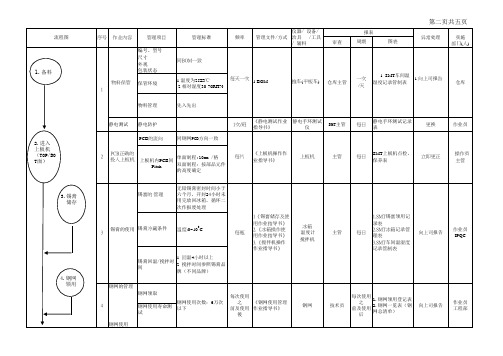
SMT QC工程图-1

容量频率责任人1PMC部库房2领料入库1贴片物料入车间SMT 二级库/生产物料/依据物料代码及型号规格核对确保100%准确///SMT物控室物料员1次1H SMT物控室物料员1次2H IPQC 100%连续操作员5PCS 每次生产IPQC 100%连续操作员5PCS 每次生产IPQC 100%连续操作员5PCS 每次生产IPQC
1次每班操作员
1次2H IPQC
1次每次解冻操作员
1次2H IPQC
1次
每次搅拌操作员
1次2H IPQC
5锡膏搅拌搅拌机(搅拌工具)/搅拌时间3
物料管控1物料上线前处理烤箱4锡膏解冻//回温时间>4小时计时表显示人工: >5分钟机器: 3分钟计时表显示3锡膏冷冻储存冰箱/冷冻储存温度5~10℃温度计显示
2拆PCB真空包装/无漏气、无受潮目测PCB外观/无灰尘、无异物目测PCB板丝印型号真空包装密封性//PCB板丝印型号生产任务单/PCB、BGA 、IC(超过保质期)或已拆封根据元件湿敏等级要求进行烘烤计时表显示序号产品过程产品/过程规范/公差评估/测量技术取样数字车间SMT QC工程图序号流程图
步骤内容产品编号/工序编号工序名称/操作描述设备工具特性方法PMC 部库
房
关键物料管
控领料
入库
图。
电子产品QC工程图.

文件编号页号1/3A发行日期2013/8/28修订日期阶段检查(P/D/B/R频次电路板干燥温度设备技术员设备主管《干燥箱温度记录表》《干燥箱维护及点检记录表》干燥干燥时间操作员组长/拉长《干燥存贮品记录表》存贮温度设备技术员设备主管《冰箱温度控制表》《冰箱维护及点检记录表》解冻时间操作员组长/拉长《锡浆存贮品记录表》设备及夹具/辅料控制项目标准/规格S-02锡浆存贮/解冻R 电冰箱温度2-10℃发行范围:SMT生产线(一份、SMT办公室(一份、资料室(一份 SMC蚬华多媒体制品有限公司WI-SVP-000022文件名称: 40G6731 QC工程图版本号修订号相关记录S-01R干燥箱(银河 D6T202A 或科通 101-4APCB板:120±5℃1次/天PCB板:3小时-5小时序号工序名称1次/班次锡浆解冻:1小时(自然解冻责任人报告对象锡浆搅拌R锡浆搅拌机(智茂 GAM-60搅拌时间1次/班次设备技术员设备主管《锡浆搅拌机点检记录表》设备技术员设备主管《丝印机维护及点检记录表》操作员组长/拉长《钢网使用时间记录表》设备技术员设备主管《锡浆测试仪维护及点检记录表》操作员组长/拉长《锡浆高度测试记录表》设备技术员设备主管《贴片机维护及点检记录表》操作员组长/拉长《SMD装料核对表》S-041次/班次S-03时间:0.5-1分钟锡浆高度测试R锡膏检测仪(Lascan L3000 3D锡浆高度锡浆高度:(0.13-0.17mm印锡浆R丝印机(Speedline SPM/B或Speedline ACCUFLEX、锡浆(无铅、40G6731钢网气压、钢网使用次数气压(5.0Kgf/C㎡-7.0Kgf/C㎡、钢网使用次数2.5万次3pcs/小时气压气压:〔4.0Kgf/C㎡-6.0Kgf/C㎡〕1次/天批准S-06贴装元件RSONY贴片机(SS-H2F或SI-F130或SI-F130AIS-05编写审核文件编号页号2/3A发行日期2013/8/28修订日期阶段检查(P/D/B/R频次ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC检验记录表》ESD防护2次/天组长拉长《手腕带检测记录表》生产作检验记录表发行范围:SMT生产线(一份、SMT办公室(一份、资料室(一份 SMC蚬华多媒体制品有限公司WI-SVP-000022相关记录文件名称:40G6731 QC工程图版本号修订号序号工序名称设备及夹具/辅料控制项目标准/规格S-07炉前目检R5×放大镜(CTBRAND NO:CT-200M、防静电手腕带、防静电手套责任人报告对象S-08洄流炉焊接R 热风洄流炉(科隆威NW-850N或科隆威 FL-VP860N温度曲线图参考〔40G6731炉温曲线图〕5×放大镜(CTBRAND NO:CT-200M、目检模1次/首件设备技术员设备主管《洄流炉维护及点检记录表》《每日温度曲线图》参考《IPC-A-610D》参考《IPC-A-610D》S-9炉后目检R生产质量100%操作员组长/拉长《QC检验记录表》ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC 检验记录表》ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC检验记录表》ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC检验记录表》审核板、防静电手腕带、防静电手套防静电手腕带、防静电手套、手指套S-10插插件R防静电手腕带、手指套、防静电物料盒参考《IPC-A-610D》参考《IPC-A-610D》S-12波峰焊R波峰机(科隆威 FL-MD300N、锡条、助焊剂温度曲线图参考每日炉温曲线图S-11炉前理板RR防静电手腕带、防静电手套1次/首件设备技术员设备主管《波峰炉维护及点检记录表》《炉温测试确认表》批准参考《IPC-A-610D》编写S-13炉后目检文件编号页号3/3A发行日期2013/8/28修订日期阶段检查(P/D/B/R频次ESD防护 2次/天组长拉长《手腕带检测记录表》电烙铁温度100%操作员组长/拉长《烙铁温度记录表》ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC检验记录表》发行范围:SMT生产线(一份、SMT办公室(一份、资料室(一份SMC蚬华多媒体制品有限公司WI-SVP-000022文件名称:40G6731 QC工程图版本号修订号序号工序名称设备及夹具/辅料控制项目标准/规格S-14执锡R防静电手腕带、手指套、电烙铁(HAKO FX-951S-15分板R 分板机(PeeiMoGer、防静电手腕带、防静电盒子、防静电手套责任人报告对象相关记录参考《IPC-A-610D》电烙铁温度:390±5℃参考《IPC-A-610D》ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC检验记录表》操作员组长/拉长《QC检验记录表》《ICT样板测试记录表》设备技术员设备主管《ICT维护及点检记录表》操作员组长/拉长《QC检验记录表》《CFT样板测试记录表》设备技术员设备主管《CFT维护及点检记录表》ESD防护2次/天组长拉长《手腕带检测记录表》生产质量100%操作员组长/拉长《QC 检验记录表》包装R防静电盒子、防静电胶箱、防静电手套ESD防护2次/天操作员组长《手腕带检测记录表》审核参考《IPC-A-610D》防静电手腕带、手指套、条行码100%参考《IPC-A-610D》ICT测试R RS-16.贴条码测试仪(捷智 JET-300NT或振华 T623F电脑及传输设备、40G6731针床样板校验参考40G6731合格样板100%样板校验气压(4.0Kgf/C㎡-6.0Kgf/C ㎡参考40G6731合格样板S-18功能测试R 功能测试工装S-17编写批准S-19QC生产质量总检R防静电手腕带、防静电手套、5×放大镜(CTBRAND NO:CT-200M、防静电胶箱、QC印章参考《IPC-A-610D》S-20.。
SMT标准QC工程表

随机 批
目检测试
品保
1次
稽核日报表 抽检履历表
100% 日 目检 生产线 首件检查表
文件编号 产品名称 工程名称 制程内容
PCB/LCD 热压
H
HW-I-QC018 管制项目
热压参数 拉力
QC工程表
管制标准 检查日报表
热压参数:参见《热压参数对照表》 (低温测试)感应纸颜色须明显均匀 1. 每条金道重合必须2/3以上 2. 金道间不可有气泡 3. 热压片分割宽度1cm 的三部分由下往上 90度稳定速度拉起,拉力≥500g
规格型号:与机器是否一致 外观:依制程检验规范
SOP
C
包装
规格型号 外观
规格型号:与机器是否一致 外观:依制程检验规范
SOP
K 成品入箱 数量,品名
IPQC 巡检/抽检
针对所有工站稽核相关品质
检验规范
依出货检验规范、AQL抽样水准进行抽检
SOP AQL
陈颖
仪器 设备 工/治具
吹尘枪 秒差仪
制定日期 修改日期 抽样设定
烤箱 SOP 炉温温度测 1次 批
试仪
测试
生产/品 首件检查表 COB
保
稽核日报表
(PCB)时间:25-30ms,功率115±5mw,压
力24-29g。
时间功率压力 (IC)时间:20-25ms,功率92±4mw,压力
O
拉力范围
23±3g
晶片表面焊 焊点直径
拉力范围 >6g(管制范围9±3g),
接 线弧度弧高 焊点直径是线径1.3-1.8倍
样本 100% 100% 100%
频率 日 日 日
2011/3/4
检查 方法 目检 目检 测试
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
SMT(QC工程图)
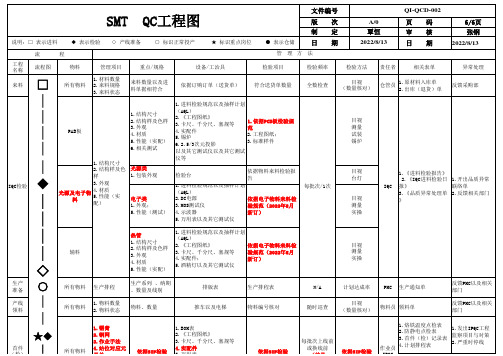
页 码6/6页 审 核张钢 日 期2022/8/13工程名称流程图物料管理项目重点/规格设备/工治具检验项目检验频率责任者相关表单异常处理来料所有物料1.材料数量2.来料规格3.来料状态来料数量以及进料单据相符合依据订购订单(送货单)符合送货单数量全数检查仓管员1.原材料入库单2.出库(退货)单反馈采购部PAB板1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)6.相关测试1.进料检验规范以及抽样计划(AQL)2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件5.锡炉6.2.5/3次元投影以及其它测试仪以及其它测试仪等 1.依据PCB板检验规范2.工程图纸;3.标准样件光源类1.包装外观检验台依据物料来料检验报告电子类1.外观;5.性能(测试)1.进料检验规范以及抽样计划(AQL)2.DC电源3.MOS测试仪4.示波器5.万用表以及其它测试仪依据电子物料来料检验规范(2022年8月新订)辅料热管1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)1.进料检验规范以及抽样计划(AQL)2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件;5.酒精灯以及其它测试仪依据电子物料来料检验规范(2022年8月新订)生产准备所有物料生产排程生产系列 、纳期、数量及线别排版表生产排程表N/A PMC 生产通知单反馈PMC以及相关部门产线领料所有物料 1.物料数量2.物料状态物料、数量推车以及电梯物料编号核对随时巡查物料员领料单反馈PMC以及相关部门1.烙铁温度点检表2.防静电点检表3.首件(检)记录表4.计划排程表1.发出IPQC工程监察项目与对策2.严重时停线依据SIP检验1.《进料检验报告》2.《IQC进料检验日报》3.《品质异常处理单》1.开出品质异常联络单2.反馈相关部门SMT QC工程图每批次/1次每批次上线前或换线前IQC作业员依据SIP检验1.BOM表2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件依据SIP检验1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)1.锡膏2.钢网3.作业手法4.站位对应元□|||||◆||||◇○||★◆光源及电子物料所有物料目视(数量核对)IQC检验首件目视(数量核对)目视测量试装锡炉目视台灯目视测量实操目视测量实操计划达成率说明:□ 表示进料 ◆ 表示检验 ◇ 产线准备 ○ 标识正常投产 ★ 标识重点岗位 ● 表示仓储日 期2022/8/13流 程管 理 方 法检验方法文件编号QI-QCD-002版 次A/0制 定覃恒。
SMT 工艺QC工程图

管理方法 頻率
每罐
方法
物料員填進料日期 線長確認回溫使用 技術員確認是否清 洗幹凈和張力 換線時確認3片抽 檢 每片測5點
工具
目視外 包裝 目視張 力計 機器屏 幕顯示 厚度量 測儀 擦拭紙 清洗劑 目視 程式軟 件 LCR表 LCR儀 鑷子目 視 屏幕顯 示 秒表 屏幕顯 示 目視
記錄
錫膏管制表錫 膏管制標簽 鋼板出進記錄 鋼板驗收報告 印刷參數記錄 表 錫膏SPC管 制表 印刷擦拭記錄 表 目檢日報表
9
焊接
零件在 預定溫 度下焊 接在 PCB上
測溫儀
測溫儀
溫度曲線 生產工藝流程 變更通知書
目檢作業規 範 目檢員 掃描作業規 範 品保生產巽 常處理規定 檢測作業規 範 維修作業規 範 掃描作業規 範 bga rework 作業流程 X-Ray檢測 作業規範 品保檢驗作 業流程目檢 作業規範 掃描作業規 範轉板作業 流程 目檢員 助工& & 線長 測試員 技術員 維修員
工具
目視 零件計 數器 計數器 目視料 盤數量 目視料 盤數量 零件計 數器
記錄
批次發料單 領料狀況表 領料狀況表 記錄發料狀 況 ic類 a料依 班別發料記 錄發料狀況 記錄退料清 單上
相關 規定
責任 人
領料員 生管 線長
其它事項
1
領料
依生管排 程之工令 機種.上線 前24小時 領料 依料站表 分正反面 備料 客供料&a 料發至生 產線 多發物料 退至倉庫 MSD元件 去濕,提高 產品良率, 防止板起 泡 確認燒錄 軟件正確
管理方法
工具 測溫儀 測溫儀 記錄 溫度曲線 溫度曲線 profile 測溫 工作指示 相關規定
責任 人
SMT QC工程图
制定:
1.烘烤箱 1.記錄表 1.作業指導書 1.錫膏 攪拌機 1.厚薄規 1.保養 記錄表 每日保養 1.保養 定期保養 記錄表 溫度 測試機 1.保養 記錄表 記錄表 2.檢驗規範 1.作業標準書 1.作業標準書 1.作業指導書 1.記錄表 1.作業指導書
1.手自動印刷機 2.手動/自動印刷機 中(高)速機 迴焊爐 溫度測試器 放大鏡 顯微鏡
正確位置方向的料件 泛用機
檢驗規範 首件檢查 1.BOM
電表、烙鐵 放大鏡 測試治具 電表、烙鐵 放大鏡 放大鏡
1.作業標準書 2.一般檢驗規範 作業標準書 1.作業標準書 2.一般檢驗規範 一般檢驗規範
每片 每片 每片 每批
100﹪ 100﹪ 100﹪ AQL
電表
生產日報 1.作業標準書 表 表 2.檢驗規範
目檢員 SMT主管 測試員 測試課長 維修員 維修課長 品管
通知該單位主 管處理 通知該單位主 管處理 通知該單位主 管處理 通知該單位主 管處理
測試治具 測試日報 作業標準書 電表 示波器 維修日報 作業標準書 表 檢驗報告 1.檢驗規範 表 2.出貨檢驗程序
MIL-STD-105E表
核准:
審核:
SMT QC工程圖 流程圖 工程名稱
資材 倉庫 NG OK 倉庫領料/ 驗收 烘烤 錫膏 回溫攪拌 錫膏印刷 零件裝著 迴焊 NG OK 首件檢查 1.依每批製造工單/ 材料明細單 核對物料確實無誤 1.PCB/BGA/CHIP IC 烘烤時間/溫度 排除水氣 1.攪拌均勻 2.排除水氣 1.PCB上錫膏 正確的放置零件 焊錫熔接 首件產品確認 印刷品質 程式名稱 1.Reflow參數設定 2.Profile 1.零件數值規格 方向位置 2.表面黏著精度 焊接外觀 檢修 OK NG OK OK NG OK 出貨 出貨抽驗 確保產品品質 符合允收標準 NG 維修 維修不良品 焊點外觀 ICT 區分良品/不良品 良品/不良品標示 檢出不良品並維修 1.焊點外觀 時間設定 1.攪拌機 2.冰箱 2.烤箱 1.零件規格數量廠牌 1.板車 2.BOM / ECN / DCN
SMT标准QC工程表

烤箱 炉温温度测 试仪
1次
批
测试
生产/品 首件检查表 COB 稽核日报表 保
O
SOP
邦机 拉力计
100%
首件 生产/品 测试/目检 日 保
邦机参数对照表 拉力记录表 X-R管制图 COB稽核日报表
B
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
检查日报表
望线
打线品质
SOP
显微镜
100%
日
生产线/ 检查日报表COB 稽核日报表 品保
文件编号 产品名称 工程名称 制程内容 管制项目
QC工程表 管制标准
制定 审核 工程规范 仪器 设备 工/治具
制定日期 修改日期 抽样设定 样本 频率 检查 方法
版本 页别 权责 单位
试用版 1/6 品质记录 异常处理
网板张力:30~50牛顿/CM 网板张力 网板寿命:依张力测试结果定 网板寿命 网板清洁管理 清洁:1次/25片
日 首件
测试
生产/品 保
首件检查表 X-R管制图
外观检验
封胶高度 、范围
SOP
100%
日
目检
检查日报表 品保 生产线 COB稽核日报表
COB成品测 测试程序 试
测试步骤
测试治具 万用电表 稳压电源
100%
日
测试
生产线
检查日报表 首件检查表 稽核日报表 抽检履历表
IPQC
巡检/抽检
针对所有工站稽核相关品质 检验规范 SOP 依COB的SOP/检验步骤、AQL抽样水准进 AQL 行抽检 剥FILM:FILM不能有破损折皱现象 擦LCD:LCD不能有缺角,破损,刮伤 擦PCB:金手指不能断裂,污垢,刮伤 SOP
SMT QC工程图

料号并签名,IPQA盖章
颗粒是否与工单相符
上线前确认每盘IC的极性
100%
SPI
印刷操作员 1. 首件 制程人员 2. 每PCS
IPQC巡检记录表
NXT
设备工程师 设备操作员
1.首件
换料记录表
XPF/XP243
设备工程师 1. 首件 设备操作员 2. 每PCS
换料记录表
根据各机型图纸对每个元件设定影像比对
检查频率
程序设定 AOI不良确认 不合格处理 不合格数目 温度设定 链条速度 程序名称
检查频率
程序设定 AOI不良确认 不合格处理 不合格数目
不良品隔离 不良品标示
依SPI工艺参数设定
当检测到不良时需确认是否为真正的不良,并按
照不良处理流程处理
经修理过后的产品须重新测试
SPI操作指引
同一不良现象连续出现5块,需反馈给SPI工程处
分板 PCBA维修 OQC抽检 贴片IPQC
不合格数目 分板程序 除尘 外观检查 静电防护 物料正确性 维修质量 外观质量 返修次数
标示卡确认
外观抽检 不合格处理 盖合格章 首件检查 物料核查 制程抽检
巡检
不良品隔离 不良品标示
转板 插件 后焊 剪脚
状态标识 时效性 产品防护 静电防护 静电防护 物料正确性 插件作业
1.首件 2.每PCS
制程工程师
1. 2.
首件 1次/天
操作员
1.首件 2.每PCS
首件确认记录表 炉温曲线 SMT检查记录表
撕金手指后再检视
撕胶带时不允许使用尖锐利器(如镊子,美工刀
等)
工作台上只允许单一工单的产品
SMT外观检验指导书 NA
SMT质量QC工程图

Daily
PQC
IPQC稽核报告
试产 量产 量产
静电防护 工具温度控制 洁静度控制 温湿度控制
Daily
PQC
全检
SMT工序作业指导书
IPQC巡检日报表(制 程) IPQC巡检日报表(材 料)
FPBA首件检验 作业指导书 抽检
FPCA首件检验记录 FPCA半成品检验报告
首件 批
功能外观 外观 静电防护 温湿度控制 洁静度控制
PQC
调
装配线IPQC 巡线作业指导书
IPQC稽核报告 IPQC巡检日报表(制 程) IPQC巡检日报表(材 料)
试产 量产 量产
手指套配戴 测试条件 照度控制 物料放置 洁静度控制 温湿度控制 静电防护
纠正和预防措施行 动报告
Daily
PQC
点
装配线IPQC 巡线作业指导书
IPQC稽核报告 IPQC巡检日报表(制 程) IPQC巡检日报表(材 料)
手指套配戴 sensor面防护 洁静度控制 温湿度控制 静电防护
纠正和预防措施行 动报告
Daily
PQC
芯片底 部填充
装配线IPQC 巡线作业指导书
物料放置 试产 量产 量产 棉棒更换 产品放置数量 擦拭纸更换 乙丙醇放置 洁静度控制 温湿度控制 乙丙醇用量 sensor面防护 作业手法 静电防护 手指套配戴 纠正和预防措施行 动报告
纠正和预防措施行 动报告
分板
装配线IPQC 巡线作业指导书
IPQC稽核报告 IPQC巡检日报表(制 程) IPQC巡检日报表(材 料) IPQC稽核报告 IPQC巡检日报表(制 程) IPQC巡检日报表(材 料) IPQC稽核报告 IPQC巡检日报表(制 程) IPQC巡检日报表(材 料)
总厂IPQC工程图(SMT组)

贴片领料记录表
喷码上料记录表
设备点检表
首件确认表 上料记录表
设备点检表 炉温参数设置记 录表 全检记录表
试用版 1/6 品质记录 异常处理
维修记录表
SMT巡检表 制程抽检表
全检记录表 物料交接记录表
SOP SIP
喷码机
200
每批
目检
SMT 设备
SOP SIP
锡膏印刷机 锡膏搅拌机
1次
日 目检/测试 换机种
SMT 设备
锡膏印刷 锡膏保存期限 锡膏保存期限:自生产日期起6个月 锡膏保存温度:3℃~10℃ 锡膏保存温度 锡膏搅拌速度 锡 搅拌速度:1000 锡膏搅拌时间:搅拌3~5分钟 膏搅拌时间 工单要求 物料件上机 chip 贴片 组件位置/极性 贴片机保养 气压设置 要求 :BOM、附件 物料件上机:核对料站待上线物料 组 件位置:极性 :NL 首件:BOM核对 电流,串联,并联 贴片机保养:依保养计划 气 压设置:0.5-0.6mpa
测试
SMT 品检部
测试治具
SMT
文件编号 产品名称 流程图 所以模组防水/不防水产品 管制项目 无杂物、多件、 断路、短路、反 贴、浮高、错件 、缺件、损件、 锡量不足、锡量 过多、锡尖、虚 焊等现象 巡检/抽检
日上光电有限公司 QC工程图
管制标准
制定 审核 工程规范
焦飞龙 仪器 设备 工/治具 测试治具 可调电源 亚克力板 万用表
SOP SIP
搅拌机/冰箱
1次
1罐
依仪器显示 为标准
SMT 设备
BOM 派工单
贴片机
1次
日 首件
目检
SMT 设备
回流焊
温度、速 度
SMT修理室 QC工程图

XX数码电子有限公司
FLOW CHART
◇
工程名
管理项目
■ 不良检出 Rework品显 微镜 检查
■ 不良检出
◇
Rework品 特性检查
◇
■ 不良检出 Rework品显
微镜
检查
◇
Rework品 最终检查
■ 不良检出
◇
Rework品 X-RAY检查
■ 不良检出
Rework QC工程图
标准编码 : XX 制定日期 : 09.10.05 修改日期 : 2012.04.03 Revision : 02
管理项目
■ Rework 设备管理
○
Rework 准备
■ [共同] Rework时 不良预防
○
Rework
■ LED Rework时 不良预防
Rework QC工程图
标准编码 : XX 制定日期 : 09.10.05 修改日期 : 2012.04.03 Revision : 02
管理条件/Spec
■ 周期性 Rework 设备点检 -. Earth Bend 电阻测试 :1MΩ±20% -. 烙铁机 温度测试 : 375℃±15℃ -. 烙铁机绝缘阻抗测试: 2MΩ以上 -. 烙铁机 漏电测试 : 1V以下 -. 烙铁机 Tip更换 : 无白化 -. 热风机 温度测试: 300℃±20℃ -. Hot Plate 温度测试:280℃±20℃ -. 清洗刷 ,Flux用 毛笔 清洗 -. 超声波清洗液的更换. ■ Rework Lot管理表的 特殊事项确认 ■ 不良Tag去除 级 Flux 最少量使用 ■ 根据作业标准 实施Rework ■ 实施Rework品 清洗 ■ 少件 Rework后 相关Point 实施数据检查 ■ 特殊产品 构成 个别Lot ■ Rework时 发生的 报废品 实施“X”标识 ■ 作业区域指定 : 待作业、完成、不良 ■ Rework后 LED破损检查 ■ Rework时 注意LED Tilt ,Shift ■ LED 更换前 确认Rank ■ LED更换时 更换FPCA 全部LED ■ Rework后 LED清洗时 使用 棉棒 IPA ■ 根据作业标准 实施Rework
SMTP板QC工程图
KG-PE-QR-006-C31.QA检查1.参照相关检验标准检查《QA 作业指示书》 1.放大镜AQL 标准:1.《多发不良处理2.按规定进行抽检《外观检查标准书》3.塞尺.钢尺、卡尺QA 作业员严重:0.4流程》3、IPM1、DB1高度控制在9±0.5mm 《抽样计划》3.防静电手环手套.QA 班长一般:1.02.《异常联络管理4.S 面出脚控制在1.5~4.0mm;4.防静电手环.规定》32.ICT 测试1.ICT测试程序对板进行测试.《作业指示书》 1.ICT测试机,针床.ICT测试员 1.ICT人员发现同样不 1.《多发不良处理2.最多连续测2次;<检查记录>TR-518FE/Tescon P66工程师良内容3台,立即报告.流程》2.防静电手环、手套.2.100%测试,记录不良2.《异常联络管理3.样板.数据.规定》33.FCT 测试1、.按照FCT 测试仕样书要求作业《作业指示书》 1.FCT测试机.1.FCT人员发现同样不 1.《多发不良处理2、良品与不良品区分放置、<检查记录>2.防静电手环、手套.FCT测试员良内容3台,立即报告.流程》并做好标识3.样板.工程师2.100%测试,记录不良2.《异常联络管理基板确认FCT 后进行测试。
数据.规定》34.贴标签1.标签规格:13X25mm 《作业指示书》 1.贴标签(完成品线)100%检查1.《多发不良处2..防静电手套、手环作业员每小时班长抽样检查和巡检.理流程》班长2.《异常联络管生产主管4.生产日期、机种名称、系列号.理规定》1.根据最新有效BOM 和工程文件.品证主管2.确认部品漏插.偏移.歪斜.浮起等不良.1.扶正歪斜元件,不要压坏基板.检查技术2.已测,未测,测试不良和良品区分ICT 标记:1.标作业前确认标签品番、规格2.无异物残留、刮花、破损。
3.确保标签贴付在要求范围内。
1.已测和未测试基板区分放置,检查技术测试的良品和不良品基板标识2.使用FCT 良品和不良品样品OKFCT 测OKNGICT 测NG贴标签OKNGQA 检。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特性管理 管理频度 关联文 件
温度保管 确认表
资材部品名
加工及供 应商
其它部品
检查规格
检查方 法
备注 管理频度 关联文件
Solder
- 保管期限 - Lot No - 保管 温度
Solder 保管
KS 0901-401-01
-作 业指导书:NC Program确认 - NC Program:安 装位置确认
KS0901-401-08
- Reflow
- Belt Speed - Zone别 Setting 温度 - 实施检查员实名制度 - 不良部位 标识 - 修理品再 确认 - 不良 发生时工程 F/B - Bit交换周期 - 异物祛除时 损坏数量 Gate : 10 ~ 24sh Control : 3 ~ 6sh Source : 8 sh 以下 - 작업장 대청소: 1回/周 - 压着着 - 压着温度(1, 2次) - 压着时间 - Tool 平行度 -修理品再 确认 - 指定 问题点检查 1回/ 以上 交换记录
部分指定机 种的特定部 位
Marking List
- Model 混入不可. - 满足外观检查基准书项目
外观
全数
作业日报
性能检查
KS0901-401-13
- 性能 检查机
- 输入电压 - PCB上.下板有无干涩 -作 业顺序遵守 (Control 部分)
- Connector Pin变形确认
- 塑料 Pag - Pad - Box
管理编号 制定日期 PAGE
KS 0901-401 2001. 11. 01 1/1 投入资材.部品
改 正 履 历
1 2 3
担当
生技组长
生产组长
QA组长
⊙ (S.M.T) Q.C 制造工程 图⊙
工程名 工程名 关联标准 No 设备名
- 冰箱 - 搅拌机
决 裁
工程图式 检查项目 准备 工程 本工程
重点管理 制造(作业)条件
1回/日
Bare P.C.B
客户 提供
-免检
PCB 保管
KS 0901-401-02
- 资材仓库 - 温度 : 21 ~ 25℃ - 湿度 : 50 ~ 60% -Mc Dray : 20%以下 1回/日 温/湿度确 认表
其它部品
客户 提供
-免 检
部品保管
- 资材仓库
Screen Mask - Mask - Squeegee -洗 涤液 -Clean Paper - Model别部品
- Profile Check
温度测定
1回/月
பைடு நூலகம்
File
Visual Test
KS0901-401-09
- Visual Tester
- 满足外观检查基准
外观
全数
工程日日不良 部分机种目视检查 (机种别检查方法分类表) 统计
Rout
KS0901-401-10
- Router
- PCB铜板露出不可 - Burr 0.4mm 以 内 (但是, LP104 Series 0.2mm以内)
-目 视 - RUPE
全数
- F.P.C
(F.P.C 安 装 )
KS0901-401-11
- Welding机
Setting시
- Short, Open 不可 - F.P.C烧伤不可 - P.C.B变形不可
破损检查
1回/2hr
作业日报
※根据 Model 别作业工程不 同
目视检查
KS0901-401-12
包装
KS0901-401-09
- Model 别 包装基准 - Connector Tape 安 装
出 货检查
KS1001-301
- Model 混入不可 - 数量确认 - 满足外观检查基准 - 不可有 异物
-外 观 - 尺寸
样品(抽出 一个)
检查确认表
KS 0901-01 서식01
광성전자㈜
B4(364× 257)
해주
-机种别 - 尺寸规格状态 - Pattern
Mask 接收
해주
KS0901-401-02 / -03
-印刷机
-印刷厚度. 现象
Model 交换时
初品确认表 部品交换 记录 / 误插检查 确认表
- 印刷 状态 ① 未上 锡 ② 납무너짐 ③ 번짐
目视
1回/2hr
初品确认表
设备 Setting
KS0901-401-06 / -07 - 部品 贴装机