塑料槽体加强筋设计原则
塑胶产品结构设计准则--加强筋篇
产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
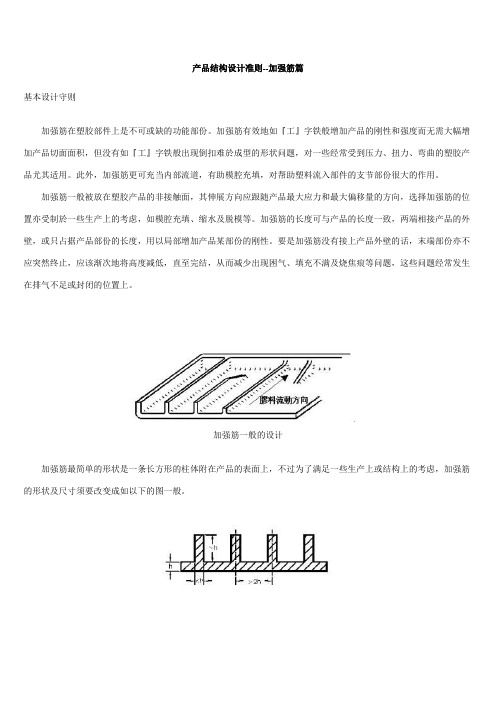
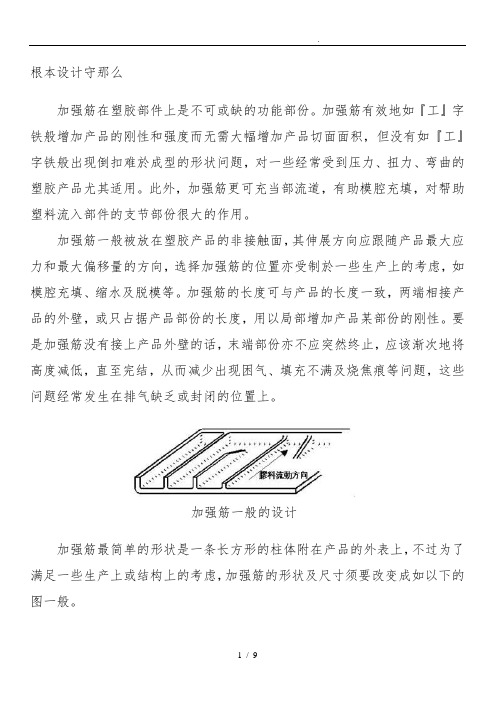
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
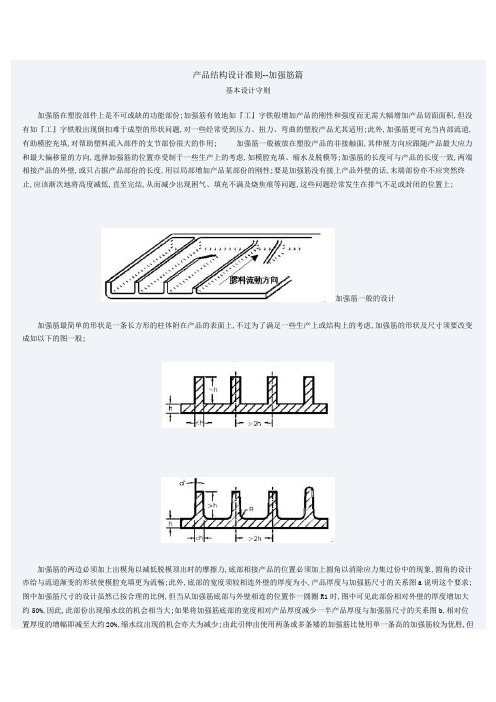
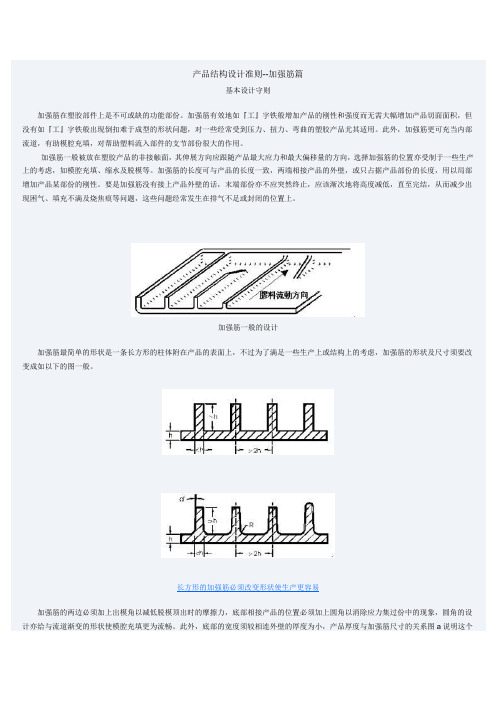
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
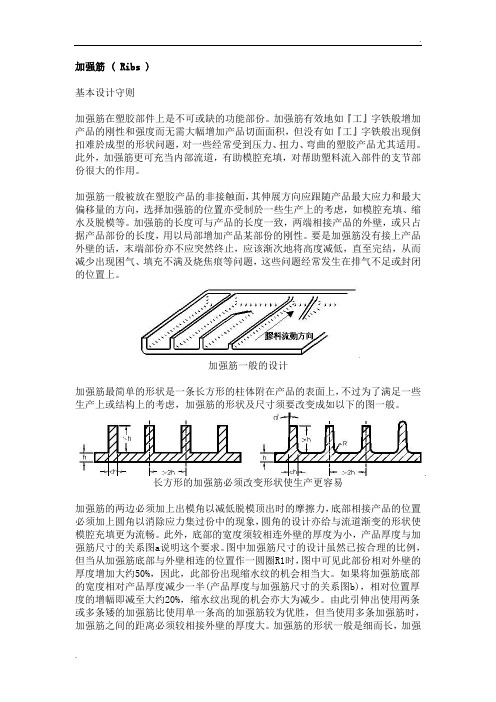
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
加强筋设计

PC
一般的肋骨厚度是取决於塑料流程和壁厚。若很多肋骨应用於补强作用,薄的肋骨是比厚的要好。PC肋骨的设计可叁考下图PS的肋骨设计要点。
PS
肋骨的厚度不应超过其相接壁厚的50%。经验告诉我们违反以上的指引在表面上会出现光泽不一现象。
PS置於中位的肋骨设计要点 PS置於边位的肋骨设计要点
ABS加强筋的设计要点
PA
单独的肋骨高度不应是肋骨底部厚度的三倍或以上。在任何一条肋骨的後面,都应该设置一些小肋骨或凹槽,因肋骨在冷却时会在背面造成凹痕,用那些肋骨和凹槽可以作装饰用途而消除缩水的缺陷。
PBT
厚的肋骨尽量避免以免产生气泡,缩水纹和应力集中。方式的考虑是会限制了肋骨尺寸。在壁厚於3.2mm (1/8 in) 以下肋骨厚度不应超过壁厚的60%。在壁厚超过3.2mm的肋骨不应超过40%。肋骨高度应不超过骨厚的3倍。肋骨与胶壁两边的地方以一个0.5mm(0.02 in) 的R来相连接,使塑料流动畅顺和减低内应力。
产品结构设计准则--加强筋篇2008-11-24 14:39基本设计守则
加பைடு நூலகம்筋在塑胶部件上是不可或缺的功能部份。加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
以下是加强筋被置於塑胶部件边缘的地方可以帮助塑料流入边缘的空间。
置於塑胶部件边缘地方的加强筋
不同材料的设计要点
ABS
减少在主要的部件表面上出现缩水情形,肋骨的厚度应不可是相交的胶料厚度的50%以上,在一些非决定性的表面肋骨厚度可最多到70% 。在薄胶料结构性发泡塑胶部件,肋骨可达相交面料厚的80%。 厚胶料肋骨可达100%。肋骨的高度不应高於胶料厚的三倍。当超过两条肋骨的时侯,肋骨之间的距离应不小於胶料厚度的两倍。肋骨的出模角应介乎单边至以便於脱模容易。
塑料件结构设计5-加强筋设计

塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
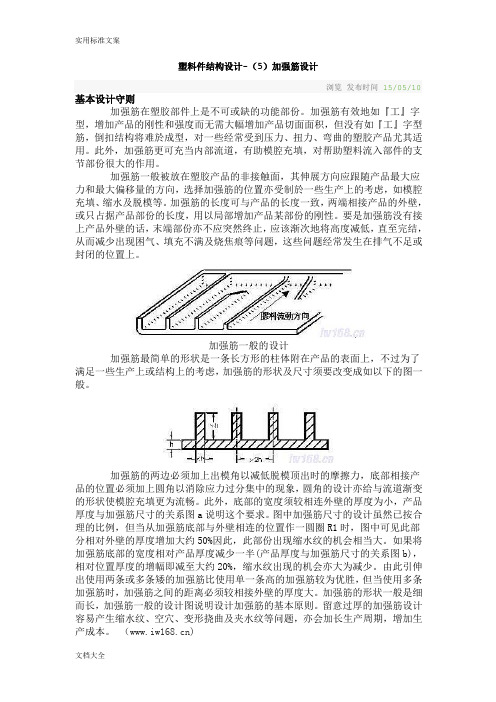
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
产品结构设计准则加强筋篇

产品结构设计准则加强筋篇基本设计守则加强筋在塑胶部件上是不可或者缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性与强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品特别适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋通常被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力与最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或者只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或者封闭的位置上。
加强筋通常的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,只是为了满足一些生产上或者结构上的考虑,加强筋的形状及尺寸须要改变成如下列的图通常。
加强筋的两边务必加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置务必加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计尽管已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
假如将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或者多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离务必较相接外壁的厚度大。
加强筋的形状通常是细而长,加强筋通常的设计图说明设计加强筋的基本原则。
产品结构设计准则加强筋篇
产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份;加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难于成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用;此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用; 加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制于一些生产上的考虑,如模腔充填、缩水及脱模等;加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性;要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上;加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般;加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅;此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求;图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大;如果将加强筋底部的宽度相对产品厚度减少一半产品厚度与加强筋尺寸的关系图b,相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少;由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大;加强筋的形状一般是细而长,加强筋一般的设计图说明设计加强筋的基本原则;留意过厚的加强筋设计容易产生缩水纹、空穴、变形挠曲及夹水纹等问题,亦会加长生产周期,增加生产成本;产品厚度与加强筋尺寸的关系除了以上的要求,加强筋的设计亦与使用的塑胶材料有关;从生产的角度看,材料的物理特性如熔胶的黏度和缩水率对加强筋设计的影响非常大;此外,塑料的蠕动creep特性从结构方面来看亦是一个重要的考虑因数;例如,从生产的角度看,加强筋的高度是受制于熔胶的流动及脱模顶出的特性缩水率、摩擦系数及稳定性,较深的加强筋要求胶料有较低的熔胶黏度、较低的摩擦系数、较高的缩水率;另外,增加长的加强筋的出模角一般有助产品顶出,不过,当出模角不断增加而底部的阔度维持不变时,产品的刚性、强度,与及可顶出的面积即随着减少;顶出面积减少的问题可从在产品加强筋部份加上数个顶出凸块或使用较贵的扁顶针得以解决,同时在顶出的方向打磨光洁亦有助产品容易顶出;从结构方面考虑,较深的加强筋可增加产品的刚性及强度而无须大幅增加重量,但与此同时,产品的最高和最低点的屈曲应力bending stress随着增加,产品设计员须计算并肯定此部份的屈曲应力不会超出可接受的范围; 从生产的角度考虑,使用大量短而窄的加强筋比较使用数个深而阔的加强筋优胜;模具生产时尤其是首办模具:加强筋的阔度也有可能深度和数量应尽量留有馀额,当试模时发觉产品的刚性及强度有所不足时可适当地增加,因为在模具上去除钢料比使用烧焊或加上插入件等增加钢料的方法来得简单及便宜;加强筋增强塑胶件强度的方法以下是加强筋被置于塑胶部件边缘的地方可以帮助塑料流入边缘的空间;置于塑胶部件边缘地方的加强筋不同材料的设计要点ABS 减少在主要的部件表面上出现缩水情形,肋骨的厚度应不可是相交的胶料厚度的50%以上,在一些非决定性的表面肋骨厚度可最多到70% ;在薄胶料结构性发泡塑胶部件,肋骨可达相交面料厚的80%;厚胶料肋骨可达100%;肋骨的高度不应高于胶料厚的三倍;当超过两条肋骨的时侯,肋骨之间的距离应不小于胶料厚度的两倍;肋骨的出模角应介乎单边至以便于脱模容易;ABS加强筋的设计要点PA 单独的肋骨高度不应是肋骨底部厚度的三倍或以上;在任何一条肋骨的后面,都应该设置一些小肋骨或凹槽,因肋骨在冷却时会在背面造成凹痕,用那些肋骨和凹槽可以作装饰用途而消除缩水的缺陷;PBT厚的肋骨尽量避免以免产生气泡,缩水纹和应力集中;方式的考虑是会限制了肋骨尺寸;在壁厚于3.2mm 1/8 in 以下肋骨厚度不应超过壁厚的60%;在壁厚超过3.2mm的肋骨不应超过40%;肋骨高度应不超过骨厚的3倍;肋骨与胶壁两边的地方以一个0.5mm0.02 in 的R来相连接,使塑料流动畅顺和减低内应力;PC 一般的肋骨厚度是取决于塑料流程和壁厚;若很多肋骨应用于补强作用,薄的肋骨是比厚的要好;PC肋骨的设计可叁考下图PS的肋骨设计要点;PS 肋骨的厚度不应超过其相接壁厚的50%;经验告诉我们违反以上的指引在表面上会出现光泽不一现象;PS置于中位的肋骨设计要点PS置于边位的肋骨设计要点PSU 肋骨是可以增强了产品的撞击强度和利用最经济的成本达致有效的结果;不良的设计是会使表面有收缩痕和非期望的撞击强度;。
塑料件结构设计5-加强筋设计

塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
2加强筋设计原则讲解
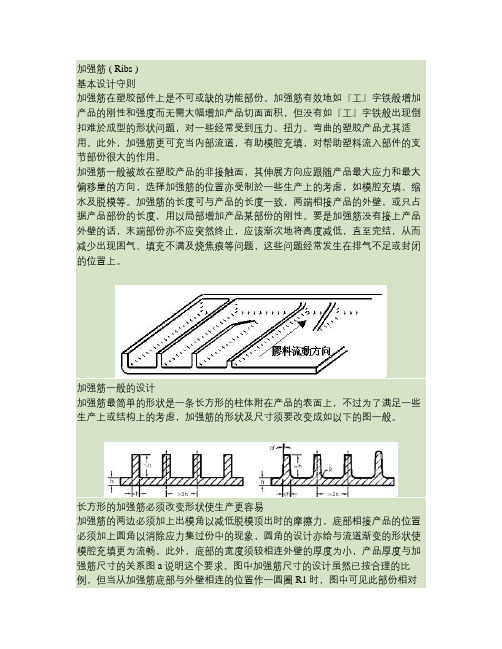
加强筋 ( Ribs )基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
塑料件加强筋设计原则

塑料件加强筋设计原则
塑料件加强筋设计原则
1. 加强筋的位置应尽可能靠近零件的最大应力处;
2. 选择合适的材料和截面形状,以达到最佳的强度和刚度;
3. 加强筋应与零件本身的结构紧密配合,不能对整体结构造成影响;
4. 加强筋的数量和布置应根据零件的使用条件和要求进行合理分配;
5. 加强筋的尺寸、形状和位置应根据设计要求进行精确计算和确定;
6. 加强筋的连接方式应该合理可靠,以确保它们与零件的连接强度和刚度;
7. 在设计加强筋时,必须考虑到零件的成本因素。
8. 在加强筋设计过程中,应与工艺部门及时联系,确保加强筋的成型和加工的可行性。
9. 加强筋设计应充分考虑塑料零件的收缩率和成型后的应力分布。
塑料件结构设计5-加强筋设计
塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
加强筋设计原则及用法
加强筋设计原则及用法在设计加强筋时,首先得搞清楚它的目的。
说白了,加强筋就像给建筑加了一层保护膜,让它更加稳固。
这就好比穿衣服,冬天要多加几件,才能抵御寒风。
如果你不想让建筑物在风吹雨打中摇摇欲坠,那加强筋简直就是不可或缺的“护身符”。
大家都知道,筋的设计可不是随便糊弄的,它得根据实际情况来。
比如说,建筑物的用途、结构、材料等等,这些都得考虑进去。
就像你选衣服,要根据场合、天气和心情来搭配。
要想设计好加强筋,材料选择也是一门大学问。
你总不能拿一条塑料袋做加固吧,简直是自讨苦吃。
最常用的材料是钢筋,这家伙坚固得很,而且加工也比较方便。
不过,钢筋的种类也不少,有的适合高温,有的则耐腐蚀。
搞清楚这些,才能选择最合适的“战袍”。
再说了,设计加强筋时,要考虑到它的形状和布置。
就像打篮球,传球、运球、投篮,每个环节都得默契配合,才能打出精彩的配合。
说到布置,想象一下,你在家里搬家,家具得摆得合理,才能让空间最大化。
加强筋也是一样,得科学合理地分布,才能发挥它的最大效用。
你可以选择横向布置、纵向布置,甚至交叉布置,没什么固定的套路,关键是要根据具体情况灵活变通。
对了,还有个小秘密,就是要确保筋与混凝土的粘结力。
想象一下,两个好朋友一起去旅行,得紧紧相依,才能不迷路。
在设计的过程中,别忘了做强度计算。
这个环节很重要,毕竟安全第一嘛。
如果计算不准确,可能会造成意想不到的后果。
就像你开车,没检查油量就出门,结果半路抛锚,那可真是悲剧一场。
要确保每根加强筋都能承受住预期的荷载,不能大意。
再说了,加强筋的数量也得合适,太多太少都不行,太多浪费,太少又不够用,这就得看你能不能掌握这个“度”。
施工的时候也得留个心眼。
加强筋的摆放、焊接,甚至混凝土的浇筑,都是一门学问。
要保证每一步都按照标准来,不能马虎。
想象一下,盖房子就像做菜,每一步都不能掉链子。
否则,房子就像一碗没调好的汤,味道怪怪的,大家都不愿意靠近。
说了这么多,加强筋的设计可不是一件轻松的事。
塑胶的结构设计:加强筋篇(中)

塑胶的结构设计:加强筋篇(中)上篇:塑胶的结构设计:加强筋篇(上),介绍了加强筋设计的原则中的“基于刚度原则”,本篇接着介绍:“基于外观质量原则”。
加强筋设计的原则:•基于刚度原则•基于外观质量原则(√)•基于加工工艺原则02基于外观质量原则由上篇分析可知,增加加强筋的厚度同样可以增加塑件件的刚度和强度,特别是在加强筋高度有限制的情况下,但增设加强筋后 , 对注塑件外观表面质量有很大影响,具体表现为,塑料件外观表面产生一定凹陷的缩痕,当加强筋厚度过大时,缩痕更加明显,严重影响塑料件的表面质量、光学性能。
1、加强筋背部外表面缩痕的形成过程:注塑件的缩痕大都产生在背面有筋、突起物(定位柱)或内圆角相对的位置等局部壁厚偏大的结构处。
在这些结构处会出现材料堆集,该处在成形加工时所需的冷却时间延长。
特别是连接处内部的冷却要慢于外部,假如此时得不到足够的压力弥补,里层的冷却会将表层已经硬化的塑件内拉,如果外层塑件已经冷却硬化足够抵抗收缩拉力,就会在内部形成缩孔,如果外层较软,表层就会被内拉下凹而形成缩痕。
缩孔是产生在制件内部的孔。
其可以单个出现,也可以成组地以小孔形式出现。
除了透明的制件外,一般难以从制件表面看到缩孔,但缩孔会对零件的结构性能会造成严重影响。
缩痕在成型零件的表面显示为凹陷。
这些凹陷通常不大;不过,它们通常看起来很明显,因为其会朝零件的不同方向反光。
缩痕的可见性是还会受零件的颜色和表面纹理共同作用的影响,因此深度仅仅是其中的一个影响缩痕可见性的因素。
尽管缩痕并不影响零件强度或功能,但还是将其视为严重的质量缺陷。
缩痕的可见性有些凹痕在抛光面比较明显,但在咬花面难以看到。
总之,随着塑件件表面效果由高光→亚光→纹面→皮纹(等)转变,缩痕的的可见性逐渐降低甚至消失。
通常情况下,凹痕量>0.03mm,在自然光条件下,缩痕明显;0.01-0.03mm在强光照射下明显。
2、影响缩痕形成和缩痕大小的因素有:1)成型材料:聚合物的分子链结构、结晶度、力学性能、流动性能、充填物等;2)工艺条件:注射速度、保压压力、保压时间、冷却时间、熔体温度、模具温度等;3)模具结构:浇口大小、形状、数量、位置,冷却水路的分布等;4)产品结构:壁厚不均匀(加强筋参数的设计)。
加强筋基本设计守则
根本设计守那么加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气缺乏或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的外表上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的时机相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的时机亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
加强筋的形状一般是细而长,加强筋一般的设计图说明设计加强筋的根本原那么。
加强筋设计原则
加强筋 ( Ribs )基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
产品结构设计准则-加强筋篇
产品结构设计准则--加强筋篇基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难于成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制于一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料槽体加强筋设计原则
塑料槽体加强筋设计原则包括以下几点:
1.防止塑料局部集中以免产生缩孔气泡。
2.加强筋不宜过高过密,两个加强筋之间的距离大于2~3倍壁厚。
3.加强筋的朝向应与塑料成型时的熔体流动方向一致,减少流动阻力。
4.加强筋端面应低于制品支承面0.6~1mm。
5.加强筋的厚度应小于被加强的产品壁厚,防止连接处产生凹陷。
6.加强筋的高度不宜过高,否则会使筋部受力破坏,降低自身刚性。
7.加强筋的斜度可大些,一般应大于1.5°,避免顶伤,以利脱模。
8.多条加强筋要分布得当,排列相互错开,以减少收缩不均。
9.一般加强筋都是加斜骨,目的是避免困气,有利于注塑及强度。
这些原则都旨在使塑料槽体更加稳定和耐用,同时优化生产过程,提高效率。
请注意,具体的设计细节可能需要根据具体的应用场景和要求进行调整。