化验室LDS生产流程单
LDS化铜化镍作业流程及说明书
9
TEAMLY CHEMICAL CORP
E-mail: teamly@
計算:HCHO(g/L) = 滴定 ml 數 × 0.6 控制 SPEC HCHO(g/L)= 2.5~3.0~3.5 g/L 不足添加量: 觸擊銅 (4.5-分析值)× L 槽積÷250=H 劑添加量 化學銅 (3-分析值)× L 槽積÷250=H 劑添加量 C. Total EDTA 分析 Free EDTA: I. 取槽液 5ml + 100ml 純水 + 20ml 的 pH=10 氨水緩衝液 + 3 滴 PAN 指示劑 II. 以 0.016M 硫酸銅溶液滴定, 由淡黃至淡紫色 III. 記錄滴定之 ml 數
微蝕 酸洗 酸預浸 活化 酸洗
RT RT RT RT(25℃) RT
滾桶 滾桶 滾桶 滾桶 滾桶
封孔 下料
滾桶
3
TEAMLY CHEMICAL CORP
E-mail: teamly@
化學銅 ECM-30
【功能】
ECM-30 化學銅是特別發展來應用於 MID (Moulded Interconnection Devices)的一 支化學銅藥水,沉積厚度可達 25 微米,適合用在厚銅沉積時使用。鍍層細緻、 均勻呈亮粉紅色,鍍層應力低且沉積速率快,每小時可沉積 5 微米。
2
TEAMLY CHEMICAL CORP
E-mail: teamly@
LDS 化銅化鎳作業流程
序號 1 2 3 4 5 6 7 8 9 10 11 工程名稱 超音波脫脂 打底銅 藥品名 NaOH ECM-30 ECM-30 H2SO4 SPS H2SO4 HCl OA-H HCl H2SO4 NW SE-10 濃度 2~5g/l 依說明書 溫度 RT 60℃ 55℃ 時間 3~5min 20~40min 150~200min 厚化銅 依說明書 30ml/L 50g/L 30ml/L 100ml/L 40ml/L 70ml/L 30ml/L 200ml/L 100ml/L (約 12μm) 3~5s 1min 30sec 80 sec 30~60sec 10~15min 化鎳 85℃ 35℃ (約 2μm) 4min 滾桶 空氣+滾桶 攪拌 滾桶 空氣+滾桶 備註
生产工艺流程单
生产工艺流程单生产工艺流程单是指在产品生产过程中,为了正确、规范地操作,将整个生产过程按照时间、工序、设备等因素进行详细的记录和描述的文件。
下面是一份700字的生产工艺流程单示例:产品名称:XXX产品产品批号:XX-XXXX生产日期:20XX年XX月XX日工艺流程单:步骤一:原料准备1. 检查原料是否与批号匹配,确保原料的质量和使用安全。
2. 根据配方要求,按比例准确称取和混合原料。
步骤二:制备1. 将混合后的原料放入混合机,设置适当的转速和时间,充分混合。
2. 将混合好的原料放入造粒机,设置适当的压力和温度,进行造粒。
步骤三:成型1. 将造粒好的产品送入成型机,设置合适的压力和温度,进行成型。
2. 检查成型后的产品尺寸、形状及外观是否符合要求,如有不良品应及时处理。
步骤四:烘干1. 将成型后的产品放入烘干室,根据产品特性和要求设置合适的温度和湿度,进行烘干。
2. 检查烘干后的产品湿度是否符合要求,如有需要,进行二次烘干。
步骤五:质量检验1. 从烘干好的产品中随机抽取样品,进行质量检验。
2. 检查产品的物理性质、化学成分等指标是否符合标准,如不合格,应及时进行调整和改进。
步骤六:包装1. 将质量合格的产品按照包装要求装入包装袋或容器中。
2. 标明产品的名称、批号、生产日期等必要的信息,并进行封装和封口。
步骤七:质量控制1. 检查包装好的产品是否完好无损,有无破损或漏封的情况。
2. 对包装好的产品进行最终质量检查,确保产品质量符合要求。
步骤八:成品入库1. 按照规定的存放要求,将质量合格的产品送入成品仓库。
2. 做好成品仓库的管理工作,确保产品安全和有效管理。
以上就是一份700字的生产工艺流程单示例,具体的工艺流程单可以根据实际生产情况进行调整和修改。
生产流程单(3篇)

第1篇一、概述生产流程单是指导生产过程中各项工作的具体操作规程,旨在确保生产过程规范化、标准化,提高生产效率,降低生产成本,保证产品质量。
以下为某公司某产品的生产流程单。
二、产品名称某型号手机三、生产流程1. 原材料准备(1)检查原材料入库凭证,核对原材料品种、规格、数量。
(2)验收原材料质量,确保符合生产工艺要求。
(3)将原材料按生产需求分类存放,便于生产使用。
2. 零部件加工(1)根据生产计划,安排零部件加工任务。
(2)核对零部件加工工艺文件,确保加工过程符合要求。
(3)采用先进的加工设备,提高加工精度。
(4)加工过程中严格控制温度、湿度等环境因素,确保产品质量。
(5)对加工完成的零部件进行检验,合格后方可入库。
3. 零部件组装(1)根据生产计划,安排零部件组装任务。
(2)核对组装工艺文件,确保组装过程符合要求。
(3)采用合理的组装顺序,提高组装效率。
(4)组装过程中严格控制操作规范,确保产品性能。
(5)对组装完成的手机进行功能测试,合格后方可入库。
4. 外观检测(1)根据生产计划,安排外观检测任务。
(2)核对外观检测标准,确保检测过程符合要求。
(3)采用专业的检测设备,提高检测精度。
(4)检测过程中关注外观瑕疵,如划痕、气泡等。
(5)对检测合格的产品进行包装,不合格产品返修或报废。
5. 包装(1)根据生产计划,安排包装任务。
(2)核对包装标准,确保包装质量。
(3)采用环保、美观的包装材料。
(4)包装过程中注意产品保护,防止损坏。
(5)包装完成后,检查产品数量、规格、包装完好性。
6. 出库(1)根据销售订单,安排产品出库。
(2)核对出库凭证,确保出库产品与订单一致。
(3)出库过程中注意产品保护,防止损坏。
(4)办理出库手续,确认产品出库。
四、生产流程注意事项1. 生产过程中严格执行工艺文件,确保产品质量。
2. 加强生产设备维护保养,提高设备利用率。
3. 优化生产布局,提高生产效率。
4. 做好生产记录,为生产管理提供依据。
产品生产流程计划单

XXXX年XX月XX日
叉车、货架
-
4
生产准备
准备生产设备、工具、模具等
生产主管
XXXX年XX月XX日
XXXX年XX月XX日
生产设备、工具
-
5
加工生产
根据工艺流程进行产品加工
生产工人
XXXX年XX月XX日
XXXX年XX月XX日
生产设备
-
6
产品检验
对生产出的产品进行质量检验
质量检验员
XXXX年XX月XX日
运输工具
-
10
产品发货
将产品发往客户
物流工人
XXXX年XX月XX日
XXXX年XX月XX日
运输工具
-
XXXX年XX月XX日
XXXX年XX月XX日
检测设备
-
7
产品包装
对合格产品进行包装
包装工人
XXXX年XX月XX日
XXXX年XX月XX日
包装设备、材料
-
8
产品入库
将包装好的产品入库
仓库管理员
XXXX年XX月XX日
XXXX年XX月XX日
叉车、货架
-
9
发货准备
准备发货清单、运输工具等
物流经理
XXXX年XX月XX日
产品生产流程计划单
序号
生产流程步骤
描述
负责人
开始时间
结束时间
所需设备/工具
备注
1
原材料采购
采购所需原材料
采购经理
XXXX年XX月XX日
XXXX年XX月XX日-- Nhomakorabea2
原材料检验
对采购的原材料进行质量检验
生产流程单
面料计划数量 辅料计划数量 面料入库数量 面料预发数量 工艺提供时间 样衣提供时间 开裁时间 裁剪数量 实际用量 辅料入库时间 辅料出库时间
完成时间
锁钉
锁定数量
检验
检验时间 检验数量
后包装 出厂检验
整烫时间 装箱单领取日期
成品出库---出场时间
售后
验收单回厂日期
备注
交检验数量 完成时间 交后整时间 整烫数量 入库数量
出库数量
流程单
下单日期: 0
0
0
交期:
业务员
服装数量/ 件
0 0 0
数量 数量 数量 数量 时间 时间
签名 签名 签名 签名 签名 签名
时间 时间
பைடு நூலகம்
完成时间 完成时间 完成时间 完成时间
签名 签名 签名 签名 签名 签名 签名 签名 签名 签名
量 间
出库数量
签名 签名 签名 签名 签名 签名 签名 签名 签名
订单号
2
客户名称:
执行标准
订单性质:
0
0
0
生产流程单
原单号:
0
款式
服装数量/套
0
供应部 面料库 技术部 裁剪车间 辅料库
面料计划到厂时间 辅料计划到厂时间 面料入库时间 面料出库时间 排版时间 交裁剪部时间 版皮接收时间 裁剪结束时间 绣花检验 辅料入库时间 辅料出库时间
制作单位
锁钉
锁定时间
领活数量 领活数量 领活数量 领活数量
加工厂生产流程表
加工厂生产流程表
1.生产前处理
(1)检查盛装主剂和溶剂的缸是否干净。
(2)将需要盛装主剂和溶剂的缸清洗干净然后在进行配料。
2.生产配料和监管
(1)配料:配料必须保证其称量的准确性,以及验证其称量的磅秤,配料应严格按给出的工艺文件进行,配料过程必须留有记录,以证实其配料过程符合要求。
(2)监管:①铝粉稀释的缸和盛装树脂的缸前期一定要分开以保证铝粉充分稀释开②严格按照配方给出的数量来进行配料③料配好之后一定要充分搅匀,经检验合格后在进行包装。
3.检验指标:粘度.细度.光泽.色调.遮盖力.附着力(主要检验粘度.现有检验仪器:涂4#杯)
4.包装注意事项:
(1)在包装之前一定要仔细检查每个分装的桶里是否干净(主要看是否有水)
(2)在进行包装时放漆口一定要用200目过滤网套住避免油漆里有残渣。
2016年11月4日。
装配生产流程
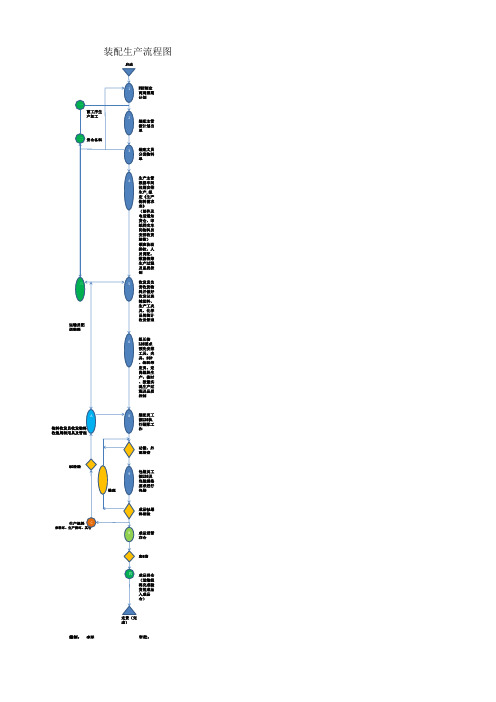
装配生产流程图
启动
PMC制定两周排期计划
装配主管按计划出单
装配文员分发物料单
生产主管根据车间拉别安排生产,拟定《生产物料需求表》
(邮件及电话通知货仓,印纸档交车间物料员安排收货核数)
领班协助排拉,人员调配,数据统筹生产过程及品质控制
收发员负责收发物料并做好收发记录
辅助料、生产工夹具、化学品的统计收发管理
组长按LDS要求预先安排工具、夹具、SOP、物料等
定员、定岗组织生产,按时、按量实现生产过程及品质控制
装配员工按LDS执行装配工作
功能、外观检查
包装员工按LDS及包装规格要求进行包装
成品QA最终检验
成品进暂存仓
客Q货
成品进仓
(运输组将完成验货的成品入成品仓)
编制:李泽 审批:。
生产工艺流程表
生产工艺流程表原料入厂检验→络纱(上油或过腊)→横机收发室→横机编织→半成品检验→套口收发→套口缝合→套口检验→手缝→手缝检验→照灯初验→洗水→(小烫-打眼-订扣)→拔毛→照灯二次检验→蒸烫、整型→量尺、外观→定标→成验→终验→挂吊牌、包装→装箱、箱麦→入库(在成产中要不定期的验货)1.原料检验:原料入库后由化验部门及时抽样,纱线支数、条干均匀度、色差、色花、色牢度等检验,要求仓库要称重、查色号、缸号分开放好,检测回潮以及纱线的损耗。
2.络纱:纱线确认后要及时的为后道工序做好纱线处理,要求纱线过油或打腊,倒纱时要分颜色、缸号分开倒纱、放置以免混缸以及混色,如需要接头必需接彩头纱。
3.横机收发室:(1)横机收发把纱线领到手后要核实纱线的重量、支数、批号、色号。
(2)确认后纱线要按工艺的报重发给操作工并详细记录操作工的领纱、衣片、退纱重量,以免纱线的流失和浪费。
(3)要按生产计划均衡合理的发给每个操作工并记录发、收回时间,认真填写日、月报表。
4.横机编织:(1)编织前应由保全工进行机器的调试,符合工艺密度的要求,在进行编织。
(2)操作工要按工艺或磁盘、质量要求编织出符合要求的衣片并使之成形。
5.半成品检验:(1)成形的衣片下机后要及时的进行密度的检验、尺寸、花型的符合。
(2)要求检验员要逐件检验工艺规定的收、放针、转数、衣片长短不一、罗纹的长度、密度均匀度、漏针、吊边、单丝、色差、搓板纱、脏活等疵点的检验(对能做处理的疵点进行修补)(3)要记录单片的重量。
(如有2种以上的配色要进行各色的详细记录)(4)在进行检验前因编织时衣片受到到不同方向的牵拉,应由量尺工人为的回缩。
6.套口收发:合格的半成品衣片由横机收发转倒套口收发室,在由收发员按生产计划均衡合理的发给每个操作工并记录发、收回时间,认真填写日、月报表。
7.套口缝合:套口工要按工艺要求进行缝合。
8.套口检验:检验员要按工艺要求检查套口工是否按工艺要求进行缝合的,并检验是否有掉套、松紧线道不均、吃辨、缝合挂肩、领型不圆顺、罗纹不齐、领拉伸过松或过紧(一般领拉伸在30—35CM)、缝合线松紧不合适(常规门襟带等拉伸较小外,一般拉伸率在130%,)、脏活等疵点。
石油化工仪器仪表生产的生产流程
石油化工仪器仪表生产的生产流程石油化工仪器仪表是石油化工行业中必不可少的设备,用于监测和控制生产过程中的各种参数。
石油化工仪器仪表的生产流程一般包含以下几个环节:产品设计、原材料采购、制造、装配、调试和质量检验。
首先是产品设计。
产品设计是整个生产流程的起点,其目的是根据用户需求和行业要求,设计出满足各种技术指标和性能要求的石油化工仪器仪表。
在产品设计过程中,需要进行技术研究和开发,确定产品的结构、功能和功能参数等。
设计人员还需要进行产品的布局和选材等工作,确保产品的稳定性和可靠性。
接下来是原材料采购。
在产品设计确定后,需要采购各种原材料,包括金属材料、电子元器件、塑料、橡胶等。
采购过程中,需要考虑原材料的质量和供应商的信誉度,确保原材料的质量可靠,并能按时交付。
制造环节是整个生产流程的核心环节。
首先,需要进行零部件的加工和制造。
根据产品设计和技术要求,制造人员进行相应的加工工艺,对金属材料进行铣削、冲压、钻孔等工艺处理。
然后,将原材料加工成所需的零部件。
接下来,对零部件进行表面处理,包括喷漆、抛光、电镀等工艺,提高产品的外观和性能。
最后,对零部件进行组装和装配,形成成品。
在装配过程中,需要根据产品的结构和功能要求,对零部件进行有序的组装和安装。
装配过程中,需要对各个零部件进行严格的检验和测试,确保零部件的质量和可靠性。
同时,还需要对各个部件进行调试,确保产品的性能和功能可以正常实现。
调试是整个生产流程中的一个重要环节。
在调试过程中,需要对产品的各种参数进行测试和校准,以确保产品的准确性和稳定性。
调试过程中,需要使用一系列的仪器和仪表,如温度计、压力计、流量计等,对产品进行各种实验和测试。
最后是质量检验。
在产品生产完成后,需要对产品进行全面的质量检验,确保产品符合行业标准和用户要求。
质量检验包括外观检查、性能测试和安全检验等。
只有经过严格的质量检验并符合要求的产品才能出厂销售。
总之,石油化工仪器仪表的生产流程包括产品设计、原材料采购、制造、装配、调试和质量检验等环节。
09-3生产运作流程(内含9表)
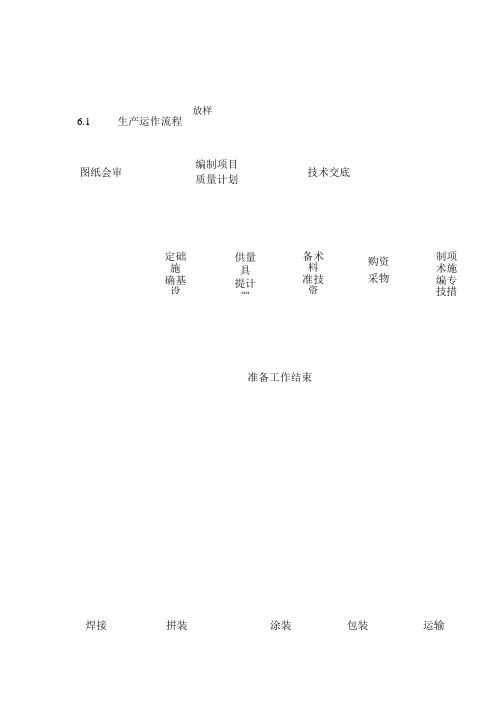
放样
6.1 生产运作流程
编制项目质量计划
技术交底
图纸会审
制项术施 编专技措
购资 采物
备术料 准技资
供量具 提计器
定础施 确基设
准备工作结束
运输
焊接 包装 涂装 拼装
注:1、 ------ 田材厚度∕mm
2、1一一相邻两夹渣中较长者∕mm
3、点数一一是指X射线底片上任何1OmmX5Omm焊缝区域内允许的气孔点数。
«月旬生产进度计划表》
编制:审核:批准:
生产会议记要
单位工程施工质量安全技术交底卡
(签名)年月日(签名)年月日技术交底内容:
《重要结构或产品放大样检验记录表》
《重要结构厂内预拼装验证表》
《尺寸检验记录表》
工程名称:____________________________ 构件简图:。
试剂盒生产流程
试剂盒生产流程胶体金试剂盒生产流程一、前期准备:•烧金(超净室,对洁净度要求高)。
•配制标准品、C/T线划膜液、重悬液、封闭液、配制金垫、玻纤处理液、前处理试剂盒配液(配液间,有生物安全柜)。
•标记、划膜浓度调试(胶体金调试间)。
•纱网、容器清洗(器具清洗间),双蒸水制备(制水间,有上下水)。
•前处理试剂盒组装、底板裁剪,NC膜、吸水纸粘贴,金垫、玻纤预处理。
(生产间1,控制洁净度、有干燥箱)二、启动生产1.标金(超净室)、划膜、贴板(生产间2,控制洁净度及湿度、有干燥箱)。
2.半成品质检(质检室)3.打印标签、说明书(档案室)4•检测卡包装(生产间2,控制洁净度湿度)。
5.成品质检(质检室)6.留样、产品入库(常温成品库)。
ELISA试剂盒生产流程一、前期准备:试剂瓶清洗(器具清洗间)、双蒸水制备(制水间)。
配制标准品、配液(配液间)。
试剂质检(质检室)。
二、启动生产1.包被、封闭酶标板(超净室+生产间1,要求环境洁净、有准确控温4C冰箱、洗板机、37C烘箱)。
2.酶标板变异质检(质检室)。
3.试剂盒调试(ELISA调试间),半成品质检(质检室)4.填写《ELISA生产记录表》,打印标签、说明书(档案室)5•液体分装、包装。
(生产间1)6.成品质检(质检室)7.留样、产品入库(4C成品库)。
对建立车间的意见:1.超净室一个,10卅左右,用于烧金、标金、包被酶标板等对环境要求高的实验。
2.质检、胶体金调试间、ELISA调试间,各30川左右。
3.配液间15川,有生物安全柜。
4.生产间2个:一个不需要控制湿度,40川左右;一个控制湿度(有缓冲间)30卅左右。
5.档案室,10卅左右,用于生产文件管理,标签、说明书打印。
6.成品库两个:一个4°C(20川左右),用于ELISA试剂盒质检留样、半成品、成品存放。
一个常温(15卅左右),用于胶体金质检留样、成品暂存。
大量胶体金产品可在其他常温干燥地点放置。