连铸设备管理信息系统
连铸设备管理信息系统
连铸设备管理信息系统摘要:随着社会化大生产的发展,科技的进步和计算机网络的飞速发展,现代化冶金企业需要降低成本,提高劳效,实现精细管理和精准控制,利用计算机技术,把企业各项管理进行固化,大大的提高了企业管理水平,降低了管理成本。
因此,本系统主要是采用计算机系统对连铸设备进行精细管理管理。
本系统采用C/S模式,使用VB作为开发语言,用SQL Server 2000开发后台数据库。
本系统分数据库管理和用户界面两部分。
系统功能分为维修管理和备件库房管理两部分。
一是维修管理,从设备缺陷的发现,进行故障叫修,故障的处理、故障处理后的验收进行全闭环的管理,责任明确,设备问题得到及时修复,每个维修员工的绩效也同时得到体现。
二是备件库房管理,从物品的支领入库、库房摆放管理、出库使用、物品报废、物品的修复进行了闭环管理,防止了物品的浪费,查找备件提高了效率。
本系统使用使用后,实现了信息互通和共享,提高了工作效率,减少了设备隐患,通过员工业绩评价提高了员工的积极性。
关键词VB、SQL Server 2000、C/S、设备管理AbstractAlong with the socialized big production development, the technical progress and the computer network rapid development, the modernization metallurgical industry needs to reduce the cost, enhances the fatigue effect, the realization fine management and the fine accurate control, using the computer technology, carries on enterprise each management the solidification, the big enhancement business management level, reduced the management cost.Therefore, this system mainly is uses the computer system to carry on the fine management management to the continuous casting equipment.This system uses the c/s mode, use VB as a development language, developed using SQL Server 2000 back-end database. -Database management and user interface of the system in two parts. Maintenance management and spare parts warehouse management system functions are divided into two parts. A maintenance management from the device discovery of the defect, fault, fault handling, troubleshooting after the acceptance of full-closed loop management, accountability, equipment issues have been repaired in a timely manner, each service employee's performance is also reflected. Second, spare parts warehouse, placing paid storage, of goods from the Treasury management, library use, scrap, repair of the goods for a closed-loop management, preventing the waste of an article, find spare parts increased efficiency.Use after use of the system, enabling information exchange and sharing, improved productivity, reduced equipment risks, increase staff motivation through employee performance evaluation.Keywords VB、SQL Server 2000、C/S、device management目录摘要: (I)Abstract (II)目录 (III)第1章绪论 (1)1.1 课题研究现状分析 (1)1.2 选题的目的及意义 (1)第2章系统需求分析 (1)2.1 问题的提出 (1)2.2 系统的设计目标 (1)第3章系统设计方案 (2)3.1 系统平台概述 (2)3.2 系统功能设计 (2)第4章数据库表的设计 (3)4.1 数据库表概述 (3)4.2 数据库表详细显示 (3)4.2 数据库的连接 (6)第5章系统硬件及网络设置 (8)5.1 系统概况 (8)5.2 硬件设置 (8)第6章系统模块设计及调试 (9)6.1 系统登录界面 (9)6.1.1 登录界面 (9)6.2 日常维修管理 (12)6.2.1 叫修记录表 (12)6.2.2 维修记录表 (12)6.3 物料消耗管理 (13)6.3.1 入库 (13)6.3.2 出库 (13)6.3.3 机旁库状态 (14)6.3.4 仓库管理 (15)6.3.5 货物信息管理 (17)6.3.6 货物存放管理 (19)6.3.7 供应商管理 (19)6.4 维护设置 (21)6.4.1 区域管理 (21)6.4.2查看日志 (22)6.4.3修改密码 (27)6.4.4用户管理 (28)6.4.5换用户登录 (29)结束语 (1)参考文献 (1)致谢 (1)第1章绪论近年来,随着计算机技术、网络技术与网络通讯技术的高速发展与应用,计算机在各行各业中的应用越来越广泛。
宝信MES BM2 V2.2

1 综述BM2以大型钢铁企业实施综合自动化技术为背景,建立以MES(制造执行系统)为核心的综合自动化整体解决方案。
建立按合同组织全过程生产和管理的全流程管控一体化的信息集成模型,进行一贯质量管理、一贯计划管理、一贯材料管理以及整个合同生命周期的(实时)动态跟踪,缩短成品出厂周期以及生产周期,加快货款回收,提高产品质量和档次。
BM2设计基于国外现有的信息系统软件的分析,兼容相关工业标准,采用了中间件技术、三层结构技术等先进技术,同时,又兼顾了目前我国冶金企业信息化水平发展的现状和业务特点以及对企业信息系统的具体需求,通过开发具有自主版权的企业应用支撑平台,建立一个高效、安全、可靠的企业应用集成基础框架,为开发、部署、集成和管理企业应用提供支持2 管理理念宝信BM2软件不仅为企业提供了一个生产组织高效管理的平台,其本身还蕴含了先进的管理理念:以满足用户需求为目标(最大限度满足用户的需求);灵活的生产组织方式(按合同组织与按库存组织兼融);以财务为中心(物流、信息流、资金流的同步);以质量为核心(按“标准+用户特殊要求”组织生产);实现集中一贯管理(合同、计划、质量、物料);适应柔性制造(实时动态调整)。
3 宝信BM2软件的主要功能BM2产品包括10大模块,其中一个为高级管理功能。
如图1图1.BM2各功能模块以订单、计划、物料为管理对象,实现高效精细化管理,功能模块之间高度整合,形成从订单录入到成品出厂合同结案的信息闭环处理(如图2)。
图2.3.1.1 订单管理提供标准接口,接受ERP系统下达的合同订单数据,作为整个MES系统管理的源头。
在无上层ERP系统的情况下,也可通过系统自身提供功能界面,直接录入合同订单信息。
通过合同信息接收转换模块,完成用户订单信息到生产合同信息的转换。
为每一份用户合同(订单)建立起对应生产合同信息,为生产管理实现“按合同组织生产”提供必要合同数据准备。
3.1.2 生产管理生产管理改变传统的生产合同执行过程粗放式管理模式,强化按合同组织生产,提高合同完成率,增强计划执行有效性。
连铸二级扇形段智能控制系统
第38卷2020年第1期(总第205期)
连铸二级扇形段智能控制系统
使用与维护
王国强 (鞍钢股份皱鱼圈钢铁分公司炼钢部 营口 115007)
【摘 要】 介绍了轶钢皱鱼圈分公司连铸扇形段系统的总体结构。介绍了连铸二级系统动态棍缝控制、轻 压下及软夹紧模型的应用。介绍了应用过程控制系统来实现连铸机棍缝的合理设定,从而实现提高板坯质量的 目的。
在采用液压调整的扇形段的情况下,成功尝 试动态辐缝模式下的软压下应用是可能的,铸流 的固化动态过程如图4所示。
铸流长度/m
图5热流跟踪
每个扇形段的软夹紧模式被ASTC在线系统 所设定并控制,因为只有在线系统知道铸坯的中 心温度轮廓。
3在线应用 在鞍钢陵鱼圈连铸二级系统中,HMI辐缝值
的实时变化如图6所示。在一般浇铸过程中,开浇 前引锭杆插入过程中使用静态辗缝引锭杆模式, 开浇后,执行动态辐缝模式。每一个扇形段的设 定信息与实际信息都能从HMI图中得到。
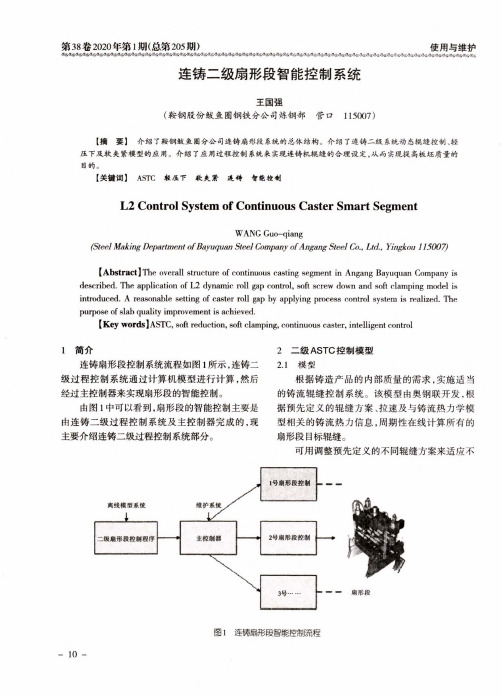
由图1中可以看到,扇形段的智能控制主要是 由连铸二级过程控制系统及主控制器完成的.现 主要介绍连铸二级过程控制系统部分 。
2二级ASTC控制模型 2.1模型
根据铸造产品的内部质量的需求,实施适当 的铸流辐缝控制系统。该模型由奥钢联开发,根 据预先定义的辐缝方案、拉速及与铸流热力学模 型相关的铸流热力信息,周期性在线计算所有的 扇形段目标辑缝。
动态模式的运行依赖于二冷水的运行模式, 只有二冷水为动态二冷水时,辐缝执行动态模式, 否则执行静态辗缝。
有时还需要必要的HMI操作数据。 输出量包含设定点和附加信息。设定点包
钢铁企业产销ERP及MES介绍-16:9
MES的一贯制产品质量管理
引入覆盖产品生产全制程的一贯制产品质量设计功能和完 善的质量管理控制功能,对产品生产的投入、在制、产出、 质量判别进行精细化的管理,为生产组织的产品工艺分解、 需求编制、调度、业务控制提供有效手段。
MES实现生产全过程的信息跟踪
从原料入厂开始一直到产品出库的各个生产环节,实现 生产订单、生产计划、单件物料的生产及质量等信息的全过 程跟踪,实现各种信息的可追溯性。
中厚板MES 热轧MES
冷轧MES(包括镀锌、彩涂)
型材MES
型材MES 线材MES(包括棒材)
无缝MES
化检验MES 包括原料、产成品的化验及检验 生产调度管理
MES基本设计原则
MES基本设计原则:
1 以产销ERP设计思想为准则,细化ERP的 产品质量设计,已满足生产的实际需要;
2
以现场实际生产工序为基础,规范相同生 产工序的生产作业标准流程及内容;
将取样、制样、收样化验环节有效贯穿 • 内部抽查管理
化检验MES
化检验系统特点:
条码技术应用
1
2 检验流程贯穿
3 结果自动判定修约
化检验MES主要功能
生产调度管理
生产调度实行多级管理,在各分公司及所属各厂矿 分别设有调度室,由总调负责统一的生产组织与协调。
系统的主要功能包括:矿山、原燃料、铁前、炼钢、 轧钢、运输、能源动力、质检、应急预案、地理、调度 交待、视频监控、短信平台、综合、系统通讯、历史数 据、系统维护等管理。
04 实现了货款的全程跟踪
产销一体化系统成本管理系统
主要功能模块:
成本中心管理
报表管理
内部订单管理
获利能力分析
产品成本计划
钢铁行业智能制造与高效生产方案

钢铁行业智能制造与高效生产方案第一章智能制造概述 (2)1.1 智能制造的定义与意义 (2)1.2 钢铁行业智能制造的发展趋势 (3)第二章钢铁行业生产现状与挑战 (3)2.1 钢铁行业生产现状分析 (3)2.2 钢铁行业面临的挑战 (4)第三章智能制造技术与应用 (4)3.1 人工智能在钢铁行业的应用 (4)3.2 互联网钢铁行业 (5)3.3 大数据与云计算在钢铁行业的应用 (5)第四章钢铁行业智能制造关键技术与装备 (6)4.1 自动化控制系统 (6)4.2 与智能装备 (6)4.3 信息化管理与优化 (7)第五章智能制造在钢铁生产中的应用 (7)5.1 炼铁炼钢过程的智能制造 (7)5.2 轧钢过程的智能制造 (7)5.3 后处理与物流环节的智能制造 (8)第六章钢铁行业高效生产方案 (8)6.1 生产流程优化 (8)6.1.1 流程设计与重构 (8)6.1.2 生产计划与调度 (8)6.1.3 信息技术的应用 (9)6.2 设备管理与维护 (9)6.2.1 设备选型与配置 (9)6.2.2 设备运行维护 (9)6.2.3 设备更新与技术改造 (9)6.3 质量控制与改进 (9)6.3.1 质量管理体系建设 (9)6.3.2 质量检测与监控 (10)6.3.3 质量改进与创新 (10)第七章智能制造与高效生产的集成 (10)7.1 集成策略与框架 (10)7.1.1 集成策略概述 (10)7.1.2 集成框架设计 (10)7.2 系统集成与协同 (11)7.2.1 系统集成 (11)7.2.2 系统协同 (11)7.3 智能制造与高效生产的数据交互 (11)7.3.1 数据采集与传输 (11)7.3.2 数据处理与分析 (11)7.3.3 数据共享与协同 (11)7.3.4 数据可视化与监控 (12)第八章钢铁行业智能制造与高效生产的实施 (12)8.1 项目规划与管理 (12)8.1.1 项目目标设定 (12)8.1.2 项目实施步骤 (12)8.1.3 项目管理与监督 (12)8.2 技术培训与人才储备 (12)8.2.1 培训内容 (12)8.2.2 培训方式 (13)8.2.3 人才储备 (13)8.3 政策与法规支持 (13)8.3.1 政策支持 (13)8.3.2 法规支持 (13)第九章智能制造与高效生产的效果评估 (13)9.1 评估指标与方法 (13)9.2 经济效益分析 (14)9.3 社会效益分析 (14)第十章钢铁行业智能制造与高效生产的发展趋势 (15)10.1 技术发展趋势 (15)10.2 行业发展前景 (15)10.3 国际合作与交流 (15)第一章智能制造概述1.1 智能制造的定义与意义智能制造是依托于新一代信息技术,特别是物联网、大数据、云计算、人工智能等技术的深度融合,对制造过程中的物料流、信息流、资金流进行智能化管理,以实现生产效率提高、资源优化配置、产品质量提升和成本降低的一种新型制造模式。
炼钢作业部连铸机械点检员(液压)岗位规范
版本/修改: /
首钢京唐钢铁联合有限责任公司岗位规范
年
月
日实施
3.2.3.1 熟悉设备维护保养制度,能够发现并消除设备存在的一般缺陷。 3.2.3.2 能够判断设备是否处理故障状态,并能正确处理。 3.3.3.3 能够按文明生产相关要求进行设备调整和保养。 3.3.4 文字水平与语言表达能力: 3.3.4.1 能按要求填写设备运行记录、操作记录。 3.3.4.2 联系工作口齿清楚,语言表达流畅、准确。 3.3.5 合理化建议与技术革新能力:能对本岗位设备、操作等方面的改进提出合理的想法和建 议。
3、任职资格
3.1 基本要求 3.1.1 职业素养 3.1.1.1 爱岗敬业,有强烈的敬业精神和责任感,原则性强; 3.1.1.2 具有良好的职业操守,踏实、稳重、精细、执行力强。 3.1.2 教育与经历 3.1.2.1 具有高中或中专及以上文化程度。 3.1.2.2 具有本作业区或相关岗位一年以上的培训及工作经历。 3.1.3 培训:经连铸生产工艺、产品质量管理、产品结构、安全知识、机械点检员等培训合格, 持证上岗。 3.1.4 身心素质:身体健康,视、听、嗅觉正常,能适应点检工作。 3.2 知识要求 3.2.1 掌握所辖液压设备的工作原理、 结构构造和运行维护特点, 熟练掌握液压设备点检知识。 3.2.2 熟悉所属区域生产的工艺流程。 3.2.3 掌握液压故障诊断技术基本知识,熟练掌握液压专业点检工具的使用方法。 3.2.4 能够看懂液压原理图纸,液压元件的样本。 3.2.5 熟知设备保养及维护制度。 3.2.6 熟知本专业的技术标准、操作规程、以及事故处理方法。 3.2.7 熟悉本区域危险源种类和防护措施。 3.2.8 了解本区域的环境因素,熟悉本区域污染物的处理和污染防治措施。 3.2.9 熟知 TS16949 和 ISO9000 等质量体系有关设备管理方面、产品质量管理方面专业知识 3.2.10 掌握 ISO10012, 2003 测量管理体系有关设备管理方面的专业知识和 GB/T23331 钢铁行 业能源管理体系实施准则的要求 3.2.11 了解环境、职业健康及其他体系要求的知识 3.3 技能要求 3.3.1 领会技术文件能力:能看懂本岗位安全规程、岗位技术操作规程及与本岗位有关的技术 资料。 3.3.2 操作能力: 3.3.2.1 熟练使用点检仪对所辖设备进行点检工作,并对点检数据进行处理,能够按要求操作 设备管理信息系统。 3.3.2.2 会重大风险的应急处理,会事故预案中预防事故的处理。 3.3.3 设备调整与保养能力:
炼钢作业部连铸专业工程师(铸机)岗位规范

版本/修改: /
首钢京唐钢铁联合有限责任公司岗位规范
年
月
日实施
计划,加以完善。 7.7.3 每月月底完成负责区域内各项考核统计、并上报工作。 7.7.4 整理汇总月度基础管理台帐。 7.4 季工作 7.4.1 完成作业区积分工作。 7.4.2 完成季度各项工作总结,上报作业区。 7.5 年工作 7.5.1 每年 1 月份完成上年度本单位工作总结,按领导要求制定本年工作计划。 7.5.2 配合身缠技术室完成年度重点工作。
版本/修改: /
首钢京唐钢铁联合有限责任公司岗位规范
年
月
日实施
炼钢作业部连铸专业工程师(铸机)岗位规范
1、岗位基本信息
岗位名称 连铸专业 工程师(铸 机) 王胜东 岗位编码 所属部门 连铸二区
最高职级 编写/修改人
作业班制 审核人
日班 王国瑞
直接主管 批准人
区主任 陈爱军
2、岗位描述
在连铸二区主任的带领下,负责生产过程中的技术、操作指导等工作,保证铸机生产顺稳 运行,生产合格产品。
第 1 页 共 4 页
版本/修改: /
首钢京唐钢铁联合有限责任公司岗位规范
年
月
日实施
3.2.4 协调能力:能团结员工,正确处理好上、下级关系,协调好与相关职能部门间的业务关 系。遇到意见分歧时,能依据实际情况,从解决问题出发,积极协调处置。 3.2.5 创造能: 能够经常检查自己的工作效果,寻找工作中存在的问题,不断学习新知识和 新经验,改善工作方法,提高工作效率。 3.2.6 会使用数理统计及专业知识解决技术问题。 3.2.7 能够跟踪和指导操作人员改进质量管理工作。 3.2.8 能阅读专业英文资料。 3.2.9 能够运用外语进行一般的专业技术交流。
宝钢的生产管理系统介绍

宝钢的生产管理系统介绍宝钢是中国最大的钢铁企业之一,拥有完整的生产链条和世界一流的生产管理系统。
宝钢的生产管理系统是通过信息技术与自动化技术相结合,实现对生产过程的监控和管理的一种先进的生产管理体系。
下面将介绍宝钢的生产管理系统的特点和功能。
首先,宝钢的生产管理系统采用了先进的信息技术,包括物联网、云计算、大数据分析等。
通过在生产环节中引入传感器和数据采集设备,将各个环节的关键数据实时传输到系统中。
同时,通过云计算和大数据分析技术,对所收集到的大量数据进行处理和分析,实现对生产过程的实时监控和分析。
这样,宝钢的管理人员可以随时了解到生产过程的情况,及时做出决策和调整,提高生产效率和产品质量。
其次,宝钢的生产管理系统具有集成化的特点。
基于企业内部的ERP系统,将生产计划、物料管理、设备管理、质量管理等各个环节进行集成,并与供应商和客户的系统进行连接。
这样一来,可以实现从订单到生产计划再到生产执行,再到产品出库和配送的全过程管理,从而提高了生产的灵活性和效率。
此外,宝钢的生产管理系统还具有高度自动化的特点。
通过引入自动化设备和智能机器人,实现生产过程的自动化控制和操作。
例如,在宝钢的钢铁生产过程中,采用了先进的连铸技术和轧制技术,实现了从原料到成品的全自动生产过程。
而且,系统中还具备智能检测和报警功能,及时发现和处理生产过程中的异常情况,保障产品质量和生产安全。
最后,宝钢的生产管理系统还具备强大的数据分析和决策支持功能。
通过对生产过程中所收集到的数据进行分析和挖掘,可以发现生产过程中的潜在问题和改进空间,从而进行优化和调整。
同时,系统还配备了决策支持功能,提供了一系列的报表和指标,帮助管理人员进行决策和评估。
总的来说,宝钢的生产管理系统是一个先进、集成化、自动化的管理体系。
通过引入先进的信息技术、自动化设备和智能机器人,实现对生产过程的实时监控和管理。
同时,系统还具备数据分析和决策支持功能,帮助企业管理人员进行决策和优化。
(信息与通信)DCS系统概述

故障诊断与处理
故障诊断
通过分析数据异常和报警信息,快速 定位故障原因。
故障处理
提供应急预案和处理措施,确保故障 得到及时处理和恢复。
优化与调度
优化功能
根据历史数据和实时数据,优化设备运行参数和工艺流程,提高生产效率和产 品质量。
调度功能
根据市场需求和生产计划,合理安排生产任务和资源,确保生产线的连续和高 效运行。
DCS系统通过中央控制器或主站,将各个现场设备连接起来,形成一个完整的控 制系统。系统中的各个设备之间通过网络进行数据交换,实现信息共享和控制协 同。
DCS系统的特点
分布式结构
实时性
DCS系统采用分布式结构,各个设备独立 运行,互不影响,提高了系统的可靠性和 稳定性。
DCS系统具有实时性,能够快速地采集和 处理数据,及时响应设备的状态变化和控 制需求。
应用软件
根据特定行业和工艺需求开发的控制算法、监控 程序等。
工具软件
用于开发、测试和维护系统软件的工具。
网络构成
控制网络
连接控制器、输入/输出模块等硬件设备,传输实时数据和控制指 令。
通讯网络
实现系统内部和外部的数据传输和通讯,包括以太网、工业以太网 等。
监控网络
连接人机界面设备,传输操作员监控数据和指令。
全性。
05 DCS系统案例分析
案例一:某化工厂的DCS系统应用
总结词
提高生产效率
详细描述
DCS系统在化工厂的应用,通过集中控制和分散操作的方式,提高了生产效率,降低了人工干预,确保了生产过 程的稳定性和安全性。
案例二:某电力企业的DCS系统应用
总结词
优化能源管理
详细描述
在电力企业中,DCS系统用于优化能源管理,实时监控和调整发电厂的运行状态,提高了能源利用效 率,降低了排放,为企业的可持续发展做出了贡献。
铝锭连续铸造机组-中国有色金属标准质量信息网
《铝锭连续铸造机组》编制说明(预审稿)兰州爱赛特机电科技有限公司2016-7-26《铝锭连续铸造机组》(预审稿)编制说明1.工作简况1.1 项目背景和立项意义铝是国民经济建设和国防科技工业发展不可缺少的重要基础原材料,广泛应用于电力、军工、航天航空、交通运输、建筑、包装等领域。
我国的电解铝产量占有世界电解铝产量的50%以上,2015年达到了2800多万吨。
铝锭连续铸造机组是有色工业电解铝生产中的主要关键装备,是专门用于生产重熔铝锭的自动化生产线,具有铸造、冷却、堆垛、捆扎打包和成品运输等多道生产工序,是集机、电、光、液、气于一体的自动化成套冶金装备。
铝液从混合炉流出,经溜槽流入铸造机船形浇包再经分配器均匀等量注入到铸模而成型。
在铸造机上浇注的铝锭经间接水冷却至500℃以下并打印、脱模,然后进入冷却运输机进行喷淋冷却,直接水冷至50℃以下后运输至堆垛系统。
通过堆垛系统的翻转机构和层整列输送装置编排成层,通过层码垛机器人在成品输送机上实现铝锭逐层码垛(每垛十一层,第一层四块,其余皆为五块)。
码垛完成后,成品输送机步进两个工位进行打捆。
打捆完成后,由转运机构将铝锭垛运输至称重系统在线称重、输出过磅数据并打印标签。
将标签贴在铝垛上后,运输叉车将铝锭垛运输到成品库。
铸造、打印、冷却、堆垛、计量、捆扎等工序全部为自动化操作。
长期以来,国内普遍采用16t/h铝锭连续铸造机组和小型的4.5t/h的半连续铸造机组,但是随着国内外电解铝产量和消费量的持续增长,市场迫切需求生产效率更高的大吨位机型,从近几年来看,电解铝生产企业普遍要求22t/h及生产效率更高的机型,小吨位机型基本被淘汰。
就大吨位机型来说,生产效率、铝锭表面质量和可靠性是制约铝锭高效连续铸造机组的三大技术难题。
装备效率提升难:高速生产中,因铝锭形状非规则、重量重(20~25Kg/块)、体积大,在不同功能单元设备间高速传输铝锭位姿稳定转换控制难,尤其在码垛环节,铝锭需按块搭接、按层码垛,且非规则形体和刚性冲击致使码垛系统精确停位、快速搭接难,装备效率提升难以实现;铝锭表面质量控制难:为保证高速下电解铝溶液充分凝固与冷却,生产传输线变长,带来传输链爬行、窜动与设备冲击、振动、磨损等多种效应复合放大,传输系统稳定性差,铝锭表面褶皱(“水波纹”)加剧;可靠性保障难:连铸生产线高速不间断生产特点致使人工难以参与生产过程,为确保铝锭在不同功能单元设备间高速平稳传送,铸造、冷却、运输等各功能单元设备接口处及预定工序需设计多种自动化装置处理各种事件或异常,这些装置之间信息交互、融合决策难,要求检测、运行、控制执行元件及机构全天候运行无故障,可靠性保障难。
西门子PLC在板坯连铸系统中的应用

要 作用包括 : 完成各 工艺装置 的逻辑/ 序控 制和操作 , ① 顺 工 艺参 数 的设 置 ; 工 艺 参 数 、 ② 设备 状 态 的显 示 和 报警 及 工 艺 流程 画 面 的监 控 ; 过 程 控 制 及计 算 机 的 通 信 等 。L ⑨ 2的 作 用 包 括 铸 机 的模 型 计算 、 数 设 定 、 量 跟 踪 等 。 参 质 在 网络 配 置 上 , 助 OS ( 借 M 以太 网 交换 机 ) 成 本 高 效 低 率地 建 立 交 换 机 网 络 , 由 OMC( 纤 收发 器 ) 网络 部 件 再 光 将 的 l0 / 0 Mb s全 双 工 双 绞 线 接 口 转 换 为 光 纤 接 口 接 人 工 业 以 太 网 内 , 过 TC /P协 议 实 现数 据 交换 。 L 与远 程 1 通 PI PC /
O、 变频 器 之 间 的 通 讯 通 过 P oiu — r f sDP网 实 现 。P oi u — b r f s b
电 气 传 动 采 用 的 是 西 门 子 公 司 S MOVE T MAS I R —
T R I S 6 E 0系 列 的 和 M I R E DR VE S 7 C OMAS ER 4 0系 列 T 4
基 础 自动 化 系 统 以 西 门 子 P C 控 制 装 置 为 核 心 , L 由公 用 P C 铸 流P C、 表 P C、 割 P C 和 各 远 程 站 组 成 。 L 、 L 仪 L 切 L 其 中公 用 P C、 流 P C和 仪 表 P C采 用 的是 德 国西 门 子公 L 铸 L L 司的 P C S —0 L 74 0系 列 产 品 , 割 P C 采 用 的 是 S — 0 切 L 73 0系 列 的产 品 。 远 程 站 1O 采 用 德 国 图尔 克 的 产 品 。 而 /
mes系统介绍技术文件全

功能特点
MES系统主要功能介绍-计划管理
MES系统功能介绍
MES主要功能介绍
基于信息共享的透明工厂-生产管理
MES系统主要功能介绍-生产管理
板坯库
工装管理
管制中心
接收指示
生产厂 Level2
核心工序 : 铁水预处理->转炉->CAS->LF->VD->RH->CCM->剪切
●精炼等待(S2)
●Slab切割 等待(S3)
●轧制指示等待 (S4)
装炉
轧制
切割
出炉
外观检查实绩
C/B
●轧制 等待(R1)
●切割 等待(R2)
●最终判定 等待(R3)
●出炉等待(RA)
●轧制等待(RC)
●C/B入库 等待(RD)
●切割等待(RE)
●检查等待(RF)
●最终检查等待(RG)●外观检查判定 保留等待(RH)●热处理入库 指示等待(RI)
系统功能
可配置约束及排产规则管理基于多阶段、多目标的综合优化技术通过甘特图实现自动可视化的计划排程与调整功能数学模型及算法应用
功能特点
MES系统主要功能介绍-计划管理
一体化工序计划
工序计划根据每一个客户订单的具体要求,进行专门的物料设计,通过建立系统算法模型完成工序计划的快速自动编制,同时考虑各工序的生产节奏和工艺规范要求,实现各工序作业计划的同步优化和衔接,统一组织全生产线的工序作业计划达到产线生产计划与各工序的生产能力和谐匹配。
过程质量数据采集质量过程追溯质量控制过程评价质量过程统计分析
功能构成
宝钢电炉、圆(方)坯连铸三电系统概要

宝钢电炉、圆(方)坯连铸三电系统概要0 引言宝钢直流电炉、圆(方)坯连铸工程为宝钢三期工程项目之一,主体工艺设备及三电系统分别由法国CLECIM和意大利DANIELI公司引进,其装备水平属当今世界上较先进水平,合同于1994年签定,1997年6月15日开始设备热试运转,建成投产后年产100万t钢水,铸成96万t圆(方)坯。
三电系统包括基础自动化、过程控制、生产控制和管理三级计算机系统。
工厂自动化系统与公司管理计算机系统有机整合,形成管、线材等生产的综合一贯管理,以达到提高产品的产量和质量、节能、省力、降低成本,在满足市场要求的同时,获得最大的盈利。
1 工艺及主要设备简介工艺设备及物流概要见图1。
电炉(EAF)采用一电(源)双炉座的150t超高功率直流电弧炉,以废钢和铁水为原料,冶炼石油用管钢、高压锅炉管钢、帘线钢、冷镦钢等诸多优质钢种的钢水。
钢包精炼炉(LF)将电炉熔炼的钢水采用交流供电加热进行成分、温度微调,成为合格的钢水。
真空脱气装置(VD)用高架坑式的真空装置将钢包内钢水净化,满足高级钢种的质量要求。
连铸机(CC)采用一机六流圆、方可更替的高速连铸机,将钢水铸成钢管所需的圆坯和线材所需的方坯,一个铸机最多连浇10炉。
铸坯空冷场(BY)连铸机生产的圆、方坯在场内冷却、进行质检和必要的处理,然后将合格的铸坯送到钢管厂和线材厂,少量外供。
废钢料场(SY)符合要求规格的各种废钢在废钢料场按类堆放,根据计算机下达的品种数量装卡车运往电炉厂装篮。
铁水(HM)高炉铁水通过混铁车运到电炉厂,然后按需倒入铁水包兑入电炉。
2 三电系统概要2.1 系统配置信息流及相关接口见图2。
三电系统配置如图3所示。
L3采用1台DEC Alpha 2100;L2采用2台DEC Alpha 2100和1台DEC Alpha 1000;L1采用18台S5 155U。
2.2 特点(1)采用网络及分布式技术电炉、圆(方)坯连铸工艺设备的特点是工艺设备分布较分散,作业连续化,高速化程度要求不高(连铸部分要求高些),所以采用分散控制集中管理显得尤为重要,分布式控制的基础是必须实现数据传送的网络化,本系统在工厂自动化内采用3级网络控制。
炼钢生产工艺信息系统的开发与应用

3 系统运 行环境
3 1 服 务器 .
同理 ) 同时 将 钢水 包 重 量 信 息传 送 到 生 产 工艺 信 ,
息 系统 , 于钢水重 量 的准确 采集 , 便 实现 A包和 B 包
数 据库 系统 对 服务 器 的技 术需 求 , 般要 求 服 一 务器 系统 C U要处 理 能力 强 , O处 理 能力 强 , 统 P I / 系
钢近40 t 0万 。
3 信息的处理和存储 。将采集的工艺信息进 ) 行 加工处 理 , 存 到历史数 据库 中。 并保
13 关 键技术 .
1 . 电子标 签天车 定位 识 别 系统 .1 3
现有系统中 , 铁炉 、 水预处理 、 炉 、 混 铁 转 精炼 和铸 机 等工 序 基本 上 达到 了全 面 P C 仪 表 检 测控 L、
设 备 带有 的操 作 系统 基 于 Wid w C M技 术 , no s O 在 天 车 P C数 据 采 集 时 , 利 用 O C的 自动 化 接 L 可 P 口, 现 工控 机与 P C的联 接 。通过 开 发 O C客 户 实 L P
要求 , ~般要求 使用冗 余 电源 , 好是 N+ 冗 余 电源 最 I 来实现 ; b 用对服 务器 的技术需 求 , 要通过 多 We 应 需 路 或高 的处 理 能 力强 的服 务 器 系 统来 完 成 。综 合 考虑 , 选择 惠普服务 器 HPPo i t L 8 G …。 rLa 50 5 nD
示 与 管 理 系 统 : 拟 工 艺 卡 片 的功 能 , 询 和 显 示 模 查 自动采 集 的工 艺信 息 , 录入 本 ] 序 的相关 信息 。5 I ) 生 产历 史数据 查询分 析系统 。
利用 限位 技 术来 自动识 别 大包 回转 台位 置 , 选 择合 适 位置 安装 好 限位 开关 , 当钢水 重 包放 到 回转 台 A臂 上时 , 上 的限位接 通 , 系统将 确认 钢水 A臂 则 包 已经 放 到 A臂 上 ( 当钢水 包 放 到 回转 台 B臂上 时
连铸工作总结范文连铸设备工作总结写
连铸工作总结范文连铸设备工作总结写产品质量与管理的重要。
服务与管理的重要。
没有范文。
以下供参考,主要写一下主要的工作内容,如何努力工作,取得的成绩,最后提出一些合理化的建议或者新的努力方向。
工作总结就是让上级知道你有什么贡献,体现你的工作价值所在。
所以应该写好几点:1、你对岗位和工作上的认识2、具体你做了什么事3、你如何用心工作,哪些事情是你动脑子去解决的。
就算没什么,也要写一些有难度的问题,你如何通过努力解决了4、以后工作中你还需提高哪些能力或充实哪些知识5、上级喜欢主动工作的人。
你分内的事情都要有所准备,即事前准备工作以下供你参考:总结,就是把一个时间段的情况进行一次全面系统的总评价、总分析,分析成绩、不足、经验等。
总结是应用写作的一种,是对已经做过的工作进行理性的思考。
总结的基本要求1.总结必须有情况的概述和叙述,有的比较简单,有的比较详细。
2.成绩和缺点。
这是总结的主要内容。
总结的目的就是要肯定成绩,找出缺点。
成绩有哪些,有多大,表现在哪些方面,是怎样取得的;缺点有多少,表现在哪些方面,是怎样产生的,都应写清楚。
3.经验和教训。
为了便于今后工作,必须对以前的工作经验和教训进行分析、研究、概括,并形成理论知识。
总结的注意事项:1.一定要实事求是,成绩基本不夸大,缺点基本不缩小。
这是分析、得出教训的基础。
2.条理要清楚。
语句通顺,容易理解。
3.要详略适宜。
有重要的,有次要的,写作时要突出重点。
总结中的问题要有主次、详略之分。
总结的基本格式:1、标题2、正文开头:概述情况,总体评价;提纲挈领,总括全文。
主体:分析成绩缺憾,总结经验教训。
结尾:分析问题,明确方向。
3、落款署名与日期。
主要写一下工作内容,取得的成绩,以及不足,最后提出合理化的建议或者新的努力方向。
:总结,就是把一个时间段的情况进行一次全面系统的总检查、总评价、总分析、总研究,分析成绩、不足、经验等。
总结是应用写作的一种,是对已经做过的工作进行理性的思考。
西门子MES介绍
应用MES(生产执行系统),对工厂进行整体优化摘要:中国加入WTO以后, 中国的钢铁工业面临诸多挑战, 如更加灵活的生产, 更苛刻的质量要求以及具备竞争力的成本。
这些目标只有通过投资具有成本效益的生产线,使用最新的科技才能够达到。
目前,独立的生产线的自动化水平和优化程度已经很高,进行进一步改进的空间非常有限。
而ERP(企业资源策划)系统仅局限于总体生产计划的编制,并没有考虑设备的实际状态和生产线的工艺约束。
因而现代化的工厂需要通过使用最新技术,联合多个独立的生产线组成一个优化的生产链并连接基础自动化级,过程级与管理级。
根据MESA(制造执行系统协会)的定义,MES是对从下达订单到生产出最终成品的生产过程进行优化的信息系统。
本文详细描述了钢铁工业MES系统的不同功能模块和典型的系统结构。
通过分析一个具有成熟功能的实际案例,揭示了MES系统为工厂的所有者带来的效益。
正文MES系统是企业信息化建设的重要组成部分中国加入世界贸易组织后,中国的钢铁工业正在面临几个主要的挑战;它们是:∙更为灵活的生产钢铁工业的客户期望在定单执行、定单修改方面有更大的灵活性,同时缩短和保证交货时间。
∙产品质量方面的更高要求对于所有客户的复杂产品结构,卓越的产品质量是企业成功的关键因素。
同时,国际质量标准要求详细而完整的产品生产质量文档。
∙具有竞争力的成本定位具有竞争力的价位是能够在国际化的钢铁市场中生存的重要因素。
这必须通过以提高生产率,设备作业率为手段,提高产量和经济效益才能够达到。
所有这些目标,只有通过投资具有经济效益的生产线并使用最新科技才能够实现。
目前,独立的生产线的自动化程度和优化水平已经很高,进一步改进的空间非常有限。
另一方面,ERP (企业资源策划)系统局限于总体生产计划的编排,而没有考虑设备的实际运行状态和生产线的工艺约束。
因而现代化的工厂需要现代科技作为企业信息化建设的重要组成部分,联合多个独立的生产线构成生产链(水平集成),并连接生产层与管理层(垂直集成)。
PLC在4号板坯连铸系统中的应用
20 0 7年第 1期
柳
钢 科
技 中的应 用 L
黎 华
( 转炉厂 )
摘 要
关键词
主要介绍 了柳 钢 4号板 坯连 铸 的 自动 系统 ,以及 P C在该 系统 中 的应 用 。 L
PC L 连铸 机 远 程站 变 频器 Pe b- P rf s D a
工 艺 参 数 、设 备状 态 的显 示 和 报 警 及 工 艺 流 程
画 面 的 监 控 ; ( )过 程 控 制 及 计 算 机 的 通 信 3 等 。L 2的功 能包括铸 机 的模 型计 算 、参 数设 定 、 质量 跟 踪等 。
在 网 络配 置上 ,上位 机 ( ic 操 作 站 )与 wne
式 的 选 择 以 及 故 障 报 警 、操 作 记 录 、实 时 趋 势 和 历 史 趋 势 曲线 等 。 从 而 满 足工 艺 模 型 自动 控 制 、工 况 监 测 、安 全 生 产 、介 质消 耗 计 量 等 要
2 自动 控 制 系 统
根 据 4号 板 坯 连 铸 机 生 产 工 艺 的 特 点 ,该
求 ,实现 自动化 系统 的人 机接 口功能 。
22 基础 自动 化 系统 .
该 控 制 系 统 以西 门子 P C 控 制 装 置 为 核 L
维普资讯
柳
钢 科
技
2 0 年第 1 07 期
心 , 由公 用 P C、铸 流 P C、仪 表 P C、切 割 L L L
21 人 机 接 口 HMl .
20 5 mm 规 格 的板 坯 。 在该 板坯 的 自动化 控 制 系 统 中 ,P C及其 网络 以其 接 口简 单 、组态 方 便 、 L 编 程容 易 、实时性 强而 得到广 泛 应用 。
连铸主控室操作工岗位职责
连铸主控室操作工岗位职责1、传达分厂或车间的指令到相应的岗位,如定尺长短、钢种、热送与否等信息,开浇或对接之前通知相关岗位作好相应的预备,待各个岗位工作预备就绪,通知分调已具备接收钢水条件。
2、负责对三路水(结晶器水、二冷水、设备水)各管路、各阀门的巡检、试水、送水和停水工作。
3、服从机长的指挥,在P3和P4工的监护下完成穿引锭和开浇时的收引锭工作。
4、负责对所属设备各相应的操作按钮、转换开关、阀位和指示灯等的点检和维护。
5、浇注过程中按照铸坯的拉速和铸坯的质量状况,按照阀门的敏捷度及生产中遇到的事故对二冷水做自动或手动的变换控制。
浇注过程中必需随时观看铸坯的6、外观及表面质量状况,有问题准时汇报机长及相关单位并实行相应的措施。
7、按照设备回水井的水位做好设备循环水的平衡调整,同时做好各路水的班中巡检工作,发觉问题准时处理。
8、预备好记录所需的纸和笔,照实做好主控岗位各种原始记录的记录工作,参与各种事故分析会,做好事故的分析工作。
9、听从班长及工段长的工作布置,保质保量地完成各项检修任务,做好有关部门及车间分配的暂时任务。
10、穿戴好劳保用品,遵守好各种平安规则制度。
11、维护好本区域的场地卫生,做好场地卫生及交接班工作,做到平安、文明、有序生产。
篇2:主控室操作工岗位职责1、听从工段布置,严格按操作规程仔细、工整、真切、精确地作好操作原始记录。
2、仔细观看仪表、水流量、水压、水温等各种设备运行状况,并准时作好记录,发觉异样要准时向机长及调度室报告,并通知修理人员处理。
3、做好控制系统的操作,准时把握从系统里传输的信息并准时通知有关人员按系统信息举行操作。
4、仔细把握钢水拉速及钢水的连接工作及中包工操作状况,并准时向调度室报告、联系。
5、负责主控室设备、交接班本及室内卫生和工具柜的管理工作,损坏、走失应准时报告。
6、负责发射源的保管、监督使用工作,准时照实填写发射源的去向、所处状态,确保发射源不走失。
基于自适应控制的连铸自动加保护渣机器人系统
基于自适应控制的连铸自动加保护渣机器人系统
周俊[1];徐海宁[1];钱志友[2]
【期刊名称】《南钢科技与管理》
【年(卷),期】2018(000)004
【摘要】连铸加保护渣模式现有两种:一是人工加渣,劳动强度大,工作环境恶劣,不能实现勤加、少加、均匀加;二是用摇臂式或机器人地面行走式方式加渣,一方面设备占地空间大,作业覆盖半径大,在连铸平台相对狭小的空间里,人员无法正常走动,一旦发生事故,不利于安全生产;另一方面不能与现场设备、信息系统的交互,不能实现智能加渣。
基于现状,提出一种带有可调整参数的自适应控制的连铸自动加保护渣机器人系统,实现生产过程自动化。
【总页数】3页(P36-38)
【作者】周俊[1];徐海宁[1];钱志友[2]
【作者单位】[1]江苏金恒信息科技股份有限公司;[1]江苏金恒信息科技股份有限公司;[2]第一炼钢厂
【正文语种】中文
【中图分类】TP242
【相关文献】
1.连铸保护渣自动给料机驱动系统改进 [J], 梅金波;陈益伟;施永明
2.自动加渣机器人在板坯连铸中的应用 [J], 蔡常青;王龙飞
3.小方坯连铸自动加保护渣的研究与实现 [J], Yu Hui; Jiang Guocai; Wang
Zhuhong; HuangZhenghua; Hu Xinyu
4.连铸结晶器保护渣自动添加系统设计 [J], 刘春晖;牟辉龙;张政;黄存款;王立强;杨军坤
5.板坯连铸结晶器保护渣自动加渣技术的探讨 [J], 王莹叶;李保才;王伟
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业论文论文题目:连铸设备管理信息系统姓名:张士慧学号:200902486976学习中心:专业:计算机科学与技术指导教师:闫晓东二〇一一年十月毕业论文承诺书提示:根据北京语言大学网络教育学院论文写作的规定,如发现论文有抄袭、网上下载、请人代写等情况,毕业论文一律不及格。
同时取消学士学位申请资格。
毕业论文不及格者,可申请重写一次,并按重修缴纳费用。
本人承诺:本人已经了解北京语言大学的毕业论文写作的有关规定;本人的论文是在指导教师指导下独立完成的研究成果。
整篇论文除了文中已注明出处或引用的内容外,绝没有侵犯他人知识产权。
对本论文所涉及的研究工作做出贡献的个人和集体,均已在文中以明确方式注明。
签名:__张士慧___ 日期:___2011-10-16______连铸设备管理信息系统作者: 张士慧指导教师:闫晓东(指导教师职称)摘要:随着社会化大生产的发展,科技的进步和计算机网络的飞速发展,现代化冶金企业需要降低成本,提高劳效,实现精细管理和精准控制,利用计算机技术,把企业各项管理进行固化,大大的提高了企业管理水平,降低了管理成本。
因此,本系统主要是采用计算机系统对连铸设备进行精细管理管理。
本系统采用C/S模式,使用VB作为开发语言,用SQL Server 2000开发后台数据库。
本系统分数据库管理和用户界面两部分。
系统功能分为维修管理和备件库房管理两部分。
一是维修管理,从设备缺陷的发现,进行故障叫修,故障的处理、故障处理后的验收进行全闭环的管理,责任明确,设备问题得到及时修复,每个维修员工的绩效也同时得到体现。
二是备件库房管理,从物品的支领入库、库房摆放管理、出库使用、物品报废、物品的修复进行了闭环管理,防止了物品的浪费,查找备件提高了效率。
本系统使用使用后,实现了信息互通和共享,提高了工作效率,减少了设备隐患,通过员工业绩评价提高了员工的积极性。
关键词VB、SQL Server 2000、C/S、设备管理AbstractAuthor: zhangshihui Tutor: yanxiaodongAlong with the socialized big production development, the technical progress and the computer network rapid development, the modernization metallurgical industry needs to reduce the cost, enhances the fatigue effect, the realization fine management and the fine accurate control, using the computer technology, carries on enterprise each management the solidification, the big enhancement business management level, reduced the management cost.Therefore, this system mainly is uses the computer system to carry on the fine management management to the continuous casting equipment.This system uses the c/s mode, use VB as a development language, developed using SQL Server 2000 back-end database. -Database management and user interface of the system in two parts. Maintenance management and spare parts warehouse management system functions are divided into two parts. A maintenance management from the device discovery of the defect, fault, fault handling, troubleshooting after the acceptance of full-closed loop management, accountability, equipment issues have been repaired in a timely manner, each service employee's performance is also reflected. Second, spare parts warehouse, placing paid storage, of goods from the Treasury management, library use, scrap, repair of the goods for a closed-loop management, preventing the waste of an article, find spare parts increased efficiency.Use after use of the system, enabling information exchange and sharing, improved productivity, reduced equipment risks, increase staff motivation through employee performance evaluation.Keywords VB、SQL Server 2000、C/S、device management目录摘要: (III)Abstract.............................................................................................................................. I V 目录. (V)第1章绪论 (1)1.1 课题研究现状分析 (1)1.2 选题的目的及意义 (1)第2章系统需求分析 (1)2.1 问题的提出 (1)2.2 系统的设计目标 (1)第3章系统设计方案 (2)3.1 系统平台概述 (2)3.2 系统功能设计 (2)第4章数据库表的设计 (3)4.1 数据库表概述 (3)4.2 数据库表详细显示 (3)4.2 数据库的连接 (6)第5章系统硬件及网络设置 (8)5.1 系统概况 (8)5.2 硬件设置 (8)第6章系统模块设计及调试 (9)6.1 系统登录界面 (9)6.1.1 登录界面 (9)6.2 日常维修管理 (12)6.2.1 叫修记录表 (12)6.2.2 维修记录表 (12)6.3 物料消耗管理 (13)6.3.1 入库 (13)6.3.2 出库 (13)6.3.3 机旁库状态 (14)6.3.4 仓库管理 (15)6.3.5 货物信息管理 (17)6.3.6 货物存放管理 (19)6.3.7 供应商管理 (19)6.4 维护设置 (21)6.4.1 区域管理 (21)6.4.2查看日志 (22)6.4.3修改密码 (27)6.4.4用户管理 (28)6.4.5换用户登录 (29)结束语 (1)参考文献 (1)致谢 (1)第1章绪论近年来,随着计算机技术、网络技术与网络通讯技术的高速发展与应用,计算机在各行各业中的应用越来越广泛。
许多中小型工厂和企业也纷纷配备电脑,将各种资料数据转储到电脑,以实现各种资料的高速备份和随时查询。
今天,我们面临种种的困难和挑战,而最大的挑战是来自信息技术革命。
在进入21世纪的今天,信息技术革命正席卷全球。
随着社会化大生产的发展,科技的进步和计算机网络的飞速发展,现代化冶金企业需要降低成本,提高劳效,实现精细管理和精准控制,利用计算机技术,把企业各项管理进行固化,大大的提高了企业管理水平,降低了管理成本。
因此,本系统主要是采用计算机系统对连铸设备进行精细管理管理。
本系统采用C/S模式,使用VB作为开发语言,用SQL、Server 2000 开发后台数据库。
通过详细的需求分析,依据实际来确定设计目标,完善功能。
然后编程,调试。
1.1 课题研究现状分析信息技术是一个划时代的技术革命,它正在对整个社会各方面的发展起着深刻的影响,本人负责钢铁企业连铸设备的管理,包括备件管理、大型设备备件维修管理、设备点检管理等。
目前采用人工管理,有各种纸板记录,有的录入了电子表格EXCEL,存在查找困难,信息共享差,不能对各项工作实施监督等问题。
目前,连铸设备管理采用点检定修制,目前有15名点检员负责3条连铸生产线的管理,为了达到设备管理受控、高效、低成本运行的设备目的,需要一套管理系统作为支持,才能达到事半功倍的效果。
1.2 选题的目的及意义目前公司准备在年底增上设备PM管理系统,即点检定修系统,包括检修计划、外委设备修复等项目,但是不包括机旁库房的管理,不包括设备隐患的管理。
为了弥补PM管理的不足,本人设计一套根据自己工作结合密切的一套连铸设备管理系统,提供工作效率。
第2章系统需求分析2.1 问题的提出本人负责钢铁企业连铸设备的管理,包括备件管理、大型设备备件维修管理、设备点检管理等。
目前采用人工管理,有各种纸板记录,有的录入了电子表格EXCEL,存在查找困难,信息共享差,不能对各项工作实施监督等问题。
目前,连铸设备管理采用点检定修制,目前有15名点检员负责3条连铸生产线的管理,为了达到设备管理受控、高效、低成本运行的设备目的,需要一套管理系统作为支持,才能达到事半功倍的效果。
目前公司准备在年底增上设备PM管理系统,即点检定修系统,包括检修计划、外委设备修复等项目,但是不包括机旁库房的管理,不包括设备隐患的管理。
为了弥补PM管理的不足,需要一套计算机管理系统,作为补充,提高劳效。
2.2 系统的设计目标本系统分数据库管理和用户界面两部分。
系统功能分为维修管理和备件库房管理两部分。
一是维修管理,从设备缺陷的发现,进行故障叫修,故障的处理、故障处理后的验收进行全闭环的管理,责任明确,设备问题得到及时修复,每个维修员工的绩效也同时得到体现。
二是备件库房管理,从物品的支领入库、库房摆放管理、出库使用、物品报废、物品的修复进行了闭环管理,防止了物品的浪费,查找备件提高了效率。