国家体育场鸟巢钢结构焊接ppt课件
国家体育场鸟巢工程钢结构加工制作介绍专题培训课件
以人为本、科技为先
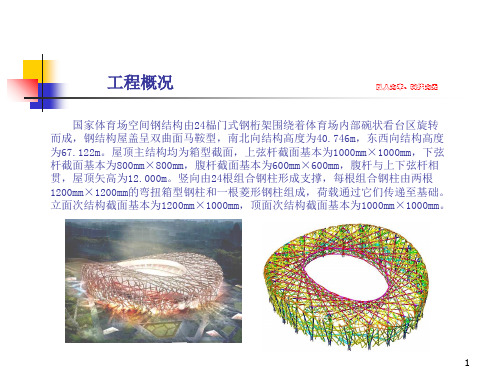
国家体育场空间钢结构由24榀门式钢桁架围绕着体育场内部碗状看台区旋转 而成,钢结构屋盖呈双曲面马鞍型,南北向结构高度为40.746m,东西向结构高度 为67.122m。屋顶主结构均为箱型截面,上弦杆截面基本为1000mm×1000mm,下弦 杆截面基本为800mm×800mm,腹杆截面基本为600mm×600mm,腹杆与上下弦杆相 贯,屋顶矢高为12.000m。竖向由24根组合钢柱形成支撑,每根组合钢柱由两根 1200mm×1200mm的弯扭箱型钢柱和一根菱形钢柱组成,荷载通过它们传递至基础。 立面次结构截面基本为1200mm×1000mm,顶面次结构截面基本为1000mm×1000mm。
9
焊接技术
以人为本、科技为先
㈣.高强超厚钢板焊接技术——Q460E高强度结构钢的焊接试验和焊接工艺 1.焊接性试验
⑴.焊接冷裂纹敏感性试验 ⑵.层状撕裂问题分析
2.焊接工艺评定试验
10
焊接技术
以人为本、科技为先
焊接性试验
(1).焊接冷裂纹敏感性试验 a.焊接冷裂纹敏感性分析 b.热影响区最高硬度试验 c.斜Y坡口焊接裂纹试验
提高焊接预热温度,焊后保温缓冷,冬季低温时焊后要立即重新加 热到一定温度并定时保温;
选用低温韧性好的焊材,如E50焊条,ER50-6 、7焊丝; 采用两对边同时施焊并分段多人同时退焊的顺序,以减小峰值应力、 防止裂纹产生。
5
鸟巢的关键技术问题——拼装与安装 以人为本、科技为先
三、拼装、安装关键技术
㈠.立柱构件预拼装 ㈡.主结构吊装 ㈢.次结构吊装 ㈣.测量技术 ㈤.卸载技术
6
焊接技术
以人为本、科技为先
㈠. 焊接变形与残余应力控制
鸟巢结构介绍 PPT课件
零 层 平 面
国家体育场 | 鸟巢
一层平面
二层平面
三层平面
声学吊顶
国家体育场 | 鸟巢
结构分析
“鸟巢”钢结构分析计算
混凝土看台与基座结构分析计算
基础分析计算
主桁架
桁架柱
主结构
ห้องสมุดไป่ตู้
国家体育场 | 鸟巢
一张图了解鸟巢钢结构
立面次结构
次结构
顶面次结构
鸟巢主体 钢结构
立面大楼梯
扫描二维 码了解 ETFE膜
混凝土看台与基座结构
国家体育场的钢筋混凝土结构看台根据内 部功能分为上中下三层,形同碗状,支撑 在六层框架剪力墙结构上。整个看台结构 外部由巨型空间钢桁架“鸟巢”包裹覆盖 看台共有80000个固定观众席和11000个 临时观众席。看混凝土看台结构平面布置 呈圆形,柱网由一系列径向和环向周线交 织而成。混凝土结构看台布置从平面上看 为椭圆形。南北长300m,东西宽276m, 看台东西向高,南北向低,看台面积逐层 向上缩小。为实现建筑理念,沿外延分布 有不规则的凹凸缺口,在于钢结构相邻部 位形成多出混凝土结构环绕钢结构的结构 形式。
国家体育场 鸟巢
小组成员:潘旭阳 张鑫 盛书炜 张贵永 张宇
国家体育场 | 鸟巢
鸟巢简介
国家体育场(鸟巢)位于北京奥林匹克公园中心区南部,为2008年北京奥运会的主体育场。 建筑面积25.8万平方米,可容纳观众9.1万人。国家体育场工程为特级体育建筑特,主体结 构设计使用年限 100 年,主体建筑是由一系列钢桁架围绕碗状坐席区编制而成的椭圆鸟巢外形,南 北长333米、东西宽296米,最高处高69米。国家体育场2003年12月24日开工建设,2008年6月
01
国家体育场鸟巢钢结构焊接ppt课件
焊接技术;
(八)防止冷、热裂纹技术;
• (九)层状撕裂防止和处理技术;
• (十)特殊焊缝处理技术;
• (十一)焊接机器人(FCAW-SS)焊接技术的应用;
• (十二)钢筋T型焊接接头压力埋弧焊新工艺;
• (十三)复杂钢结构应力应变控制技术;
• (十四)特殊钢结构合拢技术。
SUCCESS
THANK YOU
• (八)、记录和阐述了建筑钢结构合拢技术,第一次对 建筑钢结构合拢及合拢焊缝进行定义,在理论上进行了 深入浅出的分析,再一次丰富和发展了建筑钢结构应用 技术理论。
•
2006年10月1日,中共中央总书记、国
家主席、中央军委主席胡锦涛在到过长江
三峡大坝工地之后,第一次亲临建筑工地
视察工作,到工地看望“鸟巢”人;他满
•
据不完全统计,整个“鸟巢”所消耗的焊材2100吨以上,
同样也是国内之最。
•
我们成功地破解了“鸟巢”焊接难关,赢得了工程的最
后胜利。
钢结构主结构合拢场面
四、“鸟巢”钢结构焊接工程八大特
• (一)、国家体育场“点鸟巢”钢结构焊接工程采
用的14项焊接技术在理论和实践上都有建树和突 破,基本复盖了建筑钢结构的全部焊接技术,代 表了建筑钢结构焊接技术的发展趋势,,为建筑 钢结构焊接技术进步起到推动和促进的作用。
二、“鸟巢”十四大焊接技术
• (一)Q460E-Z35焊接性试验研究新技术;
• (二)大规模采用电加热预(后)热技术;
• (三)厚板采用SMAW-GMAW-FCAW-G复合新工艺技术;
• (四)大面积采用仰焊技术;
• (五)GMAW、FCAW-G大流量防风技术;
• (六)钢结构低温焊接技术; (七)铸钢和异种钢
建筑结构——国家体育馆鸟巢PPT课件

在鸟巢 的主桁架的 结构设计中, 多采用了三 角形稳定结 构支撑。
.
鸟巢顶部主 结构ห้องสมุดไป่ตู้面图
每个大跨度 的主桁架通 过之间的契 合,搭建并 通过与立面 结构、顶面 次结构形成 大跨度的空 间结构体系。
.
屋盖主体结构实际上是由两向不规则斜交的平面桁架系组成的约为 340m ×290m 的椭圆平面网架结构,网架外形呈微弯形双曲抛物面, 周边支承在不等高的24 根立体桁架柱上,每榀桁架与约为140m ×70m 长椭圆内环相切或接近相切
.
体育馆宽阔而复杂的结构,使得它不得不承受很大的非传统应力, 除了纵向拉力外,它还将承受强大的横向拉力。它的结构形状有弧 度,不同的部位之间都有拉力,这对离支柱最远的横梁中间点会施 加非常沉重的应力
.
为了保证“鸟巢”的安全性,在“鸟 巢”受力最为集中的24根柱子和柱角 上使用了我国自主创新生产的Q460特 型钢材。科研人员通过几千次的试验
础底板上。
.
大量采用空间弯扭构件、节点复杂,安 装难度大。无论是主结构之间,还是次 结构之间,都存在多根杆件(多达10根
)空间交汇现象。
.
世界最大 透明顶棚
国家体育场屋顶钢结构上 覆盖了双层膜结构。
即固定于钢结构上弦之间 的透明的上层ETFE膜 和固定于钢结构下弦之下 及内环侧壁的半透明的下 层PTFE声学吊顶。
最终寻找到了钢材合适的配方配比 保证了鸟巢的抗震性、抗低温性、焊 . 接性,铸就了“鸟巢”的铁骨钢筋。
一连串互相交错的钢铁桁架,最长313公尺,围绕住中间的混凝 土座位区,钢铁互相支撑像真正鸟巢里交错的枝条
.
最高的钢柱全长 21米,横跨体育 场一至四层;最 倾斜的钢柱和地 面的夹角达到59 度,钢柱的最大 自转角度超过45 度。
建筑结构——国家体育馆鸟巢

空间扭曲构建的制作
“鸟巢”外罩由不规 则的钢结构构件编 织而成,其中边长 一米的方钢管被连 接成120多根长短不 同、倾斜角度多样
的钢柱
垂直剖面
水平剖面
70%以上都是双斜柱——一根柱子在垂直面上 扭转两次
钢结构与混凝土看台上 部完全脱开,互不相连, 形式上呈相互围合,基 础则坐在一个相连的基
础底板上。
在鸟巢 的主桁架的 结构设计中, 多采用了三 角形稳定结 构支撑。
鸟巢顶部主 结构平面图
每个大跨度 的主桁架通 过之间的契 合,搭建并 通过与立面 结构、顶面 次结构形成 大跨度的空 间结构体系。
屋盖主体结构实际上是由两向不规则斜交的平面桁架系组成的约为 340m ×290m 的椭圆平面网架结构,网架外形呈微弯形双曲抛物面, 周边支承在不等高的24 根立体桁架柱上,每榀桁架与约为140m ×70m 长椭圆内环相切或接近相切
Than
剪力墙结构
———————— 外部框架
钢结构
国家体育馆结构跨度大,桩基础上讲在竖向受力的同时还有比较大 的水平受力,因此只能使用特殊的技术解决桩承载力的问题。 首先在桩里埋设了压浆管,然后在桩基灌注完成的两天后,再通过 往里面注水泥浆的方法,改善桩周的土的承载性能,使桩的承载力 大大提高。
大量采用空间弯扭构件、节点复杂,安
装难度大。无论是主结构之间,还是次 结构之间,都存在多根杆件(多达10根
)空间交汇现象。
世界最大 透明顶棚
国家体育场屋顶钢结构上 覆盖了双层膜结构。
即固定于钢结构上弦之间 的透明的上层ETFE膜 和固定于钢结构下弦之下 及内环侧壁的半透明的下 层PTFE声学吊顶。
最终寻找到了钢材合适的配方配比 保证了鸟巢的抗震性、抗低温性、焊 接性,铸就了“鸟巢”的铁骨钢筋。
鸟巢结构介绍 PPT课件
中国国家体育场(2008奥运会主会 场,俗称“鸟巢”),北京, 2003~2007,中方设计主持人(外 方由2001年普利茨克奖获得者赫尔 佐格和德梅隆)
设计理念
国家体育场 | 鸟巢
国家体育场坐落在奥林匹克公园中央区平缓的坡 地上,场馆设计如同一个的容器,高地起伏变化 的外观缓和了建筑的体量感,并赋予了戏剧性和 具有震撼力的形体,国家体育场的形象完美纯净, 外观即为建筑的结构,立面与结构达到了完美的 统一。结构的组件相互支撑,形成了网络状的构 架,它就象树枝编织的鸟巢。体育场的空间效果 即具有前所未有的独创性,却又简洁而典雅,它 为2008年奥运会树立了一座独特的历史性的标志 性建筑。
混凝土看台与基座结构
国家体育场的钢筋混凝土结构看台根据内 部功能分为上中下三层,形同碗状,支撑 在六层框架剪力墙结构上。整个看台结构 外部由巨型空间钢桁架“鸟巢”包裹覆盖 看台共有80000个固定观众席和11000个 临时观众席。看混凝土看台结构平面布置 呈圆形,柱网由一系列径向和环向周线交 织而成。混凝土结构看台布置从平面上看 为椭圆形。南北长300m,东西宽276m, 看台东西向高,南北向低,看台面积逐层 向上缩小。为实现建筑理念,沿外延分布 有不规则的凹凸缺口,在于钢结构相邻部 位形成多出混凝土结构环绕钢结构的结构 形式。
国家体育场 | 鸟巢
内部构造 about strcture
国家体育场局部一层地下室,地上七层,共有上中下 三层看台,立面与顶面位交叉编织大跨度钢结构。其 中零层(运动场标高)为运动员、裁判员、媒体及贵 宾区域,设有主要设备用房及车库,运动场位于玲曾 场地中央。一层又称为基座层,是观众到达体育场的 主要通道,西南部为媒体工作区,并设有零售商店、 卫生间等辅助设施,观众可进入下层看台。二层与三 层为观众集散厅,设有零售商店、卫生间等辅助设施, 观众可进入中层看台。四层为包厢层,五层与六层为 观众层,七层为东西两侧的局部夹层。大跨度五改下 为PTFE声学吊顶,上弦屋面为ETFE膜结构
鸟巢钢结构工程介绍93页PPT

1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
ቤተ መጻሕፍቲ ባይዱ谢谢!
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
鸟巢焊接技术.pptx

第22页/共45页
六、焊接技术及焊接工艺评定
国家体育场(鸟巢)焊接技术归类表(计划1)
第23页/共45页
工艺评定(应有的部份)
国家体育场工程需进行焊接工艺评定的钢种组合有:(1)Q345+Q345 (2)Q345DGJ+Q345DGJ(3)Q345CGJ+Q345CGJ (4)Q460+Q460 (5)S460ML+S460ML (6)GS16Mn5+Q345CGJ(7)GS20Mn5+Q345CGJ (8)Q460+GS20 Mn5 (9)S460ml+GS20 Mn5 (10)GS20 Mn5+Q345DGJ(11)GS16 Mn5+Q345DGJ (12)Q345+MLO
第21页/共45页
在对接钢构件时(多数为水平对接),在焊缝的另一端不加任何约束;以焊接变形(收缩变形)为代价减少焊接残余应力,见下图。该方法适合任何对接构件,采用该法前都应用(3)式进行计算,确定焊接变形的数值,必须在制作结构中预留。(如变形小可不考虑预留)B.在固定焊缝的焊接时,用减少焊缝焊肉的截面积的方法来实现减少焊接残余应力的目的。在固定焊缝的焊接中,用焊接变形(自由收缩)的焊接方法来减少焊接残余应力已不可能实现,因为构件两端的刚性很大,产生变形必然形成两端焊缝的强拉应力场,对焊缝的安全不利,唯一的方法减少固定焊缝的焊肉截面积和采用能量密度相对较高的焊接方法(如熔化极气体保护焊和药芯焊丝自保护焊等),并采用较小的热输入(即小线能量E),这样便可以达到控制焊接残余应力的目的,见下图。
第19页/共45页
设焊缝焊接的总能量E总=1;E总= W有+ W无+ε+σ=1 (1)当焊接结束后:ε+σ= E总 -W有-W无= C<1ε+σ= C<1 (2)式中: W有-----参加冶金反应的有用能量;W无-----所有无用能量的总和,包括:传导;辐射;对流所损失的能量;ε--------焊接变形所需的能量;σ--------焊接残余应力所需的能量;C -----焊接变形及残余应力所需的能量,是小于1的常数。根据式(2),焊接变形和焊接残余应力不仅存在于同一焊缝和HAZ,而且可以互相转化,在无外加能量的前提下,减少一方必须增大另一方。焊接变形以尺寸的误差明显表示在钢结构的实体上,焊接残余应力毫无外观表示存在于构件内部之中:当焊接残余应力σ残≥σs(母材屈服强度)时;钢结构就会出现失稳状态,严重时,会带来灾难性的后果。在国家体育场钢结构工程中,希望屋顶钢结构不要太大的变形而影响钢结构的安装精度和美观,又不希望有较大的焊接应力而影响结构的安全;所以控制焊接变形和焊接残余应力是该工程成功的关键。
鸟巢焊接
6厚板焊接将成为建筑钢结构的主要焊接技术<2>随着钢板厚度的增加,焊接难度大大增加。
在我国现行标准GB/T1591-1994《低合金高强度结构钢》和YB4104-2000《高层建筑结构用钢板》中规定钢板厚度最大为100 mm,不仅可以看出厚板在生产和焊接上的难度,而且还远远落后于建筑钢结构焊接工程的发展速度。
无论在理论和实践两方面都证明:建筑钢结构并不一定需要钢板越厚越好,然而由于设计师的理念,建筑钢结构焊接工程中厚钢板得到大量使用。
国家体育场 鸟巢 钢结构焊接工程中Q460-Z35厚110 mm,Q345GJD厚100 mm,北京新保利工程使用轧制H型钢翼板厚125 mm 材质ASTMA913Gr60 ,基本代表了我国建筑钢结构焊接工程的用钢厚度。
建筑钢结构厚板焊接技术得到了很大发展,是一项方兴未艾的实用技术。
国家体育场 鸟巢 钢结构焊接工程采用了与原建筑钢结构焊接工程不完全一致的组合工艺,提高了焊接效率、保证了焊接质量,为厚板焊接技术提供了有益的借鉴经验。
6.1厚板焊接坡口的设计由于厚板焊接量大、难度高,技术界十分重视坡口的设计。
坡口小易形成窄而深的形式,焊缝成形系数偏小,影响一次结晶,容易产生区域偏析。
在拘束应力大的前提下进而导致焊接热裂纹的产生。
坡口加大,不仅焊接量大大增加,焊缝的焊接残余应力也大大增加,这对钢结构体系初始应力的控制极为不利,同时也影响工程工期。
国家体育场 鸟巢 钢结构焊接工程中,经过大量的试验研究,确定坡口角度和间隙为30°~35°;间隙6~10 mm。
工程实践和工艺评定结果证明了这一坡口角度的科学性、合理性。
6.2预热、后热采用远红外电加热技术厚板焊接的关键是防止焊接裂纹的产生,准确的预热温度、层间温度、后热温度是防止裂纹产生的关键,特别是厚板高强钢的焊接尤为重要,这是因为其直接影响和控制高强钢裂纹产生三要素,即扩散氢含量、硬淬倾向和拘束应力。
鸟巢结构介绍PPT

许多建筑界专家都认为,“鸟 巢”不仅为2008年奥运会树立
一座独特的历史性的标志性建 筑,而且在世界建筑发展史上 也将具有开创性意义,将为21
世纪的中国和世界建筑发展提 供历史见证。“鸟巢”的建筑 设计风格,是完全按照东方人 的欣赏习惯和理念设计的,从 而达到直接冲击人们的视觉的 目的,让具有传统意识的东方 人能构上覆盖了双层膜结构,即固定于钢结构上弦之间的透 明的上层ETFE膜和固定于钢结构之下及内环侧壁的半透明的下层 PTFE声学吊顶。
六 工程特点
1、是国内规模最大的全焊接异型空间钢结构工程;
2、结构十分复杂,应力应变状态难以控制;
3、现场厚板焊接工程量达6000米,是国家体育场钢结构安装工程中 的一大难点,是制约钢结构工程工期的主要因素之一。
七 施工总体过程图
谢谢观赏
四 鸟巢的建筑材料
鸟巢”外形结构主要由巨大的 门式钢架组成,共有24根桁架 柱。国家体育场建筑顶面呈鞍 形,长轴为332.3米,短轴为 296.4米,最高点高度为68.5米, 最低点高度为42.8米。 体育场 外壳采用可作为填充物的气垫 膜,使屋顶达到完全防水的要 求,阳光可以穿过透明的屋顶 满足室内草坪的生长需要。
的钢筋混凝土空架剪力墙结构体系。钢结构和混凝土看台上 部完全脱开,互不相连,形式上呈相互围合,基础则坐在一 个相连的基础底板上。
二 鸟巢设计者
瑞士建筑大师皮埃尔·德麦隆(Pierre Demeuron)和赫尔佐格(Herzong)“鸟巢” 是2008年北京奥运会主体育场。由2001年普利茨克奖获得者赫尔佐格、德梅隆(两 位都来自瑞士)与中国建筑师李兴刚(中方总设计师)等合作完成的巨型体育场 设计,形态如同孕育生命的“巢”,它更像一个摇篮,寄托着人类对未来的希望。 设计者们对这个国家体育场没有做任何多余的处理,只是坦率地把结构暴露在外, 因而自然形成了建筑的外观。许多看过“鸟巢”设计模型的人这样形容:那是一 个用树枝般的钢网把一个可容10万人的体育场编织成的一个温馨鸟巢!用来孕育 与呵护生命的“巢”,寄托着人类对未来的希望。
国家体育场(鸟巢)钢结构焊接共24页文档
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
国家体育场(鸟巢)钢结构焊接
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
焊接工艺基础知识培训ppt课件
一般情况通过碳当量近似判断碳钢和低合金钢焊接性。 碳当量计算公式:
CE=C+Mn/6+(Cr+Mo+V)/5+ (Ni+Cu)/15 此方法不足:没有考虑到焊接方法、焊件结构、焊接工艺等系列因素对焊接性影响。 根据碳当量可以近似如下判断: ❖ CE<0.4%时,钢材的焊接性优良,淬硬倾向不明显,焊接时不必预热。 ❖ CE=0.4%~0.6%时,钢材的淬硬倾向增大,焊接时需采取预热,控制焊接工艺参数、
防护服
全套防护服
时尚版头巾
24
焊接电流 电弧电压 焊丝直径 保护气体成分和流量
焊丝倾角 焊接接头位置 焊接速度 焊接顺序及方向 焊丝伸出长度
1、焊接电流对焊接质量的影响? 2、焊接电压对焊接质量的影响? 3、气体流量对焊接质量的影响? 4、焊接速度对焊接质量的影响? 5、焊丝倾角对焊接质量的影响? 6、焊接顺序及方向对焊接质量的影响? 7、现场应用的焊接参数;
+ 水平方向焊接水平板焊接一般叫平焊。焊缝倾角0°~5、焊缝转角0°~10°的焊接位 置称为平焊位置,而在平焊位置进行的焊接就称为平焊。这种焊接位置属于焊接全位 置中,最容易焊的一个位置。
+ 立焊是指沿接头由上而下或由下而上焊接。 焊缝倾角90°(立向上)、270°(立向下)的 焊接位置,称为立焊位置。在立焊位置进行的焊接,称为立焊。
当焊件厚度较厚、接头刚性较大、环境温度较低,为防止冷裂纹,需要考虑预热工艺。 3、30号钢:此钢需要预热和层间温度,以降低焊缝和热影响区冷却速度,防止产生马氏体。 一般情况35号钢预热温度为150~250℃,如果厚度大,刚性大,预热温度为250~400℃。焊 后最好立即进行消除应力热处理,消应力回火温度一般为600~650℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
层,地上七层,可容纳观众9.1万人。
国家体育场“鸟巢”钢结构工程简
介
•
国家体育场钢结构工程是奥运工程的突出
代表,建筑造型独特新颖,顶面为双曲面马鞍型
结构,最高点高度为68.5m,最低高度为40.1m;
屋盖中间开洞长度为185.3m,宽度为127.5m;箱
形桁架结构形式,结构用钢总量约53000吨,涉
及6个钢种,100%国ቤተ መጻሕፍቲ ባይዱ;
• 胡锦涛总书记在2007年10月1日视察时高度赞 扬了钢结构焊接工程:“钢结构成功卸载普写了 中国建筑史上的光辉一页”。美国《时代》周刊、 英国《泰晤士报》对“鸟巢”分别评为2007年世 界十大建筑之首。
•
• 国家体育场(鸟巢)钢结构工程具有十分强烈的 吸引力和挑战性,特殊独到的重型钢构高空大跨 度马鞍型设计造型,不仅使结构变为十分复杂, 而且带来难以控制的应力应变状态,这是最复杂 的钢结构工程,整个工程没有一颗螺丝和铆钉, 100%全焊钢结构,所有构件作用力全都由焊缝 承担,作为影响结构体系安全运营的焊接工序质 量要求之高是显而易见的,很显然、其专业排序 为:“一焊、二吊、三卸载”;真可谓:“成也 焊接、败也焊接”,令世人瞩目。
“一焊”:具体 内涵
• 概括为:
•“七大难关、十四项技 术、一个质量优异的工 程、八个鲜明特点”。
一、钢结构焊接工程七大难关
• 1、Q460E-Z35可焊性试验难关。 • 据查:Q460E-Z35,б=110mm为全世界首
次使用,无经验可借鉴; • 2、组建焊接铁军难关。 • 3、复杂钢结构应力应变控制难关。 • 4、焊按工艺评定难关。 • 5、低温焊接难关。 • 6、大面积推广仰焊技术难关。 • 7、“鸟巢”钢结构焊接工程合拢难关。
始应力的观点,详细阐述了复杂钢结构控制应力应变的 基本方法,简化了应力应变控制的理论分析,丰富和发 展了建筑钢结构焊接应用技术基础理论。 • (五)、第一次大规模的低温焊接试验,解决了建筑钢 结构冬季施焊倍受关注的难题。第一次提出-150C为建 筑钢结构冬季施工的最低温度,编写了国家体育场“鸟 巢”钢结构焊接工程的冬季施工方案,保证了国家体育 场“鸟巢”钢结构焊接工程的工期;在理论和实践方面 都有建树和突破,为我国钢结构焊接技术的修订提供了 有力的技术支持。
•
据不完全统计,整个“鸟巢”所消耗的焊材2100吨以上,
同样也是国内之最。
•
我们成功地破解了“鸟巢”焊接难关,赢得了工程的最
后胜利。
钢结构主结构合拢场面
四、“鸟巢”钢结构焊接工程八大特
• (一)、国家体育场“点鸟巢”钢结构焊接工程采
用的14项焊接技术在理论和实践上都有建树和突 破,基本复盖了建筑钢结构的全部焊接技术,代 表了建筑钢结构焊接技术的发展趋势,,为建筑 钢结构焊接技术进步起到推动和促进的作用。
• (八)、记录和阐述了建筑钢结构合拢技术,第一次对 建筑钢结构合拢及合拢焊缝进行定义,在理论上进行了 深入浅出的分析,再一次丰富和发展了建筑钢结构应用 技术理论。
•
2006年10月1日,中共中央总书记、国
家主席、中央军委主席胡锦涛在到过长江
三峡大坝工地之后,第一次亲临建筑工地
视察工作,到工地看望“鸟巢”人;他满
• (三)、第一次以施工单位为主,以Q460E-Z35、新钢 种焊接性试验研究为核心,分析和阐述了新钢种焊接性 的创新点以及焊接新工艺,为建筑钢结构焊接工程采用 类似新钢种提供了详细的技术参考资料,缩短了建筑钢 结构行业大规模采用高强钢的时间。
• (该项技术获得北京市科技进步二等奖) • (四)、第一次正式提出控制建筑钢结构焊接工程的初
• (六)、第一次大规模采用仰焊技术而获得成功,解决 了仰焊技术在建筑钢结构焊接工程中推广应用的基础理 论和思想认识,树立了仰焊技术的工程典型,从理论和 实践上确立了仰焊技术建筑钢结构行业的地位,使仰焊 技术在建筑钢结构行业得到长足的进步和发展。
• (七)、在控制冷裂纹、层状撕裂产生的同时,强调了 复杂建筑钢结构焊接要防止热裂纹的产生。同时提出了 防止和处理的方法,率先明确了建筑钢结构焊接工程中 主要防止热、冷、层状撕裂三大裂纹的观点。
焊接技术的应用成果:
国家体育场(鸟巢)钢结构 安装工程焊接技术综述
国家体育场 “鸟巢”工程简
介
•
国家体育场“鸟巢”工程是
2008年北京奥运会主会场,承担奥
运会开、闭幕式和田径、足球决赛
等多项比赛任务。工程于2003年12
月24日开工建设,2008年6月竣工。
工程总建筑面积25.5万平方米,东
西长280米,南北长333米,地下一
二、“鸟巢”十四大焊接技术
• (一)Q460E-Z35焊接性试验研究新技术;
• (二)大规模采用电加热预(后)热技术;
• (三)厚板采用SMAW-GMAW-FCAW-G复合新工艺技术;
• (四)大面积采用仰焊技术;
• (五)GMAW、FCAW-G大流量防风技术;
• (六)钢结构低温焊接技术; (七)铸钢和异种钢
焊接技术;
(八)防止冷、热裂纹技术;
• (九)层状撕裂防止和处理技术;
• (十)特殊焊缝处理技术;
• (十一)焊接机器人(FCAW-SS)焊接技术的应用;
• (十二)钢筋T型焊接接头压力埋弧焊新工艺;
• (十三)复杂钢结构应力应变控制技术;
• (十四)特殊钢结构合拢技术。
SUCCESS
THANK YOU
2019/8/26
• 三、“鸟巢”钢结构焊接工程最终 结果
•
设计要求几乎全部焊缝为全熔透一级焊缝,焊缝的总长
超过了31万米。现场焊缝超过6万米(不含角焊缝),100%超
声波探伤,一次合格率高达99.5%以上,质量指标之好为全国
之最。
• 最典型的是不同的三天三夜焊完的400多条合拢焊缝,在 高空焊接成功,一次合格率为99.9%。为工程焊接界中最辉煌 的典范。