提高CJ9.7teX直接纬纱质量的前纺技术措施
纺织技术前纺各工序质量控制要点?

纺织技术前纺各工序质量控制要点?棉纺企业的产品质量控制是一项连续、复杂而又前后相互关联的系统工程,想要科学管理、精准控制,就必须掌握纺纱各工序质量控制要点。
1 开清棉工序质量控制要点开清棉工序应掌握的工艺原则:多包抓取、精细抓棉、混和充分、渐进开松、早落少碎、梳打适当、少伤纤维。
(1)抓棉机尽可能“多包抓取、勤抓少抓”,以实现精细抓棉。
(2)原料应混和均匀,混和越均匀,越有利于解决色差、色档问题,提高成纱条干均匀度,降低单纱断裂强力变异系数。
(3)清花按排包图进行排包,高包削高嵌缝、低包抖松平齐,确保混棉均匀,防止色差、加强棉台巡回,及时拣出大杂。
(4)提高各单机运转效率,抓棉机每次下降距离最好在1.5mm 以下,保持各单机和输棉管道连续、稳定地供应生产,以有效降低棉卷重量不匀率、降低梳棉生条重量不匀率。
(5)各单机打手尘棒下面不允许有挂花及堵塞尘棒的现象,挡车人员要定时检查清理。
(6)原料经过各单机开松打击后,短绒、棉结会不断增加,所以必须通过优化打手速度和隔距来降低短绒和棉结增长率。
(7)输送棉流的管道尽量减少转弯换向,要保持通畅,减少原料在管道内翻转摩擦。
2 梳棉工序质量控制要点梳棉工序掌握工艺原则:针布锋利无损伤,保证四锋一准、确保合理的针面负荷和梳理度,加强转移,提高分梳质量、降低生条结杂和短绒率。
(1)要保证设备安全和人身安全,设备上应防止清洁工具等异物进入机内而损坏针布等关键器材;车未停稳不许动手操作的部位,要对员工反复强调并加强检查。
(2)棉网清洁器和各落棉吸点不允许存在堵花现象,否则会增大棉结、杂质的排除难度。
(3)锡林、道夫三角区挂花会造成棉网边部云斑、乱纤维团,增加后工序粗节、棉结纱疵。
(4)给棉罗拉两侧检测点的微电压值要一致,需监督维修、电工定期校正,否则匀整失效纺出的条子重量波动大,不合格条子多。
(5)自调匀整传动部分要保持清洁、灵敏,发现链条伸长和蹦齿的,要及时联系维修人员进行检修;给棉罗拉缠花的,挡车工随时检查清除。
纺制JC 9.7tex紧密纺纱的生产实践
纺制JC 9.7tex紧密纺纱的生产实践作者:杨效青侯月云杨春莲来源:《中国纤检》2014年第05期摘要:本文结合生产实践,探讨JC 9.7 tex紧密纺纱线的纺制。
通过生产工艺的合理配置、温湿度的控制等技术措施,使得该品种质量指标稳定且达到较高的水平,满足了客户要求,取得了良好的经济效益。
关键词:原棉;紧密纺;工艺参数;温湿度;质量指标我公司为适应市场需求,在原来15万环锭纺生产规模的基础上,上了5万锭紧密纺纱项目。
通过一系列措施,我公司生产的JC 9.7tex紧密纺纱,条干均匀、毛羽少,IPI指标大幅降低,成纱质量指标达到乌斯特2007公报5%~25%水平。
本文主要介绍JC9.7tex紧密纺纱的生产实践。
1 生产工艺流程JWF1009型往复抓棉机→FA125A型重物分离器→JWF1107型单轴流开棉机→JWF1029型多仓混棉机→JWF1115型精开棉机→FGY-90H型异性纤维分离器→JWF1171喂棉箱→JWF1203型梳棉机→FA317型并条机(预并)→JSFA360型条并卷机→JS FA388型精梳机→TD03-600型单眼并条机→FA493型粗纱机→BS536型细纱机(配紧密纺装置)→X5型自动络筒机。
2 原料配棉由于客户对三丝要求严格,故我们选用进口澳棉为配棉原料,主要指标见表1。
表1 配棉的平均性能指标注:标注大部分指标由HVI1000大容量纤维测试仪测试。
3 各工序工艺技术措施3. 1 清棉工序针对澳棉短绒高、棉结多的特点,采取轻抓、细抓,以梳代打,早落少碎,充分混合的工艺原则。
往复抓棉机打手转速为950r/min,行进速度为16m/min,运转率控制在92%以上,JWF1107单轴流开棉机速度不宜过高,设定为510 r/min,JWF1115速度为582 r/min,开棉机打手改为梳针打手,达到减少棉纤维进一步损伤的目的。
单机中加装了异性纤维分离器,对原棉中的有色深纤维进行分离,每班再进行对分离下的棉花进行人工细拣,通过合理调整滤尘负压和单机落棉隔距、风门的控制,保证了车肚正常落杂,杜绝落白现象。
提高细纱质量的有效途径
提高细纱质量的有效途径细纱是一种常用于纺织品制作的细薄纱线,其质量直接影响着最终产品的质量和性能。
为了提高细纱的质量,需要从多个方面进行改进和优化。
下面将介绍一些有效的途径来提高细纱的质量。
1.原材料选择:细纱的质量受到原材料的影响。
选择高质量的纺织原料,如优质的棉花、丝绸等,可以确保细纱的品质。
此外,还应注意原材料的纤维长度、纤维强度等指标,选择适合细纱生产的原材料。
2.纺纱工艺改进:纺纱是将纺织原料加工成细纱的过程,纺纱工艺的改进可以有效提高细纱的质量。
首先,应根据纤维的特性和产品要求确定合适的纺纱工艺参数,如纺纱机的转速、张力、卷绕方式等。
其次,采用先进的纺纱设备和技术,如自动控制系统、空气动力纺纱等,可以提高纺纱的效率和质量。
3.控制纺纱湿度:细纱的湿度对其质量有很大影响。
湿度过高或过低都会导致纤维的破损和断裂,影响细纱的均匀性和强度。
因此,在纺纱过程中要控制好湿度,保持适当的湿度水平,可以通过加湿或除湿等方式进行调节。
4.丝锭设备优化:丝锭是纺纱机上用于纺细纱的重要部件,其设计和优化对细纱质量具有重要影响。
应选择高质量的丝锭材料,采用先进的加工工艺,提高丝锭的精度和稳定性。
此外,在丝锭的设计中,还应考虑纤维的输送、拉伸和卷绕等因素,以提高细纱的均匀性和强度。
5.质量检测与控制:质量检测和控制是提高细纱质量的重要手段。
通过建立完善的质量检测体系,对细纱的各项指标进行监测和分析,及时发现问题并采取措施加以解决。
同时,还应加强对纺纱工艺参数和设备状态的监控,确保纺纱过程的稳定性和可控性。
提高细纱质量的有效途径包括选择优质的原材料、改进纺纱工艺、控制纺纱湿度、优化丝锭设备以及加强质量检测与控制等措施。
通过综合应用这些方法,可以提高细纱的品质和性能,满足市场需求,提升企业竞争力。
JC9.7tex工艺优选试验
粗 纱 细 纱
2 6 ( 第7期) O. 总 2 O4
为降低细纱断头, 我们选用不 同型号的钢领作 了
对 比试验 , 试验 结果 见表 7 。 表7 细 纱钢领对 比试 验 结果
P 1245 G / 24 P 1235 G / 84
方案一
长 绒棉
方案二 方案一
细 绒棉
方案二
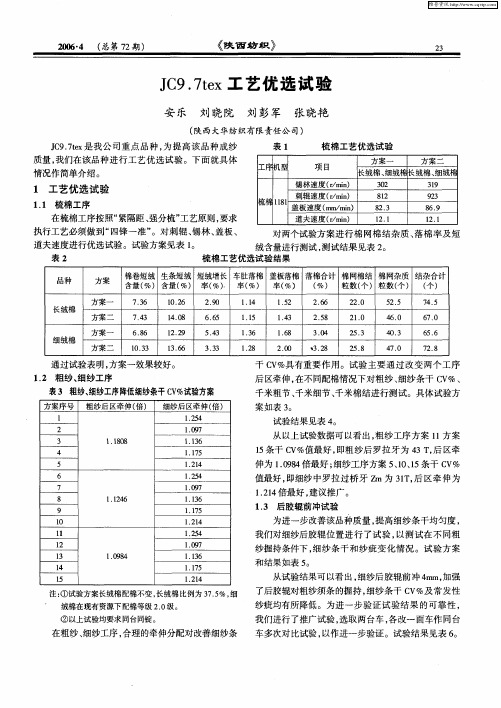
通过试验表 明, 方案一效果较好。 1 2 粗 纱 、 纱 工序 . 细
表 3 粗纱、 细纱工序降低细纱条干 C %试验方案 V
方案序号 粗 纱后区牵伸 ( ) 倍
1
干 C %具有重要作用。试验主要通过改变两个工序 V 后区牵伸, 在不同配棉情况下对粗纱 、 细纱条干 C %、 V 千米粗节、 千米细节、 千米棉结进行测试。具体试验方
伸为 108 倍最好 ; . 4 9 细纱工序方案 5 l、5 、O l 条干 C % V
值最好 , 即细纱 中罗拉过桥牙 Z m为 3T 后 区牵伸 为 1,
6 7 8
9
124 . 5 107 .9 114 .2 | 5 1 16 .3
1. 7 15
124 .1 倍最好 , 建议推广。
纱疵均有所降低。为进一步验证试 验结果 的可靠性 , 我们进行 了推广试验 , 选取两台车 , 各改一面车作同台
在粗纱 、 细纱工序 , 合理的牵伸分配对改善细纱条 车多次对 比试验 , 以作进一步验证 。试验结果见表 6 。
维普资讯
《 陕西纺织》
维普资讯
26 ( 0 . 总第7期) 04 2
《 陕西纺织 》
J 9 7e 艺优 选 试 验 C .t x工
提高CJ11.7tex纱条干均匀度的工艺配置
条干均 匀度 的前 区工艺参数、 区牵伸 工艺进行 了工 艺配置 。实验 结果证明 , 后 采用较 小的粗 纱定量 、 细纱捻 系数 、 中罗 前 拉 隔距、 小的钳 口隔距 、 小的后 区牵伸倍数 , 较 较 以及较 大的前胶辊压力 , 采用较 大前胶辊 直径 , 当增加粗纱捻 系数等措 适
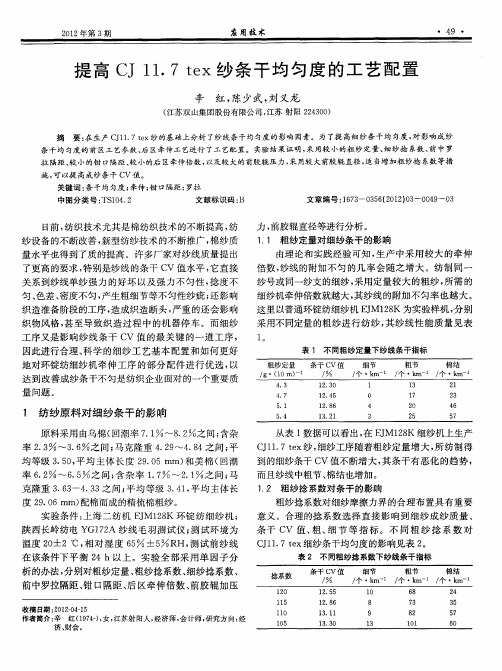
1 纺纱原 料对细纱条干 的影响
原料采用由乌棉 ( 回潮率 7 1 ~82 之间; . . 含杂 率 2 3 ~36 之间 ; . . 马克隆重 4 2 ~4 8 之间; .9 .4 平 均 等级 3 5 , 均 主 体 长 度 2. 5rm) .O 平 90 a 和美 棉 ( 回潮
1。
表 1 不同粗纱定量下纱线条干指标
粗纱定量 条干 CV值 细节 粗节 棉 结 / g・( 0m) 1 一 / /i m一 / ・k / "・k / "・k 个 m一 d m-1
1. O 2 3
1 3
1 7 2 O
1. 5 2 4
1. 6 2 8
量 问题 。
倍数, 纱线的附加不匀 的几率会随之增大 。纺制 同一 纱 号或 同一纱 支 的细纱 , 采用 定量 较 大 的粗 纱 , 所需 的 细纱机牵伸倍数就越大 , 其纱线的附加不匀率也越大 。 这 里 以普 通环锭 纺细 纱机 E M18 J 2 K为实 验样 机 , 分别 采用不同定量 的粗 纱进行纺纱 , 其纱线性 能质量见表
1 .8 2 6
lO 1
1 5 0
1 .1 3 1 1. O 33
5 7 6 0
・5 ・ O
纺枳科 技进展
2 1 年第 3 02 期
从表 2的各 项 指 标 分 析得 知 , 粗纱 捻 回产 生 的 附
提高纯棉精梳9.7tex纱单纱强力的工艺试验
2 清梳 工 艺 的优 选
原棉短纤维含量高 , 在纺纱过程 中罗拉对其 控 制差 , 常出现成纱条干恶化. 另外 , 短纤维含量高 , 增加了纤维之间的滑脱几率 , 从而降低纱 的强力. 清梳工序既要达到良好 的开松、 梳理、 排杂的效果 ,
少, 可使成纱强 度提 高. 但若 使用 成熟 度差 的纤 维纺纱 , 由于单纤维强度低 , 成纱强 度反而降低.
l0左右. l
从表3可以看出, 较大捻系数和较小后区牵伸 倍数对改善成纱质量有明显效果 , 对减少细节尤为 显 著.
5 结 语
实践证明, 为提高特细号纱质量, 一方面需要选 用相应品质的原棉, 另一方面应调整纺纱工艺, 减少纤 维损伤, 充分排除短绒, 加强对牵伸过程中纤维运动的 控制 , 增大纤维在成纱中强力的利用率. 我们通过不断 改进工艺和采取各项有效措施 , 使成纱质量达到了乌
棒进出 口之间的隔距 , 达到多松少打 , 多松少返 , 早
收稿 日期 10 6— 2— 1 20 0 1
作者简 介: 文(93 , , 赵树 16 一)男 河南安阳人 , 工程师.
维普混 和 的 目的. 充
2 2 梳棉 .
力也较低. 粗纱加捻能使粗纱强力提高 , 在卷绕 和 退绕 过程 中 能承受较 大 的张力 . 如果 粗 纱捻 系数 过
小, 粗纱强力低 , 粗纱在退绕时轻 , 则产生细节, 重 则在 细 纱机 上 断 头 增多 ; 如果 粗 纱 捻 系数 过 大 , 牵 伸纱条会发生捻 回重分布现象 , 不利于控制纤维运 动 , 则影 响成纱 均匀度 , 则造 成竹 节 纱. 据 我 轻 重 根 公司所使用的原料和相应 的细纱工艺配置试验, 在 良好 的加 压 和机 械 状 态 下 , 纱 捻 系 数 应 控 制 在 粗
成纱强力影响因素及提高措施

成纱强力影响因素及提高措施胡振龙赵卫华(东营市宏远纺织有限公司)纱线强力是评价纱线质量的重要指标,有绝对强力和相对强力之分。
影响成纱强力的主要因素有:原料性能(纤维长度、细度、单纤维强力等)、纺纱工艺、成纱结构(纤维伸直度、平行度、排列分布、纱线捻度等)、成纱均匀度(条干不匀率、捻度不匀率)等。
因此提高成纱强力要从合理选择原料、改善须条结构、提高成纱条干、合理选择捻系数等方面入手。
1 原料与成纱强力的关系1.1 纤维长度及整齐度与成纱强力的关系纤维长度长,整齐度好、短纤维少,则成纱光洁,强力高,见表1。
表1纤维长度及整齐度与成纱强力的关系1.2 纤维线密度与成纱强力的关系在其它条件相同的条件下,纤维的线密度小,成纱截面内纤维根数多,分布均匀,成纱条干均匀,纤维间接触面积大,摩擦力大,纱线在拉伸断裂时,滑脱纤维的根数将会减少,纱线强力就高。
1.3 单纤维断裂长度与成纱强力的关系单纤维断裂长度大,则成纱强力高。
单纤维强力差时,在纺纱过程中易断裂而形成短绒,被搓揉成结粒,恶化成纱条干,从而使成纱强力降低。
1.4 棉纤维性能与成纱强力的关系表棉纤维主要指标与成纱强力的关系见表2。
表2 棉纤维主要指标与成纱强力的关系2 纺纱工艺对成纱强力的影响2.1 清梳工艺在保证原料充分开松的情况下,尽可能避免猛烈打击,避免损伤纤维、增加短绒。
保证各种成分混合均匀,提高各单机运转效率,在保证前后供应的条件下,单机运转效率越高越好,尽量达到98%以上。
开清工序各单机要优化工艺参数,做到薄喂快给、柔和开松,以梳代打,合理减少打击点。
做到棉结、杂质、短绒兼顾。
实践中证明:开清工序的总除杂效率,在原棉含杂率小于1.5%时应保持在30-40%;原棉含杂率在1.5-2%之间时应保持在40-50%;原棉含杂率大于2.0%时应保持在40-60%,最基本的要求是要保证筵棉含杂率不高于1.0%。
确定了开清工序的总除杂效率后,要合理分配各单机的除杂率,控制棉结和短绒增长率。
提高粘胶9.8tex成纱质量的工艺措施

包裹 , 持纤 维 回潮 率 , 保 防止混 入其 他纤 维 。 在 清棉工 序 采 取 “ 流程 , 短 低速 度 , 开 松 ” 柔 的工艺路 线 。开松 混和 时 防止 纤维 损伤 。清棉 主
要工 艺 参 数 : 棉机 打手 速 度 7 5 rmi, 片伸 抓 7 / n 刀 出肋 条 2 m 豪 猪 打手 采 用 梳针 打 手 , 手 速度 m, 打
Absr c Te h o o y ke it fp o ucn ic s 8 tx y r n e c r c s r ic s e ta t c n l g ypon so r d ig v s o e 9. e an i a h p o e swe e d s u s d. Ac o dng t c r i o ee to t tca n i g ph n me n i s n n n ic s r w t ra s prte t d, e e au e & hu dt n l cr sai nd wi d n e o no n pinig f e vs o e,a ma ei lwa era e t mp r tr i mi iy i e c r c s r o tol d tity, o ig t s a tr, pnn n rl p n it n e a t s a tr we e pi z d a h p o e swe e c nr le srcl r vn wit fco s i i g olnipig d sa c nd witf co r o tmie t o h o t g n lts , nal ic s 8 tx y r te t nd e e ne sl v lc u d b i hrug rho o a e t f l v s o e 9. e a n srngh a v n s e e o l e mprv d. i y oe Ke or s Vic s b r, n r S rngh, e ne s, mp r t e & Humi t yW d s o e Fie Fie Ya n, te t Ev n s Te e aur diy
tencel9.7tex紧密纺品种中低温上浆实践
(3)通过低温上浆,降低浆槽温度及烘筒温 度。此品种每月10万米,能够降低用汽成本l万 元左右,如果继续在其它类似品种上推广此工艺, 产量达到100万米,每月即可节约用汽500吨以 上,节约成本lO万元以上,这也是纺织厂节能减 排的一项重要举措。
表3不同压浆力对上浆率、毛羽贴伏率及织机效率
压浆力
/kN
20 33
上浆率
/%
毛羽贴伏率 /%
9~10 5.5—6.5
50 70—80
织机平均 效率/%
.82
87
由表3数据可以看出,通过高压浆力加强对 纱线内部的浸透,使上浆效果及织机效率要好于 低压浆力,结合车速及祖克浆纱机的压浆力曲线, 我们选择压浆力设定为Ⅱ速50m/min时压浆力 为30kN。
浆料组分 国产变性淀粉
PVA一205 K5
抗静电剂 蜡片 其它辅料
配方一
50 20 25 2 2
相同
配方二
25 10 50 2 2
相同
配方三
25
75 2 2
相同
生产中发现.在浆液浓度同样设定为8%时, 配方一开车时干分绞分纱困难,粘度较高.手感较 硬,干区与梳齿处断头簇梳很严重.打慢车时断头 多。配方三开车相对要好一些,断头少,织机效率 好,所以经过多次试验,我们选择在使用配方三的 情况下调整其它工艺及操作方法。
纪德信韩小玉
(青岛纺联集团银龙纺织有限公司)
摘要: 根据品种特点,总结了Tencel 9.7 rex紧密纺品种的上浆工艺路线,对浆料配方、浆液浓度、上浆率、 压浆力等进行了多种工艺试验与研究。结合当前节能减排,降低能源消耗的思想。重点对上浆的温度和烘筒温度 进行了调整与试验,并在此基础上进一步改进操作办法,使上浆质量提高,布机效率达到较好水平,且用汽成本 也大幅降低。
提高纯棉精梳9.7tex单纱强力的工艺试验

I 上海纺织科技
S A G A TX I C N E E H O O Y H N H I E T ES I C &TC N L G L E
兰 竺! : 堂 : 塑 璺 星 蔓 蔓!
V 13 o 1 O 8 o. 6 N . 。2 O
mi i z b rd ma e.a q e t et g r fs o b r n ce sn h sn ae o b rsr n t n y r o main. n mie f e a g i d u n l g t n i o h n f e s a d i r a ig t e u ig rt f e te gh i a n f r t y i d i n fi o
fr d f e tx c mb d y r rm a otn s lc in a d tc n l g et g,ic u i g s lci g s lr q a i r a o o o me n e o e a n f i o r w c t ee t n e h oo y s t n o o i n l dn ee t i a u l ) r w c a n,atn in t n mi t t t o e o
Ke y wo d r s:s nn ng:c to pi i o t n;pr c s o e s;s n l n te g h;mea u e i g e e d sr n t s r
纯棉精 梳 97t 纱 为细特 纱 , 的横 截面纤 维根 . x e 纱 数少 , 纺纱 比较 困难 。公 司接到 J . e C9 7t x纱订 单 , 客户要 求单 纱 强 力 不 小 于 10t 围绕 提 高 单 纱 强 5 : 力, 降低成纱 千米 细节进 行 -一系列 工艺 试验后 , 『 该产
提高纱线强力的具体措施

提高纱线强力的具体措施1.增强原材料选择与管理:优质的原材料是生产高强度纱线的基础。
提高原材料的强力可以通过选择纤维长度、直径和强度等参量来实现。
此外,合理管理原材料也非常重要,包括对原材料的存储、保养和处理等方面,以确保不受湿度、温度等影响。
2.优化纺丝工艺:纺丝工艺对纱线强力有着直接的影响。
通过优化纺丝机的调整和控制,可以提高纱线的均匀性和强力。
例如,合理设定纺纱机的转速、张力等参数,确保纤维在纺纱过程中得到充分拉伸,提高纱线的断裂强度。
3.采用特殊纺纱方法:一些特殊的纺纱方法可以提高纱线的强力。
例如,空气纺纱可以通过高速旋转的喷嘴将纤维打散,并在空气流中重新结合,形成较强的纱线。
此外,还有自旋纺纱、喷丝纺纱等方法也可以用于提高纱线的强度。
4.强化拓扑结构设计:纱线的拓扑结构也会对其强力产生影响。
合理设计纱线的组织结构,例如增加捻度、改变纱线的交叉方式等,可以提高纱线的抗撕裂和抗拉伸能力。
同时,通过选择合适的纺纱技术和纱线类型,也可以提高纱线的强力。
5.引入强化剂:纱线的强力还可以通过引入一些强化剂来实现。
例如,可以添加纺织助剂、增加纤维的拉伸性能,提高纱线的强度。
或者,可以采用纳米纤维增强剂等技术,增加纱线的结合力和拉伸能力。
6.质量控制和检测:强力的提高离不开对纱线质量的严格控制和检测。
在生产过程中,应建立完善的质量管理体系,包括对原材料、中间检验和成品检验等环节进行监控。
定期检测纱线的强力参数,例如断裂强度、弯曲性能等,及时发现问题并采取措施进行纠正。
7.加强员工培训和技术交流:纺织行业是一个技术密集型行业,人力资源的素质和技术水平直接影响纱线强力的提高。
加强员工培训和技术交流,提高员工的专业技能和纺织知识,同时也鼓励员工参与相关行业的研讨会、展会等,积极学习和借鉴先进的纺织技术和生产经验。
总之,提高纱线强力需要综合考虑原材料选择与管理、纺丝工艺优化、特殊纺纱方法应用、拓扑结构设计、引入强化剂、质量控制和检测等方面。
前纺操作质量的管理规定完整版
前纺操作质量的管理规定完整版前纺操作质量的管理规定是指在纺织行业中,对于前纺工艺流程中各个环节的操作质量进行管理和规范的一套制度和规定。
它的目的是确保纺织品的质量稳定和一致性,提高生产效率,降低生产成本,确保生产的安全和环保性。
下面是关于前纺操作质量的管理规定的完整版,包括前处理、纺纱和整经工艺三个方面的内容。
一、前处理工艺的操作质量管理规定:1.前处理工艺流程中的各个环节必须按照标准操作规程进行操作,不得随意改变工艺参数。
2.水洗、浸渍、漂白、染色等前处理过程中所使用的化学药剂必须符合国家标准和环保要求,不得使用过期或者质量不合格的药剂。
3.前处理设备必须定期进行检修和维护,确保其正常运转和安全性。
4.每批次生产必须进行工艺参数记录和检验样品留存,以备查验。
二、纺纱工艺的操作质量管理规定:1.纺纱过程中的纺纱机、纱锭机、绕线机等设备必须符合国家安全标准,定期进行检修和维护,确保其正常运转。
2.纺纱操作人员必须经过专业的技术培训,掌握纺纱各个环节的操作技能和质量要求。
3.纺纱出的纱线必须符合国家标准和客户要求,严禁出现纱线断头、断纬、断纱、纱卷不良等质量问题。
4.每批次生产必须进行纺纱工艺参数记录和检验纱线质量,以备查验。
三、整经工艺的操作质量管理规定:1.整经机械设备必须符合国家安全标准,定期进行检修和维护,确保其正常运转。
2.整经操作人员必须经过专业的技术培训,掌握整经各个环节的操作技能和质量要求。
3.整经过程中的绞纬、穿经、细维、整备、上机等操作必须按照标准操作规程进行操作,不得随意改变工艺参数。
4.整经结束后必须进行上机样品检验和工艺参数记录,以备查验。
以上是关于前纺操作质量的管理规定的完整版,通过严格遵守这些规定,可以提高纺织品的质量稳定性,降低生产成本,确保生产的安全和环保性。
同时,还需要定期对操作人员进行培训和质量意识的提高,以确保规定的有效执行。
长丝品种提高喷气织机效率的几项工艺技巧

我公司于2005年初在ZAx-e-340型喷气织机上生产了CJ9.7 tex/R 18.3 dtex 681/471 310提花织物。
织造初期,效率只在65%~70%,且纬缩疵点居高不下。
后经工艺调整,平均效率始终保持在80%以上,下机疵布也控制在10%以内。
具体工艺措施如下。
(1)调整纬纱张力弹簧片。
由于纬纱张力弹簧片调节不当,使粘胶长丝在纬纱架上退绕张力不匀,滑退现象严重。
后将张力弹簧片全部调到最紧,使纬纱释放圈数及张力始终保持一致,结果证明效果很好。
(2)采用早开口、早引纬工艺。
为了引纬顺利且不缠绕,采用早开口、晚入纬方式。
结果主辅喷嘴气压调到最大仍不能满足纬纱到达时间,且主辅喷嘴气压值相近,纬纱拉直不够,纬缩疵点较多。
后调整为早引纬后,定位销时间由80°~260°提前为66°~260°,织造效率明显上升,纬缩疵点明显下降。
(3)提高剪切压、常压。
为了保证粘胶长丝能顺利引纬、拉直且剪切后不回缩,将剪切压力由0.08 MPa提高到0.12 MPa~0.15 MPa,常压由0.03 MPa提高到0.08 MPa~0.10 MPa,剪切时间也调整为350°~50°。
(4)调整捕纱时间。
捕纱不良会产生边纬缩,因此,将废边纱长度由70 mm~80 mm延长至100 mm~ll0 mm,捕纱时间由0°改为20°。
(5)更换边撑。
将3列30环粗目边撑更换为1列45环细目边撑,消除了边撑疵。
(6)更换拉伸喷嘴。
由原来的横吹式拉伸喷嘴改成嵌入式拉伸喷嘴后,纬纱明显被拉直,效果明显。
(7)其他。
对过滤器中的过滤芯进行更换,以保证压缩空气的纯净度。
结经时清洗钢筘,保证钢筘风压始终保持稳定。
为防止该织物打滑造成疵布,由三联匹改为二联匹落布。
提高CJ11.7tex纱条干均匀度的工艺配置
3 结语
在 传统 环锭 纺纱 机上 加装 集 聚纺纱 装置 纺制 紧
密纱 , 是企 业生 产 紧密纱 的一 条捷径 , 以较 小投 入 可
rx品种 分别 减少 了 8 . 和 9 . ; 纱 强力 均 e 74 28 成
纱 条干 C, 。 、值 ,
关 键 词 : 干均 匀度 ; 条 定量 ; 系数 ; 捻 罗拉 隔距 ; 辊 ; 胶 牵伸 ; 口隔距 ; 钳 罗拉 中图分 类号 : S 0 . 2 T 1 3 8 3 文献 标识 码 : B 文章编 号 :0 19 3 (o 2 S -0 20 1 0 -6 4 2 1 ) 10 4 -3
作者简介 : 辛
有 不 同程 度 提高 , J1 . x和 R 1 . tx分 C 4 6K t e 4 8K e
取得 较大 收益 。 目前 , 国集 聚纺技 术 已经成 熟 , 我 改 造成 本也 在不 断下 降 , 的 品种 已从 纯棉 精 梳 纱 向 纱 多纤 维混 纺 、 精 梳 纺 纱 等方 向拓 展 。企 业 应 抓 紧 半 “ 二五 ” 十 大好 时机 , 推广 应用 集 聚纺纱 技术 , 以创 造 更 高效益 。
近年 来 ,随着 纺 织 技术 的不 断 发展 和 进 步 , 棉 纱质 量水 平不 断 提升 , 多高 档 纺织 品以及 纺 织企 许 业 都 对棉 纱 品质 提 出了更 高要求 。作 为纱 线 质量 的
一
平整 , 至会造 成 织 造 时 的 断 头 和停 机 。 细纱 工 序 甚 是影 响条 干均 匀度 的关 键 工 序 , 何进 行 细纱 工 艺 如
使用低等级棉生产C 9.7tex纱的技术要点
为 降 低 原 料 成 本 , 高 企 业 经 济 效 益 , 年 提 近 来, 我公 司根 据所 购原 棉 的综 合 性 能 以及 用 户 的 要 求 , 用试 纺 、 运 分批 、 小量 掺用 等方 法循 序渐 进 , 先后 在 三级棉 中配 入 一 定 比例 低 等级 的 四级 棉 , 不 断增 加 四级 棉 含 量 , 后 以 10 四 级 棉 成 功 最 0% 生产 出 C9 7t . e x机织 用纱 , 品质 量达 到用 户 要 产 求 。在纺 纱 生产 过程 中 。 们遵循 的原则是 : 力 我 在
摘 要 : 为确保 由49 2 原棉纺出的 C97t 纱的成纱质量, . e x 对设备进行了改造, 了各工序工艺参数, 优化
并采取 了多种技 术措施 。清棉 工序采 用“ 多松 少打 、 落少碎 ” 早 的工 艺原 则, 梳棉 工序 采用“ 轻定量 、 低速 度、 紧 隔距、 强分梳 、 多除杂” 的工艺 原则 , 并条 工序合理 牵伸 分配, 当降低前 罗拉速度 , 适 粗纱捻 系数偏 大掌握 , 细纱工
求全 面提 高成 纱 质 量 的基 础 上 , 大 限度 的提 高 最
c u d r a h c tm e e n . o l e c uso r d ma ds K e o ds Lo rDe r e Co tn, neY an, o b e,mp i Ri —p n i g Cic l t n yW r we g e to Fi r Sh r Fi r I urt t y, ng s i n n r u ai o
序 采 用 “ 大 两 小 ” . 艺措 施 , 得 成 纱 质 量 达 到 用 户 要 求 。 两 的Z - 使
关键 词 : 低 等级 棉 ; 细特 纱 ; 绒 ; 短 杂质 ; 环锭 纺一 流程
提高色纺纱质量的技术措施
提高色纺纱质量的技术措施
色纺纱是现代纺织工业中不可缺少的重要产品,色纺纱质量对现
代纺织工业很关键。
为了提高色纺纱质量,应该采取哪些技术措施呢?
首先,在搭设机器时应使用优质的金属零部件,这样可以使机器
具有良好的稳定性,确保机器运行稳定性和准确性,从而保证产品质量。
其次,应该使用最新的纱线和染料技术,确保产品颜色一致,光
泽度高。
再者,应采取必要的品质控制措施,不断改进和完善生产工艺过程,确保色纺纱能有效避免脱落现象、折痕现象及质量等差异。
最后,应选择优质的原料,避免使用低劣的原料,以保证最终产
品符合要求。
通过以上这些技术措施,可以有效提高色纺纱的质量,为现代纺
织工业发展提供更加可靠的支撑。
CJ9.7/9.7防羽布的生产实践
浆 料 的选用 要满 足 经纱 贴伏 毛羽 、 强 、 增 耐磨 的要 求 。高 聚合 度 完 全 醇 解 P VA一 1 9 变 性 7 9与 淀 粉混 合使 用浆 纱 增 强 效 果 好 , 织 机 开 口不 清 但
1 产 品 特 征 及 规 格
该织 物经 纬密 比一 般织 物高 , 结构 紧密 、 整 平 光滑、 富有 光 泽 、 手感 滑 爽 、 地 坚 牢 、 质 透气 性 好 ,
量。
上 浆工 艺 及 质 量 : 固 率 1 . ,上 浆 率 含 46 1. , 3 5 浆槽 粘度 9 3 , 出 回潮 率 9 . , 槽 .S压 35 浆
温度 9 5℃ , 近经 轴 侧 压 浆力 1 N; 烘 房 侧 压 0k 近
维普资讯
・
3 ・ 0
山 东 纺 织 科 技
20 0 6年第 3期
浆 力 2 N, 纱 增 强 率 4 . , 纱 减 伸 率 4k 浆 09 浆
1 . % , 轴率 8 % 。 23 好 3
根 据 以 上 工 艺 , 羽 布 在 喷 气 织 机 速 度 为 防
4 0rm 时 , 纬纱 断 头为 24根 / h 经 向断 头 6 p 其 . 台 , 12根 / h 织 机效 率为 9 . 。 . 台 , 06
可 保 证 浆 纱 的增 强 率 , 液 粘 度 稳 定 、 分 绞 顺 浆 干
利。 浆 料配 方 : VA 1 9 ( g P 7 9k )
P VA一 0 M B( g 2 5 k )
5 . 05
2 5
磷 酸酯 淀 粉 F ( g Zk ) S 10平 滑 剂 ( g A一0 k) 2 2 浆纱 工艺 与质 量 .
提高CJ9.7tex直接纬纱质量的前纺技术措施
提高CJ9.7tex直接纬纱质量的前纺技术措施杨小玲;李智睿;杜胜英【期刊名称】《棉纺织技术》【年(卷),期】2012(40)2【摘要】为了提高CJ 9.7 tex直接纬纱的质量以及降低布面竹节类纱疵,针对该品种配棉中非洲棉使用比例大及其性能特点,开清棉遵循“轻定量,薄喂入,低速度”的配置原则,同时通过开展其他工序工艺试验研究,优选工艺参数配置,另外加强设备、运转、操作及温湿度管理,最终使成纱质量指标明显改善,总纱疵率下降了49.39%,质量达到了使用要求.%To improve CJ 9. 7 tex direct weft quality and reduce fabric surface default, according to property and containing larger content of African cotton in cotton assorting, principle of lighter weight per unit, thinner feed, lower speed was adopted. In other process, processing test were studied, parameter configuration was optimized. Equipment, operation and temperature & humidity management were strengthened, finally yarn quality can be improved obviously, yarn defeat rate can be reduced to 49. 39% , quality can meet the requirements.【总页数】3页(P34-36)【作者】杨小玲;李智睿;杜胜英【作者单位】陕西五环集团股份有限公司;陕西五环集团股份有限公司;陕西五环集团股份有限公司【正文语种】中文【中图分类】TS101.91+4【相关文献】1.FA504改纺直接纬纱 [J], 陈德绪2.加强前纺条干质量检测稳定提高转杯纺纱质量 [J], 宋桂玲;孙丽娥;熊玉君3.合理选用前纺、细纱胶辊,提高CJ5.8tex纱成纱质量 [J], 常亚萍;赵树文;常红莉4.采用细纱大牵伸工艺纺制CJ9.7tex纱的几点体会 [J], 杨小艳;苟兵卫;武治海5.原纤化天丝纤维纯纺前纺质量控制实践与探讨 [J], 刘长伴;张毅因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着 我公 司 C . e J9 7tx直接 纬纱 品种 开 台 的
其 含 杂率 低 , 是其 中 的细小 杂 质 、 害疵 点 多 , 但 有 且短绒 率高 , 因而 遵循 “ 定 量 , 喂人 , 速 度 ” 轻 薄 低 的配 置原 则 。开 清 棉 工 艺 以 “ 松 少 打 , 进 开 多 渐 松” 为指导 思想 , 保证 开 松混 和 效 果 的前 提 下 , 在 尽量避 免纤 维损 伤 。棉 卷定 量 由 4 8g m调 整为 0 / 3 6g m, 0 6型机打手 速度 由 5 0rm n调 整为 7 / A 3 4 i /
Te h oo y M e s r s o mp o i g CJ 9 7 tx c n lg a u e fI r vn . e
D r c e ai F r - inn r c s ie t W f Qu l y i o es n i gP o e s t t n p
c n an n a g rc n e to o ti i g lr e o t n f A ̄ia ot n i c t n so tn p i il o ih e ih p r u t t i e e d,o r c n c to n ot a s rig, rncp e flg tr weg t e ni, hnn r fe lwe o
1 工艺 流 程
A 0 A型抓 棉 机一 02 A3 0 5型 混 开 棉 机—
整 为 9 0rm n 天 平 罗 拉 ~打 手 隔 距 由 1 m 调 0 i, / 5m
A3 0 6型 豪猪 开 棉 机一 A 7 F型 成 卷 机 一 06 型 并条 机 ( 并 ) 预 一 型精梳 机一 型粗纱 机
F O 6型 振 动 棉 箱一 A4
郜 瞌僻 枝 术
Co t n T x i c n lg t e te Te h oo y o l
第4 0卷
第 2期
2 2年 2月 01
提 高 C . e J9 7t x直 接 纬 纱 质 量 的 前 纺 技 术 措 施
杨 小玲 李 智 睿 杜 胜 英
( 西 五 环 集 团 股 份 有 限公 司 ) 陕
Y g Xi l g LiZhiui D u Sh n y n an ao i n r e g ig
( h a x Fv ig G o pSo kC . Ld ) S a n i i R n s ru t o , t. e c
Ab ta t T mp o e C . e i c f q ai n e u e fb i u fc ea l, c od n o p o e y a d sr c o i r v J 9 7 tx d r twe u l y a d r d c a r s r e d f ut a c r ig t r p  ̄ n e t t c a
摘 要 : 为 了 高 C 7t 直接纬纱的质量 以及降低布面竹节类纱疵 , 提 J . x 9 e 针对该品种配棉 中非洲棉使 用比
例 大及 其 性 能 特 点 , 清棉 遵 循 “ 定 量 , 喂 入 , 速 度 ” 配 置 原 则 , 时 通 过 开展 其 他 工序 工 艺试 验 研 究 , 开 轻 薄 低 的 同 优 选 工 艺参 数 配 置 , 外加 强设 备 、 转 、 作 及 温 湿 度 管 理 , 终 使 成 纱 质 量 指 标 明 显 改 善 , 纱 疵 率 下 降 了 另 运 操 最 总
4 . 9 , 量达 到 了使 用要 求 。 93% 质
关键 词 : 直接 纬纱 ; 打手 速度 ; 定量 ; 罗拉 隔距 ; 纱疵 率 中图分类 号 :S0 .14 T 119 文献 标志 码 : B 文章编 号 :0 1 45 21 )2 040 1 - 1(020 . 3. 07 0 3
s e s a pe pe d wa do td. I t r p o e s, o e sn e twe e su i d, a a tr c n g r t s ptmie . Equpme t n ohe r c s pr c s i g t s r t d e p r mee o f u ai wa o i z d i on i n, o e ain a d tmpe au e & hu dt ma a e n r te ghe d. n ly yan qu lt c n e mpr v d bvo sy. p r to n e rtr mi iy n g me twee sr n t ne f a l r aiy a b i i o e o 9. 9% , aiy c n m e tt e r q ie n s a n dee tr t a e r d ce o 4 3 qu lt a e h e u r me t. K e or Die tW e , a e p e W eg tPe yW ds r c f Be tr S e d, ih r Uni, le ug Yan Dea l t t Rol rGa e, r f u t
4 0rmi, 0 6 8 / n A 7 F型机 打手 速度 由 1 0 m n调 0r i 0 /
增加 , 其存 在 的质量 问题 也 日显突 出 。为此 , 们 我 通 过优选 工 艺参数 、 调整 设备 状态 、 加强 操作 培训
及 内部 把关 等措施 , 最终 取得 了较好 的效果 。