包米勒具体调试流程
米勒中文用户手册

2006−01
工艺
MIG (GMAW) 焊 药芯焊丝 (FCAW) 焊 (气保或自保)
说明书
送丝机
S-75DX
请访问我们的网站
用户手册
文档: MIG (GMAW)
目录
第1部分:安全预防措施-使用前请阅读............................................................. 1 1-1. 符号使用..... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 1-2. 电弧焊危险......... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 1-3. 安装、操作和维护的其它符号................................ . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 1-4. (略)........................... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 1-5. 主要安全规范.............. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 1-6. EMF电磁兼容信息. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
包米勒伺服驱动器

伺服转换器 b maXX 3400 设计用于大约 3kW 的小功率范围。因为具有机架尺寸 22 到 36 的新的 DSD 系列动 态伺服电动机和鲍米勒线性电动机,鲍米勒公司正在提供完整的低功率系统,完全适合于包装、纺织工业或 小型机器人与搬运业的应用。
场总线 存储 模块
存储模块 参数存储器模块可存储 b maXX 驱动控制器上 的所有设定参数和所有定位曲线。只需简单地 插入模块,驱动控制器就可具备新参数。因为 参数模块是可插入式的,驱动装置可在更换后 立即使用,无须具备任何软件操作知识。没有 比这更简单的了。
100µs 周期内执行 1000 行 STL 语句,b maXX drivePLC 是世界上最快的 in-drivePLC。
电源模块的新进展
电源模块 关于电源模块,包米勒已经取得新的进展。通过内部串行通信,电源模 块与驱动控制器可以耦合在一起以提高诊断能力。 除了电源模块,同时还提供集成线路电压测量元件,以便元件可在全 世界不同网络中操作使用。
技术数据1)
制动能量 制动电阻以交流变换的形式动作并集成到驱 动装置中。再生电阻外置安装。这样,可减少 体积,整体装置获得最佳尺寸。
驱动控制器 b maXX 4400 根据矢量控制原理,具有最好的动态响应性能。集成位置环 控制、速度环控制与电流环控制,扫描周期为 125 µs。
支持的工作模式有:寻参考角、点动(传授)、参考、及电子齿轮同 步。
所有驱动参数的设定可以在数据存储器(最多可存储 8 个)中永久保存、 并可在线定义与转换。数据存储是通过数字 I / O、现场总线接口或 b maXX - drivePLC 转换。这意味着 b maXX 4400 可迅速灵活地适应生产过程的各 种变化。
数字 I/O 4 输入,24V 工业逻辑,分离式的 4 输出,24V 工业逻辑,分离式的,0.5A
调试手册
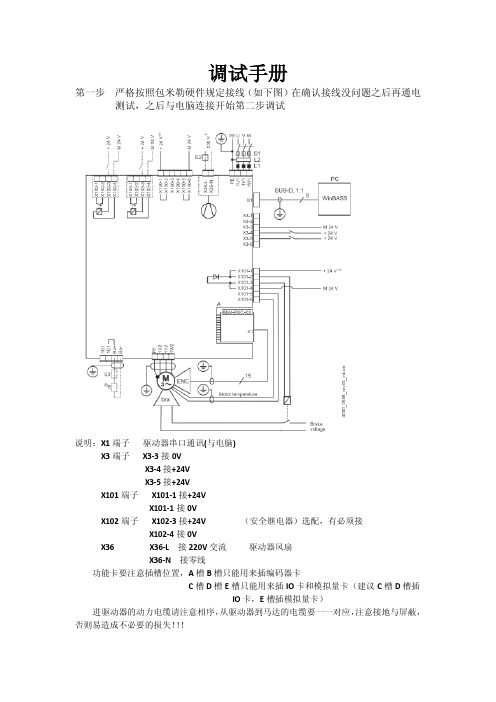
检查现场总线通讯 设定同步补偿和同步 允许值 检查控制线和抱闸功 能
检查抱闸 检查抱闸 检查抱闸 检查抱闸 检查控制抱闸的是否 是 DIO 模块。是否安 装在正确的位置并且 参数定义正确
故障排除方法 复制数据命令再执行 一遍 在 EEPROM 内的数据 是无效的,请确定所有 数据记录 EEPROM 错 误或描 述 错误 在 EEPROM 内的数据 是无效的,请确定所有
110
15…13 没有定义
141 到 143
P0210 编码器管理错误
位
错误含义
0
编码器 1 绝对位置未知
1
编码器 2 绝对位置未知
2
编码器 1 模块缺失
错误序列号 144 145 146
3
编码器 2 模块缺失
147
4
编码器模块测量值存储丢失
148
5
旋变编码器没有测量值存储功能
149
6
触发不可能,因为没有增量型编码器 150
到了这一步之后,保存以下配置的参数 点击这个图
鼠标右击这个图标
选择 save
然后点击 OK,等待约 20 秒后跳出“完成对话框”后进行下一步操作 点击这个图标
跳转到 driver manger 界面查看是否有故障,排除故障,然后清除系统错误
清除故障 系统故障报警区
这里勾选控制权,选择 by prodrive,去掉其他选项
点击这里
1、勾选这里,然后 点击上面的 start
2、等状态显示 Measure…….done
3、点击 Calculate
这样电流环就整定好了,后面基本不用再调整电流环增益。 然后再保存一次参数。
PROLINE PROMASS 40科氏力质量流量测量系统 操作指南
2 . 1 . 2传 感 器 铭 牌
图 2: Prom as s F 传 感 器铭 牌说 明 (示 例) 1、 订货 代码/系 列号 :见 订货 确认 单 上 对 于每 个字 母 和 数 字 含 义 的 描述 2、 标定 因子: 2 .50 0; 零 点: -6 3、 仪表 公称 直径: D N25 / 1 "
请注 意以 下几点: ·对 于用 于爆 炸 危险 场合 的仪 表, 操 作 手 册 内 必须 包括 独立 的 “Ex文 件 ”。 必
须 严格 遵守 本操作手册 和该 相关 文件中 的规 定,Ex文 件开 始部分 将指 明相 关 认 证和 证书 的 标 志 ( 欧 洲, 美国 ,加 拿 大) Ex 欧 洲 FM 美 国 SA 加 拿大 ·测 量仪 表遵 守 安全 操作 要求 ,符 合E N61 010, E N 61 3 26/ A1 ( EMC要 求)和
2 . 2 C E标 记 , 一致 性 声明
本仪表设计 符合 工程实际,满足最高安全 要求。出厂前经过测 试达到安全操作 标 准 , 本 仪 表遵 循符 合E N610 10“ 测量 、 控 制 、调 节和 实 验 室 用 电 气 设 备的 保 护 措 施 ” 和E N61 326 /A 1(EM C要 求 ) 的 标 准和 规则 。 本操作手 册 中描 述的 测量 系统 遵循EC导则 的要 求,E+H确认 本仪 表通 过测 试 并贴 上C E标记 。
提示: 所 有功能的详细描述,请查 阅“ 功能描述” 手册
第5页 第9页 第17页 第27页 第23页 第25页
故障 排除
如果 启动 后或 操作中发生 故障,要 从第35页 的检查 表开 始做 起。 这可 以使 你直 接找到问题 的原因和 修复 方法。
米勒PipePro300焊机建议操作手册

米勒PipePro300操作手册北京华盛海天科技发展有限公司制定: 闫磊版本: 130315一.常用操作术语●Pro-pulse --- 使用恒流的脉冲焊接法通过对峰值电流和基值电流的恒压控制进行操作。
自适应反应受峰值电流和最小电流控制。
优点是弧长较短,熔池控制水平更高,对焊嘴至工件的波动的容忍度更大,噪声较低,无电弧漂移,可提高在焊趾处填充焊缝的速度和沉积,并对装配不良和间隙有更高的承受能力。
●调节器 --- 用于改变或设定参数和功能的控制旋钮。
●电流 --- 指示焊接时的平均安培数和焊接结束时的 3 秒保持值。
●电弧调节值 --- 用于表示在脉冲焊程序中电长的调节量。
提高电弧调节值可增加实际弧长。
同样,减少电弧调节值可缩短弧长。
在熔化极保护焊(MIG)程序中,用电压值调节代替电弧调节值。
●电弧控制 --- 按下该按钮可在 MIG 模式中设定电感,或在脉冲焊、Pro-pulse 焊和 RMD-Pro焊中使电弧更锐利。
该按钮也可在手工电弧焊模式中设定电弧吹力。
●弧长 --- 焊丝末端至工件的距离。
●弧坑 --- 允许设定电弧端的电压值/电弧调节值、送丝速度和时间值(仅在“有电弧和有模拟输入”模式或“有电弧和无模拟输入”模式时有效)。
这些值可以由带文件管理/WaveWriter 软件的 PDA 来改变。
●气体类型 --- 选择应使用的保护气体。
●电感 --- 在短路 GMAW 焊中增加电感(而其它参数不变)将会减少每秒短路过渡的数目和增加电弧存在的时间。
增加电弧存在时间可提高焊接熔池的“流度”。
●熔化极保护焊 --- CV 焊法,单独设定电压和送丝速度。
●焊接方法 --- 对下列焊法所进行的选择:熔化极保护焊、脉冲焊、Pro-pulse 焊、RMD-Pro 焊、手工电弧焊、碳弧焊、药芯焊 (FCAW) 和提升引弧钨极氩弧焊。
●焊接方法设置 --- 输入程序的选择步骤。
●程序 --- 可提供八个有效的通道,用于选择各种焊接方法、焊丝类型和参数。
简明操作指南 - liquiline cm442r cm444r cm448r说明书
Products Solutions Services简明操作指南Liquiline CM442R/CM444R/CM448R通用四线制多通道控制器,适用于机柜盘装本文档为《简明操作指南》;不得替代设备随箱包装中的《操作手册》。
详细设备信息参见《操作手册》和网站上的其他文档资料:•/device-viewer•智能手机/平板电脑:Endress+Hauser Operations AppKA01160C/28/ZH/06.1871400391Liquiline CM442R/CM444R/CM448REndress+Hauser Operations App 2Endress+HauserLiquiline CM442R/CM444R/CM448R 目录Endress+Hauser 3目录1文档概述..........................................................................41.1安全图标............................................................................41.2图标................................................................................41.3设备上的图标.........................................................................41.4文档资料. (5)2基本安全指南.....................................................................62.1人员要求............................................................................62.2指定用途............................................................................62.3工作场所安全.........................................................................72.4操作安全............................................................................72.5产品安全............................................................................83到货验收和产品标识..............................................................93.1到货验收............................................................................93.2产品标识............................................................................93.3供货清单...........................................................................104安装.. (11)4.1安装条件...........................................................................114.2安装测量设备........................................................................144.3安装后检查.........................................................................175电气连接........................................................................185.1连接测量设备........................................................................185.2连接传感器.........................................................................215.3连接附加输入、输出或继电器...........................................................245.4连接数字式通信......................................................................265.5硬件设置...........................................................................295.6确保防护等级........................................................................305.7连接后检查.........................................................................316操作方式........................................................................326.1概述...............................................................................326.2通过现场显示单元访问操作菜单. (33)7调试.............................................................................347.1功能检查...........................................................................347.2开机...............................................................................347.3基本设置 (35)文档概述Liquiline CM442R/CM444R/CM448R 1 文档概述1.1 安全图标1.2 图标1.3 设备上的图标4Endress+HauserLiquiline CM442R/CM444R/CM448R文档概述1.4 文档资料下列文档是《简明操作指南》的补充说明,产品主页上提供以下文档资料:•《操作手册》:、、Liquiline CM44xR(BA01225C)、、、–仪表描述–调试–操作–软件说明(不包括传感器菜单说明,传感器菜单请参考以下独立手册)–仪表诊断信息和故障排除–维护–修理和备件–附件–技术参数•Memosens的《操作手册》:BA01245C–Memosens输入的软件说明–Memosens传感器的标定–仪表诊断信息和故障排除•HART通信型仪表的《操作手册》:BA00486C–HART现场设置和安装指南–HART驱动程序说明•现场总线和Web服务器通信指南:–HART:SD01187C–PROFIBUS:SD01188C–MODBUS:SD01189C–Web服务器:SD01190C–EtherNet/IP:SD01293CEndress+Hauser5基本安全指南Liquiline CM442R/CM444R/CM448R 6Endress+Hauser2基本安全指南2.1人员要求•仅允许经培训的专业技术人员进行测量系统的安装、调试、操作和维护。
PARKER-安装调试.

卸荷阀的压力调节 为了使得不需要的流量通过卸荷阀进行无压循环,以减少 定量泵系统发热。
泵和元件 应注意泵和液压元件以及电气元件的特殊的启动说明。下 面只是最重要的的提示。
z泵 当泵首次运行时,压力调节应保持低些,这样会对泵有 益。当为变量泵时,压力补偿器应调节在大约15-20 bar。 当为定量泵时,溢流阀应调节在大约15-20 bar。然而已测 试的样件和已经调节好的蓄能器的安全阀除外。
概述
液压设备的安装调试
经济、运行可靠和无故障运行的液压控制系统的前提条件 是:认真仔细的设计、合理的安装和试运行。认真仔细地 维护保养可以提高液压元件的使用寿命。 当安装调试和维护保养时应注意下面的详细说明。在故障 查寻这一章节中汇集了很多有益的排除故障说明。
安全技术说明 液压设备是这样设计和制造的,就是当可能发生故障时, 操作人员不能受到伤害。它的前提条件是:各种不同类型 的泵和元件必须在其允许的工作压力范围内进行工作。对 设备和电气控制系统可能造成的损害必须被限制在最小的 范围之内。 液压蓄能器原则上只能用氮气进行充气。液压蓄能器的检 测证明和安全阀应一同供货并且应单独保管。如果需要的 话,这些应提交给安全委托方。不能拆卸安全阀上的铅 封。请注意提示牌。 蓄能器的压力-升-乘积 < 200时,必须由专业人员来验收; 当 > 200时,必须由权威专家(TUV)来验收。 相对于本说明来讲,应首先遵循按照蓄能器供应商所提供 的详细的安装调试说明。 注意:大于1升额定容积的液压蓄能器在运输时只能预先充 入最大10 bar的压力。 对压力容器进行事后的焊接只能由专业人员在其职责范围 内进行。操作前应排油并打开容器盖。 根据设备放置的地点,必须制定详细的措施,例如:在水 源保护区必须设置油池或在高火灾危险区使用不易燃的油 液。
eps成型机调机技术与技巧

eps成型机调机技术与技巧
EPS成型机的调机技术包括以下步骤:
1. 准备工作:确保机器设备通电并处于正常工作状态。
检查机器的各个部件是否连接牢固、润滑正常,并清洁冲模和模具。
2. 调整操作参数:根据所需产品的要求,调整机器的操作参数。
这些参数包括温度、时间、压力等。
通常有温控器、定时器、压力计等设备来进行调整。
3. 预热操作:根据EPS泡沫成型机的设备要求,在开始生产之前,通常需
要对机器进行预热。
根据设备手册或经验,通常会有指定的加热时间和温度。
4. 进料速度和压力的调整:根据产品的要求和模具的设计,适当调整进料速度和压力,以确保泡沫在模具中均匀充填并形成规整的产品。
5. 机器部件的检查和清洁:定期检查和清洁机器的部件,以确保其正常运行。
及时更换磨损和损坏的部件,以避免对成型质量造成影响。
在操作过程中,可以根据实际情况和产品需求对上述步骤进行适当调整。
如果需要更详细的信息,建议咨询EPS成型机生产商或相关专业技术人员。
gamma调试流程

gamma调试流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!在软件开发过程中,调试是一个非常重要的环节。
米勒焊机安全操作规程(最新版)

( 岗位职责 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改米勒焊机安全操作规程(最新版)Regular daily safety management training, and establish a system to control and improve thecompany's sudden accidents.米勒焊机安全操作规程(最新版)一、基本要求1、使用操作者应通读使用说明书后,方可允许操作。
2、操作者应经培训合格。
3、按规定即时执行各级保养作业。
二、起动前的检查4、检查所有的油液,发动机必须是冷机状态,并且处于水平位置。
5、起动前要检查柴油箱的燃油量(缺油或空气进入燃油系统的情况下运行发动机会起动困难)。
6、添加好燃油后,在设备处于水平位置的情况下检查机油,如果机油未到油标尺规定刻度处,应加至规定的范围内(两刻度线中间)。
7、检查电瓶中的电解液的高度,如果需要,继续添加电解液至合适的高度,并重新将盖扣好,当电解液的液位下降时,只能添加蒸馏水来维持正常的液位。
8、低温下起动:电瓶要保持良好的连接,将电瓶放在暖和的地方,使用适合于低温天气的柴油(柴油在低温时会发生结蜡现象)。
三、操作步骤与方法1、起动确认起动前的检查工作已全部完成。
(1)起动:将怠速锁定开关和发动机控制开关拨至起动位置,发动机起动后松开发动机控制开关,发动机运转时不要再起动,发动机处于热机状态后,将怠速锁定开关拨至Run/Idle运行/怠速位置。
(2)发动机控制开关:将开关拨至Run/Idle(运行/怠速)位置,发动机在空载时则以怠速运转;开关拨至Run(运行)位置,发动机则以焊接/发电速度运转。
(3)气保护时将开关拨至Run(运行)位置。
(4)怠速锁定开关:起动时此开关用于将发动机速度锁定为怠速状态,将此开关拨至起动位置,发动机开关拨至Run运行或Run/Idle运行/怠速位置,发动机的速度则锁定为怠速状态,此开关拨至Run/Idle运行怠速位置,发动机控制开关拨至Run运行位置,发动机则以焊接/发电速度运转。
Endress+Hauser Proline Promass E 300 HART操作手册说明书

Products Solutions Services操作手册Proline Promass E 300科里奥利质量流量计HARTBA01484D/28/ZH/05.22-00715841862022-08-01自下列版本起生效01.06.zz (设备固件)Proline Promass E 300 HART•请将文档妥善保存在安全地方,便于操作或使用设备时查看。
•为了避免出现人员或装置危险,请仔细阅读“基本安全指南”章节,以及针对特定操作步骤的文档中的所有其他安全指南。
•制造商保留修改技术参数的权利,将不预先通知。
Endress+Hauser当地销售中心将为您提供最新文档信息和更新文档资料。
2Endress+HauserProline Promass E 300 HART 目录Endress+Hauser 3目录1文档信息 (6)1.1文档功能.............................61.2图标................................61.2.1安全图标......................61.2.2电气图标......................61.2.3通信图标......................61.2.4工具图标......................71.2.5特定信息图标...................71.2.6图中的图标.....................71.3文档资料代号.........................81.3.1文档功能......................81.4注册商标.............................82安全指南 (9)2.1人员要求.............................92.2指定用途.............................92.3工作场所安全........................102.4操作安全............................102.5产品安全............................102.6IT 安全.............................102.7设备的IT 安全.......................112.7.1通过硬件写保护实现访问保护......112.7.2访问密码.....................112.7.3通过网页服务器访问.............122.7.4通过OPC-UA 访问..............122.7.5通过服务接口(CDI-RJ45)访问. (12)3产品描述 (13)3.1产品设计 (13)4到货验收和产品标识 (14)4.1到货验收............................144.2产品标识............................144.2.1变送器铭牌....................154.2.2传感器铭牌....................164.2.3测量设备上的图标..............175储存和运输 (18)5.1储存条件............................185.2运输产品............................185.2.1不带起吊吊环的测量仪表.........185.2.2带起吊吊环的测量设备...........195.2.3使用叉车搬运..................195.3包装处置............................196安装 (20)6.1安装要求............................206.1.1安装位置.....................206.1.2环境条件和过程条件要求.........226.1.3特殊安装指南..................236.2安装测量仪表........................256.2.1所需工具.....................256.2.2准备测量仪表..................256.2.3安装测量仪表..................256.2.4旋转变送器外壳................266.2.5旋转显示单元..................276.3安装后检查 (27)7电气连接 (28)7.1电气安全............................287.2接线要求............................287.2.1所需工具.....................287.2.2连接电缆要求..................287.2.3接线端子分配..................307.2.4准备测量设备..................307.3连接测量设备........................307.3.1连接变送器....................307.3.2连接远传显示单元DKX001........337.4电势平衡............................337.4.1要求.........................337.5特殊接线指南........................347.5.1接线实例.....................347.6确保防护等级........................387.7连接后检查..........................388操作方式 (39)8.1操作方式概述........................398.2操作菜单的结构和功能.................408.2.1操作菜单的结构................408.2.2操作方式.....................418.3通过现场显示单元访问操作菜单..........428.3.1操作界面.....................428.3.2菜单视图.....................438.3.3编辑界面.....................458.3.4操作单元.....................478.3.5打开文本菜单..................488.3.6在列表中移动和选择.............498.3.7直接查看参数..................498.3.8查询帮助文本..................508.3.9更改参数.....................508.3.10用户角色及访问权限.............518.3.11通过访问密码关闭写保护.........518.3.12打开和关闭键盘锁..............518.4通过网页浏览器访问操作菜单............528.4.1功能范围.....................528.4.2要求.........................528.4.3建立连接.....................548.4.4登录.........................558.4.5用户界面.....................568.4.6关闭网页服务器................578.4.7退出.........................578.5通过调试软件访问操作菜单..............588.5.1连接调试软件..................588.5.2Field Xpert SFX350、SFX370......618.5.3FieldCare .....................618.5.4DeviceCare ....................62目录Proline Promass E 300 HART4Endress+Hauser8.5.5AMS 设备管理机...............638.5.6SIMATIC PDM .................638.5.7475手操器.. (63)9系统集成 (64)9.1设备描述文件概述.....................649.1.1当前设备版本信息..............649.1.2调试软件.....................649.2HART 通信传输的测量变量..............659.2.1设备参数.....................679.3其他设置............................6910调试 (72)10.1功能检查............................7210.2启动测量设备........................7210.3设置显示语言........................7210.4设置测量仪表........................7210.4.1设置设备位号..................7410.4.2设置系统单位..................7410.4.3选择和设置介质................7710.4.4显示输入/输出设置..............7810.4.5设置电流输入..................7910.4.6设置状态输入..................8010.4.7设置电流输出..................8110.4.8设置脉冲/频率/开关量输出.......8510.4.9设置继电器输出................9210.4.10设置双脉冲输出................9410.4.11设置现场显示单元..............9510.4.12设置小流量切除...............10010.4.13设置非满管检测...............10110.5高级设置 (102)10.5.1在此参数中输入访问密码。
MAN B&W ME机型调试项目和步骤

Fuel oil specification Type Lower calorific value Specific gravity / °C Flashpoint Viscosity / °C Carbon % Ash % Water % Sulphur %
3320/PET
MAN B&W Diesel A/S
C.No.
041112
CLN
PXN
0
Shoptrials checklist. Action A. Particulars of engine… Fill out engine specific details. B. Test of Electrical and Hydraulic System MOP A/B Software setup, /network and ELFI test. Power supply and ground failure test Network test Test of ELFI valve I/O Connection test according to 3090532-9. Test of Auxiliary blowers. Check of encoder adjustment Check of tacho sensor on flywheel Setup of ECS System EICU/ECR handle calibration Calibration of Speed Set Point on LOP Test of Main Starting Valve and Slow Turn. Test of Hydraulic System Check of Accumulator on HCU Check of Accumulator on all HPS units Test of HPS leakage alarm and shutdown Test of start-up pump 1 and leakage test. Test of start-up pump 2. Test of safety valve test and adjustment via MOP Test of double pipes Test and adjustment of swash plate pump 1->3 (ACU 1->3) Test of ME lubricator. Test of ELVA valves and exhaust valve CCU 1->xx Test of ELFI and calibration of plunger stroke supervision Test of FIVA and calibration of plunger stroke supervision
包米勒横切系统伺服控制器操作说明书V0.2

Baumueller控制器操作说明书一.接线前的准备Baumueller bmaXX4400系列驱动器由控制部分和功率部分组成。
控制部分位于驱动器左上角,由基本单元和各个可选功能插槽组成。
各插槽的位置分布如下图显示。
其中F为基本单元,A槽插电机编码器反馈卡ENC-02;B槽插测量轮编码器反馈卡ENC-03;C槽空置;D槽插带高速计数口的开关量卡FIO-01;E槽插普通开关量卡(可选);G槽插PLC卡;H~M槽空置。
(各槽的对应位置可以在驱动器左侧的黑色小方块中找到,各空置的槽位需要用金属铁片盖住。
)二.接线bmaXX4400驱动器主回路接线图如下所示。
X102、X103用于安全继电器输出(如需要,订货时需说明)。
X100为控制回路电源输入+24V,X100-1和X100-2内部短接,X100-5和X100-6内部短接,X100-3和X100-4用于共直流母线场合,普通应用不需要接。
X36为驱动器风扇电源~220V(只在BM444X以上型号的驱动器有)。
PE、1U1、1V1、1W1为三相电输入~380V,L1为主回路电抗器(BM443X 以上型号都需要),L2为主回路滤波器。
X101-5、X101-6接电机温度传感器(KTY84)。
PE、1U2、1V2、1W2为电机三相电源线(!注意!电机三相电源相序必须一一对应)。
1C1、1D1为直流母线。
Ba+、Ba-接制动电阻(BM445X驱动器上没有Ba+端子,因1C1和Ba+内部短接,所以制动电阻接到1C1、Ba-)。
控制部分接线如下图所示。
X100接线如上所述。
X1为RS232通讯口,用于同PC连接,引脚定义如图,通讯线定义为2、3、5、7、8一一对应。
X3-3接24V GND,X3-4接Quick Stop、X3-5接Pulse Enable 信号开关(也可短接到+24V)。
电机编码器接线定义如下图所示。
ENC-02侧引脚定义:SRS50编码器侧引脚定义:测量轮编码器(增量式)接线图如下所示。
米勒焊机操作说明书[整理版]
![米勒焊机操作说明书[整理版]](https://img.taocdn.com/s3/m/e5c440f2a417866fb94a8e75.png)
米勒焊机操作说明书[整理版]米勒焊机操作说明书1-1 控制按钮注:1对于所有前面板触摸开关控制钮:按下触摸开关,使灯亮,启动功能。
2铭牌上的绿标表示TIG功能,灰色表示正常的手弧焊功能。
1 编码控制钮2 电流及参数显示表3 电压表4 极性控制钮 5 工艺控制钮 6 输出控制钮 7 脉冲控制钮 8 工序控制钮 9 气体/电极力控制钮 10 交流波型控制钮 11 电流和点焊时间控制钮 12 存储按钮 13 电源开关1-2 编码控制钮1 编码控制钮利用本控制钮,与面板上的功能触摸开关一起设置该功能的参数值。
1-3 电流控制钮1 A 电流控制按钮2 编码控制钮3 电流表注:当脉冲功能起作用时,按下电流控制按钮,转动编码器,以设定焊接电流或峰值电流。
1-4 电流及参数显示表1 电流表电流表显示焊接时的电流值,也可以显示下列的预设参数:电流、时间、百分比或频率。
电流表正下方的LED等也变亮。
1-5 电压表1 电压表显示输出或开路电压。
如果输出关闭,电压表将显示(一)1-6 极性控制钮1 极性控制钮按下触摸按钮直道期望的LED等亮。
DC---对TIG 焊,设置机器到DCEN; 手弧焊设置到DCEP。
AC---对TIG和手弧焊使用交流。
1-7 工艺控制钮1 工艺控制钮触压触摸按钮,直到所选工艺的等变亮。
高频脉冲---是一种高频脉冲启弧方法,可用于交流或直流TIG焊接。
提弧启弧----是一种启弧方法,其中钨极必须与工件接触,该方法可用于交流和直流焊接。
1-8 高频启弧和高频TIG启动程序提升启弧:当提升启弧按钮灯亮,按下列步骤启弧,在焊接开始处把钨极触及工件,用焊枪触发开关、脚控器或手控器接通输出和保护气。
把钨极在工件上保持1-2秒,然后慢慢提升。
焊极提起后,电弧生成。
在钨极触及工件前不存在正常的开路电压,仅在钨极和工件间存在较低的感应电压,直到钨极触及工件后才激发固态输出接触器,因此钨极不会出现过热、粘条或被污染。
小原obara伺服焊枪操作说明书
神奈川县绫濑市大上 4-2-37
TEL (0467)70-7688 FAX TEL (0467)70-7700 FAX TEL (0565)27-3781 FAX TEL (0285)22-0174 FAX TEL (0727)53-2811 FAX TEL (093)473-5010 FAX TEL (0467)76-2001 FAX
4-1 焊钳 .................................................................................................................................11 4-2 加压功能 ..........................................................................................................................12 4-3 焊接变压器 ......................................................................................................................12 5.使用环境...................................................................................................................................13
(0467)70-7699 (0467)70-7697 (0565)27-1844 (0285)25-6795 (0727)53-3351 (093)473-4856 (0467)79-35
加包机操作流程
加包机操作流程加包机是一种用于包装产品的机器设备,其操作流程通常包括以下几个步骤:准备工作、设定参数、调试机器、开始生产、监控生产、结束生产等。
首先,在进行加包机操作之前,需要做好准备工作。
这包括清洁机器设备、检查机器零部件是否完好、准备好所需的包装材料等。
只有在确保机器设备处于良好状态并准备充分的情况下,才能顺利进行后续的操作。
接下来是设定参数的步骤。
根据产品的要求和包装材料的特性,需要设定加包机的工作参数,如包装速度、封口温度、袋长等。
这些参数的设定直接影响到产品的包装效果,因此需要根据实际情况进行调整。
调试机器是操作流程中的关键步骤之一。
在设定好参数之后,需要进行机器的调试,确保机器能够正常运行并达到预期的包装效果。
这包括调整机器的各个部件,如输送带、封口器等,以确保产品能够顺利地被包装。
开始生产是操作流程中的下一个步骤。
一旦机器调试完成,就可以开始进行生产。
在生产过程中,需要不断地监控机器的运行状态,确保产品的包装效果符合要求。
同时,还需要及时处理可能出现的问题,以避免影响生产进度。
监控生产是操作流程中的重要环节。
在生产过程中,需要不断地监控机器的运行状态和产品的包装效果,以确保产品的质量和生产效率。
如果发现有异常情况,需要及时处理,以避免影响生产进度和产品质量。
最后是结束生产的步骤。
当产品生产完成后,需要及时停止机器设备,并进行清洁和维护工作。
同时,还需要对生产过程进行总结和分析,以发现问题并改进操作流程,提高生产效率和产品质量。
总的来说,加包机操作流程包括准备工作、设定参数、调试机器、开始生产、监控生产、结束生产等多个步骤。
只有严格按照操作流程进行操作,才能确保产品的包装效果和生产效率。
希望以上内容对您有所帮助。
ME主机调试程序(300bar系统)
MAN B&W Diesel A/SID-Key 唯一ID 程序下载所有MPC 的电源已连接。
服务终端已连接。
1 确认所有ID-Key 都安装到所有的MPC 上,且所有DIP 开关S1都在off 位置。
可以开始下载了。
2 所有MPC 接上电源。
MPC 将启动,且应用程序将终止,等待用户输入。
服务终端连接到EICU A 或B ,当服务终端要求将DIP 开关S1拨到ON 和OFF 位置时,可以确认所有MPC 都处于等待用户输入状态。
所有MPC 上的DIP 开关S1都拨到了ON 和OFF 位置。
所有DIP 开关都拨到On 或Off 位置后,应用程序将接着下载程序。
所有ID-Key 都下载了唯一ID 程序。
3重启所有MPC 。
MPC 返回到正常状态。
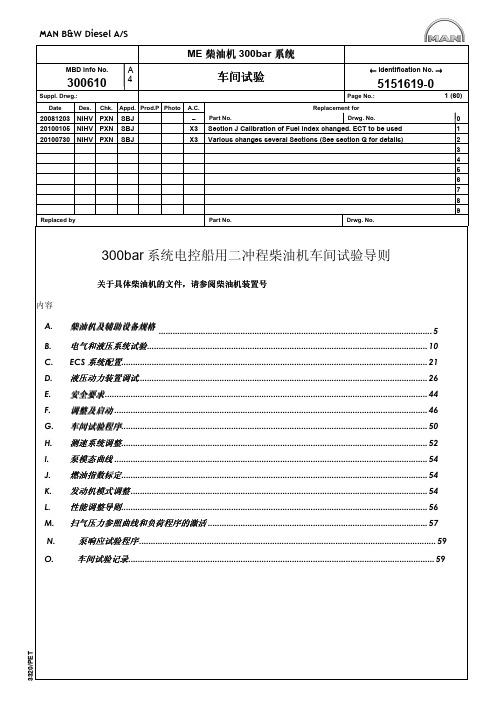
MAN B&W Diesel A/SME 柴油机 300 bar 系统 MBD Info No. 300610 车间试验 ← Identification No. → 5151619-0 Suppl. Drwg.:Page No.: 19 (60)Date Des. Chk. Appd. A.C. Change / Replacement 20100730NIHV PXN SBJ X3 Various changes several Sections (See section Q for details) A4选择‘Reboot’按钮重启所有CCU 和ECU ,并等到CCU 和ECU 都重启完毕。
继续向正车方向盘车2°,然后选择‘Done’。
分别在47、92和137°(+/-2°)位置重复上述操作。
300610 车间试验 Suppl. Drwg.:Date Des. Chk. Appd. A.C. 20100730NIHV PXN SBJ X3 Various changes several Sections (See section Q for details) 在MOP 上上选择‘Engine’->‘Status’。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包米勒具体调试流程一预备工作 (2)二参数的储备、导入和导出 (2)三参数设置(部分) (4)3.1WINBASS II启动 (4)3.2 检测模块 (6)3.3 电源模块 (6)3.4 编码器参数 (7)3.5 电机参数 (8)3.6 增量编码器模拟 (11)3.7 模拟量输入 (12)3.8 查找编码器零点 (13)3.9 斜坡函数发生器 (14)3.10 驱动器治理 (15)3.11 试运行 (16)四PID参数调剂 (17)4.1 电流环 (17)4.2 速度环 (19)4.3 速度检测 (21)五操纵器各状态及其转换 (21)5.1 八段码显示 (21)5.2 LED显示 (22)六备份数据运用于相同伺服系统 (22)包米勒电机调试流程一预备工作●已安装WINBASS II软件,且必须在英文内核下运行。
●按照接线图接线无误。
二参数的储备、导入和导出在WINBASS II软件中修改的参数,为当前参数块DS,它能够即时对操纵器生效,但假如操纵器电源关闭,则当前参数块DS数据丢失,重新上电则自动将操纵器的EEPROM中的参数读入到当前参数块DS,覆盖原设置。
因此若需要将修改参数操作储存下来,则需将当前参数块DS储备到EEPROM中。
在WINBASS II功能菜单(WINBASS project tree)中[Management]/[Record data set management]中:单击[save all]按钮,等待数十秒,在data set status显现o.k字样则储备完成。
当需要备份参数设置时,能够将整个当前数据块DS以文件(*.bpd)的形式储存到电脑硬盘中,也可将之前备份的参数文件覆盖到当前数据块DS。
分不利用参数上传和下载的功能。
单击[Upload]按钮,将当前数据块DS储存到电脑硬盘中,这时将显现如下的对话框,输入合适的文件名,并储存到合适的文件夹。
同理,单击[Download]按钮,将之前备份的参数文件覆盖到当前数据块DS。
注意WINBASS II所使用的参数表必须与该文件所使用的参数表一致,否则将产生错误。
能够在WINBASS II启动时更换参数表。
数据的上传和下载专门适用于数据的备份,也可用于相同伺服系统的设置。
三参数设置(部分)3.1WINBASS II启动当接线良好后,单击安装后生成的图标打开WINBASS II软件。
假如文件显示并非英文,则需选择[Extras]/[english]。
选择相应的端口,相应的包米勒固件版本(现在通常为b maXX 4400 FWC03),单击[Test connection]进行连接。
下图绿框为无法连接的显示。
这时需检查相应的端口、版本号或者线缆是否正确。
假如其间弹出如下的窗口,讲明固件版本号正确,然而参数表号不对,单击[是]更新参数表号。
如下是检测到连接正确的显示。
绿框中显示了固件的版本号以及参数表号,比如下图中显示固件版本号3.07,参数表号83。
单击[Continue]进入WINBASS II 参数设置:假如显现下列图表,则点击[重试]。
3.2 检测模块该软件将自动识不操纵器的类不以及各插槽的类型。
在WINBASS II功能菜单(WINBASS project tree)中[Diagnosis]/[Service]中:能够核对各插槽是否识不正确。
3.3 电源模块然后在WINBASS II功能菜单(WINBASS project tree)中[configuration]/[Powerunit]中,设置电源模块参数:设置电源模块的差不多参数,一样仅需改变最大驱动器电流。
3.4 编码器参数然后在WINBASS II功能菜单(WINBASS project tree)中[configuration]/[encoder]/[encoder1]中:注意现在差不多正确识不了编码器模块ENC-21,旋转变压器反馈模块。
确保红色框内设置如图。
可能需要改变的参数时编码器的滤波时刻(见绿框),可依照需求调剂。
3.5 电机参数然后在WINBASS II功能菜单(WINBASS project tree)中[configuration]/[motor]中:点击右上角的电机图标。
弹出如下窗口。
如为DS 71M电机,则如图选择,点击[OK]确定。
弹出是否使用对应该电机的默认电流环PI参数,能够选择[是]或者[否]。
接着弹出是否使用默认的330度作为编码器零点位置。
接着弹出是否运算速度环的PI参数和力矩前馈因子。
能够选择[是]或者[否]。
假如选择是,则弹出数据环参数运算窗口。
差不多给出了电机自身的惯量,能够依照体会或者运算判定负载的惯量,回车后软件将自动运算相关参数。
3.6 增量编码器模拟然后在WINBASS II功能菜单(WINBASS project tree)中[configuration]/[encoder emulation]中,观看模拟增量编码器输出的参数。
确保其他参数红框内所示,绿框内参数为每圈脉冲数,可依照需要进行设置。
3.7 模拟量输入然后在WINBASS II功能菜单(WINBASS project tree)中[configuration]/[IO Analog Input]/[Analog input 1]中,观看模拟量输入的参数设置。
现在模拟量输入卡在E槽,则选择E.1,然后对应参数1171,设定滤波时刻为0ms,缩放比例为1,调剂恰当的偏差(offset)使零电压时输出速度接近0,设定恰当的门限(Threshold)将该低于该设置的输出速度设置为0。
假如需要电机反向运动,则将缩放比例设置为-1,注意应再次调整偏差(offset)和门限(Threshold)。
假如需要取消该参数的外部模拟量输入,则将该参数号改为0,回车即可。
3.8 查找编码器零点如此调整后,查找编码器零点位置,在WINBASS II功能菜单(WINBASS project tree)中[operation modes]/[Find notch position]中。
模式选择Method 0,点击[start]按钮,这时弹出模式切换对话框,询咨询是否切换到[Find notch position]模式,单击[是],开始查找编码器零点,直到显现绿框内的Notch position is found。
找到零点后将自动停止。
假如在选择电机后选择了使用默认值作为零点,覆盖了检测所得值。
则需要在此再次检测确定零点。
3.9 斜坡函数发生器在WINBASS II功能菜单(WINBASS project tree)中[set value generator]/[Ramp Value Generator]中。
设置斜坡函数发生器的参数。
如上图所示,红框内为速度设定值,参数号为1171,与前述的模拟量输入值对应参数号一致,该参数值即可在此设定,也有由外部模拟量输入设定。
外部模拟量输入优先级为高。
绿框中显示了加减速时刻,假如为外部操纵,则加减速时刻均需设置为0ms。
3.10 驱动器治理单击左上角的图标或者在WINBASS II功能菜单(WINBASS project tree)中[Management]/[Drive Management]中。
设置驱动器治理相关参数。
下图中绿灯代表脉冲使能跟急停信号均为高电平。
红灯代表低电平。
假如显现错误信息,则能够单击[Quit Errors]复位清除错误。
蓝框中代表了当前操纵器状态(在第五章中详细讲明)和运动模式。
绿框中设置了驱动器的操纵模式,假如选择了[by Winbass],则使用Winbass对操纵器进行操纵。
能够选择[start](开始)或者[off](终止)按钮设置启动停止。
假如选择了[only by quick stop/pulse enabling],则驱动器只由脉冲使能跟急停信号进行操纵。
一样正常工作模式均为该状态。
在此状态下点击部分命令比如[start]命令,则弹出如下窗口:提醒该命令只能在选择了[by Winbass]的情形下才能作用。
3.11 试运行完成如上操作后,在斜坡函数发生器中输入速度给定值或者模拟量输入给入相应值,在驱动器治理中选择[by Winbass],点击[start](开始按钮)。
注意蓝框中状态的变化,以及电机的转动。
四PID参数调剂关于速度操纵的PID参数的调剂要紧调剂两个窗口的参数,一个电流环,二是速度环。
4.1 电流环电流环窗口在WINBASS II功能菜单(WINBASS project tree)中[Controller]/[Current controller]中,相关参数为P、I值:电流环参数可来源于两个方面:一个是与电机型号相关的默认值。
二是检测电机阻抗、电感后运算所得值。
后者更为精确。
电机型号相关默认值能够由两种方法得到:一是在Motor中选择电机的时候会弹出对话框,确定能够得到,二是在WINBASS II功能菜单(WINBASS project tree)中[Cinfiguration]/[Autotuning]窗口中,单击右边的calculate按钮,得到默认值。
检测电机阻抗、电容后运算所得值也是在[Autotuning]窗口中。
第一选中[measuring of insistence,inductance](运算阻抗/电感),然后点击[start](开始)按钮,这需要数分钟时刻,直到绿框内状态显示为两绿灯,差不多检测到。
然后点击红框中的[calculate]按钮,按照电机实际阻抗、电感进行P、I参数运算。
运算所得值自动输入电流环参数中,为了提供动态响应,能够不改变I值,恰当增大P 值,但以不超过25为限。
4.2 速度环速度环窗口在WINBASS II功能菜单(WINBASS project tree)中[Controller]/[speed controller]中,相关参数为P、I、T(力矩前馈因子)值:速度环参数能够点击[speed controller parameter calculate]进行运算。
弹出选择电机时的如下窗口:现在能够依照体会或者运算在红框内输入负载惯量并回车运算参数。
建议选择合适的负载,使P值在60左右,以便外部二级操纵。
单击[OK ]完成设置。
4.3 速度检测速度检测能够在WINBASS II功能菜单(WINBASS project tree)中[Diagnosis]/[set/actual values]中看到:正确监控中两灯为绿灯,单击[relative]按钮,观看相对波动,能够在绿框中观看数值偏差。
五操纵器各状态及其转换5.1 八段码显示操纵器外部八段码显示1、2、3、4四种状态。
该状态能够在操纵器面板上看到,也能够在WINBASS II功能菜单(WINBASS project tree)中[Management]/[Drive Management]中看到:四种状态代表含义及其切换如下1、Switch On Inhibit (禁止开始)2、Ready To Start(预备开始)3、Switch On(开始)4、Operation Enabled(使能操作)注意:假如驱动器治理中选择了[only by quick stop/pulse enabling],驱动器只由脉冲使能跟急停信号进行操纵的状态。